


小型&防水のIoTソリューションが登場!
◼︎ベテランの経験値を可視化したい・・・
◼︎金型内部温度をリアルタイムに可視化したい・・・
◼︎熱電対の配線が煩わしい、時間を短縮したい・・・
◼︎異常を早期に完治したい・・・
◼︎手軽にIoTを始めたい・・・
こんなお悩みを抱えられている、
鋳造技術担当者様、生産技術担当者様、品質管理担当者様に
オススメの、ものづくりIoTソリューションです。
<掲載事例>
導入事例① 熱電対配線時間短縮
導入事例② 金型温度可視化
導入事例③ スリーブ/溶湯炉温度計測
導入事例④ 気密性が高いシーンでの計測
導入事例⑤ 保全・メンテナンスでの活用
導入事例⑥ モーター焼き付き監視
導入事例⑦ 回転体の計測
メリット豊富な温度計測システムで、
皆さんのお悩みをまるっと解決!
◆詳細はダウンロードしてご覧ください!
関連メディア
このカタログについて
| ドキュメント名 | 【導入事例集】金型内部温度ワイヤレスシステム 『TWINDS-T』 |
|---|---|
| ドキュメント種別 | 事例紹介 |
| ファイルサイズ | 2.1Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 匠ソリューションズ株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
金型/溶湯温度
常時表示・自動ログ記録
ワイヤレスシステム
事例紹介
TWINDS- スタンダードパック
2022年9月
匠ソリューションズ株式会社
Page2
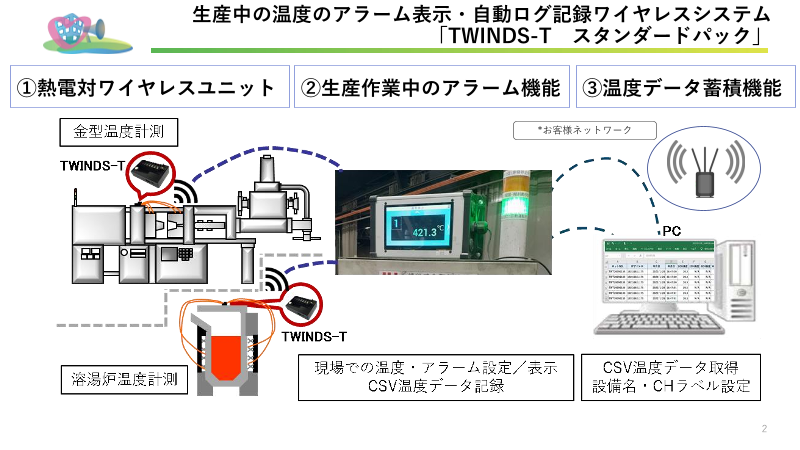
生産中の温度のアラーム表示・自動ログ記録ワイヤレスシステム
「TWINDS-T スタンダードパック」
①熱電対ワイヤレスユニット ②生産作業中のアラーム機能 ③温度データ蓄積機能
出荷後の不良解析のた
めに部品生産時の温度
*お客様ネットワーク
記録を取得したい
2
Page3
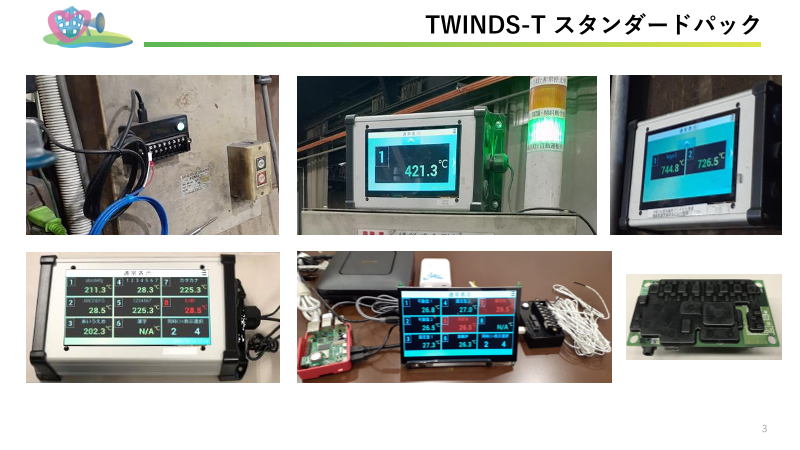
TWINDS-T スタンダードパック
3
Page4
事例(樹脂プレス成型)
■プレス金型温度管理の必要性 ■現状の温度管理方法例
生産時の温度変化要因を確認 ・温調器の設定だけではなく金型表面温度を測
⇒熱により金型も温度が上昇し、 定中だが、もっと精度の高い温度データを測定
熱膨張により微小変形 したい。・高い精度が要求される製が大
・始業時と終業時の金型の温度差 ・現在、マニュアル測定で手書き記録のため、
・季節による環境温度差 安全と作業時間短縮のため、IoT化したい
(周辺温度、冷却水温度、ワーク温度等)
・高い精度が要求される製品への影響が大きい
・表面温度をマニュアルで計測すると危険
既に実験機購入済
全製造ラインに設置予定
4
Page5
事例(樹脂プレス成型)
作業室1 作業室2
・作業を考え、各作業室の上型8chと下型
8chの熱電対を丸形コネクタで集約、接続
・各作業室で32chの現場アラーム表示
・管理室のPCで全成型機の型温監視
丸型コネクタで、
熱電対8Ch分を集約
図1:熱電対集約事例 図2:システム事例
Page6
事例(ホットチャンバー)
■亜鉛ダイカスト温度管理の必要性
(1)金型温度管理
・始業から終業までや季節毎の一日単位の型温の傾向を
確認するために温度のログ記録を取得したい
(2)冷却水温度確認
・水量調整時のタイミング/量など勘コツに依存している
ところを可視化したい
(3)溶湯温度管理
・溶湯量減少時やインゴットを投入時の溶湯温度低下を
チェックしたい
既に購入され実験継続中
6
Page7
事例(アルミ鋳造)
■アルミダイカスト温度管理の必要性
(1)金型温度管理 溶湯炉を含めた全設備に購入済
・生産時の温度傾向を見て作業にフィードバッ
クをかけたい
(2)溶湯温度管理
・溶湯温度が下がると不良が発生するために
温度を常時表示させその場で確認、生産時のロ
グを記録
(3)金型温度常時表示
・条件出しで決めた型温表示を見ながら、スキ
ルの違う作業者同一条件の作業を行う
7
Page8
事例(アルミダイカスト実
験)
TWINDS-T設置状況 熱電対設置状況
モニター設置状況
Page9
事例(アルミダイカスト実
験)
設置開始時におけるデータ取得状況
Serial IP Address Date Time CH1 CH2 CH3 CH4 CH5 CH6 CH7 CH8 Trigger Index
固定型上 固定型下 0.0 DOWN0.0 DOWNN/A N/A N/A N/A
TWT20090132 192.168.111.2 2022/6/1 14:39:52 73.3 72.8 N/A N/A N/A N/A N/A N/A 0
芝浦機械製350tアルミダイカスト
TWT20090132 192.168.111.2 2022/6/1 14:39:53 73 72.8 N/A N/A N/A N/A N/A N/A 1 温度上昇経過中で一旦
TWT20090132 192.168.111.2 2022/6/1 14:39:54 73 72.8 N/A N/A N/A N/A N/A冷却水N/管A に熱電対挿入時の温2 度測定 グラフ化したため、
TWT20090132 192.168.111.2 2022/6/1 14:39:55 73 72.8 N/A N/A N/A N/A N/A N/A 3 この先で温度が飽和状態と
120
TWT20090132 192.168.111.2 2022/6/1 14:39:56 73 72.8 N/A N/A N/A N/A N/A N/A 4 考えられる
115
TWT20090132 192.168.111.2 2022/6/1 14:39:57 73 72.8 N/A N/A N/A N/A N/A N/A 5
110 離型剤塗布開始?
TWT20090132 192.168.111.2 2022/6/1 14:39:58 73 72.8 N/A N/A N/A N/A N/A N/A 6
TWT20090132 192.168.111.2 2022/6/1 14:39:59 73 72.8 N1/0A5 N/A N/A N/A N/A N/A 7 1shotサイクル:36~38秒
TWT20090132 192.168.111.2 2022/6/1 14:40:00 73 72.8 N1/0A0 N/A N/A N/A N/A N/A 8
TWT20090132 192.168.111.2 2022/6/1 14:40:01 73 72.8 N/A N/A N/A N/A N/A N/A 9
95 生産サイクル(実験)
TWT20090132 192.168.111.2 2022/6/1 14:40:02 73 72.8 N/A N/A N/A N/A N/A N/A 10
90
TWT20090132 192.168.111.2 2022/6/1 14:40:03 73 72.8 N/A N/A N/A N/A N/A N/A 11
貸出機設置後 試し打ち ※CH2の固定型下の熱電対は先端が
TWT20090132 192.168.111.2 2022/6/1 14:40:04 73 72.8 N/8A5 N/A N/A N/A N/A N/A 12
(捨てショット) 金型に当たっていないと考えられる
TWT20090132 192.168.111.2 2022/6/1 14:40:05 73 72.8 N/8A0 N/A N/A N/A N/A N/A 13
TWT20090132 192.168.111.2 2022/6/1 14:40:06 73 72.8 N/7A5 N/A N/A N/A N/A N/A 14
TWT20090132 192.168.111.2 2022/6/1 14:40:07 73 72.8 N/A N/A N/A N/A N/A N/A 15
70
TWT20090132 192.168.111.2 2022/6/1 14:40:08 73 72.8 N/A N/A N/A N/A N/A N/A 16
TWT20090132 192.168.111.2 2022/6/1 14:40:09 73 72.8 N/A N/A N/A N/A N/A N/A 17
TWT20090132 192.168.111.2 2022/6/1 14:40:10 73 72.5 N/A N/A N/A N/A N/A N/A CH1 固定型上 CH2 固定18型下
TWT20090132 192.168.111.2 2022/6/1 14:40:11 73 72.8 N/A N/A N/A N/A N/A N/A 19
14:39:52
14:40:08
14:40:24
14:40:40
14:40:56
14:41:12
14:41:28
14:41:44
14:42:00
14:42:16
14:42:32
14:42:49
14:43:05
14:43:21
14:43:37
14:43:53
14:44:09
14:44:25
14:44:41
14:44:57
14:45:13
14:45:29
14:45:45
14:46:01
14:46:17
14:46:33
14:46:49
14:47:05
14:47:21
14:47:37
14:47:53
14:48:09
14:48:25
14:48:41
14:48:57
14:49:13
14:49:29
14:49:46
14:50:02
14:50:18
14:50:34
14:50:50
14:51:06
14:51:22
14:51:38
14:51:54
14:52:10
14:52:26
14:52:42
14:52:58
14:53:14
14:53:30
14:53:46
14:54:02
14:54:18
14:54:34
14:54:50
14:55:06
14:55:22
Page10
金型への熱電対設置例
金型
出荷後の不良解析のた
めに部品生シ産ース時径Φの1.6温mm度熱電対取付孔 ネジ止め
↓
記録を取得孔径し:1た.8~い1.9mm シース熱電対
接続コネクタ 補償導線
ネジ止め TWINDS-T
10~30mm ネジ止めにより熱電対取付孔は密封されます。
溶
湯
熱電対取付孔 ネジ止め
補償導線
接続コネクタ
シース熱電対
ネジ止め
・金型表面を10mm~30mm程度まで孔を
あけて熱電対を接続されています。
測温接点
10 10
Page11
金型への熱電対設置例
金型
出荷後の不良解析のた ネジ止め ネジ止めにより熱電対取付孔は密封されます。
めに熱部電品対取生付孔産時の温度
記録を取得したい Springにより
シース熱電対 押し込む
シース径Φ1.6mm 接続コネクタ TWINDS-T
↓ 補償導線
孔径:1.8~1.9mm ネジ止め
溶
原則貫通させません。
湯
ネジ止め
熱電対取付孔
補償導線
Springにより 接続コネクタ
シース熱電対 押し込む
ネジ止め ・より高精度な温度データを取得される場合は、
溶湯ぎりぎりまで寸止めして加工されます。
測温接点
12 11
Page12
END