Example of production line installation System configuration Detect/Flaw Inspection System with laser[Analyzer]
Blowhole inspection Blowhole inspection Inspection of sleeve 〈Standard configuration〉
バルブofボ vaデlvィeの b鋳od巣y検査 of engine block casts and flaws Motor driver
Supplies power to the probe and
controls rotation Control and
analysis software
Control Unit The software package
including standard
Central control unit that performs Motor
driver image processing
data collection and external software which makes
the judgment, and
communication. controls the probe.
Probe
①Place workpiece” ①Transfer the workpiece by conveyor Control Unit ※PC and probe moving
②Centering with the Machining Centre ②Lift up workpiece (via stage) ※Recommended wire distance from device (single axis robot, etc.)
③Inner hole scanning and quality inspection ③Inner hole scanning and quality inspection ①Scalar robot brings the workpiece to the indexing table. External signal I/O
the probe is two meters or less. will get prepared by the user.
④Final assessment by repeating process 2-3 ④Passed items go to the next process, ②ANALYZER performs internal diameter measurement
with multiple holes defectives are inspected once more and pass/fail judgment at the inspection station.
⑤Eject or Extract workpiece ③OK workpieces are transferred to pallets, and NG
workpieces are unloaded by type of NG. Specifications of Analyzer
Inspection of threaded Measuring the inside Utilizing QR code to
holes in cases diameter of motor cores access the data General specifications Probe models/ dimensions/ Weight/ Power rating
(using articulated robot)
① Specification SG-LSDC Model Outer dimensions(mm) Weight(kg) Power rating(V)
Light source Red semiconductor laser Class 3B
(670 nm wavelength, 40 mw max power) SG-LSDC H460.7×φ75.0 2.2 200(※),100
②
I nspectable diameter φ4mm~
Maximum rpm 18,000rpm The type, dimensions, weight and power
M aximum
inspectable length ~200mm rating of the motor driver and control unit
M aximum pixel
①Workpiece is brought in by gantry loader. resolution 0.01mm Model Outer dimensions(mm) Weight(kg)
②ANALYZER measures about 40 screw holes ①Workpiece is transferred with conveyor. ③ M inimum detectable
size 0.2mm SG-MD03 W73×H281×D226 2.0 Po9w0e~r ra2ti4n0g(V)
and make a pass/fail judgements. ②ANALYZER performs internal diameter measurement
③If OK, the workpiece is transferred to the next and pass/fail judgment at the inspection station. ①Scan QR code with camera. S tandard I/O
process; if NG, the process is stopped with an ③If OK, the workpiece is transferred to the next ②Link inspection data with QR code. terminal Terminal block / Ethernet SG-CU05 W261×D139.6×H33.4 1.2 100
alarm. process; if NG, the workpiece is unloaded and ③Use a handy scanner to access the reference Maximum sampling
data. f requency 2.4MHz Please note that we will alter the specifications and/or appearance of the product
re-inspected. R epeat positioning
accuracy within ±1 pixel resolution without notification because due to improvement of the product, etc.
※200 volt is three phased.
※Specifications not in the table above will be specially ordered. deal in
Frequently asked questions special orders. Improve quality
Probe outline drawings
Model : SG-LSDC (D6B-200-6-1-06T-40-F12-P-N-15)
What is different from other inspection systems? What is the smallest defect size Analyzer Cut labor costs
Comparing to visual inspection Comparing to eddy current can detect?
Analyzer eliminates human errors (careless flaw detection
mistakes), and provide constant inspections. The guaranteed accuracy is 0.2mm.
Analyzer can make a judgment by the Smaller defects can be detected by manipulating the threshold,
shape and/or the size.
Comparing to camera-in- although some stains may be detected as defects due to the surface
condition such as cleanliness or polishing (finishing). Reduce alleged defectives
spection Comparing to capacitive
The Analyzer doesn’t require light, and is methods
unaffected by external disturbance caused Analyzer allows relatively rough positioning.
by light. What is accuracy of the repeatability?
The repeat positioning accuracy is ±1 pixel; enough to stabilize Available in mass production
How quickly does Analyzer inspect? inspection.
The inspection speed is around 4 seconds per 100 mm, derived from the
feed rate of the probe. Is the detected size and the real size the same?
It’s possible to speed up the inspection depending on the size of the
defect. Almost the same, although slight errors exists due to the repeat
Using the free sample test, proper inspection speed can be determined. positioning accuracy. Contact information ※We will undertake the sample test at any time. Please feel free to contact us.
The following are comparisons with electron microscope images.
Correlation between length of inspection and feed rate Size A B A. Analyzer B. Electron
Length of inspection (mm/sec) comparisons image microscope
X 1.90 2.058
50 15,000rpm
Current model Y 1.10 1.168 ANALYZER Co., Ltd.
40 Aspect ratio 0.58 0.57
30
20 A B A. Analyzer B. Electron Createcore #11, 3-13-60,
image microscope
10 3,000rpm X 1.00 0.953 Kagamiyama, Higashihiroshima-shi,
0 Previous model Y 1.80 1.742
0.05 0.10 0.15 0.20 Aspect ratio 1.80 1.83 Hiroshima, 739-0046, Japan
Feed rate(mm/rev) Tel :+81(0)82-426-6672
URL:https://analyz.jp
“Visit our website for the latest information” https://analyz.jp
No. May. '23
Inspect inside of holes with laser. Defect detection algorithm of Analyzer Now available
・ Inspect the inner diameters of holes in a non-destruc- ・ All data are stored and available for feedbacks to
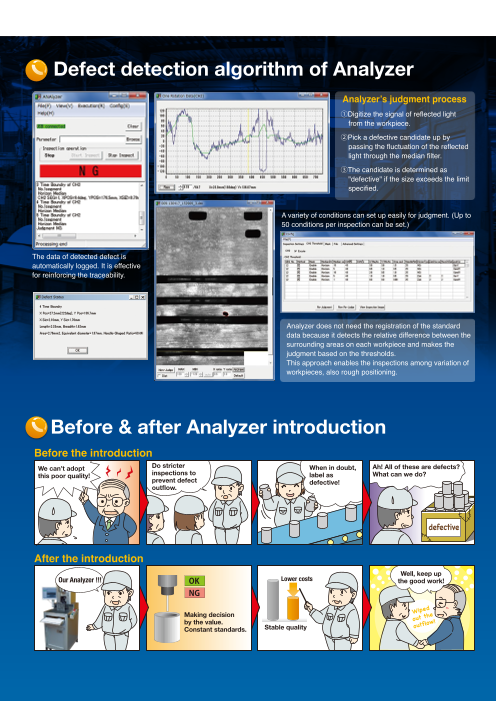
tive, non-contact method using a laser beam. make corrections or improvements. Analyzer’s judgment process Hole (inner surface) inspection
・ The standard 200mm probe inspects the inside of ・ Installable as a part of an automated production ①Digitize the signal of reflected light
holes that are visually inaccessible.*Please inquire process. from the workpiece.
with us for longer lengths ・ The deeper depth of focus enables handling different ②Pick a defective candidate up by
・ Automate the making of judgement by setting the diameters without adjustment. passing the fluctuation of the reflected
threshold. light through the median filter.
③The candidate is determined as
"defective" if the size exceeds the limit
specified.
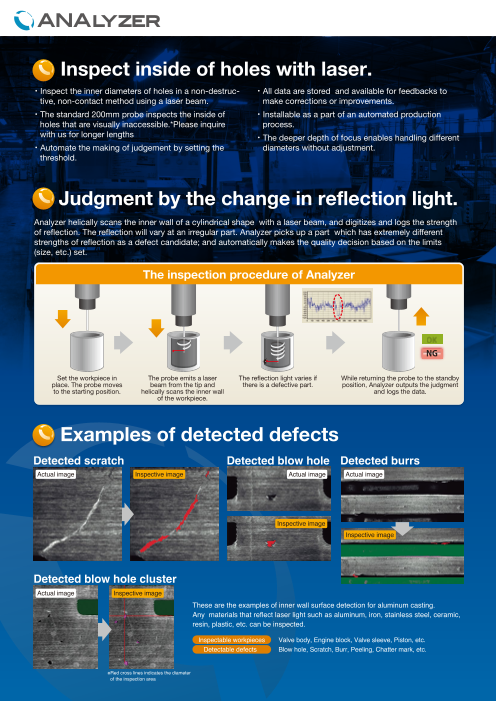
Judgment by the change in reflection light.
A variety of conditions can set up easily for judgment. (Up to
Analyzer helically scans the inner wall of a cylindrical shape with a laser beam, and digitizes and logs the strength 50 conditions per inspection can be set.)
of reflection. The reflection will vary at an irregular part. Analyzer picks up a part which has extremely different Standard model (φ6L200) Large-diameter model(φ8L200) Small-diameter model(φ2.3L50)
strengths of reflection as a defect candidate; and automatically makes the quality decision based on the limits D6B-200-6-1-13T-40-F12-P-N-15 D8B-190-8-1-13T-40-F30-P-N-15 D2.3B-50-2.3-1-13T-40-F6-FL-N-10
(size, etc.) set. The data of detected defect is
automatically logged. It is effective
The inspection procedure of Analyzer for reinforcing the traceability. Optional software and services
DEEP-EYE FOCUS ACADEMY
Analyzer does not need the registration of the standard With AI image FOCUS is a statistical and In a dedicated envi-
data because it detects the relative difference between the recogn i t i on analytical tool that allows ronment, participants
surrounding areas on each workpiece and makes the techno logy, you to see the real situation can learn the inspec-
judgment based on the thresholds.
This approach enables the inspections among variation of D E E P - E Y E of your product ion s i te t ion principles, fea-
workpieces, also rough positioning. can reduce excessive defect iden- based on inspection data. It visualizes when, tures, and functions of ANALYZER in a
Set the workpiece in The probe emits a laser The reflection light varies if While returning the probe to the standby tifications which are difficult to where, and what kind of defects are occurring, practical manner with examples of appli-
place. The probe moves beam from the tip and there is a defective part. position, Analyzer outputs the judgment
to the starting position. helically scans the inner wall and logs the data. eliminate with ANALYZER's identi- and can be used to improve the inspection pro- cations at other companies. The course
of the workpiece. fication criteria alone. With a full cess based on quantitative analysis results. is divided into three parts so that partici-
range of available tools, users can Since changes can be confirmed from all the pants can improve their inspection skills
Examples of detected defects Before & after Analyzer introduction easily use ANALYZER without any image data of ANALYZER, it can also be used step by step, and a certification test is
knowledge of AI. for reviewing the replacement cycle of cutting given at the end of each course.
tools and cleaning fluids.
Detected scratch Detected blow hole Detected burrs Before the introduction
We can’t adopt Do stricter When in doubt, Ah! All of these are defects?
Actual image Inspective image Actual image Actual image this poor quality! inspections to label as What can we do?
prevent defect defective! Steps for the installation
outflow.
Sample test Sample test System
Inspective image (Verification on
at no cost Ordering
large sample configuration Delivery period: System Customer
defective
Inspective image decision 2-3 months installation support
size)
After the introduction Before installing, we conduct as many sample tests to collect all possible defects to determine the thresholds.
After the installation, if there is any discrepancy between the results of the conventional method and Analyzer,
Detected blow hole cluster Well, keep up
Our Analyzer !!! OK Lower costs the good work! we provide supports to ensure proper settings of thresholds and a smooth transition.
Actual image Inspective image NG
These are the examples of inner wall surface detection for aluminum casting.
WipedAny materials that reflect laser light such as aluminum, iron, stainless steel, ceramic, Making decision out th
e The free sample testing will help you to ensure that Analyzer is right for you.
resin, plastic, etc. can be inspected. by the value. outflow
! Try the free
Constant standards. Stable quality sample test If you send us target workpieces for the testing, we will report the results including images,
Inspectable workpieces Valve body, Engine block, Valve sleeve, Piston, etc. defect size, inspection speed, etc. after ten working days.
Detectable defects Blow hole, Scratch, Burr, Peeling, Chatter mark, etc.
※Red cross lines indicates the diameter
of the inspection area
Inspect inside of holes with laser. Defect detection algorithm of Analyzer Now available
・ Inspect the inner diameters of holes in a non-destruc- ・ All data are stored and available for feedbacks to
tive, non-contact method using a laser beam. make corrections or improvements. Analyzer’s judgment process Hole (inner surface) inspection
・ The standard 200mm probe inspects the inside of ・ Installable as a part of an automated production ①Digitize the signal of reflected light
holes that are visually inaccessible.*Please inquire process. from the workpiece.
with us for longer lengths ・ The deeper depth of focus enables handling different ②Pick a defective candidate up by
・ Automate the making of judgement by setting the diameters without adjustment. passing the fluctuation of the reflected
threshold. light through the median filter.
③The candidate is determined as
"defective" if the size exceeds the limit
specified.
Judgment by the change in reflection light.
A variety of conditions can set up easily for judgment. (Up to
Analyzer helically scans the inner wall of a cylindrical shape with a laser beam, and digitizes and logs the strength 50 conditions per inspection can be set.)
of reflection. The reflection will vary at an irregular part. Analyzer picks up a part which has extremely different Standard model (φ6L200) Large-diameter model(φ8L200) Small-diameter model(φ2.3L50)
strengths of reflection as a defect candidate; and automatically makes the quality decision based on the limits D6B-200-6-1-13T-40-F12-P-N-15 D8B-190-8-1-13T-40-F30-P-N-15 D2.3B-50-2.3-1-13T-40-F6-FL-N-10
(size, etc.) set. The data of detected defect is
automatically logged. It is effective
The inspection procedure of Analyzer for reinforcing the traceability. Optional software and services
DEEP-EYE FOCUS ACADEMY
Analyzer does not need the registration of the standard With AI image FOCUS is a statistical and In a dedicated envi-
data because it detects the relative difference between the recogn i t i on analytical tool that allows ronment, participants
surrounding areas on each workpiece and makes the techno logy, you to see the real situation can learn the inspec-
judgment based on the thresholds.
This approach enables the inspections among variation of D E E P - E Y E of your product ion s i te t ion principles, fea-
workpieces, also rough positioning. can reduce excessive defect iden- based on inspection data. It visualizes when, tures, and functions of ANALYZER in a
Set the workpiece in The probe emits a laser The reflection light varies if While returning the probe to the standby tifications which are difficult to where, and what kind of defects are occurring, practical manner with examples of appli-
place. The probe moves beam from the tip and there is a defective part. position, Analyzer outputs the judgment
to the starting position. helically scans the inner wall and logs the data. eliminate with ANALYZER's identi- and can be used to improve the inspection pro- cations at other companies. The course
of the workpiece. fication criteria alone. With a full cess based on quantitative analysis results. is divided into three parts so that partici-
range of available tools, users can Since changes can be confirmed from all the pants can improve their inspection skills
Examples of detected defects Before & after Analyzer introduction easily use ANALYZER without any image data of ANALYZER, it can also be used step by step, and a certification test is
knowledge of AI. for reviewing the replacement cycle of cutting given at the end of each course.
tools and cleaning fluids.
Detected scratch Detected blow hole Detected burrs Before the introduction
We can’t adopt Do stricter When in doubt, Ah! All of these are defects?
Actual image Inspective image Actual image Actual image this poor quality! inspections to label as What can we do?
prevent defect defective! Steps for the installation
outflow.
Sample test Sample test System
Inspective image (Verification on
at no cost Ordering
large sample configuration Delivery period: System Customer
defective
Inspective image decision 2-3 months installation support
size)
After the introduction Before installing, we conduct as many sample tests to collect all possible defects to determine the thresholds.
After the installation, if there is any discrepancy between the results of the conventional method and Analyzer,
Detected blow hole cluster Well, keep up
Our Analyzer !!! OK Lower costs the good work! we provide supports to ensure proper settings of thresholds and a smooth transition.
Actual image Inspective image NG
These are the examples of inner wall surface detection for aluminum casting.
WipedAny materials that reflect laser light such as aluminum, iron, stainless steel, ceramic, Making decision out th
e The free sample testing will help you to ensure that Analyzer is right for you.
resin, plastic, etc. can be inspected. by the value. outflow
! Try the free
Constant standards. Stable quality sample test If you send us target workpieces for the testing, we will report the results including images,
Inspectable workpieces Valve body, Engine block, Valve sleeve, Piston, etc. defect size, inspection speed, etc. after ten working days.
Detectable defects Blow hole, Scratch, Burr, Peeling, Chatter mark, etc.
※Red cross lines indicates the diameter
of the inspection area
Inspect inside of holes with laser. Defect detection algorithm of Analyzer Now available
・ Inspect the inner diameters of holes in a non-destruc- ・ All data are stored and available for feedbacks to
tive, non-contact method using a laser beam. make corrections or improvements. Analyzer’s judgment process Hole (inner surface) inspection
・ The standard 200mm probe inspects the inside of ・ Installable as a part of an automated production ①Digitize the signal of reflected light
holes that are visually inaccessible.*Please inquire process. from the workpiece.
with us for longer lengths ・ The deeper depth of focus enables handling different ②Pick a defective candidate up by
・ Automate the making of judgement by setting the diameters without adjustment. passing the fluctuation of the reflected
threshold. light through the median filter.
③The candidate is determined as
"defective" if the size exceeds the limit
specified.
Judgment by the change in reflection light.
A variety of conditions can set up easily for judgment. (Up to
Analyzer helically scans the inner wall of a cylindrical shape with a laser beam, and digitizes and logs the strength 50 conditions per inspection can be set.)
of reflection. The reflection will vary at an irregular part. Analyzer picks up a part which has extremely different Standard model (φ6L200) Large-diameter model(φ8L200) Small-diameter model(φ2.3L50)
strengths of reflection as a defect candidate; and automatically makes the quality decision based on the limits D6B-200-6-1-13T-40-F12-P-N-15 D8B-190-8-1-13T-40-F30-P-N-15 D2.3B-50-2.3-1-13T-40-F6-FL-N-10
(size, etc.) set. The data of detected defect is
automatically logged. It is effective
The inspection procedure of Analyzer for reinforcing the traceability. Optional software and services
DEEP-EYE FOCUS ACADEMY
Analyzer does not need the registration of the standard With AI image FOCUS is a statistical and In a dedicated envi-
data because it detects the relative difference between the recogn i t i on analytical tool that allows ronment, participants
surrounding areas on each workpiece and makes the techno logy, you to see the real situation can learn the inspec-
judgment based on the thresholds.
This approach enables the inspections among variation of D E E P - E Y E of your product ion s i te t ion principles, fea-
workpieces, also rough positioning. can reduce excessive defect iden- based on inspection data. It visualizes when, tures, and functions of ANALYZER in a
Set the workpiece in The probe emits a laser The reflection light varies if While returning the probe to the standby tifications which are difficult to where, and what kind of defects are occurring, practical manner with examples of appli-
place. The probe moves beam from the tip and there is a defective part. position, Analyzer outputs the judgment
to the starting position. helically scans the inner wall and logs the data. eliminate with ANALYZER's identi- and can be used to improve the inspection pro- cations at other companies. The course
of the workpiece. fication criteria alone. With a full cess based on quantitative analysis results. is divided into three parts so that partici-
range of available tools, users can Since changes can be confirmed from all the pants can improve their inspection skills
Examples of detected defects Before & after Analyzer introduction easily use ANALYZER without any image data of ANALYZER, it can also be used step by step, and a certification test is
knowledge of AI. for reviewing the replacement cycle of cutting given at the end of each course.
tools and cleaning fluids.
Detected scratch Detected blow hole Detected burrs Before the introduction
We can’t adopt Do stricter When in doubt, Ah! All of these are defects?
Actual image Inspective image Actual image Actual image this poor quality! inspections to label as What can we do?
prevent defect defective! Steps for the installation
outflow.
Sample test Sample test System
Inspective image (Verification on
at no cost Ordering
large sample configuration Delivery period: System Customer
defective
Inspective image decision 2-3 months installation support
size)
After the introduction Before installing, we conduct as many sample tests to collect all possible defects to determine the thresholds.
After the installation, if there is any discrepancy between the results of the conventional method and Analyzer,
Detected blow hole cluster Well, keep up
Our Analyzer !!! OK Lower costs the good work! we provide supports to ensure proper settings of thresholds and a smooth transition.
Actual image Inspective image NG
These are the examples of inner wall surface detection for aluminum casting.
WipedAny materials that reflect laser light such as aluminum, iron, stainless steel, ceramic, Making decision out th
e The free sample testing will help you to ensure that Analyzer is right for you.
resin, plastic, etc. can be inspected. by the value. outflow
! Try the free
Constant standards. Stable quality sample test If you send us target workpieces for the testing, we will report the results including images,
Inspectable workpieces Valve body, Engine block, Valve sleeve, Piston, etc. defect size, inspection speed, etc. after ten working days.
Detectable defects Blow hole, Scratch, Burr, Peeling, Chatter mark, etc.
※Red cross lines indicates the diameter
of the inspection area
Example of production line installation System configuration Detect/Flaw Inspection System with laser[Analyzer]
Blowhole inspection Blowhole inspection Inspection of sleeve 〈Standard configuration〉
バルブofボ vaデlvィeの b鋳od巣y検査 of engine block casts and flaws Motor driver
Supplies power to the probe and
controls rotation Control and
analysis software
Control Unit The software package
including standard
Central control unit that performs Motor
driver image processing
data collection and external software which makes
the judgment, and
communication. controls the probe.
Probe
①Place workpiece” ①Transfer the workpiece by conveyor Control Unit ※PC and probe moving
②Centering with the Machining Centre ②Lift up workpiece (via stage) ※Recommended wire distance from device (single axis robot, etc.)
③Inner hole scanning and quality inspection ③Inner hole scanning and quality inspection ①Scalar robot brings the workpiece to the indexing table. External signal I/O
the probe is two meters or less. will get prepared by the user.
④Final assessment by repeating process 2-3 ④Passed items go to the next process, ②ANALYZER performs internal diameter measurement
with multiple holes defectives are inspected once more and pass/fail judgment at the inspection station.
⑤Eject or Extract workpiece ③OK workpieces are transferred to pallets, and NG
workpieces are unloaded by type of NG. Specifications of Analyzer
Inspection of threaded Measuring the inside Utilizing QR code to
holes in cases diameter of motor cores access the data General specifications Probe models/ dimensions/ Weight/ Power rating
(using articulated robot)
① Specification SG-LSDC Model Outer dimensions(mm) Weight(kg) Power rating(V)
Light source Red semiconductor laser Class 3B
(670 nm wavelength, 40 mw max power) SG-LSDC H460.7×φ75.0 2.2 200(※),100
②
I nspectable diameter φ4mm~
Maximum rpm 18,000rpm The type, dimensions, weight and power
M aximum
inspectable length ~200mm rating of the motor driver and control unit
M aximum pixel
①Workpiece is brought in by gantry loader. resolution 0.01mm Model Outer dimensions(mm) Weight(kg)
②ANALYZER measures about 40 screw holes ①Workpiece is transferred with conveyor. ③ M inimum detectable
size 0.2mm SG-MD03 W73×H281×D226 2.0 Po9w0e~r ra2ti4n0g(V)
and make a pass/fail judgements. ②ANALYZER performs internal diameter measurement
③If OK, the workpiece is transferred to the next and pass/fail judgment at the inspection station. ①Scan QR code with camera. S tandard I/O
process; if NG, the process is stopped with an ③If OK, the workpiece is transferred to the next ②Link inspection data with QR code. terminal Terminal block / Ethernet SG-CU05 W261×D139.6×H33.4 1.2 100
alarm. process; if NG, the workpiece is unloaded and ③Use a handy scanner to access the reference Maximum sampling
data. f requency 2.4MHz Please note that we will alter the specifications and/or appearance of the product
re-inspected. R epeat positioning
accuracy within ±1 pixel resolution without notification because due to improvement of the product, etc.
※200 volt is three phased.
※Specifications not in the table above will be specially ordered. deal in
Frequently asked questions special orders. Improve quality
Probe outline drawings
Model : SG-LSDC (D6B-200-6-1-06T-40-F12-P-N-15)
What is different from other inspection systems? What is the smallest defect size Analyzer Cut labor costs
Comparing to visual inspection Comparing to eddy current can detect?
Analyzer eliminates human errors (careless flaw detection
mistakes), and provide constant inspections. The guaranteed accuracy is 0.2mm.
Analyzer can make a judgment by the Smaller defects can be detected by manipulating the threshold,
shape and/or the size.
Comparing to camera-in- although some stains may be detected as defects due to the surface
condition such as cleanliness or polishing (finishing). Reduce alleged defectives
spection Comparing to capacitive
The Analyzer doesn’t require light, and is methods
unaffected by external disturbance caused Analyzer allows relatively rough positioning.
by light. What is accuracy of the repeatability?
The repeat positioning accuracy is ±1 pixel; enough to stabilize Available in mass production
How quickly does Analyzer inspect? inspection.
The inspection speed is around 4 seconds per 100 mm, derived from the
feed rate of the probe. Is the detected size and the real size the same?
It’s possible to speed up the inspection depending on the size of the
defect. Almost the same, although slight errors exists due to the repeat
Using the free sample test, proper inspection speed can be determined. positioning accuracy. Contact information ※We will undertake the sample test at any time. Please feel free to contact us.
The following are comparisons with electron microscope images.
Correlation between length of inspection and feed rate Size A B A. Analyzer B. Electron
Length of inspection (mm/sec) comparisons image microscope
X 1.90 2.058
50 15,000rpm
Current model Y 1.10 1.168 ANALYZER Co., Ltd.
40 Aspect ratio 0.58 0.57
30
20 A B A. Analyzer B. Electron Createcore #11, 3-13-60,
image microscope
10 3,000rpm X 1.00 0.953 Kagamiyama, Higashihiroshima-shi,
0 Previous model Y 1.80 1.742
0.05 0.10 0.15 0.20 Aspect ratio 1.80 1.83 Hiroshima, 739-0046, Japan
Feed rate(mm/rev) Tel :+81(0)82-426-6672
URL:https://analyz.jp
“Visit our website for the latest information” https://analyz.jp
No. May. '23
Example of production line installation System configuration Detect/Flaw Inspection System with laser[Analyzer]
Blowhole inspection Blowhole inspection Inspection of sleeve 〈Standard configuration〉
バルブofボ vaデlvィeの b鋳od巣y検査 of engine block casts and flaws Motor driver
Supplies power to the probe and
controls rotation Control and
analysis software
Control Unit The software package
including standard
Central control unit that performs Motor
driver image processing
data collection and external software which makes
the judgment, and
communication. controls the probe.
Probe
①Place workpiece” ①Transfer the workpiece by conveyor Control Unit ※PC and probe moving
②Centering with the Machining Centre ②Lift up workpiece (via stage) ※Recommended wire distance from device (single axis robot, etc.)
③Inner hole scanning and quality inspection ③Inner hole scanning and quality inspection ①Scalar robot brings the workpiece to the indexing table. External signal I/O
the probe is two meters or less. will get prepared by the user.
④Final assessment by repeating process 2-3 ④Passed items go to the next process, ②ANALYZER performs internal diameter measurement
with multiple holes defectives are inspected once more and pass/fail judgment at the inspection station.
⑤Eject or Extract workpiece ③OK workpieces are transferred to pallets, and NG
workpieces are unloaded by type of NG. Specifications of Analyzer
Inspection of threaded Measuring the inside Utilizing QR code to
holes in cases diameter of motor cores access the data General specifications Probe models/ dimensions/ Weight/ Power rating
(using articulated robot)
① Specification SG-LSDC Model Outer dimensions(mm) Weight(kg) Power rating(V)
Light source Red semiconductor laser Class 3B
(670 nm wavelength, 40 mw max power) SG-LSDC H460.7×φ75.0 2.2 200(※),100
②
I nspectable diameter φ4mm~
Maximum rpm 18,000rpm The type, dimensions, weight and power
M aximum
inspectable length ~200mm rating of the motor driver and control unit
M aximum pixel
①Workpiece is brought in by gantry loader. resolution 0.01mm Model Outer dimensions(mm) Weight(kg)
②ANALYZER measures about 40 screw holes ①Workpiece is transferred with conveyor. ③ M inimum detectable
size 0.2mm SG-MD03 W73×H281×D226 2.0 Po9w0e~r ra2ti4n0g(V)
and make a pass/fail judgements. ②ANALYZER performs internal diameter measurement
③If OK, the workpiece is transferred to the next and pass/fail judgment at the inspection station. ①Scan QR code with camera. S tandard I/O
process; if NG, the process is stopped with an ③If OK, the workpiece is transferred to the next ②Link inspection data with QR code. terminal Terminal block / Ethernet SG-CU05 W261×D139.6×H33.4 1.2 100
alarm. process; if NG, the workpiece is unloaded and ③Use a handy scanner to access the reference Maximum sampling
data. f requency 2.4MHz Please note that we will alter the specifications and/or appearance of the product
re-inspected. R epeat positioning
accuracy within ±1 pixel resolution without notification because due to improvement of the product, etc.
※200 volt is three phased.
※Specifications not in the table above will be specially ordered. deal in
Frequently asked questions special orders. Improve quality
Probe outline drawings
Model : SG-LSDC (D6B-200-6-1-06T-40-F12-P-N-15)
What is different from other inspection systems? What is the smallest defect size Analyzer Cut labor costs
Comparing to visual inspection Comparing to eddy current can detect?
Analyzer eliminates human errors (careless flaw detection
mistakes), and provide constant inspections. The guaranteed accuracy is 0.2mm.
Analyzer can make a judgment by the Smaller defects can be detected by manipulating the threshold,
shape and/or the size.
Comparing to camera-in- although some stains may be detected as defects due to the surface
condition such as cleanliness or polishing (finishing). Reduce alleged defectives
spection Comparing to capacitive
The Analyzer doesn’t require light, and is methods
unaffected by external disturbance caused Analyzer allows relatively rough positioning.
by light. What is accuracy of the repeatability?
The repeat positioning accuracy is ±1 pixel; enough to stabilize Available in mass production
How quickly does Analyzer inspect? inspection.
The inspection speed is around 4 seconds per 100 mm, derived from the
feed rate of the probe. Is the detected size and the real size the same?
It’s possible to speed up the inspection depending on the size of the
defect. Almost the same, although slight errors exists due to the repeat
Using the free sample test, proper inspection speed can be determined. positioning accuracy. Contact information ※We will undertake the sample test at any time. Please feel free to contact us.
The following are comparisons with electron microscope images.
Correlation between length of inspection and feed rate Size A B A. Analyzer B. Electron
Length of inspection (mm/sec) comparisons image microscope
X 1.90 2.058
50 15,000rpm
Current model Y 1.10 1.168 ANALYZER Co., Ltd.
40 Aspect ratio 0.58 0.57
30
20 A B A. Analyzer B. Electron Createcore #11, 3-13-60,
image microscope
10 3,000rpm X 1.00 0.953 Kagamiyama, Higashihiroshima-shi,
0 Previous model Y 1.80 1.742
0.05 0.10 0.15 0.20 Aspect ratio 1.80 1.83 Hiroshima, 739-0046, Japan
Feed rate(mm/rev) Tel :+81(0)82-426-6672
URL:https://analyz.jp
“Visit our website for the latest information” https://analyz.jp
No. May. '23