


アヤハ連続繊維ハイブリッド織物<FRTP材料>2022年版 カタログのご案内です。
関連メディア
このカタログについて
| ドキュメント名 | アヤハ連続繊維ハイブリッド織物<FRTP材料>2022年版 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 1Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 綾羽・綾羽工業株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ



このカタログの内容
Page1
アヤハ 連続繊維ハイブリッド織物 〈FRTP材料〉
熱可塑性コンポジット用織物材料
ヒート&クール プレス 軽量化複合材料用に
オートクレーブ
深絞りや難形状の
ロール形状 加工が容易
ソフトでフレキシブル 常温での保管が可能
用途にあわせた組み合わせを !!
ハイブリッド 強化繊維 & マトリクス
カーボン PEEK PEI PPS
アラミド PC PHENOXY
ポリアリレート PA6 PA9T PA12
バサルト PP PE
ガラス PLA …
フラックス(リネン) …
織物
ハイブリッドダブルレイヤー織物
ハイブリッドUD織物
ハイブリッドフィラメント織物
2203
Page2
アヤハ 連続繊維ハイブリッド織物 〈FRTP材料〉
カーボンファイバー・ガラス・アラミドフィラメントなど補強繊維とマトリックスとなる熱可塑性繊維を
一体織物にした熱可塑性コンポジット用材料です。
カーボンファイバーなど補強繊維への熱可塑性樹脂は未含浸の材料ですが、この織物をそのまま
金型の中で熱間プレス成形することにより樹脂含浸と成形を同時に行い、連続繊維強化熱可塑性
コンポジットを作成することを狙いとした開発商品です。
【特徴】
① 柔軟性に優れ、深い絞りや難形状にも対応できる成形自由度の高い材料です。
② 織物なので,必要な長さだけを、裁断バサミなどで容易にカットし使用する事ができます。
③ 製品はロール形状のため連続生産にも対応しやすい材料です。
※ 本材料は熱間プレス成形・オートクレーブ成形を基本としています。
※ マトリックス繊維とカーボンファイバーの熱収縮性が異なる為、織物をプレスした状態での加熱が前提となります。
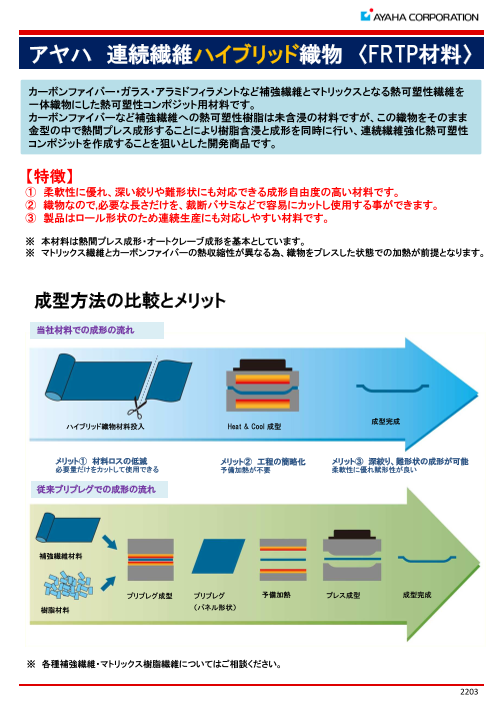
成型方法の比較とメリット
当社材料での成形の流れ
成型完成
ハイブリッド織物材料投入 Heat & Cool 成型
メリット① 材料ロスの低減 メリット② 工程の簡略化 メリット③ 深絞り、難形状の成形が可能
必要量だけをカットして使用できる 予備加熱が不要 柔軟性に優れ賦形性が良い
従来プリプレグでの成形の流れ
補強繊維材料
プリプレグ成型 プリプレグ 予備加熱 プレス成型 成型完成
樹脂材料 (パネル形状)
※ 各種補強繊維・マトリックス樹脂繊維についてはご相談ください。
2203
Page3
アヤハ 連続繊維ハイブリッド織物 〈FRTP材料〉
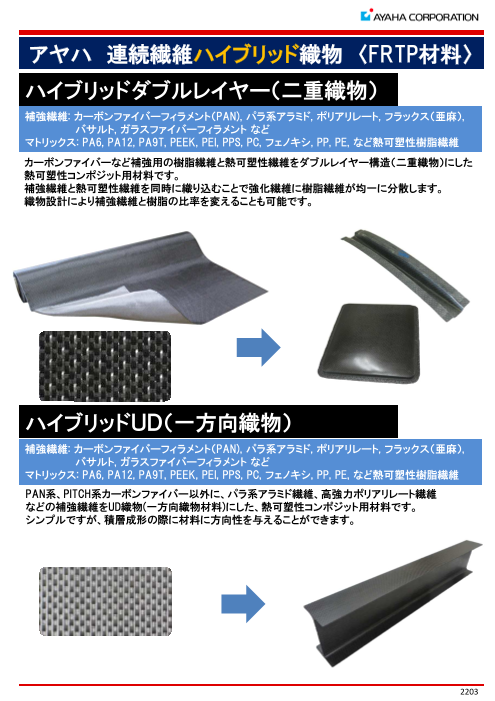
ハイブリッドダブルレイヤー(二重織物)
補強繊維: カーボンファイバーフィラメント(PAN), パラ系アラミド, ポリアリレート, フラックス(亜麻),
バサルト, ガラスファイバーフィラメント など
マトリックス: PA6, PA12, PA9T, PEEK, PEI, PPS, PC, フェノキシ, PP, PE, など熱可塑性樹脂繊維
カーボンファイバーなど補強用の樹脂繊維と熱可塑性繊維をダブルレイヤー構造(二重織物)にした
熱可塑性コンポジット用材料です。
補強繊維と熱可塑性繊維を同時に織り込むことで強化繊維に樹脂繊維が均一に分散します。
織物設計により補強繊維と樹脂の比率を変えることも可能です。
ハイブリッドUD(一方向織物)
補強繊維: カーボンファイバーフィラメント(PAN), パラ系アラミド, ポリアリレート, フラックス(亜麻),
バサルト, ガラスファイバーフィラメント など
マトリックス: PA6, PA12, PA9T, PEEK, PEI, PPS, PC, フェノキシ, PP, PE, など熱可塑性樹脂繊維
PAN系、PITCH系カーボンファイバー以外に、パラ系アラミド繊維、高強力ポリアリレート繊維
などの補強繊維をUD織物(一方向織物材料)にした、熱可塑性コンポジット用材料です。
シンプルですが、積層成形の際に材料に方向性を与えることができます。
2203
Page4
アヤハ 連続繊維ハイブリッド織物 〈FRTP材料〉
ハイブリッドダブルレイヤー織物
for COMPOSITES
植物繊維ヤーン & 熱可塑性樹脂ヤーン
HBDL FYPLA T-701
フラックス(亜麻) & ポリ乳酸(PLA)
植物繊維であるフラックス(亜麻)繊維を補強繊維に、
生分解性樹脂繊維であるPLA繊維をマトリックスにしたハイブリッド織物です。
共にカーボンニュートラルな自然に優しい素材です。
HBDL FYPP T-701
フラックス(亜麻) & ポリプロピレン(PP)
植物繊維であるフラックス(亜麻)繊維を補強繊維に、
軽量な汎用樹脂のPP繊維をマトリックスにしたハイブリッド織物です。
カーボンニュートラルと軽量化を目指す素材です。
2203
Page5
アヤハ 連続繊維ハイブリッド織物 〈FRTP材料〉
ハイブリッドフィラメントファブリック (HBFIL)
融点の異なる2種類の素材からなる特殊なフィラメントヤーンから
織られたハイブリッド織物です。
適切な熱プレスにより織物をダイレクトに金型成形することで、融点の
低い糸が溶融してマトリックスとなり、融点の高い糸が補強繊維となり
ます。
マトリックス繊維の持つ樹脂特性と補強繊維の持つ機械的強度・物性
を発現させたFRTP成形品を作成することを狙った開発商品です。
以下のような組み合わせがあります。
ガラスロービング & PP GF & PP
ガラスロービング & PA6 GF & PA6
カーボンファイバー & フェノキシ CF & PX
ポリプロピレン & ポリエチレン PP & PE
ポリエステル & 低融点ポリエステル PET & CoPET
2203
Page6
アヤハ 連続繊維ハイブリッド織物 〈FRTP材料〉
ハイブリッド フィラメント ファブリック
【GF & PP】
ガラスロービング & ポリプロピレン
【GF & PA6】
ガラスロービング & PA6
ガラスロービングとPP繊維からなる特殊な扁平
ハイブリッドフィラメントを無撚りで平織・綾織などの
織物にしました。
含浸性も高く、短時間での熱成形加工が可能です。
フィラメント断面イメージ
GF & PPタイプは、ガラスファイバーの強度, ポリプロ
ピレンの軽量性, 織物の柔軟性を合わせ持つ“スタ
ンパブルファブリック”です。
200~220℃での成形温度が必要です。
GF & PA6タイプは、より耐熱性のある、ガラスロービ
ングとPA6繊維からなる同様の織物です。
240~260℃での成形温度が必要です。
ガラスファイバー&PP
HBFIL GF&PP T-201 平織
HBFIL GF&PP T-202 綾織
ガラスファイバー&PA6
HBFIL GF&PA T-201 平織
HBFIL GF&PA T-202 綾織
* Graphic with courtesy of PHP Fibers
2203
Page7
アヤハ 連続繊維ハイブリッド織物 〈FRTP材料〉
ハイブリッド フィラメント ファブリック
【CF & PX】
カーボン12K & フェノキシ(熱可塑エポキシ)
フェノキシ繊維 カーボンファイバー12Kとフェノキシ繊維からなる、
扁平なコミングルフィラメントヤーンを、無撚で
平織・綾織などの織物にしました。
カーボンフィラメント この扁平フィラメントから製織したUD織物もありま
フィラメント断面イメージ す。
流動性が高く非晶性のフェノキシ樹脂と12Kカー
ボンの組合せにより、短時間での熱成形加工によ
る含浸が可能です。
220~240℃の成形温度が必要です。
(マトリックスとなるフェノキシ樹脂は、接着剤にも
使用され、熱可塑性エポキシとも呼ばれるTg点
84℃のアモルファス樹脂です)
HBFIL CF&PX T-091 平織
HBFIL CF&PX T-092 綾織
HBFIL-UD CF&PX T-093 UD
2203
Page8
アヤハ 連続繊維ハイブリッド織物 〈FRTP材料〉
ハイブリッド フィラメント ファブリック
【PP & PE】
ポリプロピレン & ポリエチレン
芯部(内側)に高強力PPを、鞘部(外側)にPEを配置した
芯鞘構造の扁平な特殊糸を、無撚りで平織・綾織など
PP の織物にしました。
PE
フィラメント断面イメージ 一般のオレフィン繊維より高強度、高弾性率を有する
ハイブリッドフィラメントの織物で、熱成形により耐衝撃
性に富んだ製品が得られます。
比重0.9の軽量ハイブリッド素材です。
140℃前後での加熱・加圧による成形加工用です。
(融点: 芯部 165℃, 鞘部 120℃)
PP原着糸を織り込むことで色付与も可能です。
HBFIL PP&PE T-DL400 ダブルレイヤー平
HBFIL PP&PE T-DL540 BL02 Blue ダブルレイヤー平
HBFIL PP&PE T-DL500 BL04 Blue ダブルレイヤー平
2203
Page9
アヤハ 連続繊維ハイブリッド織物 〈FRTP材料〉
ハイブリッド フィラメント ファブリック
【PET & CoPET】
ポリエステル & 低融点ポリエステル
芯部(内側)に高粘度ポリエステル、鞘部(外側)に
低融点ポリエステルを配置した高機能なハイブリッド
PET フィラメントを、平織・綾織などの織物にしました。
CoPET
熱成形加工により、一般のポリエステルよりも高い
フィラメント断面イメージ
剛性と弾性を両立させた立体成型が可能です。
180~190℃での加熱・加圧による成形加工用です。
(融点:芯部 250℃, 鞘部 180℃)
ポリエステル原着糸を織りこむことで、色の付与
が可能です。
HBFIL PET&CoPET T-800 シングルレイヤー平, 白
HBFIL PET&CoPET T-8CX シングルレイヤー平, カラー
Single Layer
HBFIL PET&CoPET T-DL800 ダブルレイヤー平, 白
HBFIL PET&CoPET T-DL8CX ダブルレイヤー平, カラー
(色番号 X = 0:白 1:黄 2:赤 3:シアン 4:黒 ※他の色も可能)
Double Layer
2203
Page10
アヤハ 連続繊維ハイブリッド織物 〈FRTP材料〉
HBDL (ハイブリッドダブルレイヤー) & HB-UD (ハイブリッドUD)
【HBDL】 ハイブリッド ダブル レイヤー
マトリック
織物コード 構造 強化繊維 バインダー 重量 重量
ス Vf 織物厚 織物巾 成形後厚
強化繊維/マトリックス/バインダー (実/有効)
カテゴリー コード - - - タイプ g/㎡ g/㎡ % mm cm mm
HBDL CFPEEK T-001 ダブルレイヤー PAN CF3K PEEK - 323 200 / 123 55 0.5 110 / 105 0.2
HBDL CFPEI T-001 ダブルレイヤー PAN CF3K PEI - 335 200 / 135 52 0.5 110 / 105 0.2
HBDL CFPPS T-001 ダブルレイヤー PAN CF3K PPS - 335 200 / 135 53 0.5 110 / 105 0.2
HBDL CF9N T-001 S10 ダブルレイヤー PAN CF3K PA9T S10 329 200 / 115 / 14 50 0.5 110 / 105 0.2
HBDL CF6N T-007 S10 ダブルレイヤー PAN CF3K PA6 S10 349 200 / 135 / 14 46 0.5 110 / 105 0.2
HBDL CF6N T-016 S40 ダブルレイヤー PAN CF3K PA6 S40 315 200 / 70 / 45 53 0.5 110 / 105 0.2
HBDL CF12N T-005 S10 ダブルレイヤー PAN CF3K PA12 S10 324 200 / 110 / 14 48 0.5 110 / 105 0.2
HBDL CF12N T-005 S40 ダブルレイヤー PAN CF3K PA12 S40 360 200 / 110 / 50 42 0.6 110 / 105 0.25
HBDL CFPC T-001 ダブルレイヤー PAN CF3K PC - 332 200 / 132 50 0.6 110 / 105 0.2
HBDL CFPCFR T-001 ダブルレイヤー PAN CF3K PCFR *1 - 332 200 / 132 50 0.6 110 / 105 0.2
HBDL CFPP T-001 M08 ダブルレイヤー PAN CF3K PP M08 310 200 / 110 / 12 46 0.6 110 / 105 0.25
HBDL CFPE T-001 X05 ダブルレイヤー PAN CF3K PE X05 320 200 / 110 / 10 48 0.7 110 / 105 0.25
HBDL CFPX T-001 ダブルレイヤー PAN CF3K Phenoxy - 305 200 / 105 56 0.6 110 / 105 0.2
HBDL KV12N T-001 ダブルレイヤー パラアラミド(HM) PA12 - 267 157 / 110 50 0.5 110 / 105 0.2
HBDL GLPEI T-201 ダブルレイヤー ガラス (75 1/0) PEI - 597 362 / 235 43 0.6 110 / 105 0.3
HBDL FYPLA T-701 ダブルレイヤー フラックス PLA - 617 306 / 311 46 1.3 100 / 100 0.4
HBDL FYPP T-701 ダブルレイヤー フラックス PP - 980 512 / 468 41 2.3 100 / 100 0.8
【HBDL-UD】 ハイブリッドダブルレイヤー UD
HBDL-UD CF6N T-001 ダブルレイヤーUD PAN CF3K PA6 - 303 200 / 103 56 0.5 110 / 105 0.2
【HBSL-UD】 ハイブリッドシングルレイヤー UD
HBSL-UD CFPEEK T-001 シングルレイヤーUD PAN CF3K PEEK - 174 100 / 74 50 0.3 110 0.1
HBSL-UD CFPEI T-001 シングルレイヤーUD PAN CF3K PEI - 165 100 / 65 52 0.3 110 0.1
HBSL-UD CFPPS T-001 シングルレイヤーUD PAN CF3K PPS - 165 100 / 65 53 0.3 110 0.1
HBSL-UD CFPC T-001 シングルレイヤーUD PAN CF3K PC - 165 100 / 65 50 0.3 110 0.1
HBSL-UD CFPCFR T-001 シングルレイヤーUD PAN CF3K PCFR *1 - 165 100 / 65 50 0.3 110 0.1
HBSL-UD CF12N T-001 S10 シングルレイヤーUD PAN CF3K PA12 S10 163 100 / 55 / 8 48 0.3 110 / 105 0.1
HBSL-UD CF12N T-051 S40 シングルレイヤーUD PAN CF12K PA12 S40 362 192 / 110 / 60 40 0.7 110 / 105 0.2
HBSL-UD KV12N T-301 シングルレイヤーUD パラアラミド(HM) PA12 - 154 100 / 54 56 0.3 110 0.15
HBSL-UD VCPET T-401 シングルレイヤーUD H.T. ポリアリレート PET/Co-PET - 191 83 / 108 43 0.6 110 0.15
注) 上記は代表的な数値で、保証値ではありません。
注) 成型後の厚みに関しては、一応の目安です。成型方法・条件により多少異なります。
【参考データ】 *1 PCFR : 難燃性ポリカーボネート
【強化繊維】 【マトリックス】
強化繊維 密度 マトリックス 融点 ガラス転移点 密度
カーボン (PAN) 1.76 ~ 1.8 PA 6 (ポリアミド 6) 220℃ 50℃ 1.14
E-ガラス 2.55 PA 9T (ポリアミド 9T) 265℃ 120℃ 1.14
パラアラミド(HM) 1.45 PA 12 (ポリアミド 12) 176℃ 47℃ 1.02
H.T. ポリアリレート 1.41 PEEK (ポリエーテルエーテルケトン) 343℃ 143℃ 1.30
フラックス 1.45 PEI (ポリエーテルイミド) - 217℃ 1.27
PPS (ポリフェニレンサルファイド) 285℃ 91℃ 1.34
PC (ポリカーボネート) - 145~150℃ 1.20
PCFR (難燃性ポリカーボネート) - 150℃ 1.20
Phenoxy (フェノキシ/熱可塑エポキシ) - 84℃ 1.18
PP (ポリプロピレン) 167℃ ‐20℃ 0.91
PE (ポリエチレン) 132℃ ‐120℃ 0.96
PLA (ポリ乳酸) 170℃ 57℃ 1.25
2203
Page11
アヤハ 連続繊維ハイブリッド織物 〈FRTP材料〉
ハイブリッドフィラメント織物
ハイブリッドフィラメント
織物コード ヤーン 織組織 構造 重量 Vf 織物厚 織物巾 成形後厚
カテゴリー コード 芯 & 鞘 - - g/㎡ % mm cm mm
【HBFIL GF & PP】
HBFIL GF&PP T-201 ガラスロービング & PP 平 Hybrid x Hybrid 554 41 0.8 110 0.3
HBFIL GF&PP T-202 ガラスロービング & PP 綾 Hybrid x Hybrid 554 41 0.7 110 0.3
【HBFIL GF & PA6】
HBFIL GF&PA6 T-201 ガラスロービング & PA6 平 Hybrid x Hybrid 563 46 0.7 110 0.3
HBFIL GF&PA6 T-202 ガラスロービング & PA6 綾 Hybrid x Hybrid 563 46 0.7 110 0.3
【HBFIL CF & PX】
HBFIL CF&PX T-091 カーボンファイバー & フェノキシ 平 Hybrid x Hybrid 297 48 0.3 110 0.2
HBFIL CF&PX T-092 カーボンファイバー & フェノキシ 綾 Hybrid x Hybrid 323 48 0.3 110 0.2
HBFIL-UD CF&PX T-093 カーボンファイバー & フェノキシ UD Hybrid x Hybrid 175 48 0.2 110 0.1
【HBFIL PP & PE】
HBFIL PP&PE T-DL400 PP & PE ダブルレイヤー、綾 Hybrid x Hybrid 400 65 1.2 125 0.5
HBFIL PP&PE T-DL540 BL02 *2 PP & PE ダブルレイヤー、綾 Hybrid x Regular mix 540 71 1.7 126 0.65
HBFIL PP&PE T-DL500 BL04 *2 PP & PE ダブルレイヤー、綾 Hybrid x Regular mix 500 66 1.3 124 0.55
【HBFIL PET & CoPET】
HBFIL PET&CoPET T-800 White PET & CoPET 平 Hybrid x Hybrid 221 73 0.3 110 0.2
HBFIL PET&CoPET T-8C2 Red *2 PET & CoPET 平 Hybrid x Regular Color 221 87 0.3 110 0.2
HBFIL PET&CoPET T-DL800 White PET & CoPET ダブルレイヤー、平 Hybrid x Hybrid 403 73 0.7 110 0.4
HBFIL PET&CoPET T-DL8C2 Red *2 PET & CoPET ダブルレイヤー、平 Hybrid x Regular Color 403 80 0.7 110 0.4
*2: その他の色も対応いたします。
【ハイブリッド フィラメント】
芯/鞘 融点 芯/鞘 体積比 推奨標準温度 密度
HBFIL GF & PP - / 165℃ 41% / 59% 200~220℃ 1.65
HBFIL GF & PA6 - / 215℃ 46% / 54% 240~260℃ 1.84
HBFIL CF & PX - / - (非晶性) 48% / 52% 220~240℃ 1.54
HBFIL PP & PE 165℃ / 120℃ 65% / 35% 120~140℃ 0.9
HBFIL PET & CoPET 250℃ / 160℃ 73% / 27% 170~180℃ 1.38
ハイブリッド織物 for FRP
織物コード 織組織 強化繊維 重量 (g/㎡) 織厚 (mm) 織物巾 (cm)
HBWV CFBAS T-F01 HB3/3 Twill PAN CF3K &BASALT 290 0.30 110
WOVEN BASALT T-F51 2/2 Twill BASALT 100% 300 0.30 110
注) 上記は代表的な数値で、保証値ではありません。
注) 成型後の厚みに関しては、一応の目安です。成型方法・条件により多少異なります。
綾羽(株)・綾羽工業(株)
URL : https://industry.ayaha.co.jp/products/frtp.html
【連絡先】
〒541-0054 大阪市中央区南本町3丁目6-14 〒520-1512 滋賀県高島市新旭町太田1011-1
TEL:(06)6282-1081 FAX:(06)6282-7757 TEL:(0740)25-8081 FAX:(0740)25-8047
営業開発部 冨依 孝祥 生産技術課 佐藤 明
E-Mail : t_tomiyori@ayaha.co.jp E-Mail : a_sato@ayaha.co.jp
2203