


〜DX〜デジタルトランスフォーメーションで不良品の分類を自動データ化
このカタログについて
| ドキュメント名 | “止まらない工場”の実現 |
|---|---|
| ドキュメント種別 | ハンドブック |
| ファイルサイズ | 1.5Mb |
| 取り扱い企業 | コグネックス株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
COGNEX_whitepaper_202101_01
“止まらない工場”の実現
~DX~
デジタルトランスフォーメーションで
不良品の分類を自動データ化
製造業にとって、人材不足は益々深刻な課題となっている。反面、
品質の安定化や生産効率の向上、さらには消費者ニーズの多様化に
伴う変種変量生産への柔軟な対応と、生産現場に求められる要求は
日々高度化かつ複雑化している。その上、止まらない製造ラインを目指 しかし、スマートファクトリー化にあたっては、大きな課題に直面し、
すことが必須だ。そこで生産現場では人的工程に自動化設備を導入 なかなか導入が進まない。その課題とは、検査工程におけるデータ
し、人が行っていた製造ライン上の様々な作業を自動化させてきた。 化の難しさだ。特に目視検査は、データ化するにあたっては専門的な
さらにデジタル化されたデータを活用、共有し、製造ラインのみなら 画像処理やアルゴリズムの生成知識が必要となる。結果、検査工
ず、工場内または複数工場の業務プロセスの改善、品質や生産性の 程に人的工程が残る形になる。手書きレポートの作成やPC打ち込
向上を継続的に発展させる工場にしようという動きが進められている。 みなど、人によるデータ化はリアルタイムなプロセスフィードバックを阻
いわゆる「スマートファクトリー IIOT(インダストリー4.0)」である。 害する。
工場内のあらゆる設備や機器をインターネットで繋げ、各工程からの 一部を自動化あるいはデータ化したところで、チョコ停やトラブル回
データを一元管理、分析・活用することで、工場内全体の最適化をし 避の迅速な解決に至っていない現状の課題が、未だ人が介在する目
ようというものだ。 視検査にあるのだ。
目視検査自動化のカギは不良分類のデータ化
行程内、最終検査においても、合否判定は人の目で行われている 結局、この範囲なら良品、これは不良品という判定を、熟練した検
ことは述べた。なぜなら、良品、不良品ともにバリエーションがあり、す 査員が目視で見分けているのである。
べてのパターンをデータ化することが困難であるからだ。 さらに、良品・不良品の判定はできても、図1のような分類を、人が
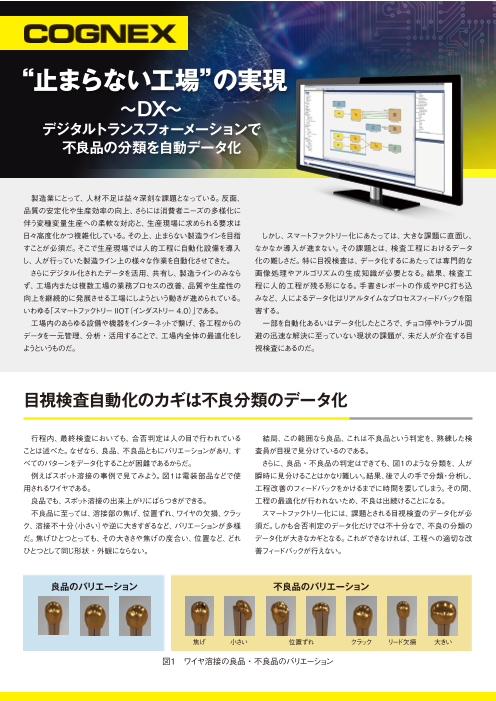
例えばスポット溶接の事例で見てみよう。図1は電装部品などで使 瞬時に見分けることはかなり難しい。結果、後で人の手で分類・分析し、
用されるワイヤである。 工程改善のフィードバックをかけるまでに時間を要してしまう。その間、
良品でも、スポット溶接の出来上がりにばらつきができる。 工程の最適化が行われないため、不良は出続けることになる。
不良品に至っては、溶接部の焦げ、位置ずれ、ワイヤの欠損、クラッ スマートファクトリー化には、課題とされる目視検査のデータ化が必
ク、溶接不十分(小さい)や逆に大きすぎるなど、バリエーションが多様 須だ。しかも合否判定のデータ化だけでは不十分なで、不良の分類の
だ。焦げひとつとっても、その大きさや焦げの度合い、位置など、どれ データ化が大きなカギとなる。これができなければ、工程への適切な改
ひとつとして同じ形状・外観にならない。 善フィードバックが行えない。
良品のバリエーション 不良品のバリエーション
焦げ 小さい 位置ずれ クラック リード欠損 大きい
図1 ワイヤ溶接の良品・不良品のバリエーション
Page2
COGNEX_whitepaper_202101_02
図2は、不良を分類した際、分類に応じた適切な工程への改善フィー もし不良の分類がデータ化され、瞬時に適切な工程へ改善フィード
ドバックを送る流れを示す。例えばワークの位置がばらつくようになったと バックを送れるようになれば、工程最適化の時間短縮につながり、ひ
の分析が出れば、ワイヤの位置決めや溶接位置の調整をリアルタイム いてはコストの削減に貢献する。チョコ停やトラブルの回避も当然可能
に行うことにより、短時間で不良原因の究明と対策を施すことが可能だ。 となる。
ワイヤ位置決め 溶 接 検査・不良分類 ・・・
リワーク
溶接パワー調整
溶接位置調整
ワイヤハンドリング機構メンテナンス
図2 分類に応じた適切な工程への改善フィードバック
不良の分類を自動でデータ化するディープラーニング
だが先述の通り、バリエーションを持つ不良の分類を自動でデータ 合否の判定だけでなく、不良の分類を自動でデータ化し、瞬時に分析
化し、分析することは非常に複雑で難しい。従来のルールベースの画 の結果を導き出すことが可能だ。図3のように、分類からの分析結果を
像処理技術では、ルール決めが複雑で、高度な処理知識が必要にな もとにエラー原因を特定し、パラメータの見直しや設備の設定変更、
るからだ。 工程見直し、さらには材料の見直しに至るまで、様々なエラー原因の
しかしコグネックスのディープラーニングでは、特別な知識がなくても、 改善をリアルタイムにフィードバックすることが可能になる。
分類だけでなく、さらに データを蓄積 ➡ 分析して工程改善へ
欠陥発生 不良分類およびデータ化 状況・頻度等 想定される原因
ワークの位置/角度 ばらつく 搬送装置メンテ必要
欠陥の位置 いつも同じ 特定の工程で問題
ワークの寸法 徐々に長く 金型劣化
図3 不良の分類ができるからこそプロセスへのフィードバックが可能に
コグネックスのディープラーニングは、従来のルールベースとは異な る。これだけでディープラーニングが素早く学習をする。良品にあたらな
り、良品・不良品の画像を集め、画像にラベリングをすることで学習さ いものが不良品と判別されるため、不良品が良品として判別されること
せることが可能なソフトウェアだ。操作自体はとても簡単で、良品・不 はない。仮に不良品と判別されたものが良品の範疇であれば、良品と
用品と、分類が分かれば誰でも使うことができる。 してラベリングを変更することで、新しい教師データをもとにディープラー
良品として取り込んだ画像に良品としてのラベリングをする。不良品 ニングが学習をし続ける。
として取り込んだ画像には不良品と不良内容の分類のラベリングをす
Page3
COGNEX_whitepaper_202101_03
人による目視検査工程をディープラーニングで自動データ化できれ 小ロットや頻繁な設計・生産計画変更、カスタマイズにも簡単にも対
ば、ネットワークに繋げることが可能になり、リアルタイムに結果データ 応する。学習データは複製が可能で、ラベリングを変更すればロット別
が送信される。工程のシームレスな自動化が構築され、スマートファクト の学習データを保持することができる。新たに画像取り込みから始め
リー化が実現するのである。適切かつリアルタイムなプロセスフィード て、別の学習データを作成して保存することも可能だ。生産品に合わ
バックは、生産性向上と品質の安定をもたらす。 せた学習データを呼び出せば、柔軟な変化に簡単に対応することが
また、コグネックスのディープラーニングは現在製造業に求められる、 できる。
エッジコンピューティングの必要性
目視検査、特に不良の分類が自動でデータ化されることで、スマート 不良品の分類を行うエッジデバイスとして、コグネックスのスマートカメラ
ファクトリー化が現実的なものになることはおわりいただけただろう。だ をラインに設置すると、ライン毎に画像処理を行い、結果データを送信する。
が、ここでもう一つの課題が浮上する。スマートファクトリーでは、すべ このスマートカメラはディープラーニング演算ユニットが搭載されてお
ての自動化設備・機器やデータをインターネットに接続して一元管理 り、撮影した画像をカメラ内で解析・分類し、結果をクラウドへ絶えず
を行う。工場内、あるいは複数工場のデータがすべてクラウドに送られ 送信する(図4)。
る。特に画像データは大きく、ネットワークがパンクし遅延を招く可能性 エッジデバイスとしてラインに設置したスマートカメラは、結果として、
がある。また、クラウド上で画像判定を行うと、クラウドコンピュータの負 エッジコンピューティングの役割を果たすことにもなるのである。
荷が大きくなり、処理の遅延やオーバーロードを起こしかねない。
そこで、ネットワークやクラウドコンピュータへの負担を軽減するため、 尚、スマートカメラは設定用のPCで作成した学習データを各カメラ
エッジ側で処理をし、必要なデータだけを送信する、エッジコンピューティ に送るだけでよい。このため、ここに再設定の必要はなく、横展開も容
ングを望む声が高まっている。 易に図ることができる。
集計判断 画像解析集計判断 コンピュータが
パンク
解析結果 ネットワークが
OK/NG, 不良種類 パンク
安定/高速 画像
画像撮影
画像解析 画像撮影
エッジデバイスが画像解析 クラウドが集中処理
図4 エッジコンピューティングとクラウドコンユ―ティング
止まらない工場の実現
製造工程における様々な作業をデータ化し、それらを繋げることによっ その実現のためには、不良品の分類とスマートファクリー化実現に必
てあらゆる事象の原因究明を素早く行う。その結果でプロセス改善を 要なデータのデジタル化が大きなポイントであり、エッジコンピューティ
リアルタイムかつ簡単に行う。製造ラインだけでなく、本社や工場間、 ングの採用が必要とされる。この課題がクリアされれば、ボトルネック
ベンダーなどとも情報を共有し、常に工程の把握やプロセスの改善を を予測し、早期のトラブルシュートを行える 24 時間 365 日稼働し続
行うことこそがスマートファクトリー化である。 ける、止まらない工場が実現できるのである。