




NTTOOL独自の弾性体構造によりタップ加工時の負荷を軽減し刃物の寿命が向上!
このカタログについて
| ドキュメント名 | シンクロフィットⅡ SMH(M3~M20用) |
|---|---|
| ドキュメント種別 | 製品カタログ |
| 登録カテゴリ | |
| 取り扱い企業 | エヌティーツール株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page2
シンクロフィットⅡ タップ寿命UP(ショートチャンファの場合)
SYNCHROFIT Ⅱ Tap life increases (With short chamfers)
NTTOOL独自の弾性体構造にてタップ加工時の負荷を軽減し、刃物の寿命が向上! タップ寿命評価(MAX:1000回テスト)
加工条件
NT TOOL's unique elastic design reduces tapping stress and improves cutting tool life. 工 具 :M4 x 0.7 (食付:1P) シンクロフィットⅡ
SYNCHROFIT Ⅱ 折損なし! No Breakage!
被削材 :S45C
切削速度:周速10m/min
タップ寿命が2~5倍に向上!(当社比) シンクロフィットⅡ リジットホルダ
Tap life is improved by 2 to 5 times. (Compared to current tool holders) SYNCHROFIT Ⅱ Rigid holder 約5倍
・タップにかかるスラスト荷重を約1/5に低減。 SMH Evaluated tap life (MAX: Tested 1000 times) Approx. five times
Proccessing Conditions
Tool : M4 x 0.7 (Feed=1 pitch) 0 200 400 600 800 1000
・タップの摩耗や折損を抑制。 Work Material : S45C ( 加工回数 Processing frequency)
Cutting Speed : Peripheral speed 10m/min
∙ Thrust load on the tap is reduced to about 20%.
∙ Tap wear and tear is suppressed. タップ寿命UP(転造タップの場合)
Tap life increases (With rolling tap)
ネジ精度の向上 タップ寿命評価(MAX:1151回テスト)
Tapping precision is improved.
加工条件
・計算し尽くされた伸縮量により、深さバラつきを 工 具 :M10 x 1.5 (食付:2P) シンクロフィットⅡ
極限まで軽減。 被削材 :SCM440(30HRC) SYNCHROFIT Ⅱ
NT独自
∙ Fully calculated tapping tension/compression 切削速度:周速15m/min
ホルダボディ
provides a minimized depth variation. リジットホルダ
一体型弾性体構造 Evaluated tap life (MAX: Tested 1151 times) Rigid holder 約2倍
NT's original one piece Proccessing Conditions Approx. two times
body constructed with a
メンテナンスフリー Tool : M10 x 1.5 (Feed=2 pitch)
unique elastic design. 0 200 400 600 800 1000 1200
Work Material : SCM440(30HRC)
Maintenance-free Cutting Speed : Peripheral speed 15m/min (加工回数 Processing frequency)
・衝撃吸収機構には、樹脂/ゴム製ダンパよりも
優れた独自の弾性体一体構造を採用。 タップ選定についてのご注意
自己案内性のあるコンエキセントリックレリーフのタップをご使用ください。 計算し尽くされた伸縮量により、深さバラつきを極限まで軽減
∙ One piece body constructed with a unique Caution Fully calculated tapping tension/compression provides a minimized depth variation.
elastic design. With tap selection, use self-guiding con-eccentric relief tap.
タップ深さバラつき - M10転造タップネジ深さ(各ホルダ27穴)
Tap depth variation. - M10 rolling tapping thread depth. (27 holes per holder)
NT独自のホルダボディ一体型の弾性体構造 被削材 S45C Work S45C
NT's original one piece body constructed with a unique elastic design. 工具 M10 x 1.5 Tool M10 x 1.5
切削速度(周速) 22m/min Cutting speed peripheral speed 22m/min
(N) 正転 逆転
伸縮量 リジットホルダ シンクロフィットⅡ A社 B社
Forward rotation Reverse rotation
100 リジットホルダとの差 Rigid holder SYNCHROFIT Ⅱ Company A Company B
0 Tension/Compression amount.
Compared to rigid holder. ― -0.1mm -0.19mm -0.35mm
-100
-200 19
18.97
-300 18.93 0.07mm
シンクロフィットⅡ
-400 18.9
SYNCHROFIT Ⅱ 工具 tool M10x1.5 18.9 18.88
-500 リジットホルダ 被削材 work Piece S45C 18.83 0.1mm
18.8
-600 Rigid holder 周速 Rotational speed 25m/min 18.78 18.8
18.74 0.14mm
-700 ホルダボディに作り込んだ弾性体が、加工時にスラスト方向及び 18.7
スラスト負荷 大 回転方向へ弾性変形し、タップに作用する負荷を大きく減少させます。 18.66 18.65
(同期誤差により発生)
Large thrust load (Caused by synchronization error) The elastic design built into the one piece construction will twist along with the 18.6 max. 18.58 0.2mm
rotational direction during threading, greatly reducing the stress to the cutting tool.
ave.
18.5 min.
18.45
18.4 (mm)
2
Page3
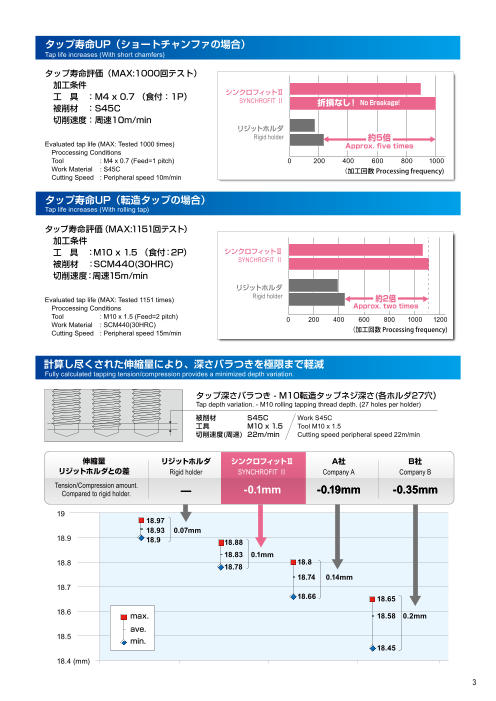
シンクロフィットⅡ タップ寿命UP(ショートチャンファの場合)
SYNCHROFIT Ⅱ Tap life increases (With short chamfers)
NTTOOL独自の弾性体構造にてタップ加工時の負荷を軽減し、刃物の寿命が向上! タップ寿命評価(MAX:1000回テスト)
加工条件
NT TOOL's unique elastic design reduces tapping stress and improves cutting tool life. 工 具 :M4 x 0.7 (食付:1P) シンクロフィットⅡ
SYNCHROFIT Ⅱ 折損なし! No Breakage!
被削材 :S45C
切削速度:周速10m/min
タップ寿命が2~5倍に向上!(当社比) シンクロフィットⅡ リジットホルダ
Tap life is improved by 2 to 5 times. (Compared to current tool holders) SYNCHROFIT Ⅱ Rigid holder 約5倍
・タップにかかるスラスト荷重を約1/5に低減。 SMH Evaluated tap life (MAX: Tested 1000 times) Approx. five times
Proccessing Conditions
Tool : M4 x 0.7 (Feed=1 pitch) 0 200 400 600 800 1000
・タップの摩耗や折損を抑制。 Work Material : S45C ( 加工回数 Processing frequency)
Cutting Speed : Peripheral speed 10m/min
∙ Thrust load on the tap is reduced to about 20%.
∙ Tap wear and tear is suppressed. タップ寿命UP(転造タップの場合)
Tap life increases (With rolling tap)
ネジ精度の向上 タップ寿命評価(MAX:1151回テスト)
Tapping precision is improved.
加工条件
・計算し尽くされた伸縮量により、深さバラつきを 工 具 :M10 x 1.5 (食付:2P) シンクロフィットⅡ
極限まで軽減。 被削材 :SCM440(30HRC) SYNCHROFIT Ⅱ
NT独自
∙ Fully calculated tapping tension/compression 切削速度:周速15m/min
ホルダボディ
provides a minimized depth variation. リジットホルダ
一体型弾性体構造 Evaluated tap life (MAX: Tested 1151 times) Rigid holder 約2倍
NT's original one piece Proccessing Conditions Approx. two times
body constructed with a
メンテナンスフリー Tool : M10 x 1.5 (Feed=2 pitch)
unique elastic design. 0 200 400 600 800 1000 1200
Work Material : SCM440(30HRC)
Maintenance-free Cutting Speed : Peripheral speed 15m/min (加工回数 Processing frequency)
・衝撃吸収機構には、樹脂/ゴム製ダンパよりも
優れた独自の弾性体一体構造を採用。 タップ選定についてのご注意
自己案内性のあるコンエキセントリックレリーフのタップをご使用ください。 計算し尽くされた伸縮量により、深さバラつきを極限まで軽減
∙ One piece body constructed with a unique Caution Fully calculated tapping tension/compression provides a minimized depth variation.
elastic design. With tap selection, use self-guiding con-eccentric relief tap.
タップ深さバラつき - M10転造タップネジ深さ(各ホルダ27穴)
Tap depth variation. - M10 rolling tapping thread depth. (27 holes per holder)
NT独自のホルダボディ一体型の弾性体構造 被削材 S45C Work S45C
NT's original one piece body constructed with a unique elastic design. 工具 M10 x 1.5 Tool M10 x 1.5
切削速度(周速) 22m/min Cutting speed peripheral speed 22m/min
(N) 正転 逆転
伸縮量 リジットホルダ シンクロフィットⅡ A社 B社
Forward rotation Reverse rotation
100 リジットホルダとの差 Rigid holder SYNCHROFIT Ⅱ Company A Company B
0 Tension/Compression amount.
Compared to rigid holder. ― -0.1mm -0.19mm -0.35mm
-100
-200 19
18.97
-300 18.93 0.07mm
シンクロフィットⅡ
-400 18.9
SYNCHROFIT Ⅱ 工具 tool M10x1.5 18.9 18.88
-500 リジットホルダ 被削材 work Piece S45C 18.83 0.1mm
18.8
-600 Rigid holder 周速 Rotational speed 25m/min 18.78 18.8
18.74 0.14mm
-700 ホルダボディに作り込んだ弾性体が、加工時にスラスト方向及び 18.7
スラスト負荷 大 回転方向へ弾性変形し、タップに作用する負荷を大きく減少させます。 18.66 18.65
(同期誤差により発生)
Large thrust load (Caused by synchronization error) The elastic design built into the one piece construction will twist along with the 18.6 max. 18.58 0.2mm
rotational direction during threading, greatly reducing the stress to the cutting tool.
ave.
18.5 min.
18.45
18.4 (mm)
3
Page4
BT Shank
Type1 Type2
D1 D1
L
L0
L 縮み 伸び
縮み 伸び Compression Tension
注意 Caution Compression Tension 0.1mm 0.1mm
ATCアーム及びマガジン内での干渉にご注意ください。
Take caution against A.T.C. arm and tool magazine interference. 0.1mm 0.1mm Type3
商品コード 型式
Code Model Type L L0 D1 kg アクセサリ対応表
Accessories D1 D2
2450 00116090 BT30 -SMH16 - 90 2 90 - 32 0.7 ホルダサイズ タップサイズ コレット L1 キャップ スパナ
2450 00116120 -120 2 120 - 32 0.9 Holder Size Tap Size Collet Nut Spanner
L
2450 00132120 -SMH32 -120 1 120 37 50 1.4 M3~M12 縮み 伸び
2450 00316090 BT40 -SMH16 - 90 2 90 - 32 1.2 SMH16 U no.5~U1/2 CoEmRp1re6sGsHionERTePn-s1i6oTn FKT-32L
2450 00316120 -120 2 120 - 32 1.4 PT1/16 · PT1/8
0.05mm 0.05mm
2450 00332120 -SMH32 -120 2 120 - 50 1.9
2450 00516105 BT50 -SMH16 -105 2 105 - 32 3.8 M10~M20
2450 00516150 -150 2 150 - 32 4.1 SMH32 U3/8~U13/16 ER32GH ERP-32T FKT-50L
PT1/16~PT3/8
2450 00532125 -SMH32 -125 2 125 - 50 4.4
• コレット、スパナは別途ご注文ください。 • Collet and spanner are sold separately.
• 対応タップサイズはタップコレットディメンションを • For the corresponding tap size, refer to the tap ご注文例 Ordering Example
参照ください。 collet dimension page.
• シンクロ機能搭載の機械でご使用ください。 • Please use with a machine with synchronous BT30 - SMH16 - 90
• SMH32でのタップ推奨サイズは以下の通りです。 function. シャンクサイズ ホルダサイズ 突き出し長さ(L)
切削タップ汎用加工:M10~M20 • Recommended tap sizes for SMH32 are as follows.
高硬度材・盛り上げタップ:M10~M16 General cutting taps: M10-M20 Shank size Holder size Projection length
High-hardness materials or roll taps: M10-M16
ST Shank Type1 Type2
L3 L3
D D1 D D1 D2
L4 W W L1
L2 L
L2 L
縮み 伸び
縮み 伸び Compression Tension
Compression Tension
0.05mm 0.05mm
0.1mm 0.1mm
ミリサイズ(シャンク) Metric Sizes (Shank)
商品コード Code 型式 Model L L2 L3 L4 D D1 W kg アクセサリ対応表
0440 02016068 ST20D -SMH16 -68 68 51 25 — 20 32 11 0.4 Accessories
0440 02032087 -SMH32 -87 87 51 25 — 20 50 11 — ホルダサイズ タップサイズ コレット キャップ スパナ
0440 02516068 ST25D -SMH16 -68 68 57 32 17 25 32 12 0.5 Holder Size Tap Size Collet Nut Spanner
0440 02532087 -SMH32 -87 87 57 32 17 25 50 12 — M3~M12
SMH16 U no.5~U1/2 ER16GH ERP-16T FKT-32L
インチサイズ(シャンク) Inch Sizes (Shank) PT1/16 · PT1/8
商品コード Code 型式 Model L L2 L3 L4 D D1 W kg
0440 11916068 ST0750D -SMH16 -68 68 51 25 — 19.05 32 11 — ご注文例 Ordering Example
0440 11932087 -SMH32 -87 87 51 25 — 19.05 50 11 —
0440 12516068 ST1000D -SMH16 -68 68 57 32 17 25.4 32 12 — ST20D - SMH16 - 68
0440 12532087 -SMH32 -87 87 57 32 17 25.4 50 12 — シャンクサイズ ホルダサイズ 突き出し長さ(L)
Shank size Holder size Projection length
• コレット、スパナは別途ご注文ください。 • Collet and spanner are sold separately.
• 対応タップサイズはタップコレットディメンションを参照ください。 • For the corresponding tap size, refer to the tap collet dimension page.
• シンクロ機能搭載の機械でご使用ください。 • Please use with a machine with synchronous function.
• ST20DとST0750DにはL4フラット部分はありません。 • There is no L4 flat on ST20D and ST0750D.
• SMH32でのタップ推奨サイズは以下の通りです。 • Recommended tap sizes for SMH32 are as follows.
切削タップ汎用加工:M10~M20 General cutting taps: M10-M20
高硬度材・盛り上げタップ:M10~M16 High-hardness materials or roll taps: M10-M16
4
Page5
AHO・A Shank
Type1 Type2
D1 D1 D2
L1
L L
縮み 伸び 縮み 伸び
Compression Tension Compression Tension
0.1mm 0.1mm 0.05mm 0.05mm
AHO・AシャンクにはBTシャンク用プルスタッドをそのままご利用頂けます。
旧AHOシャンク専用のクーラントパイプ付きプルスタッドはクーラントパイプを取り外せばご利用頂けます。
Retention stud for BT shank can be used as is for AHO·A shank.
Retention stud with coolant pipe for old AHO shank can be used by removing the coolant pipe.
商品コード 型式
Code Model L D1 kg アクセサリ対応表
Accessories
ホルダサイズ タップサイズ コレット キャップ スパナ
3330 60116090 WBT-AHO30A -SMH16 - 90 90 32 0.7 Holder Size Tap Size Collet Nut Spanner
M3~M12
3330 60316090 WBT-AHO40A -SMH16 - 90 90 32 1.1 SMH16 U no.5~U1/2 ER16GH ERP-16T FKT-32L
PT1/16 · PT1/8
• コレット、スパナは別途ご注文ください。
• 対応タップサイズはタップコレットディメンションを参照ください。 ご注文例 Ordering Example
• シンクロ機能搭載の機械でご使用ください。
• Collet and spanner are sold separately. WBT-AHO30A - SMH16 - 90
• For the corresponding tap size, refer to the tap collet dimension page. シャンクサイズ ホルダサイズ 突き出し長さ(L)
• Please use with a machine with synchronous function. Shank size Holder size Projection length
HSK・A Shank Type1 Type2
D1 D1 D2
L1
L
L
縮み 伸び
縮み 伸び
クーラントホース Compression Ten クーラントホース Compression Tension
sion
Coolant tube Coolant tube 0.05mm 0.05mm
0.1mm 0.1mm
商品コード 型式 アクセサリ対応表
Code Model L D1 kg Accessories
5810 13016085 HSK40A -SMH16 - 85 85 32 0.5 ホルダサイズ タップサイズ コレット キャップ スパナ
Holder Size Tap Size Collet Nut Spanner
5810 75016090 HSK63A -SMH16 - 90 90 32 0.9 M3~M12
SMH16 U no.5~U1/2 ER16GH ERP-16T FKT-32L
PT1/16 · PT1/8
5810 75016120 -120 120 32 1.1 M10~M20
SMH32 U3/8~U13/16 ER32GH ERP-32T FKT-50L
5810 75032108 -SMH32 -108 108 50 1.5 PT1/16~PT3/8
• HSK63Aには標準でマニュアルクランプ穴が空いて • HSK63A have manual clamp holes in the shank.
います。 • Collet and spanner are sold separately. ご注文例 Ordering Example
• コレット、スパナは別途ご注文ください。 • For the corresponding tap size, refer to the tap
• 対応タップサイズはタップコレットディメンションを collet dimension page. HSK63A- SMH16 - 90
参照ください。 • Please use with a machine with synchronous シャンクサイズ ホルダサイズ 突き出し長さ(L)
• シンクロ機能搭載の機械でご使用ください。 function.
• SMH32でのタップ推奨サイズは以下の通りです。 • Recommended tap sizes for SMH32 are as follows. Shank size Holder size Projection length
切削タップ汎用加工:M10~M20 General cutting taps: M10-M20
高硬度材・盛り上げタップ:M10~M16 High-hardness materials or roll taps: M10-M16
5
Page6
C Shank
ポリゴンシャンク用アクセサリ(別売)
D1 D1 Accessories for Polygon Shank (Option)
シャンク クーラントホース クーラントホース取り付け専用レンチ
サイズ Coolant hose Wrench For Coolant Hose Installation
Shank 商品コード 型式 商品コード 型式
L Size Code Model Code Model
縮み 伸び C4 6740 00010400 CL-C4 6740 00020400 CLG-C4
クーラントホース ( 別売 )
Coolant tube (Option) Compression Tension C5 6740 00010500 CL-C5 6740 00020500 CLG-C5
0.1mm 0.1mm C6 6740 00010600 CL-C6 6740 00020600 CLG-C6
商品コード 型式 SMHアクセサリ対応表 Accessories for SMH
Code Model L D1 kg
ホルダサイズ タップサイズ コレット キャップ スパナ
6870 00416090 C4 -SMH16 - 90A 90 32 0.7 Holder Size Tap Size Collet Nut Spanner
6870 00516090 C5 -SMH16 - 90A 90 32 0.8 M3~M12
SMH16 U no.5~U1/2 ER16GH ERP-16T FKT-32L
6870 00532120 -SMH32 -120A 120 50 1.6 PT1/16 · PT1/8
6870 00616090 C6 -SMH16 - 90A 90 32 1.1 M10~M20
SMH32 U3/8~U13/16 ER32GH ERP-32T FKT-50L
6870 00632120 -SMH32 -120A 120 50 1.9 PT1/16~PT3/8
• コレット、スパナは別途ご注文ください。 • Collet and spanner are sold separately.
• 対応タップサイズはタップコレットディメンションを • For the corresponding tap size, refer to the tap ご注文例 Ordering Example
参照ください。 collet dimension page.
• シンクロ機能搭載の機械でご使用ください。 • Please use with a machine with synchronous C4 - SMH16 - 90A
• SMH32でのタップ推奨サイズは以下の通りです。 function. シャンクサイズ ホルダサイズ 突き出し長さ(L)
切削タップ汎用加工:M10~M20 • Recommended tap sizes for SMH32 are as follows.
高硬度材・盛り上げタップ:M10~M16 General cutting taps: M10-M20 Shank size Holder size Projection length
High-hardness materials or roll taps: M10-M16
アクセサリ Accessory
キャップ スパナ
ホルダ Nut Spanner
Holder 商品コード 型式 商品コード 型式
Code Model Code Model
SMH16 2451 00001607 ERP-16T 2454 00000032 FKT-32L
SMH32 2451 00003207 ERP-32T 2454 00000050 FKT-50L
スパナヘッド、トルクレンチ Spanner Head, Torque Wrench
スパナヘッド トルクレンチ
Spanner Head Torque wrench
ホルダサイズ キャップサイズ
Holder size Nut size
商品コード 型式 タップシャンク径 設定トルク 商品コード
Code Model D D1 L 型式
1 Tap shank dia. Torque Code Model
ø4~6.2(mm)
ø0.168~0.318(inch) 30~35Nm
SMH16 ERP-16T 3150 00003415 SH-34-15 38 15 82 3154 00030000 CL100N x 15D
ø7~9(mm) 45~50Nm
SMH32 ERP-32T 3150 00005219 SH-52-19 55 19 108 — 100~105Nm 3154 00040000 CL200N X 19D
6
Page7
コレット(通常タイプ) Collet (Standard type)
ℓ1
ℓ
D ød
L
B
四角部 Square section
センタースルー Center through
商品コード 型式 旧JIS 未使用時 使用時
Code Model D L d B Old JIS DIN371 DIN376 ℓ Without With
ℓ1 調整量
Adjustment amount ℓ1
2464 16040030 ER16GH-4-3 16 27.5 4 3 — M3.5 — 14 20 — 20
2464 16040032 ER16GH-4-3.2 16 27.5 4 3.2 M3, U No5, 6 — — 15 21 — 21
2464 16045034 ER16GH-4.5-3.4 16 27.5 4.5 3.4 — M4 M6 15 21 — 21
2464 16050040 ER16GH-5-4 16 27.5 5 4 M4, M4.5, U No8 — — 18 23~25 2 25
2464 16055043 ER16GH-5.5-4.3 16 27.5 5.5 4.3 — — M7 18 23~25 2 25
2464 16055045 ER16GH-5.5-4.5 16 27.5 5.5 4.5 M5, M5.5, U No10, 12 — — 18 23~25 2 25
2464 16060045 ER16GH-6-4.5 16 27.5 6 4.5 M6, U1/4 — — 18 23~25 2 25
2464 16060049 ER16GH-6-4.9 16 27.5 6 4.9 — M4.5~M6 M8 18 23~25 2 25
2464 16061050 ER16GH-6.1-5 16 27.5 6.1 5 U5/16 — — 18 23~26 3 26
2464 16062050 ER16GH-6.2-5 16 27.5 6.2 5 M7, M8 — — 18 23~26 3 26
2464 16070055 ER16GH-7-5.5 16 27.5 7 5.5 M9, M10, U 3/8 M7 M9, M10 18 23~26 3 26
2464 16080060 ER16GH-8-6 16 27.5 8 6 M11, U7/16, PT1/16·1/8 — — 22 27~31 4 31
2464 16080063 ER16GH-8-6.3 16 27.5 8 6.3 — M8 M11 22 27~31 4 31
mm 2464 16085065 ER16GH-8.5-6.5 16 27.5 8.5 6.5 M12 — — 22 27~31 4 31
2464 16090071 ER16GH-9-7.1 16 27.5 9 7.1 U1/2 M9 M12 22 28~32 4 32
2464 32070055 ER32GH-7-5.5 32 40 7 5.5 M9, M10, U3/8 M7 M9, M10 22 26 — —
2464 32080060 ER32GH-8-6 32 40 8 6 M11, U7/16, PT1/16·1/8 — — 22 31 — —
2464 32085065 ER32GH-8.5-6.5 32 40 8.5 6.5 M12 — — 22 31 — —
2464 32090071 ER32GH-9-7.1 32 40 9 7.1 U1/2 M9 M12 22 32 — —
2464 32100080 ER32GH-10-8 32 40 10 8 — M10 — 25 36 — —
2464 32105080 ER32GH-10.5-8 32 40 10.5 8 M14, M15, U9/16 — — 25 37 — —
2464 32110090 ER32GH-11-9 32 40 11 9 PT1/4 — M14 25 37 — —
2464 32120090 ER32GH-12-9 32 40 12 9 U5/8 — M16 25 37 — —
2464 32125100 ER32GH-12.5-10 32 40 12.5 10 M16 — — 25 38 — —
2464 32140112 ER32GH-14-11.2 32 40 14 11.2 M18, U3/4, PT3/8 — M18 25 39 — —
2464 32150120 ER32GH-15-12 32 40 15 12 M20 — — 25 40 — —
2464 32160120 ER32GH-16-12 32 40 16 12 — — M20 25 40 — —
センタースルー Center through
d B ANSI
商品コード 型式 未使用時 使用時
Code Model D L ℓ Without With
インチ ミリ インチ ミリ ユニファイ メートル 調整量
Inch mm Inch mm Unified m ℓ1 Adjustment amount ℓ1
2464 16168131 ER16GH-0.168 16 27.5 0.168 4.267 0.131 3.327 NO. 8 M4 15 21 — 21
2464 16194152 ER16GH-0.194 16 27.5 0.194 4.928 0.152 3.861 NO. 10 M5 18 23~25 2 25
2464 16220165 ER16GH-0.220 16 27.5 0.220 5.588 0.165 4.191 NO. 12 M6 18 23~25 2 25
2464 16255191 ER16GH-0.255 16 27.5 0.255 6.477 0.191 4.851 1/4 M7 18 23~26 3 26
2464 16318238 ER16GH-0.318 16 27.5 0.318 8.077 0.238 6.045 5/16 M8 22 27~31 4 31
2464 32318238 ER32GH-0.318 32 40 0.318 8.077 0.238 6.045 U5/16 M7,M8 22 31 — —
2464 32323242 ER32GH-0.323 32 40 0.323 8.204 0.242 6.147 U7/16 — 22 31 — —
inch
2464 32367275 ER32GH-0.367 32 40 0.367 9.322 0.275 6.985 U1/2 M12 22 32 — —
2464 32381286 ER32GH-0.381 32 40 0.381 9.677 0.286 7.264 U3/8 M10 25 36 — —
2464 32249322 ER32GH-0.429 32 40 0.429 10.897 0.322 8.179 U9/16 M14 25 37 — —
2464 32480360 ER32GH-0.480 32 40 0.480 12.192 0.360 9.144 U5/8 M18 25 37 — —
2464 32542406 ER32GH-0.542 32 40 0.542 13.767 0.406 10.312 U11/16 M18 25 39 — —
2464 32590442 ER32GH-0.590 32 40 0.590 14.986 0.442 11.227 U3/4 — 25 41 — —
2464 32652489 ER32GH-0.652 32 40 0.652 16.561 0.489 12.421 U13/16 M20 25 41 — —
1. センタースルー使用時はタップをコレットの奥に突き当たるまで挿入してください。刃物挿入長が短いとクーラント漏れが発生します。
2. ご使用になるタップの各寸法を御確認の上、正しいコレットを選定して下さい。
3. 転造タップでM18~M20を使用時はアルミ等の軽切削又は細目タップにてご使用ください。
1. When using the center through, please insert the tap until it hits the bottom of the collet. Coolant leakage occurs if not correctly inserted.
2. Please check the dimensions of the shank and square of the tap when selecting the correct collet.
3. When using M18~M20 for forming tap applications, please use it with light cutting conditions or fine thread taps.
7
Page8
コレット(Cタイプ) Collet (C type) ℓ1
ℓ
D ød
L
B
四角部 Square section
センタースルー Center through
商品コード 型式 旧JIS 時 使用時
Code Model D L ød B Old JIS DIN371 DIN376 ℓ 未使用
Without With
ℓ1 調整量
Adjustment amount ℓ1
2465 16040032 ER16GHC-4-3.2 16 27.5 4 3.2 M3,U No5,6 — — 15 21 0 21
2465 16050040 ER16GHC-5-4 16 27.5 5 4 M4,M4.5,U No8 — — 18 23~25 2 25
2465 16055045 ER16GHC-5.5-4.5 16 27.5 5.5 4.5 M5,M5.5,
U No10,12 — — 18 23~25 2 25
2465 16060045 ER16GHC-6-4.5 16 27.5 6 4.5 M6,U1/4 — — 18 23~25 2 25
2465 16062050 ER16GHC-6.2-5 16 27.5 6.2 5 M7,M8 — — 18 23~26 3 26
2465 16070055 ER16GHC-7-5.5 16 27.5 7 5.5 M9,M10,U3/8 M7 M9,M10 18 23~26 3 26
2465 16080060 ER16GHC-8-6 16 27.5 8 6 M11.U7/16
PT1/16·1/8 — — 22 27~31 4 31
2465 16085065 ER16GHC-8.5-6.5 16 27.5 8.5 6.5 M12 — — 22 27~31 4 31
mm 2465 32070055 ER32GHC-7-5.5 32 40 7 5.5 M9,M10,U3/8 M7 M9,M10 22 26 — —
2465 32080060 ER32GHC-8-6 32 40 8 6 M11 U7/16 PT1/16・1/8 — — 22 31 — —
2465 32085065 ER32GHC-8.5-6.5 32 40 8.5 6.5 M12 — — 22 31 — —
2465 32090071 ER32GHC-9-7.1 32 40 9 7.1 U1/2 M9 M12 22 32 — —
2465 32100080 ER32GHC-10-8 32 40 10 8 — M10 — 25 36 — —
2465 32105080 ER32GHC-10.5-8 32 40 10.5 8 M14 M15 U9/16 — — 25 37 — —
2465 32110090 ER32GHC-11-9 32 40 11 9 PT1/4 — M14 25 37 — —
2465 32120090 ER32GHC-12-9 32 40 12 9 U5/8 — M16 25 37 — —
2465 32125100 ER32GHC-12.5-10 32 40 12.5 10 M16 — — 25 38 — —
2465 32140112 ER32GHC-14-11.2 32 40 14 11.2 M18 U3/4 PT3/8 — M18 25 39 — —
2465 32150120 ER32GHC-15-12 32 40 15 12 M20 — — 25 40 — —
2465 32160120 ER32GHC-16-12 32 40 16 12 — — M20 25 40 — —
センタースルー Center through
d B ANSI
商品コード 型式 未使用時 使用時
Code Model D L ℓ Without With
インチ ミリ インチ ミリ ユニファイ メートル
Inch mm Inch mm Unified m ℓ1 調整量
Adjustment amount ℓ1
2465 32318238 ER32GHC-0.318 32 40 0.318 8.077 0.238 6.045 U5/16 M7,M8 22 31 — —
2465 32323242 ER32GHC-0.323 32 40 0.323 8.204 0.242 6.147 U7/16 — 22 31 — —
2465 32367275 ER32GHC-0.367 32 40 0.367 9.322 0.275 6.985 U1/2 M12 22 32 — —
2465 32381286 ER32GHC-0.381 32 40 0.381 9.677 0.286 7.264 U3/8 M10 25 36 — —
inch 2465 32429322 ER32GHC-0.429 32 40 0.429 10.897 0.322 8.179 U9/16 M14 25 37 — —
2465 32480360 ER32GHC-0.480 32 40 0.480 12.192 0.360 9.144 U5/8 M18 25 37 — —
2465 32542406 ER32GHC-0.542 32 40 0.542 13.767 0.406 10.312 U11/16 M18 25 39 — —
2465 32590442 ER32GHC-0.590 32 40 0.590 14.986 0.442 11.227 U3/4 — 25 41 — —
2465 32652489 ER32GHC-0.652 32 40 0.652 16.561 0.489 12.421 U13/16 M20 25 41 — —
1. コレットスルー使用時はタップをコレットの奥に突き当たるまで挿入してください。刃物挿入長が短いとクーラント漏れが発生します。
2. ご使用になるタップの各寸法を御確認の上、正しいコレットを選定して下さい。
3. 転造タップでM18~M20を使用時はアルミ等の軽切削又は細目タップにてご使用ください。
1. When using the collet through, please insert the tap until it hits the bottom of the collet. Coolant leakage occurs if not correctly inserted.
2. Please check the dimensions of the shank and square of the tap when selecting the correct collet.
3. When using M18~M20 for forming tap applications, please use it with light cutting conditions or fine thread taps.
HEAD OFFICE : www.nttool.com (Web in English available)
NT USA CORPORATION : www.nttoolusa.com EUROPE OFFICE : www.nttooleurope.com
本社・本社工場 〒444-1386 愛知県高浜市芳川町1-7-10 Tel. (0 5 6 6) - 5 4 - 0101 Fax. ( 0 5 6 6 ) - 5 4 - 0111
HEAD OFFICE & FACTORY 1-7-10 Yoshikawa-cho, Takahama City, Aichi 444-1386 Japan Tel. 81-(0)566-54-0101 Fax. 81-(0)566-54-0111
東 京 営 業 所/TOKYO OFFICE Tel. ( 0 3 ) 3 4 5 1 - 9 1 4 1 中 国/NT TOOL SHANGHAI CO., LTD. Tel. 86-(0)21-6361-9540
本 社 営 業/NAGOYA OFFICE Tel. ( 0 5 6 6 ) 5 4 - 0 1 0 1 タ イ/NT TOOL THAI CO., LTD. Tel. 66 -(0)2117-9323
大 阪 営 業 所/OSAKA OFFICE Tel. ( 0 6 ) 6 3 0 8 -13 3 2 ア メ リ カ/NT USA CORPORATION Tel. 1- 615 -7 71-18 9 9
広 島 営 業 所/HIROSHIMA OFFICE Tel. ( 0 8 2 ) 2 5 8 - 3 8 1 0 メ キ シ コ/NT TOOL DE MEXICO S.A. DE C.V. Tel. 52-477-194-4587
九 州 事 務 所/KYUSHU OFFICE Tel. ( 0 9 2 ) 4 0 8 - 6 5 8 5 ヨ ー ロ ッ パ/NT TOOL EUROPE GmbH Tel. 49-(0)6171-91639-0
本 社 工 場/HEAD FACTORY Tel. ( 0 5 6 6 ) 5 4 - 0 1 0 1 タ イ 工 場 /NT TOOL (THAILAND) CO., LTD. Tel. 66 -(0)3531- 4180
飯 田 工 場/ IIDA FACTORY Tel. (02 6 5 ) -2 5 - 52 0 0 イ ン ド ネ シ ア/PT. NT INDONESIA Tel. 62-(0)212-851-8066
加工の問題点をお知らせ下さい。
お客様とともに、問題解決にむけて
ご協力させていただきます。
●ご質問に技術スタッフが折り返し
ご連絡いたします。
2024.04.P7
8