



EV Part Machining Solutions
Product Catalog
Document Information
| Document Title | EV Part Machining Solutions |
|---|---|
| Document Type | Product Catalog |
| File size | 3.1Mb |
| Category | |
| Company | TAKAMAZ (TAKAMATSU MACHINERY Co.,ltd) (Documents List) |
Documents related to this company




Document Contents
Page1
Part Machining Solutions
Page2
The Changing Automobile Market
World’s Biggest Industry
The total annual production of the
automobile industry globally is 170 trillion
yen, making it the biggest manufacturing
industry in the world. For comparison, the
size of the Japanese automobile industry is
about 45 trillion yen.
The medical equipment industry is 40 trillion
yen, with Japan accounting for 4 trillion yen,
while the aircraft industry is 35 trillion yen
with Japan accounting for 1.4 trillion yen.
This automobile industry is now undergoing
a transformation.
A Market Dominated by China
World automobile production stands at 90
million units, and the Chinese market takes
30% of that, or 30 million units.
Japan ranks third among the world’s
automobile manufacturing countries.
An Uncertain Outlook
EU policy is to effectively ban sales of
gasoline vehicles by 2035, but with changes
in the regulatory status in individual
countries, for example altering course to
permit sales under certain conditions, the
future course is not clear.
1
Page3
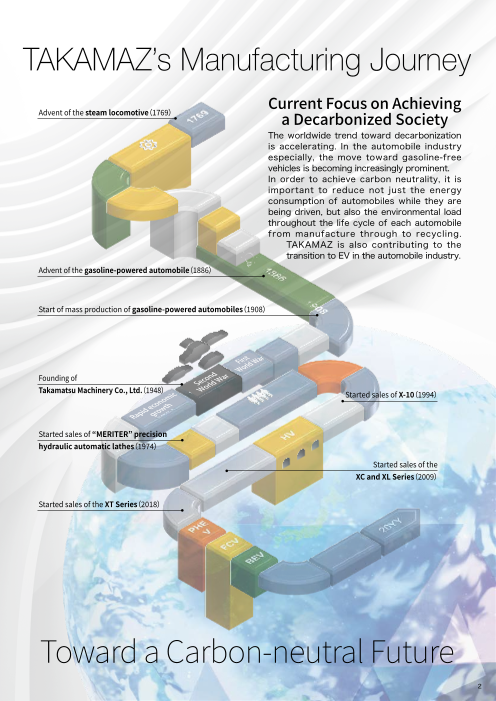
TAKAMAZ’s Manufacturing Journey
Current Focus on Achieving
Advent of the steam locomotive(����) a Decarbonized Society
The worldwide trend toward decarbonization
is accelerating. In the automobile industry
especially, the move toward gasoline-free
vehicles is becoming increasingly prominent.
In order to achieve carbon neutrality, it is
important to reduce not just the energy
consumption of automobiles while they are
being driven, but also the environmental load
throughout the life cycle of each automobile
from manufacture through to recycling.
TAKAMAZ is also contributing to the
transition to EV in the automobile industry.
Advent of the gasoline-powered automobile(����)
Start of mass production of gasoline-powered automobiles(����)
First
Worl
d Wa
r
Founding of Seco
nd
Wor
ld W
ar
Takamatsu Machinery Co., Ltd(. ����)
Rap
id ec
ono
mic Started sales of X-��(����)
grow
th
Started sales of “MERITER” precision
hydraulic automatic lathes(����)
Started sales of the
XC and XL Series(����)
Started sales of the XT Series(����)
Toward a Carbon-neutral Future
2
Page4
BEV & HEV
Made by TAKAMAZ
e-Axle / HEV-System PARTS
e-Axle
● Differential case pinion gear
spider
● Gear carrier output shaft
● Parking gear
● Sun gear
The e-Axle integrates a motor, inverter
● Output shaft and reduction gear. It is a unit that rests
● Input shaft on the chassis and drives the vehicle
when supplied with power.
● Final gear
BEV development takes place in an
● Output gear extremely competitive environment, and
one of the requirements for development
HEV motor unit is speed, but by adopting the “e-Axle”,
automobile manufacturers can develop
● Shaft motor rotor BEVs in a very short time.
3
Page5
Models for Machining BEV & HEV Parts
Differential case Pinion gear
【Material:Ductile cast iron】 【Material:Chrome molybdenum steel】
XL-200 XT-6 XW-130
Spider Shaft motor rotor
【Material:Chrome steel】 【Materia:l Medium-carbon steel】
XT-8 XT-8
4
Page6
Models for Machining BEV & HEV Parts
Shaft generator rotor Shaft
【Materia:l Medium-carbon steel】 【Materia:l Medium-carbon steel】
XT-8 XL-200
Parking wheel Output shaft
【Material:Chrome steel】 【Material:Chrome steel】
XW-130 XW-200
5
Page7
Models for Machining BEV & HEV Parts
Input shaft Output gear
【Material:Chrome steel】 【Material:Chrome steel】
XT-8 XW-130 XW-130
Final gear Gear input shaft
【Material:Chrome steel】 【Material:Chrome steel】
XW-200 XT-8 XW-130
6
Page8
CVJs
Made by TAKAMAZ
Constant Velocity Joint PARTS
These are the constant velocity joints that transmit the
vehicle’s power (torque) to the tires.
Constant velocity joints are also called drive shafts,
and they connect differential gears to the wheels. The
power generated by the engine or motor is transmitted
to differential gears via the transmission, and then
through constant velocity joints to the wheels.
A FWD vehicle is equipped with two CVJs at the front,
a RWD vehicle with two at the rear, and a 4WD vehicle
with four.
Fixed-type CVJ (Ball Joint) Sliding-type CVJ (Tripod Joint)
7
Page9
Models for Machining CVJ Parts
Housing shaft Bar shaft( RWD) Shaft-less outer race
【Material:Chrome molybdenum steel】 【Materia:l Medium-carbon steel】 【Materia:l Medium-carbon steel】
XL-200 X-S700 X-S700 XT-8
Female housing Cage Retainer
【Materia:l Medium-carbon steel】 【Material:Chrome molybdenum steel】 【Materia:l Medium-carbon steel】
XT-8 XT-8 XW-130 XT-6
Spider( tripod) Inner race Outer race with shaft
【Material:Chrome steel】 【Material:Chrome molybdenum steel】 【Material:High-carbon steel】
XT-6 XT-6 XT-8
8
Page10
A Concentration of our Comprehensive
Technological Capabilities Mill/Turn Cutting Improved Durability
Ideal for Shaft Work Improvements in productivity are achieved with power X, Z, Y and Tailstock Axes
tool drive motor outputs of AC 5.5/3.7/2.2 kW and a
milling unit with a maximum tool size of φ20 mm. All Use Square Box-way Slides
5.5/3.7/2.2 kW motors used The square box-way slide construction reputed for its rigidity
MAX.4,000min-1XT-8 is adopted on all axes, so high accuracy can be maintained
Max. torque 70 Nm (3x more than existing TAKAMAZ models)
MY even over long periods of use. And equipping offset
■ Max.4,000min-1(AC 5.5/3.7/2.2kW) management systems including a thermal displacement
750min-1 compensation system(Thermony) and spindle base cooling
6 has enabled even more stable control of dimensions.
CNC 1 SPINDLE 1 TURRET PRECISION LATHE 5 5.5kW(10min. S3 25% operation area)
T=70.0N・m
8 4
(10) inch Chuck 3.7kW(15min. S3 60% operation area)
3
T=47.0N・m
(kW)2 2.2kW Cont. rating area
T=28.0N・m
Number of Y-axis control Power tool Spindle CS-axis Tailstock CE type Environmentally 1
turret stations indexing friendly design
00 1 2 3 4
Spindle speed(×1,000min-1)
XT-8MY with gantry F loader installed
Capacity
15/11 kW high-efficiency Space savings
motors used for high cutting Smallest floor space
performance in the class
Offers the greatest compactness when compared to
competitors’ models in the same class. Even machines
equipped with a Y axis allow efficient use of the floor
space.
Depth of cut: 5mm
Feed rate: 0.4mm/rev
Cutting cross
sectional area: 2.0m㎡ -axi
s:42
0st
Adoption of BMT Turret Z
300
mm
Heavy-duty (for short-term rating)
cutting on O.D. (d×f) The bolt mounting system( BMT55) is used for the
turret, allowing quicker setups. The turret half-indexing
O.D. grooving mechanism allows up to 24 tools to be mounted,
Depth of cut: 7mm ■ Max.4,000min(-1 AC 15/11kW) φ100 making it possible to shorten setup times.
Feed rate: 0.1mm/rev 18 1,333min-1 2,333min-1
(A maximum of 12 power tools can be mounted.)
Groove width: 5mm 15kW
15 (15min. S3 25% operation area) BMT55
Distance from
T=143N・m Maximum tool size: φ20 mm
chuck nose: 94mm 12 60min. S3 40% operation area 11.2kW
Groove width / distance from chuck 11kW
9 Cont. rating area
Drilling 8.2kW
(kW) T=105N・m
6 T=79N・m
Drill diameter: 25mm Holder for half-indexing
3
Feed rate: 0.28mm/rev ■ Ability to accommodate diverse tooling layouts with full lineup
0 of attachments
0 1 2 3 4 ■ Improved repeat accuracy in holder mounting 2.4m2
Feed rate Spindle speed(×1,000min-1) ■ Half-indexing support for mounting tools at up to 24 stations
9
Output
Output
Page11
A Concentration of our Comprehensive
Technological Capabilities Mill/Turn Cutting Improved Durability
Ideal for Shaft Work Improvements in productivity are achieved with power X, Z, Y and Tailstock Axes
tool drive motor outputs of AC 5.5/3.7/2.2 kW and a
milling unit with a maximum tool size of φ20 mm. All Use Square Box-way Slides
5.5/3.7/2.2 kW motors used The square box-way slide construction reputed for its rigidity
MAX.4,000min-1XT-8 is adopted on all axes, so high accuracy can be maintained
Max. torque 70 Nm (3x more than existing TAKAMAZ models)
MY even over long periods of use. And equipping offset
■ Max.4,000min-1(AC 5.5/3.7/2.2kW) management systems including a thermal displacement
750min-1 compensation system(Thermony) and spindle base cooling
6 has enabled even more stable control of dimensions.
CNC 1 SPINDLE 1 TURRET PRECISION LATHE 5 5.5kW(10min. S3 25% operation area)
T=70.0N・m
8 4
(10) inch Chuck 3.7kW(15min. S3 60% operation area)
3
T=47.0N・m
(kW)2 2.2kW Cont. rating area
T=28.0N・m
Number of Y-axis control Power tool Spindle CS-axis Tailstock CE type Environmentally 1
turret stations indexing friendly design
00 1 2 3 4
Spindle speed(×1,000min-1)
XT-8MY with gantry F loader installed
Capacity
15/11 kW high-efficiency Space savings
motors used for high cutting Smallest floor space
performance in the class
Offers the greatest compactness when compared to
competitors’ models in the same class. Even machines
equipped with a Y axis allow efficient use of the floor
space.
Depth of cut: 5mm
Feed rate: 0.4mm/rev
Cutting cross
sectional area: 2.0m㎡ -axi
s:42
0st
Adoption of BMT Turret Z
300
mm
Heavy-duty (for short-term rating)
cutting on O.D. (d×f) The bolt mounting system( BMT55) is used for the
turret, allowing quicker setups. The turret half-indexing
O.D. grooving mechanism allows up to 24 tools to be mounted,
Depth of cut: 7mm ■ Max.4,000min(-1 AC 15/11kW) φ100 making it possible to shorten setup times.
Feed rate: 0.1mm/rev 18 1,333min-1 2,333min-1
(A maximum of 12 power tools can be mounted.)
Groove width: 5mm 15kW
15 (15min. S3 25% operation area) BMT55
Distance from
T=143N・m Maximum tool size: φ20 mm
chuck nose: 94mm 12 60min. S3 40% operation area 11.2kW
Groove width / distance from chuck 11kW
9 Cont. rating area
Drilling 8.2kW
(kW) T=105N・m
6 T=79N・m
Drill diameter: 25mm Holder for half-indexing
3
Feed rate: 0.28mm/rev ■ Ability to accommodate diverse tooling layouts with full lineup
0 of attachments
0 1 2 3 4 ■ Improved repeat accuracy in holder mounting 2.4m2
Feed rate Spindle speed(×1,000min-1) ■ Half-indexing support for mounting tools at up to 24 stations
10
Output
Output
Page12
Head Office and Plant
■TAKAMATSU MACHINERY CO., LTD.
・ HEAD OFFICE
1-8 ASAHIGAOKA HAKUSAN-CITY ISHIKAWA JAPAN. 924-8558
TEL +81-(0)76-207-6155 FAX +81-(0)76-274-1418
・ ASAHI PLANT
4-13 ASAHIGAOKA HAKUSAN-CITY ISHIKAWA JAPAN. 924-0004
TEL +81-(0)76-274-0123 FAX +81-(0)76-274-8530
Overseas Bases
■TAKAMATSU MACHINERY U.S.A., INC.
・ CHICAGO HEAD OFFICE
1280 LANDMEIER ROAD ELK GROVE VILLAGE, IL 60007 USA
TEL +1-(0)847-981-8577 FAX +1-(0)847-981-8599
■TAKAMAZ MACHINERY EUROPE GmbH
IM HÜLSENFELD 19, 40721 HILDEN, GERMANY
TEL +49-(0)2103-789-4882 FAX +49-(0)2103-789-4883
■TAKAMAZ MACHINERY( HANGZHOU) CO., LTD.
・ HANGZHOU HEAD OFFICE
NO.6800, JIANGDONG 3RD ROAD, JIANGDONG INDUSTRIAL PARK,
XIAOSHAN, HANGZHOU, ZHEJIANG, CHINA
TEL +86(- 0)571-8287-9709 FAX +86(- 0)571-8215-3732
■TAKAMATSU MACHINERY( THAILAND) CO., LTD.
・ BANGKOK HEAD OFFICE
888/59 MOO 9, TAMBOL BANGPLA, AMPHUR BANGPLEE,
SAMUTPRAKARN PROVINCE, THAILAND
TEL +66(- 0)2-136-7831 FAX +66(- 0)2-136-7834
■PT. TAKAMAZ INDONESIA
JL. FESTIVAL BOULEVARD BLOK AA 11 NO.30,31 GRAND WISATA TAMBUN, BEKASI 17510
TEL +62-(0)21-8261-6431 FAX +62-(0)21-8261-6430
■TAKAMAZ MACHINERY MEXICO, S.A.DE C.V.
AVENIDA DE LOS INDUSTRIALES 522, LOCAL 4, INDUSTRIAL JULIAN DE OBREGON,
37290 LEON, GUANAJUATO MEXICO
TEL +52-477-784-0468
■TAKAMATSU MACHINERY VIETNAM CO., LTD
NO.76 M HOANG QUOC VIET, PHU MY WARD, DISTRICT 7, HO CHI MINH CITY, VIETNAM
TEL +84-(0)28-3620-5671 FAX +84-(0)28-3620-5673
Affiliated Companies
■HANGZHOU FEELER TAKAMATSU MACHINERY CO., LTD.
NO.6800, JIANGDONG 3RD ROAD, JIANGDONG INDUSTRIAL PARK,
XIAOSHAN, HANGZHOU, ZHEJIANG, CHINA
TEL +86(- 0)571-8215-3760 FAX +86(- 0)571-8286-5311
https://www.takamaz.co.jp Electric vehicles are used for
transportation between the
Scan this QR Code
for more details. head office and the Asahi Plant.
23.10.1B(O)