



関連メディア
このカタログについて
| ドキュメント名 | 高能率加工エンドミルシリーズ |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 4.7Mb |
| 取り扱い企業 | 日進工具株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
高能率加工エンドミルシリーズ
High Ef ficiency End Mill Series
MSCZ440 MSCZ440-LN
MSZ345
MSUSZ440 MSUSZ440-LN
MSX440 MSXH440R
ALZ345 ALZ345-DLC
P M S N
2021 北部九州
Page2
炭素鋼 Carbon Steel
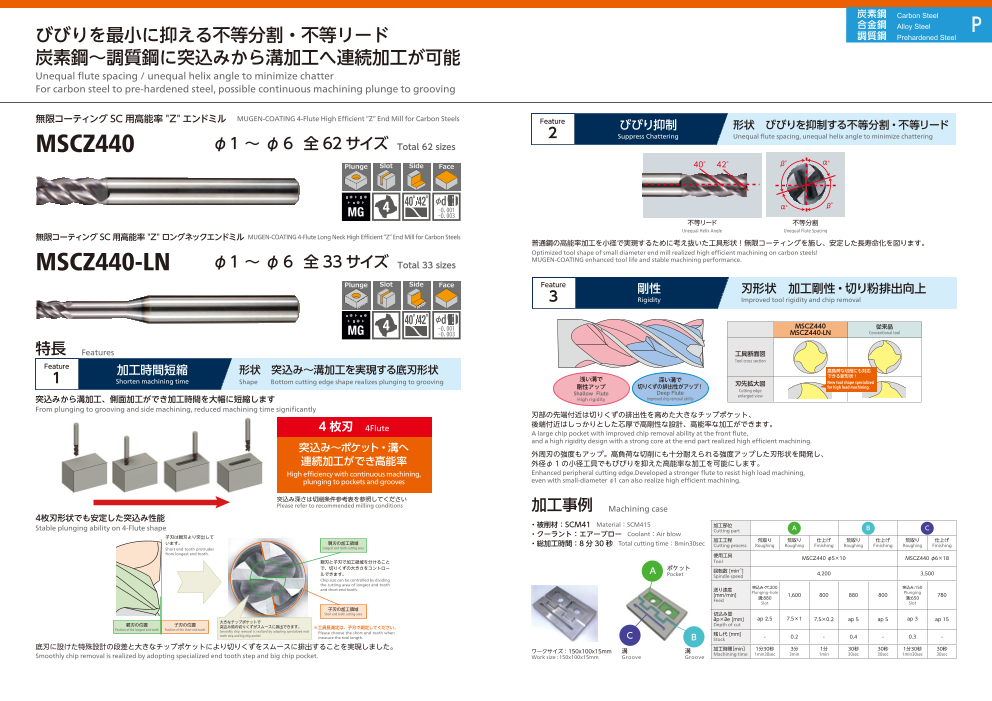
びびりを最小に抑える不等分割・不等リード 合金鋼 Alloy Steel調質鋼 PPrehardened Steel
炭素鋼~調質鋼に突込みから溝加工へ連続加工が可能
Unequal flute spacing / unequal helix angle to minimize chatter
For carbon steel to pre-hardened steel, possible continuous machining plunge to grooving
無限コーティング SC用高能率 "Z"エンドミル MUGEN-COATING 4-Flute High Efficient “Z” End Mill for Carbon Steels Feature
MSCZ440 φ1 ~ φ6 全 62サイズ 2
びびり抑制 形状 びびりを抑制する不等分割・不等リード
Suppress Chattering Unequal flute spacing, unequal helix angle to minimize chattering
Total 62 sizes
Plunge Slot Side Face 40° 42° β° α°
α° β°
不等リード 不等分割
Unequal Helix Angle Unequal Flute Spacing
無限コーティング SC用高能率"Z"ロングネックエンドミル MUGEN-COATING 4-Flute Long Neck High Efficient “Z” End Mill for Carbon Steels 普通鋼の高能率加工を小径で実現するために考え抜いた工具形状!無限コーティングを施し、安定した長寿命化を図ります。
Optimized tool shape of small diameter end mill realized high efficient machining on carbon steels!
MSCZ440-LN φ1 ~ φ6 全 33サイズ Total 33 sizes MUGEN-COATING enhanced tool life and stable machining performance.
Plunge Slot Side Face Feature
3 剛性 刃形状 加工剛性・切り粉排出向上Rigidity Improved tool rigidity and chip removal
MSCZ440 従来品
MSCZ440-LN Conventional tool
特長 Features 工具断面図
Tool cross section
Feature
1 加工時間短縮 形状 突込み~溝加工を実現する底刃形状 高負荷な切削にも対応浅い溝で 深い溝で できる新形状!Shorten machining time Shape Bottom cutting edge shape realizes plunging to grooving New tool shape specialized 剛性アップ 切りくずの排出性がアップ! 刃先拡大図 for high load machining.
Shallow Flute Deep Flute Cutting edge
突込みから溝加工、側面加工ができ加工時間を大幅に短縮します Improved chip removal ability enlarged viewHigh rigidity
From plunging to grooving and side machining, reduced machining time significantly 刃部の先端付近は切りくずの排出性を高めた大きなチップポケット、
4 枚刃 4Flute 後端付近はしっかりとした芯厚で高剛性な設計、高能率な加工ができます。
A large chip pocket with improved chip removal ability at the front flute,
突込み~ポケット・溝へ and a high rigidity design with a strong core at the end part realized high efficient machining.
連続加工ができ高能率 外周刃の強度もアップ。高負荷な切削にも十分耐えられる強度アップした刃形状を開発し、外径φ 1の小径工具でもびびりを抑えた高能率な加工を可能にします。
High efficiency with continuous machining, Enhanced peripheral cutting edge.Developed a stronger flute to resist high load machining,
plunging to pockets and grooves even with small-diameter φ1 can also realize high efficient machining.
突込み深さは切削条件参考表を参照してください
Please refer to recommended milling conditions 加工事例 Machining case
4枚刃形状でも安定した突込み性能
Stable plunging ability on 4-Flute shape ・被削材:SCM41 Material:SCM415 加工部位 A B C
子刃は親刃より突出して ・クーラント:エアーブロー Coolant:Air blow
Cutting part
います。 親刃の加工領域 ・総加工時間:8分 30秒 Total cutting time:8min30sec 加工工程 荒取り 荒取り 仕上げ 荒取り 仕上げ 荒取り 仕上げ
Longest end tooth cutting area Cutting process Roughing Roughing Finishing Roughing Finishing Roughing FinishingShort end tooth protrudes
from longest end tooth. 使用工具 MSCZ440 φ5×10 MSCZ440 φ6×18
親刃と子刃で加工領域を分けること Tool
で、切りくずの大きさをコントロー A ポケット 回転数 [min-1ルできます。 ]Pocket Spindle speed 4,200 3,500
Chip size can be controlled by dividing
the cutting area of longest end tooth
and short end tooth. 送り速度 突込み・穴:200 突込み:150
[mm/min] Plunging・hole 1,600 800 880 800 Plunging
Feed 溝:880 溝:650
780
Slot Slot
子刃の加工領域
Short end tooth cutting area 切込み量
大きなチップポケットで ap×ae [mm] ap 2.5 7.5×1 7.5×0.2 ap 5 ap 5 ap 3 ap 15親刃の位置 子刃の位置 突込み時の切りくずがスムースに排出できます。 ※工具長測定は、子刃で測定してください。 Depth of cutPosition of the longest end tooth Position of the short end tooth Smoothly chip removal is realized by adopting specialized end Please choose the short end tooth when
tooth step and big chip pocket. 残し代 [mm]measure the tool length. C B Stock - 0.2 - 0.4 - 0.3 -
底刃に設けた特殊設計の段差と大きなチップポケットにより切りくずをスムースに排出することを実現しました。 ワークサイズ:150x100x15mm 溝 溝 加工時間[min] 1分30秒 3分 1分 30秒 30秒 1分30秒 30秒
Smoothly chip removal is realized by adopting specialized end tooth step and big chip pocket. Work size : 150x100x15mm Groove Groove Machining time 1min30sec 3min 1min 30sec 30sec 1min30sec 30sec
Page3
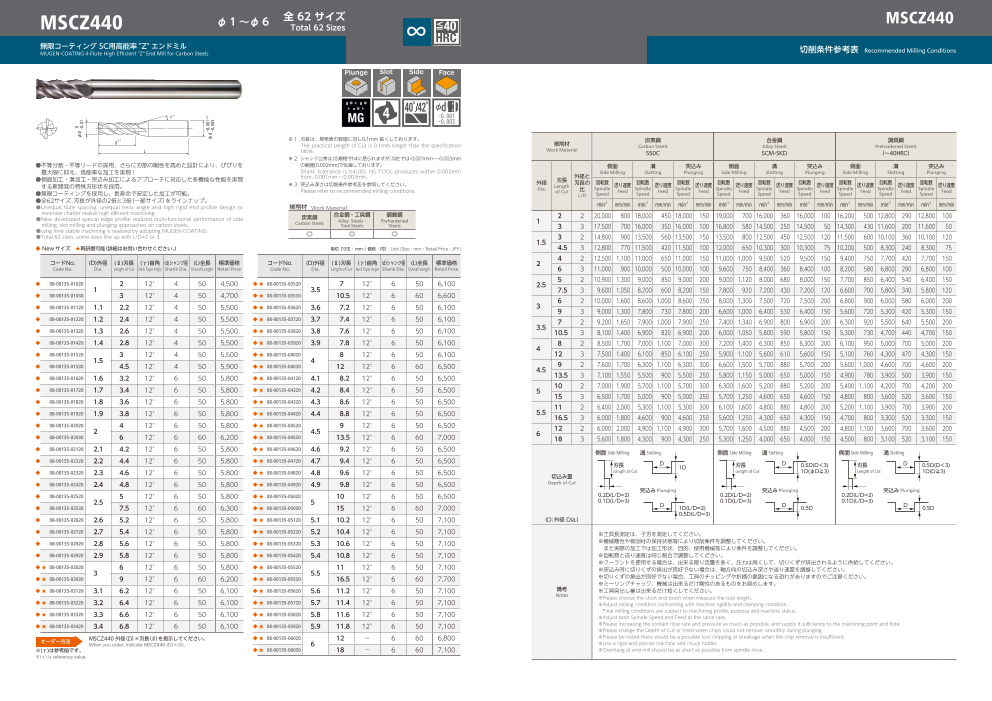
MSCZ440 φ 1~φ 6 全 62 サイズ MSCZ440Total 62 Sizes
無限コーティング SC用高能率 ”Z”エンドミル
MUGEN-COATING 4-Flute High Efficient “Z” End Mill for Carbon Steels 切削条件参考表 Recommended Milling Conditions
Plunge Slot Side Face
Ʉª
※1 ※ 1 刃長は、規格表の数値に対し0.1mm長くしております。 炭素鋼 合金鋼 調質鋼
Ŗ The practical Length of Cut is 0.1mm longer than the specification 被削材 Carbon Steels Alloy Steels Prehardened Steels
L table. Work Material S50C SCM・SKD (~40HRC)
※2 シ ャンク公差はJIS規格でh4に括られますが、当社では-0.001mm~-0.003mm
●不等分割・不等リードの採用、さらに刃部の剛性を高めた設計により、びびりを の範囲[0.002mm]で生産しております。 側面 溝 突込み 側面 溝 突込み 側面 溝 突込み
最大限に抑え、高能率な加工を実現! Shank tolerance is h4(JIS), NS TOOL produces within 0.002mm 外径と Side Milling Slotting Plunging Side Milling Slotting Plunging Side Milling Slotting Plunging●側面加工・溝加工・突込み加工によるアプローチに対応した多機能な性能を実現 from -0.001mm~-0.003mm. 刃長
する新開発の特殊刃形状を採用。 ※3 突込み深さは切削条件参考表を参照してください。 外径 刃長の 回転数Length 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度
●無限コーティングを採用し、長寿命で安定した加工が可能。 Please refer to recommended milling conditions.
Dia. of Cut 比 Spindle Feed Spindle Feed Spindle Feed Spindle Feed Spindle Spindle Spindle Spindle Speed Speed Speed Speed Speed Feed Speed Feed Speed Feed Speed Feed
Spindle
L/D Speed
Feed
●全62サイズ、刃長が外径の2倍と3倍(一部サイズ)をラインナップ。 min-1 mm/min min-1 mm/min min-1 mm/min min-1 -1 -1 -1 -1 -1●Unequal flute spacing, unequal helix angle and high rigid end profile design to 被削材 Work Material mm/min min mm/min min mm/min min mm/min min mm/min min mm/min
minimize chatter realize high efficient machining. 合金鋼・工具鋼 調質鋼
●New developed special edge profile realized multi-functional performance of side 炭素鋼 2 2 20,000 800 18,000 450 18,000 150 19,000 700 16,000 360 16,000 100 16,200 500 12,800 290 12,800 100
milling, slot milling and plunging approaches on carbon steels. Carbon Steels
Alloy Steels・ Prehardened 1
Tool Steels Steels 3 3 17,500 700 16,000 350 16,000 100 16,800 580 14,500 250 14,500 50 14,300 430 11,600 200 11,600 50
●Long time stable machining is realized by adopting MUGEN-COATING.
●Total 62 sizes, some sizes line up with L/D=2 or 3. ◎ ◎ ◎ 3 2 14,800 900 13,500 560 13,500 150 13,500 800 12,500 450 12,500 120 11,500 600 10,100 360 10,100 120
1.5
◆ Newサイズ ★再研磨可能(詳細はお問い合わせください。) 単位[ 寸法 : mm / 価格 : 円] Unit [Size : mm / Retail Price : JPY] 4.5 3 12,800 770 11,500 420 11,500 100 12,000 650 10,300 300 10,300 75 10,200 500 8,300 240 8,300 75
コードNo. (D)外径 (ℓ)刃長 (γ)首角 (d)シャンク径 (L)全長 標準価格 コードNo. (D)外径 (ℓ)刃長 (γ)首角 (d)シャンク径 (L)全長 標準価格 4 2 12,500 1,100 11,000 650 11,000 150 11,000 1,000 9,500 520 9,500 150 9,400 750 7,700 420 7,700 150 2
Code No. Dia. Length of Cut Neck Taper Angle Shank Dia. Overall Length Retail Price Code No. Dia. Length of Cut Neck Taper Angle Shank Dia. Overall Length Retail Price 6 3 11,000 900 10,000 500 10,000 100 9,600 750 8,400 360 8,400 100 8,200 580 6,800 290 6,800 100
◆ 2 12° 4 50 4,500 ◆★ 7 12° 6 50 6,100 5 2 10,900 1,300 9,000 850 9,000 200 9,000 1,120 8,000 680 8,000 150 7,700 850 6,400 540 6,400 150 08-00135-01020 08-00135-03520
1 3.5 2.5 7.5 3 9,600 1,050 8,200 600 8,200 150 7,800 920 7,200 430 7,200 120 6,600 700 5,800 340 5,800 120
◆ 08-00135-01030 3 12° 4 50 4,700 ◆★ 08-00135-03530 10.5 12° 6 60 6,600
6 2 10,000 1,600 8,600 1,000 8,600 250 8,000 1,300 7,500 720 7,500 200 6,800 900 6,000 580 6,000 200
◆ 08-00135-01120 1.1 2.2 12° 4 50 5,500 ◆★ 08-00135-03620 3.6 7.2 12° 6 50 6,100 3 9 3 9,000 1,300 7,800 730 7,800 200 6,600 1,000 6,400 530 6,400 150 5,600 720 5,300 420 5,300 150
◆ 08-00135-01220 1.2 2.4 12° 4 50 5,500 ◆★ 08-00135-03720 3.7 7.4 12° 6 50 6,100 7 2 9,200 1,650 7,900 1,000 7,900 250 7,400 1,340 6,900 800 6,900 200 6,300 920 5,500 640 5,500 200
◆ 08-00135-01320 1.3 2.6 12° 4 50 5,500 ◆★ 08-00135-03820 3.8 7.6 12° 6 50 6,100 3.5 10.5 3 8,100 1,400 6,900 820 6,900 200 6,000 1,050 5,800 590 5,800 150 5,300 730 4,700 440 4,700 150
◆ 08-00135-01420 1.4 2.8 12° 4 50 5,500 ◆★ 08-00135-03920 3.9 7.8 12° 6 50 6,100 8 2 8,500 1,700 7,000 1,100 7,000 300 7,200 1,400 6,300 850 6,300 200 6,100 950 5,000 700 5,000 200
4
◆ 08-00135-01520 3 12° 4 50 5,500 ◆★ 08-00135-04020 8 12° 6 50 6,100 12 3 7,500 1,400 6,100 850 6,100 250 5,900 1,100 5,600 610 5,600 150 5,100 760 4,300 470 4,300 150
1.5 4
◆ 08-00135-01530 4.5 12° 4 50 5,900 ◆★ 08-00135-04030 12 12° 6 60 6,500 9 2 7,600 1,700 6,300 1,100 6,300 300 6,600 1,500 5,700 880 5,700 200 5,600 1,000 4,600 700 4,600 200 4.5
◆ 08-00135-01620 1.6 3.2 12° 6 50 5,800 ◆★ 08-00135-04120 4.1 8.2 12° 6 50 6,500 13.5 3 7,100 1,550 5,500 900 5,500 250 5,800 1,150 5,000 650 5,000 150 4,900 780 3,900 500 3,900 150
◆ 1.7 3.4 12° 6 50 5,800 ◆★ 4.2 8.4 12° 6 50 6,500 10 2 7,000 1,900 5,700 1,100 5,700 300 6,300 1,600 5,200 880 5,200 200 5,400 1,100 4,200 700 4,200 200 08-00135-01720 08-00135-04220 5
15 3 6,500 1,700 5,000 900 5,000 250 5,700 1,250 4,600 650 4,600 150 4,800 800 3,600 520 3,600 150
◆ 08-00135-01820 1.8 3.6 12° 6 50 5,800 ◆★ 08-00135-04320 4.3 8.6 12° 6 50 6,500
11 2 6,400 2,000 5,300 1,100 5,300 300 6,100 1,600 4,800 880 4,800 200 5,200 1,100 3,900 700 3,900 200
◆ 08-00135-01920 1.9 3.8 12° 6 50 5,800 ◆★ 08-00135-04420 4.4 8.8 12° 6 50 6,500 5.5 16.5 3 6,000 1,800 4,600 900 4,600 250 5,600 1,250 4,300 650 4,300 150 4,700 800 3,300 520 3,300 150
◆ 08-00135-02020 4 12° 6 50 5,800 ◆★ 08-00135-04520 9 12° 6 50 6,500
2 4.5 12 2 6,000 2,000 4,900 1,100 4,900 300 5,700 1,600 4,500 880 4,500 200 4,800 1,100 3,600 700 3,600 200
◆ 08-00135-02030 6 12° 6 60 6,200 ◆★ 08-00135-04530 13.5 12° 6 60 7,000 6 18 3 5,600 1,800 4,300 900 4,300 250 5,300 1,250 4,000 650 4,000 150 4,500 800 3,100 520 3,100 150
◆ 08-00135-02120 2.1 4.2 12° 6 50 5,800 ◆★ 08-00135-04620 4.6 9.2 12° 6 50 6,500 側面 Side Milling 溝 Slotting 側面 Side Milling 溝 Slotting 側面 Side Milling 溝 Slotting
◆ 08-00135-02220 2.2 4.4 12° 6 50 5,800 ◆★ 08-00135-04720 4.7 9.4 12° 6 50 6,500 刃長 D 1D 刃長 D 0.5D(D<3) 刃長 D 0.5D(D<3)
◆ 08-00135-02320 2.3 4.6 12° 6 50 5,800 ◆★ 08-00135-04820 4.8 9.6 12° 6 50 6,500 Length of Cut Length of Cut 1D(φD≧3) Length of Cut 1D(D≧3)切込み量
◆ 08-00135-02420 2.4 4.8 12° 6 50 5,800 ◆★ 08-00135-04920 4.9 9.8 12° 6 50 6,500 Depth of Cut
突込み Plunging 突込み Plunging 突込み Plunging
◆ 08-00135-02520 5 12° 6 50 5,800 ◆★ 08-00135-05020 10 12° 6 50 6,500 0.2D(L/D=2) 0.2D(L/D=2) 0.2D(L/D=2)
2.5 5 0.1D(L/D=3) 0.1D(L/D=3) 0.1D(L/D=3)
◆ 08-00135-02530 7.5 12° 6 60 6,300 ◆★ 08-00135-05030 15 12° 6 60 7,000 D 1D(L/D=2) D 0.5D D 0.5D
0.5D(L/D=3)
◆ 08-00135-02620 2.6 5.2 12° 6 50 5,800 ◆★ 08-00135-05120 5.1 10.2 12° 6 50 7,100 (D:外径 Dia.)
◆ 08-00135-02720 2.7 5.4 12° 6 50 5,800 ◆★ 08-00135-05220 5.2 10.4 12° 6 50 7,100 ※工具長測定は、子刃を測定してください。
◆ 08-00135-02820 2.8 5.6 12° 6 50 5,800 ◆★ 08-00135-05320 5.3 10.6 12° 6 50 7,100 ※機械剛性や被削材の保持状態等により切削条件を調整してください。 また実際の加工では加工形状、目的、使用機械等により条件を調整してください。
◆ 08-00135-02920 2.9 5.8 12° 6 50 5,800 ◆★ 08-00135-05420 5.4 10.8 12° 6 50 7,100 ※回転数と送り速度は同じ割合で調整してください。
※クーラントを使用する場合は、出来る限り流量を多く、圧力は高くして、切りくずが排出されるように供給してください。
◆★ 08-00135-03020 6 12° 6 50 5,800 ◆★ 08-00135-05520 11 12° 6 50 7,100
3 5.5 ※突込み時に切りくずの排出が良好でない場合は、軸方向の切込み深さや送り速度を調整してください。
◆★ 08-00135-03030 9 12° 6 60 6,200 ◆★ 08-00135-05530 16.5 12° 6 60 7,700 ※切りくずの排出が良好でない場合、工具のチッピングや折損の要因になる恐れがありますのでご注意ください。※ミーリングチャック、機械は出来るだけ剛性のあるものをお奨めします。
◆★ 08-00135-03120 3.1 6.2 12° 6 50 6,100 ◆★ 08-00135-05620 5.6 11.2 12° 6 50 7,100 備考 ※工具突出し量は出来るだけ短くしてください。
Notes ※Please choose the short end tooth when measure the tool length.
◆★ 08-00135-03220 3.2 6.4 12° 6 50 6,100 ◆★ 08-00135-05720 5.7 11.4 12° 6 50 7,100 ※Adjust milling condition conforming with machine rigidity and clamping condition.
◆★ 3.3 6.6 12° 6 50 6,100 ◆★ 5.8 11.6 12° 6 50 7,100 Final milling conditions are subject to machining profile, purpose and machine status.08-00135-03320 08-00135-05820 ※Adjust both Spindle Speed and Feed at the same rate.
◆★ 08-00135-03420 3.4 6.8 12° 6 50 6,100 ◆★ 08-00135-05920 5.9 11.8 12° 6 50 7,100 ※Please increasing the coolant flow rate and pressure as much as possible, and supply it sufficiently to the machining point and flute.※Please change the Depth of Cut or Feed when chips could not remove smoothly during plunging.
オーダー方法 MSCZ440 外径(D)×刃長(ℓ)を指示してください。 ◆★ 08-00135-06020 12 - 6 60 6,800 ※Please be noted there would be a possible tool chipping or breakage when the chip removal is insufficient.When you order, indicate MSCZ440 (D)×(ℓ). 6 ※Use a rigid and precise machine and chuck holder.
※(γ)は参考値です。 ◆★ 08-00135-06030 18 - 6 60 7,100 ※Overhang of end mill should be as short as possible from spindle nose.
※(γ) is reference value.
0
ɖD -0.01
-0.001※2
ɖd
-0.003
Page4
MSCZ440-LN φ 1~φ 6 全 33 サイズ MSCZ440-LNTotal 33 Sizes
無限コーティング SC用高能率 ”Z”ロングネックエンドミル
MUGEN-COATING 4-Flute Long Neck High Efficient “Z” End Mill for Carbon Steels 切削条件参考表 Recommended Milling Conditions
Plunge Slot Side Face
被削材 炭素鋼 合金鋼 調質鋼Carbon Steels Alloy Steels Prehardened Steels
Work Material S50C SCM・SKD (~40HRC)
側面 溝 突込み 側面 溝 突込み 側面 溝 突込み
外径と Side Milling Slotting Plunging Side Milling Slotting Plunging Side Milling Slotting PlungingɄª ※ 首下長
外径 Under 刃長の 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数比 送り速度
回転数 送り速度
Dia. Neck Spindle Spindle Spindle
Length Speed Feed Speed Feed Speed Feed
Spindle
Speed Feed
Spindle Spindle Spindle Spindle Spindle
L/D Speed
Feed Speed Feed Speed Feed Speed Feed Speed Feed
※1 シ ャンク公差はJIS規格でh4に括られますが、当社では-0.001mm~-0.003mm
Ŗ min-1の範囲[0.002mm]で生産しております。 mm/min min
-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min
Ŗ1 Shank tolerance is h4(JIS), NS TOOL produces within 0.002mm
L from -0.001mm~-0.003mm. 3 3 18,900 760 17,000 400 17,000 100 18,100 650 15,300 300 15,300 50 15,400 470 12,300 240 12,300 50
●不等分割・不等リードの採用、さらに刃部の剛性を高めた設計により、びびりを最大限に抑え、※2 突込み深さは切削条件参考表を参照してください。 1 4 4 16,700 600 15,000 320 15,000 70 16,200 520 13,500 220 13,500 40 13,800 400 10,800 170 10,800 40
高能率な加工を実現! Please refer to recommended milling conditions. 5 5 13,300 400 12,000 200 12,000 50 12,900 350 10,900 130 10,900 30 11,000 180 8,800 100 8,800 30
●側面加工・溝加工・突込み加工によるアプローチに対応した多機能な性能を実現する新開発の特 4.5 3 14,200 860 12,500 480 12,500 120 13,000 750 11,300 360 11,300 100 11,100 560 9,100 290 9,100 100
殊刃形状を採用。
●無限コーティングを採用し、長寿命で安定した加工が可能。 1.5 6 4 12,200 660 11,000 380 11,000 100 11,600 580 9,500 260 9,500 70 9,900 430 7,600 210 7,600 70
●被削材への干渉を防ぐロングネックタイプ、首下長は外径の3倍・4倍・5倍をラインナップ。 被削材 Work Material 7.5 5 10,000 450 9,000 240 9,000 70 9,600 400 7,600 160 7,600 50 8,200 200 6,100 130 6,100 50
●Unequal flute spacing, unequal helix angle and high rigid end profile design to minimize chatter realize 炭素鋼 合金鋼・工具鋼 調質鋼 6 3 11,800 1,000 10,600 580 10,600 150 10,400 870 8,900 440 8,900 100 8,900 680 7,200 350 7,200 100 high efficient machining. Alloy Steels・ Prehardened
●New developed special edge profile realized multi-functional performance of side milling, slot milling Carbon Steels Tool Steels Steels 2 8 4 10,400 810 9,400 460 9,400 120 9,100 660 8,000 310 8,000 70 7,700 460 6,400 250 6,400 70
and plunging approaches on carbon steels. ◎ ◎ ◎ 10 5 8,400 560 7,600 290 7,600 100 8,000 480 6,500 190 6,500 50 6,800 230 5,200 150 5,200 50
●Long time stable machining is realized by adopting MUGEN-COATING.
●Long neck type prevent interference with work material, the Under neck length lined up with L/D=3 to 5. 7.5 3 10,100 1,200 8,600 770 8,600 200 8,400 1,000 7,600 580 7,600 150 7,200 780 6,100 460 6,100 150
2.5 10 4 8,600 900 7,400 530 7,400 150 7,400 780 6,600 360 6,600 100 6,300 500 5,300 290 5,300 100
◆ Newサイズ ★再研磨可能(詳細はお問い合わせください。) 単位[ 寸法 : mm / 価格 : 円] Unit [Size : mm / Retail Price : JPY] 12.5 5 7,100 650 6,200 370 6,200 120 6,800 560 5,400 240 5,400 70 5,800 270 4,300 190 4,300 70
コードNo. (D)外径 (ℓ)刃長 (ℓ1)首下長 (d2)首下径 (γ)首角 (d)シャンク径 (L)全長 標準価格 9 3 9,600 1,500 8,300 840 8,300 250 7,100 1,150 7,200 620 7,200 150 6,200 800 5,800 500 5,800 150
Code No. Dia. Length of Cut Under Neck Length Neck Dia. Neck Taper Angle Shank Dia. Overall Length Retail Price 3 12 4 8,000 1,150 6,900 640 6,900 200 6,200 900 6,000 440 6,000 120 5,300 530 4,800 350 4,800 120
◆ 08-00136-01013 3 0.95 12° 4 50 4,600 15 5 6,800 740 5,900 420 5,900 150 5,800 620 5,100 270 5,100 100 4,900 300 4,100 220 4,100 100
◆ 08-00136-01014 1 1.5 4 0.95 12° 4 50 4,700 10.5 3 8,700 1,540 7,500 920 7,500 250 6,800 1,200 6,600 690 6,600 150 5,800 840 5,200 530 5,200 150
◆ 08-00136-01015 5 0.95 12° 4 50 4,900 3.5 14 4 7,500 1,180 6,400 720 6,400 200 5,600 950 5,400 490 5,400 120 4,800 540 4,300 380 4,300 120 17.5 5 6,300 820 5,400 460 5,400 150 5,200 650 4,700 300 4,700 100 4,400 300 3,600 230 3,600 100
◆ 08-00136-01513 4.5 1.45 12° 4 50 5,500 12 3 8,100 1,600 6,800 1,000 6,800 250 6,600 1,250 5,900 750 5,900 150 5,600 860 4,700 600 4,700 150
◆ 08-00136-01514 1.5 2.3 6 1.45 12° 4 50 5,800 4 16 4 6,800 1,200 5,600 760 5,600 200 5,500 950 5,000 520 5,000 120 4,700 560 3,900 400 3,900 120
◆ 08-00136-01515 7.5 1.45 12° 4 50 6,100 20 5 5,700 850 4,800 500 4,800 150 4,800 700 4,200 320 4,200 100 4,100 320 3,300 250 3,300 100
13.5 3 7,400 1,640 6,100 1,000 6,100 250 6,400 1,300 5,300 750 5,300 150 5,400 900 4,300 600 4,300 150
◆ 08-00136-02013 6 1.94 12° 6 50 5,800 4.5 18 4 6,500 1,200 5,100 800 5,100 200 5,400 950 4,500 550 4,500 120 4,600 600 3,600 400 3,600 120
◆ 08-00136-02014 2 3 8 1.94 12° 6 50 6,100 22.5 5 5,200 850 4,300 520 4,300 150 4,600 700 3,800 340 3,800 100 3,900 320 3,000 270 3,000 100
◆ 08-00136-02015 10 1.94 12° 6 50 6,400 15 3 6,800 1,840 5,500 1,000 5,500 250 6,100 1,400 4,800 750 4,800 150 5,200 950 3,900 600 3,900 150
◆ 7.5 2.4 12° 6 50 5,800 5 20 4 6,000 1,250 4,800 800 4,800 200 5,200 1,000 4,200 550 4,200 120 4,400 600 3,300 400 3,300 120 08-00136-02513 25 5 4,900 850 3,900 520 3,900 150 4,400 700 3,500 340 3,500 100 3,700 340 2,800 270 2,800 100
◆ 08-00136-02514 2.5 3.8 10 2.4 12° 6 50 6,200 16.5 3 6,200 1,900 5,100 1,000 5,100 250 5,900 1,400 4,400 750 4,400 150 5,000 950 3,600 600 3,600 150
◆ 08-00136-02515 12.5 2.4 12° 6 60 6,700 5.5 22 4 5,600 1,250 4,400 800 4,400 200 4,900 1,000 3,900 550 3,900 120 4,200 620 3,100 400 3,100 120
◆ ★ 08-00136-03013 9 2.85 12° 6 50 5,800 27.5 5 4,600 850 3,700 550 3,700 150 4,200 700 3,200 340 3,200 100 3,600 350 2,600 270 2,600 100
3 4.5 12 18 3 5,800 1,900 4,700 1,000 4,700 250 5,500 1,400 4,100 750 4,100 150 4,700 950 3,400 600 3,400 150 ◆ ★ 08-00136-03014 2.85 12° 6 50 6,100 6 24 4 5,200 1,250 4,100 800 4,100 200 4,600 1,000 3,700 550 3,700 120 3,900 620 2,900 400 2,900 120
◆ ★ 08-00136-03015 15 2.85 12° 6 60 6,400 30 5 4,300 850 3,400 550 3,400 150 4,000 700 3,000 340 3,000 100 3,400 350 2,400 270 2,400 100
◆ ★ 08-00136-03513 10.5 3.35 12° 6 50 6,100 側面 Side Milling 溝 Slotting 側面 Side Milling 溝 Slotting 側面 Side Milling 溝 Slotting
◆ ★ 08-00136-03514 3.5 5.3 14 3.35 12° 6 60 6,700 刃長 D 1D(L/D=3) 刃長 D 0.5D(φ1~2.5) 刃長 D 0.5D(φ1~2.5)
◆ ★ 08-00136-03515 17.5 3.35 12° 6 60 7,100 Length of Cut 0.5D(L/D≧4) Length of Cut 1D(φ3~6) Length of Cut 1D(φ3~6)切込み量 ※0.5D(L/D≧4) ※0.5D(L/D≧4)
◆ ★ 08-00136-04013 12 3.8 12° 6 50 6,100 Depth of Cut
突込み Plunging 突込み Plunging
◆ ★ 08-00136-04014 4 6 16 3.8 12° 6 60 6,500 0.12D(L/D=3) 0.12D(L/D=3)
突込み Plunging
0.12D(L/D=3)
0.09D(L/D=4) 0.09D(L/D=4) 0.09D(L/D=4)
◆ ★ 08-00136-04015 20 3.8 12° 6 60 6,800 0.075D(L/D=5) D 0.5D(φ1~2.5) 0.075D(L/D=5) D 0.5D 0.075D(L/D=5) D
1D(φ3~6) 0.5D
◆ ★ 08-00136-04513 13.5 4.3 12° 6 50 6,500 (D:外径 Dia.) ※0.5D(L/D≧4)
◆ ★ 08-00136-04514 4.5 6.8 18 4.3 12° 6 60 7,100
※工具長測定は、子刃を測定してください。
◆ ★ 08-00136-04515 22.5 4.3 12° 6 60 7,500 ※機械剛性や被削材の保持状態等により切削条件を調整してください。
◆ ★ 08-00136-05013 15 4.8 12° 6 50 6,500 また実際の加工では加工形状、目的、使用機械等により条件を調整してください。※回転数と送り速度は同じ割合で調整してください。
◆ ★ 08-00136-05014 5 7.5 20 4.8 12° 6 60 6,900 ※クーラントを使用する場合は、出来る限り流量を多く、圧力は高くして、切りくずが排出されるように供給してください。
◆ ★ 08-00136-05015 25 4.8 12° 6 60 7,200 ※突込み時に切りくずの排出が良好でない場合は、軸方向の切込み深さや送り速度を調整してください。※切りくずの排出が良好でない場合、工具のチッピングや折損の要因になる恐れがありますのでご注意ください。
◆ ★ 08-00136-05513 16.5 5.3 12° 6 50 7,100 ※ミーリングチャック、機械は出来るだけ剛性のあるものをお奨めします。備考 ※工具突出し量は出来るだけ短くしてください。
◆ ★ 08-00136-05514 5.5 8.3 22 5.3 12° 6 60 7,700 Notes ※Please choose the short end tooth when measure the tool length.
◆ ★ 27.5 5.3 12° 6 60 8,100 ※Adjust milling condition conforming with machine rigidity and clamping condition.08-00136-05515 Final milling conditions are subject to machining profile, purpose and machine status.
◆ ★ 08-00136-06013 18 5.8 - 6 60 7,100 ※Adjust both Spindle Speed and Feed at the same rate.
※Please increasing the coolant flow rate and pressure as much as possible, and supply it sufficiently to the machining point and flute.
◆ ★ 08-00136-06014 6 9 24 5.8 - 6 60 7,500 ※Please change the Depth of Cut or Feed when chips could not remove smoothly during plunging.
※Please be noted there would be a possible tool chipping or breakage when the chip removal is insufficient.
◆ ★ 08-00136-06015 30 5.8 - 6 70 7,900 ※Use a rigid and precise machine and chuck holder.
※Overhang of end mill should be as short as possible from spindle nose.
オーダー方法 MSCZ440-LN 外径(D)×刃長(ℓ)×首下長(ℓ1)を指示してください。 ※(γ)は参考値です。When you order, indicate MSCZ440-LN (D)×(ℓ)×(ℓ1). ※(γ) is reference value.
0
ɖD
-0.01
ɖd2
-0.001
ɖd
-0.003
Page5
炭素鋼 Carbon Steel
合金鋼 Alloy Steel ステンレス鋼炭素鋼~調質鋼の加工で突込み・溝・側面と高能率に M調質鋼 P Stainless SteelPrehardened Steel
Efficient cutting with plunge, groove, and side by machining carbon steel to prehardened steel
無限コーティング パワーZエンドミル MUGEN-COATING 3-Flute POWER“Z”End Mil 使用例 Machining case
MSZ345 φ1 ~ φ12 全111サイズ Total 111sizes
突込み・溝・側面とあらゆる加工を高能率に加工します Plunge Slot Side Face
High efficient machining of plunge, groove, and side
加工事例1 Machining case1
・被削材:S50C・SKD61・SUS304・NAK80 被削材 SKD61(生)
特長 Material:S50C・SKD61・SUS304・NAK80 Material S50C (row) SUS304 NAK80Features ・クーラント:エアーブロー 使用工具
MSZ345 φ3Coolant:Air blow Tool
Feature -1
1 加工時間短縮 形状 突込み~溝加工を実現する底刃形状
回転数[min ]
Spindle speed 9,600 4,200 3,600 5,800
Shorten machining time Shape Bottom cutting edge shape realizes plunging to grooving 突込み
Drilling 200 70 30 100
突込みから溝加工、側面加工ができ加工時間を大幅に短縮します ポケット送り速度 Pocket 800 350 200 400[mm/min]
From plunging to grooving and side machining, reduced machining time significantly Feed 溝加工
Slotting 550 200 100 250
側面加工
Side milling 800 550 250 400
3 枚刃 ポケットPocket 4.5×0.9 2.25×0.9 2.25×0.6 4.5×0.93 Flute
ワークサイズ:45x45mm 切込み量a a 溝加工 ap 3 1.5 1.5 3
Work size : 45x45mm p× e[mm]
炭素鋼~調質鋼を Depth of cut
Slotting
側面加工
より大きなチップポケットで Side milling 4.5×0.9 4.5×0.9 4.5×0.6 4.5×0.9
突込み+溝加工 加工時間[min]Machining time 4 9 20 8
Carbon steel to Prehardened
steel more efficient with 3 flute
plunging + grooving 加工事例2 Machining case2
・被削材:S50C Material:S50C 使用工具
突込み深さは切削条件参考表を参照してください
Please refer to recommended milling conditions ・クーラント:エアーブロー
MSZ345 φ10
Coolant:Air blow Tool
・総加工時間:6分 Total cutting time:6min 回転数[min-1]
Spindle speed 3,000
加工部位
Cutting part A B C
特許取得 突込み突込み加工に威力を発揮するエンド形状 Drilling 300 300 -
PAT. No 3811129 送り速度Unique end teeth design for drilling [mm/min] 溝加工Slotting 800 800 -Feed
側面加工
2 Side milling
1,500 - 1,500
ワークサイズ:100×100mm 切込み量
切粉をスムーズに排出する Work size : 100!100mm ap×ae[mm] 10×3 ap 10mm 10×3Depth of cut
大きなチップポケット
1 ポケットLarge chip disposal pocket A Pocket
切粉を分断する ● 特殊刃形状(特許取得済)の効果で、突込みから溝加工へ安定した高能率加工ができます。
特殊ニック 3 B Original design (Patent) effects to improve stability and efficiency on plunging
Nick as chip braker 溝 C 外周部 and slotting.特殊チップブレーカーを採用 Groove Side
Additional chip braker design
Page6
MSZ345 φ 1~φ 12 全 111 サイズ MSZ345Total 111 Sizes
無限コーティング パワーZエンドミル
MUGEN-COATING 3-Flute POWER“Z”End Mil 切削条件参考表 Recommended Milling Conditions
特許取得 PAT. No. 3811129 Plunge Slot Side Face
被削材 炭素鋼 合金鋼 ステンレス鋼 調質鋼
Work Material Carbon Steels Alloy Steels Stainless Steels Prehardened SteelsS50C SKD・SCM SUS304 HPM・NAK(~40HRC)
Ʉª
切削速度
Cutting Speed 90m/min 50m/min 35m/min 55m/min
送り速度 送り速度 送り速度 送り速度
被削材 回転数 回転数 回転数 回転数Ŗ Work Material Feed Feed Feed Feed外 径 Spindle Spindle Spindle Spindle
炭素鋼 合金鋼・工具鋼 調質鋼 ステンレス鋼 Speed 突込み 溝 側面 Speed 突込み 溝 側面 Speed 突込み 溝 側面 Speed 突込み 溝 側面L Dia.
Carbon Steels Alloy Steels・ Plunging Slotting Side Milling Plunging Slotting Side Milling Plunging Slotting Side Milling Plunging Slotting Side MillingTool Steels Prehardened Steels Stainless Steels -1
●新開発の特殊刃形状で、加工能力が大幅アップ。 min mm/min min
-1 mm/min min-1 mm/min min-1 mm/min
◎ ◎ ◎ ○
●突込み加工から溝加工まで従来にない高能率加工を実現! 1 15,000 70 200 400 15,000 40 100 210 10,000 20 70 200 15,000 50 100 200
●New flute design brought a remarkable shearing ability. 1.5 13,000 70 250 500 13,000 40 120 270 7,000 20 70 250 13,000 50 130 250
●High efficient machining is realized both for plunge cutting and slotting. 2 11,000 100 300 600 8,000 50 140 290 5,000 20 75 250 10,000 70 150 300
★再研磨可能(詳細はお問い合わせください。) 単位[ 寸法 : mm / 価格 : 円] Unit [Size : mm / Retail Price : JPY] 2.5 10,000 100 400 700 7,000 60 160 330 4,000 20 75 250 8,000 90 170 350
コードNo. (D)外径 (ℓ)刃長 (γ)首角 (d)シャンク径 (L)全長 標準価格 コードNo. (D)外径 (ℓ)刃長 (γ)首角 (d)シャンク径 (L)全長 標準価格 3 9,600 200 550 800 5,300 80 200 400 3,600 20 100 250 5,800 100 250 400
Code No. Dia. Length of Cut Neck Taper Angle Shank Dia. Overall Length Retail Price Code No. Dia. Length of Cut Neck Taper Angle Shank Dia. Overall Length Retail Price 4 7,200 210 650 900 4,000 100 250 400 2,800 30 100 250 4,400 110 250 400
08-00133-00100 1 1.5 9° 4 45 6,000 08-00133-00640 6.4 13.5 9° 8 65 15,400 ■ 5 5,700 260 700 1,000 3,200 100 250 450 2,200 40 120 300 3,500 120 300 500
1.1 1.7 9° 4 45 8,100 ■ 6.5 13.5 9° 8 65 15,400 ■ 6 4,800 300 720 1,200 2,700 130 300 450 1,800 40 120 300 3,000 130 330 60008-00133-00110 08-00133-00650
1.2 1.8 9° 4 45 8,100 ■ 6.6 14 9° 8 65 15,400 ■ 7 4,100 300 740 1,100 2,300 120 300 450 1,600 40 120 300 2,500 110 330 60008-00133-00120 08-00133-00660
1.3 2 9° 4 45 8,100 ■ 6.7 14 9° 8 65 15,400 ■ 8 3,600 300 760 1,000 2,000 100 300 400 1,400 30 120 300 2,200 100 330 60008-00133-00130 08-00133-00670
08-00133-00140 1.4 2.1 9° 4 45 8,100 ■ 6.8 15 9° 8 65 15,400 ■ 9 3,200 300 770 900 1,800 80 250 380 1,200 20 100 300 1,900 90 250 50008-00133-00680
08-00133-00150 1.5 2.3 9° 4 45 6,000 08-00133-00690 6.9 15 9° 8 65 15,400 ■ 10 3,000 300 800 900 1,600 80 200 350 1,100 20 100 300 1,700 80 200 400
1.6 2.4 9° 4 45 8,100 ■ ★ 7 16 9° 8 65 11,500 11 2,800 300 760 850 1,500 80 200 350 1,000 20 100 280 1,600 80 200 40008-00133-00160 08-00133-00700 12 2,600 280 740 850 1,400 70 180 340 900 20 100 270 1,500 70 180 340
08-00133-00170 1.7 2.6 9° 4 45 8,100 ■ 08-00133-00710 7.1 16 9° 8 65 15,400 ■
08-00133-00180 1.8 2.7 9° 4 45 8,100 ■ 08-00133-00720 7.2 16 9° 8 65 15,400 ■ 側面 Side Milling 溝 Slotting
08-00133-00190 1.9 2.9 9° 4 45 8,100 ■ 08-00133-00730 7.3 16 9° 8 65 15,400 ■
08-00133-00200 2 3 9° 4 45 5,800 D a08-00133-00740 7.4 16 9° 8 65 15,400 ■ 切込み量 p1.5D ap φ1~2.9=0.5D(SKD・SCM・SUS304=0.25D)
08-00133-00210 2.1 3.2 9° 4 45 7,800 ■ 08-00133-00750 7.5 16 9° 8 65 15,400 ■ Depth of Cut φ3~12=1D(SKD・SCM・SUS304=0.5D)
08-00133-00220 2.2 3.3 9° 4 45 7,800 ■ 08-00133-00760 7.6 17 9° 8 65 15,400 ■ 0.3D(SUS304=0.2D)
08-00133-00230 2.3 3.5 9° 4 45 7,800 ■ 08-00133-00770 7.7 17 9° 8 65 15,400 ■ (D:外径 Dia.)
08-00133-00240 2.4 3.6 9° 4 45 7,800 ■ 08-00133-00780 7.8 17 9° 8 65 15,400 ■
08-00133-00250 2.5 3.8 9° 4 45 5,800 08-00133-00790 7.9 17 9° 8 65 15,400 ■ ※機械剛性によって切込み量を調整してください。また実際の加工では加工形状、目的、使用機械等により条件を調整してください。
08-00133-00260 2.6 3.9 9° 4 45 9,300 ■ ★ 08-00133-00800 8 19 - 8 65 11,500 ※回転数と送り速度は同じ割合で調整してください。
2.7 4.1 9° 4 45 9,300 ■ 8.1 18 9° 10 75 18,000 ■ ※エアーブローの使用をお奨めします。08-00133-00270 08-00133-00810 ※ステンレス鋼の場合には、不水溶性切削油をお奨めします。
08-00133-00280 2.8 4.2 9° 4 45 9,300 ■ 08-00133-00820 8.2 18 9° 10 75 18,000 ■ ※ステンレス鋼の突込み加工時はステップ加工をお奨めします。
08-00133-00290 2.9 4.5 9° 4 45 9,300 ■ 08-00133-00830 8.3 18 9° 10 75 18,000 ■ ※切りくずの排出に注意してください。
★ 08-00133-00300 3 6 9° 6 50 6,900 08-00133-00840 8.4 18 9° 10 75 18,000 ■ ※ミーリングチャック、機械は出来るだけ剛性のあるものをお奨めします。
08-00133-00310 3.1 6.2 9° 6 50 9,700 ■ 08-00133-00850 8.5 18 9° 10 75 18,000 ■ 備 考 ※工具突出し量は出来るだけ短くしてください。Notes
3.2 6.4 9° 6 50 9,700 ■ 8.6 19 9° 10 75 18,000 ■ ※Adjust Depth of Cut according to machine rigidity. Final milling conditions are subject to machining profile, purpose and machine status.08-00133-00320 08-00133-00860 ※Adjust both spindle speed and feed at the same rate.
08-00133-00330 3.3 6.6 9° 6 50 9,700 ■ 08-00133-00870 8.7 19 9° 10 75 18,000 ■ ※Air blow is recommended.
08-00133-00340 3.4 6.8 9° 6 50 9,700 ■ 08-00133-00880 8.8 19 9° 10 75 18,000 ■ ※Non-water cutting fluid is recommended for cutting stainless steels.
3.5 7 9° 6 50 9,700 ■ ※Step machining is recommended for plunging stainless steels.08-00133-00350 08-00133-00890 8.9 19 9° 10 75 18,000 ■ ※Chip disposal is important.
08-00133-00360 3.6 7.2 9° 6 50 9,700 ■ ★ 08-00133-00900 9 19 9° 10 75 13,400 ※Use a rigid and precise machine and chuck holder.
08-00133-00370 3.7 7.4 9° 6 50 9,700 ■ 08-00133-00910 9.1 20 9° 10 75 18,000 ■ ※Overhang of end mill should be as short as possible from spindle nose.
08-00133-00380 3.8 7.6 9° 6 50 9,700 ■ 08-00133-00920 9.2 20 9° 10 75 18,000 ■
08-00133-00390 3.9 7.8 9° 6 50 9,700 ■ 08-00133-00930 9.3 20 9° 10 75 18,000 ■
★ 08-00133-00400 4 8 9° 6 50 7,200 08-00133-00940 9.4 20 9° 10 75 18,000 ■
08-00133-00410 4.1 8.2 9° 6 50 10,300 ■ 08-00133-00950 9.5 20 9° 10 75 18,000 ■
08-00133-00420 4.2 8.4 9° 6 50 10,300 ■ 08-00133-00960 9.6 21 9° 10 75 18,000 ■
08-00133-00430 4.3 8.6 9° 6 50 10,300 ■ 08-00133-00970 9.7 21 9° 10 75 18,000 ■
08-00133-00440 4.4 8.8 9° 6 50 10,300 ■ 08-00133-00980 9.8 21 9° 10 75 18,000 ■
08-00133-00450 4.5 9 9° 6 50 10,300 ■ 08-00133-00990 9.9 21 9° 10 75 18,000 ■
08-00133-00460 4.6 9.2 9° 6 50 10,300 ■ ★ 08-00133-01000 10 22 - 10 75 13,400
08-00133-00470 4.7 9.4 9° 6 50 10,300 ■ 08-00133-01010 10.1 22 9° 12 80 26,400 ■
08-00133-00480 4.8 9.6 9° 6 50 10,300 ■ 08-00133-01020 10.2 22 9° 12 80 26,400 ■
08-00133-00490 4.9 9.8 9° 6 50 10,300 ■ 08-00133-01030 10.3 22 9° 12 80 26,400 ■
★ 08-00133-00500 5 10 9° 6 50 7,700 08-00133-01040 10.4 22 9° 12 80 26,400 ■
08-00133-00510 5.1 10.2 9° 6 55 10,800 ■ 08-00133-01050 10.5 22 9° 12 80 26,400 ■
08-00133-00520 5.2 10.4 9° 6 55 10,800 ■ 08-00133-01060 10.6 22 9° 12 80 26,400 ■
08-00133-00530 5.3 10.6 9° 6 55 10,800 ■ 08-00133-01070 10.7 22 9° 12 80 26,400 ■
08-00133-00540 5.4 10.8 9° 6 55 10,800 ■ 08-00133-01080 10.8 22 9° 12 80 26,400 ■
08-00133-00550 5.5 11.2 9° 6 55 10,800 ■ 08-00133-01090 10.9 22 9° 12 80 26,400 ■
08-00133-00560 5.6 11.4 9° 6 55 10,800 ■ ★ 08-00133-01100 11 22 9° 12 80 19,600
08-00133-00570 5.7 11.6 9° 6 55 10,800 ■ 08-00133-01110 11.1 25 9° 12 80 26,400 ■
08-00133-00580 5.8 12 9° 6 55 10,800 ■ 08-00133-01120 11.2 25 9° 12 80 26,400 ■
08-00133-00590 5.9 12.4 9° 6 55 10,800 ■ 08-00133-01130 11.3 25 9° 12 80 26,400 ■
★ 08-00133-00600 6 13 - 6 55 8,000 08-00133-01140 11.4 25 9° 12 80 26,400 ■
08-00133-00610 6.1 13 9° 8 65 15,400 ■ 08-00133-01150 11.5 25 9° 12 80 26,400 ■
08-00133-00620 6.2 13 9° 8 65 15,400 ■ 08-00133-01160 11.6 25 9° 12 80 26,400 ■
08-00133-00630 6.3 13.5 9° 8 65 15,400 ■ 08-00133-01170 11.7 25 9° 12 80 26,400 ■
オーダー方法 MSZ345 外径(D)を指示してください。 ※(γ)は参考値です。
08-00133-01180 11.8 25 9° 12 80 26,400 ■
When you order, indicate MSZ345 (D). ※(γ) is reference value. 08-00133-01190 11.9 25 9° 12 80 26,400 ■
● ■の規格・サイズは特定商社在庫となります。詳しくはお問い合わせください。 ★ 08-00133-01200 12 26 - 12 80 19,600
● ■:Semi-standard item, please inquire for price and delivery.
0
ɖD (D¢6)
-0.02
-0.015
ɖD (D¥6)
-0.035
ɖFah6
Page7
ステンレス鋼 耐熱合金 Heat Resistant Alloy
びびりを最小に抑える不等分割・不等リード Stainless Steel M チタン合金 Titanium Alloy S
ステンレス鋼・チタン合金の高能率加工に特化!
Unequal flute spacing / unequal helix angle to minimize chatter
Specializing in high-efficiency machining of stainless steel and titanium alloy !
無限コーティングプレミアムSUS用高能率"Z"エンドミル MUGEN-COATING PREMIUM 4-Flute High Efficient “Z” End Mill for Stainless Steels Feature
3 剛性 刃形状 芯厚の設計MSUSZ440 φ1 ~ φ6 全 62サイズ Rigidity Cutting edge shape Core thickness DesignTotal 62 sizes
MSUSZ440
Plunge Slot Side
従来品
Face MSUSZ440-LN Conventional tool
工具断面図
Tool cross section
高負荷な切削にも対応
浅い溝で 深い溝で できる新形状!刃先拡大図 New tool shape specialized 剛性アップ 切りくずの排出性がアップ! for high load machining.
無限コーティングプレミアムSUS用高能率"Z"ロングネックエンドミル Cutting edgeMUGEN-COATING PREMIUM 4-Flute Long Neck High Efficient “Z” End Mill for Stainless Steels Shallow Flute Deep FluteHigh rigidity Improved chip removal ability enlarged view
MSUSZ440-LN φ1 ~ φ6 全 33サイズ Total 33 sizes 刃部の先端付近は切りくずの排出性を高めた大きなチップポケット、
後端付近はしっかりとした芯厚で高剛性な設計、高能率な加工ができます。
Plunge Slot Side Face A large chip pocket with improved chip removal ability at the front flute,
and a high rigidity design with a strong core at the end part realized high efficient machining.
外周刃の強度もアップ。高負荷な切削にも十分耐えられる強度アップした刃形状を開発し、
外径φ 1の小径工具でもびびりを抑えた高能率な加工を可能にします。
Enhanced peripheral cuttingedge!Developed a stronger flute to resist high load machining,
even with small-diameter φ1 can also realize high efficient machining.
特長 Features 加工事例
Feature Machining case
1 加工時間短縮 形状 突込み~溝加工を実現する底刃形状
側面部(深さ6mm)
・被削材:チタン合金 Ti-6Al-4V A Side (depth 6mm)
Shorten machining time Shape Bottom cutting edge shape realizes plunging to grooving Material:Titanium alloy Ti-6Al-4V
・クーラント:水溶性切削油
4 枚刃 B
止まり溝部(深さ3mm)
Coolant:Water-soluble Groove4Flute
・総加工時間:9分 30秒 (φ 3)
ステンレス鋼・チタン合金へ 27 分 ( φ 1) C
抜け溝部(深さ2mm)
Groove (depth 2mm)Total cutting time:9min and a half (Only φ3)
突込み~ポケット・溝の 27min (φ1) ポケット部(深さ2mm)
連続加工ができ高能率 ワークサイズ:φ 80 mm D Pocket (depth 2mm)Work size : φ80 mm
High efficiency with continuous machining,
plunging to pockets and grooves on 加工部位 A B C D
stainless steels & titanium alloy Cutting part
突込み&
突込み深さは切削条件参考表を参照してください 加工工程 荒取り 仕上げ 突込み 溝加工 仕上げ トロコイド加工 仕上げ 繰り広げ 荒取り 仕上げCutting Process Roughing Finishing Plunging Slotting Finishing Trochoidal Finishing Plunging& Roughing Finishing
Please refer to recommended milling conditions Contouring
使用工具
Feature びびり抑制 刃形状 びびりを抑制する不等分割・不等リード Tool
MSUSZ440 φ3×6 MSUSZ440 φ1×2
2 -1Suppress chattering Unequal flute spacing / unequal helix angle to minimize chattering 回転数 [min ]
Spindle speed 6,700 6,200 16,800 13,500
MSUSZ440
不等分割・不等リード形状 従来品
β° α° Conventional tool
送り速度
40° 42° Unequal flute spacing Unequal helix angle [mm/min] 1,100 800 50 300 800 600 400 50&200 600 400Feed
2(側面:side)
ap[mm] 6 0.75 3 2 0.25 1.97 0.03
(底面:bottom)
α° β° 0.05
不等リード 不等分割 ae[mm] 0.6 0.1 - 0.1 0.2 0.05 0.5※ 0.12
(側面:side)
0.5
Unequal Helix Angle Unequal Flute Spacing (底面:bottom)
ステンレス鋼の高能率加工を小径で実現するために考え抜いた工具形状! 加工時間[min] 4分30秒 1分 4分30秒 18分30秒
無限コーティングプレミアムを施し、長寿命で安定した加工が行えます。 Machining time 4min30sec 1min 4min30sec 18min30sec
Optimized tool shape of small diameter end mill realized high efficient machining on stainless steels! ※突込み加工後に繰り広げ加工(1周)
MUGEN-COATING PREMIUM enhanced tool life and stable machining performance. ※Contour machining after plunging
Page8
MSUSZ440 φ 1~φ 6 全 62 サイズTotal 62 Sizes MSUSZ440
無限コーティングプレミアム SUS用高能率 ”Z”エンドミル
MUGEN-COATING PREMIUM 4-Flute High Efficient “Z” End Mill for for Stainless Steels 切削条件参考表 Recommended Milling Conditions
Plunge Slot Side Face
Ʉª
被削材 ステンレス鋼 チタン合金Stainless Steels Titanium Alloy
※1
Ŗ Work Material SUS304 Ti-6Al-4V
L ※ 1 刃長は、規格表の数値に対し0.1mm長くしております。
The practical Length of Cut is 0.1mm longer than the specification
table. 側面 溝 突込み 側面 溝 突込み
●不等分割・不等リードの採用、さらに刃部の剛性を高めた設計により、びびりを最大限に抑え、 Side Milling Slotting Plunging Side Milling Slotting Plunging※ 2 シ ャンク公差はJIS規格でh4となりますが、当社では-0.001mm~-0.003mm 刃 長 外径と
高能率な加工を実現! の範囲[0.002mm]で生産しております。 外 径 刃長のLength of 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度
●ステンレスの側面加工・溝加工・突込み加工によるアプローチに対応した多機能な性能を実 Dia.Shank tolerance is h4(JIS), NS TOOL produces within 0.002mm Cut 比L/D Spindle Speed Feed Spindle Speed Feed Spindle Speed Feed Spindle Speed Feed Spindle Speed Feed Spindle Speed Feed
現する新開発の特殊刃形状を採用。 from -0.001mm~-0.003mm. L/D -1 -1 -1 -1 -1 -1
●耐熱性の高い無限コーティングプレミアムを採用し、長寿命で安定した加工が可能。 ※3 突込み深さは切削条件参考表を参照してください。 min mm/min min mm/min min mm/min min mm/min min mm/min min mm/min
●全62サイズ、刃長が外径の2倍と3倍(一部サイズ)をラインナップ。 Please refer to recommended milling conditions. 2 2 18,000 600 15,000 200 15,000 50 16,800 600 13,500 200 13,500 50
●Unequal flute spacing, unequal helix angle and high rigid end profile design to minimize chatter 1
realize high efficient machining. 被削材 Work Material 3 3 16,000 500 12,000 150 12,000 30 14,900 500 10,800 150 10,800 30
●New developed special edge profile realized multi-functional performance of side milling, slot ステンレス鋼 チタン合金
milling and plunging approaches on stainless steel. Stainless Steels Titanium Alloy 3 2 12,500 700 11,000 220 11,000 50 11,700 700 10,000 220 10,000 50
●Optimized high heat-resistance MUGEN-COATING PREMIUM to realize stable long time machining. 1.5
●Total 62 sizes, some sizes line up with L/D=2 or 3. ◎ ◎ 4.5 3 11,000 550 8,500 160 8,500 30 10,300 550 7,700 160 7,700 30
4 2 10,000 850 8,600 240 8,600 50 9,300 850 7,800 240 7,800 50
◆ Newサイズ ★再研磨可能(詳細はお問い合わせください。) 単位[ 寸法 : mm / 価格 : 円] Unit [Size : mm / Retail Price : JPY] 2 6 3 8,500 650 7,300 180 7,300 30 7,900 650 6,600 180 6,600 30
コードNo. (D)外径 (ℓ)刃長 (γ)首角 (d)シャンク径 (L)全長 標準価格 コードNo. (D)外径 (ℓ)刃長 (γ)首角 (d)シャンク径 (L)全長 標準価格 5 2 8,200 1,000 7,600 280 7,600 50 7,600 1,000 6,900 280 6,900 50
Code No. Dia. Length of Cut Neck Taper Angle Shank Dia. Overall Length Retail Price Code No. Dia. Length of Cut Neck Taper Angle Shank Dia. Overall Length Retail Price 2.5
7.5 3 7,100 750 6,300 200 6,300 30 6,600 750 5,700 200 5,700 30
◆ 08-00152-01020 2 12° 4 50 5,000 ◆★ 08-00152-03520 7 12° 6 50 6,600 6 2 7,200 1,100 6,800 300 6,800 50 6,700 1,100 6,200 300 6,200 50
1 3.5 3
◆ 08-00152-01030 3 12° 4 50 5,200 ◆★ 08-00152-03530 10.5 12° 6 60 7,100 9 3 6,000 800 5,400 220 5,400 30 5,600 800 4,900 220 4,900 30
◆ 08-00152-01120 1.1 2.2 12° 4 50 6,000 ◆★ 08-00152-03620 3.6 7.2 12° 6 50 6,600 7 2 6,700 1,150 5,700 330 5,700 50 6,200 1,150 5,200 330 5,200 50 3.5
◆ 08-00152-01220 1.2 2.4 12° 4 50 6,000 ◆★ 08-00152-03720 3.7 7.4 12° 6 50 6,600 10.5 3 5,500 900 4,800 230 4,800 30 5,100 900 4,400 230 4,400 30
◆ 1.3 2.6 12° 4 50 6,000 ◆★ 3.8 7.6 12° 6 50 6,600 8 2 6,400 1,200 5,300 330 5,300 50 6,000 1,200 4,800 330 4,800 50 08-00152-01320 08-00152-03820 4
12 3 5,400 920 4,400 230 4,400 30 5,000 920 4,000 230 4,000 30
◆ 08-00152-01420 1.4 2.8 12° 4 50 6,000 ◆★ 08-00152-03920 3.9 7.8 12° 6 50 6,600
9 2 6,000 1,200 4,900 350 4,900 50 5,600 1,200 4,500 350 4,500 50
◆ 08-00152-01520 3 12° 4 50 6,000 ◆★ 08-00152-04020 8 12° 6 50 6,600 4.5
1.5 4 13.5 3 5,200 1,000 4,000 240 4,000 30 4,800 1,000 3,700 240 3,700 30
◆ 08-00152-01530 4.5 12° 4 50 6,400 ◆★ 08-00152-04030 12 12° 6 60 7,000 10 2 5,600 1,200 4,600 360 4,600 50 5,200 1,200 4,200 360 4,200 50
◆ 08-00152-01620 1.6 3.2 12° 6 50 6,300 ◆★ 08-00152-04120 4.1 8.2 12° 6 50 7,000 5 15 3 5,000 1,000 3,700 240 3,700 30 4,700 1,000 3,400 240 3,400 30
◆ 08-00152-01720 1.7 3.4 12° 6 50 6,300 ◆★ 08-00152-04220 4.2 8.4 12° 6 50 7,000 11 2 5,300 1,200 4,400 380 4,400 50 4,900 1,200 4,000 380 4,000 50
5.5
◆ 08-00152-01820 1.8 3.6 12° 6 50 6,300 ◆★ 08-00152-04320 4.3 8.6 12° 6 50 7,000 16.5 3 4,800 1,000 3,400 250 3,400 30 4,500 1,000 3,100 250 3,100 30
◆ 08-00152-01920 1.9 3.8 12° 6 50 6,300 ◆★ 08-00152-04420 4.4 8.8 12° 6 50 7,000 12 2 5,000 1,200 4,200 400 4,200 50 4,600 1,200 3,800 400 3,800 50 6
◆ 08-00152-02020 4 12° 6 50 6,300 ◆★ 08-00152-04520 9 12° 6 50 7,000 18 3 4,500 1,000 3,200 250 3,200 30 4,200 1,000 2,900 250 2,900 30
2 4.5
◆ 6 12° 6 60 6,700 ◆★ 13.5 12° 6 60 7,500 側面 Side Milling Slotting Side Milling Slotting08-00152-02030 08-00152-04530 溝 側面 溝
◆ 08-00152-02120 2.1 4.2 12° 6 50 6,300 ◆★ 08-00152-04620 4.6 9.2 12° 6 50 7,000 刃長 D 1D 刃長 D 1D
Length of Cut Length of Cut
◆ 08-00152-02220 2.2 4.4 12° 6 50 6,300 ◆★ 08-00152-04720 4.7 9.4 12° 6 50 7,000 切込み量
Depth of Cut
◆ 08-00152-02320 2.3 4.6 12° 6 50 6,300 ◆★ 08-00152-04820 4.8 9.6 12° 6 50 7,000 突込み Plunging 突込み Plunging0.2D(L/D=2) 0.2D(L/D=2)
◆ 08-00152-02420 2.4 4.8 12° 6 50 6,300 ◆★ 08-00152-04920 4.9 9.8 12° 6 50 7,000 0.1D(L/D=3) D 0.5D 0.1D(L/D=3) D 0.25D
◆ 08-00152-02520 5 12° 6 50 6,300 ◆★ 08-00152-05020 10 12° 6 50 7,000 (D:外径 Dia.)
2.5 5
◆ 08-00152-02530 7.5 12° 6 60 6,800 ◆★ 08-00152-05030 15 12° 6 60 7,500 ※工具長測定は、子刃を測定してください。
◆ 08-00152-02620 2.6 5.2 12° 6 50 6,300 ◆★ 08-00152-05120 5.1 10.2 12° 6 50 7,600 ※機械剛性や被削材の保持状態等により切削条件を調整してください。
また実際の加工では加工形状、目的、使用機械等により条件を調整してください。
◆ 08-00152-02720 2.7 5.4 12° 6 50 6,300 ◆★ 08-00152-05220 5.2 10.4 12° 6 50 7,600 ※回転数と送り速度は同じ割合で調整してください。
◆ 08-00152-02820 2.8 5.6 12° 6 50 6,300 ◆★ 08-00152-05320 5.3 10.6 12° 6 50 7,600 ※水溶性切削油のご使用をお奨めします。
※クーラントは、出来る限り流量を多く、圧力は高くして、切りくずが排出されるように供給してください。
◆ 08-00152-02920 2.9 5.8 12° 6 50 6,300 ◆★ 08-00152-05420 5.4 10.8 12° 6 50 7,600 ※突込み時に切りくずの排出が良好でない場合は、軸方向の切込み深さや送り速度を調整してください。
◆★ 08-00152-03020 6 12° 6 50 6,300 ◆★ 08-00152-05520 11 12° 6 50 7,600 ※切 りくずの排出が良好でない場合、工具のチッピングや折損の要因になる恐れがありますのでご注意ください。
3 5.5 ※ミーリングチャック、機械は出来るだけ剛性のあるものをお奨めします。
◆★ 08-00152-03030 9 12° 6 60 6,700 ◆★ 08-00152-05530 16.5 12° 6 60 8,200 備考Notes ※工具突出し量は出来るだけ短くしてください。
◆★ 3.1 6.2 12° 6 50 6,600 ◆★ 5.6 11.2 12° 6 50 7,600 ※Please choose the short end tooth when measure the tool length.08-00152-03120 08-00152-05620 ※Adjust milling condition conforming with machine rigidity and clamping condition.
◆★ 08-00152-03220 3.2 6.4 12° 6 50 6,600 ◆★ 08-00152-05720 5.7 11.4 12° 6 50 7,600 Final milling conditions are subject to machining profile, purpose and machine status.※Adjust both Spindle Speed and Feed at the same rate.
◆★ 08-00152-03320 3.3 6.6 12° 6 50 6,600 ◆★ 08-00152-05820 5.8 11.6 12° 6 50 7,600 ※Water soluble cutting fluid is recommended.
※Please increasing the coolant flow rate and pressure as much as possible, and supply it sufficiently to the machining point and flute.
◆★ 08-00152-03420 3.4 6.8 12° 6 50 6,600 ◆★ 08-00152-05920 5.9 11.8 12° 6 50 7,600 ※Please change the Depth of Cut or Feed when chips could not remove smoothly during plunging.
※Please be noted there would be a possible tool chipping or breakage when the chip removal is insufficient.
オーダー方法 MSUSZ440 外径(D)×刃長(ℓ)を指示してください。 ◆★ 08-00152-06020 12 - 6 60 7,300 ※Use a rigid and precise machine and chuck holder.
When you order, indicate MSUSZ440 (D)×(ℓ). 6
18 - 6 60 7,600 ※Overhang of end mill should be as short as possible from spindle nose.※(γ)は参考値です。 ◆★ 08-00152-06030
※(γ) is reference value.
0
ɖD -0.01
-0.001※2
ɖ d
-0.003
Page9
MSUSZ440-LN φ 1~φ 6 全 33 サイズ MSUSZ440-LNTotal 33 Sizes
無限コーティングプレミアム SUS用高能率”Z”ロングネックエンドミル
MUGEN-COATING PREMIUM 4-Flute Long Neck High Efficient “Z” End Mill for Stainless Steels 切削条件参考表 Recommended Milling Conditions
Plunge Slot Side Face
被削材 ステンレス鋼 チタン合金Stainless Steels Titanium Alloy
Work Material SUS304 Ti-6Al-4V
側面 溝 突込み 側面 溝 突込み
外径と Side Milling Slotting Plunging Side Milling Slotting Plunging首下長
Ʉª ※ 外 径 首下長Under Neck の比 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度Dia. Length Spindle Speed Feed Spindle Speed Feed Spindle Speed Feed Spindle Speed Feed Spindle Speed Feed Spindle Speed Feed
L/D
min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min
Ŗ 3 3 17,000 600 14,000 180 14,000 30 15,300 600 12,600 180 12,600 30
Ŗ1 ※ 1 シ ャンク公差はJIS規格でh4となりますが、当社では -0.001mm~-0.003mm
L の範囲 [0.002mm]で生産しております。 1 4 4 15,000 450 12,000 150 12,000 20 13,500 450 10,800 150 10,800 20
●不等分割・不等リードの採用、さらに刃部の剛性を高めた設計により、びびりを最大限に抑え、 Shank tolerance is h4(JIS), NS TOOL produces within 0.002mm 5 5 12,000 200 10,000 110 10,000 20 10,800 200 9,000 110 9,000 20
高能率な加工を実現! from -0.001mm~-0.003mm.※ 2 突込み深さは切削条件参考表を参照してください。 4.5 3 12,000 650 9,600 200 9,600 30 10,800 650 8,700 200 8,700 30 ●ステンレスの側面加工・溝加工・突込み加工によるアプローチに対応した多機能な性能を実現す Please refer to recommended milling conditions. 1.5 6 4 10,300 480 8,500 160 8,500 20 9,300 480 7,700 160 7,700 20 る新開発の特殊刃形状を採用。
●耐熱性の高い無限コーティングプレミアムを採用し、長寿命で安定した加工が可能。 7.5 5 8,500 250 7,300 120 7,300 20 7,700 250 6,600 120 6,600 20
●被削材への干渉を防ぐロングネックタイプ、首下長は外径の3倍・4倍・5倍をラインナップ。 6 3 9,400 780 8,000 210 8,000 30 8,500 780 7,200 210 7,200 30
●Unequal flute spacing, unequal helix angle and high rigid end profile design to minimize chatter realize
high efficient machining. 被削材 Work Material 2 8 4 8,000 520 7,200 170 7,200 20 7,200 520 6,500 170 6,500 20
●New developed special edge profile realized multi-functional performance of side milling, slot milling ステンレス鋼 チタン合金 10 5 7,000 280 6,000 140 6,000 20 6,300 280 5,400 140 5,400 20
and plunging approaches on stainless steel. Stainless Steels Titanium Alloy
●Optimized high heat-resistance MUGEN-COATING PREMIUM to realize stable long time machining. 7.5 3 7,700 900 6,800 240 6,800 30 7,000 900 6,100 240 6,100 30
●Long neck type prevent interference with work material, the UnderNecklength lined up with L/D=3 to 5. ◎ ◎ 2.5 10 4 6,500 580 6,100 180 6,100 20 5,900 580 5,500 180 5,500 20
◆ Newサイズ ★再研磨可能(詳細はお問い合わせください。) 単位[ 寸法 : mm / 価格 : 円] Unit [Size : mm / Retail Price : JPY] 12.5 5 5,800 330 5,200 140 5,200 20 5,200 330 4,700 140 4,700 20
コードNo. (D)外径 (ℓ)刃長 (ℓ )首下長 (d )首下径 (γ)首角 (d)シャンク径 (L)全長 標準価格 9 3 6,500 950 6,200 270 6,200 30 5,900 950 5,600 270 5,600 30 1 2
Code No. Dia. Length of Cut Under Neck Length Neck Dia. Neck Taper Angle Shank Dia. Overall Length Retail Price 3 12 4 5,500 650 5,200 200 5,200 20 5,000 650 4,700 200 4,700 20
3 0.95 12° 4 50 5,100 15 5 5,000 350 4,400 150 4,400 20 4,500 350 4,000 150 4,000 20 ◆ 08-00153-01013 10.5 3 6,000 1,000 5,400 300 5,400 30 5,400 1,000 4,900 300 4,900 30
◆ 08-00153-01014 1 1.5 4 0.95 12° 4 50 5,200 3.5 14 4 5,000 700 4,500 210 4,500 20 4,500 700 4,000 210 4,000 20
◆ 08-00153-01015 5 0.95 12° 4 50 5,400 17.5 5 4,500 350 3,800 150 3,800 20 4,100 350 3,400 150 3,400 20
◆ 08-00153-01513 4.5 1.45 12° 4 50 6,000 12 3 5,800 1,050 4,800 300 4,800 30 5,300 1,050 4,300 300 4,300 30
◆ 4 16 4 4,600 700 4,000 210 4,000 20 4,200 700 3,600 210 3,600 20 08-00153-01514 1.5 2.3 6 1.45 12° 4 50 6,300
20 5 4,200 380 3,400 150 3,400 20 6,800 380 3,100 150 3,100 20
◆ 08-00153-01515 7.5 1.45 12° 4 50 6,600 13.5 3 5,600 1,100 4,500 300 4,500 30 5,000 1,100 4,000 300 4,000 30
◆ 08-00153-02013 6 1.94 12° 6 50 6,300 4.5 18 4 4,400 720 3,600 220 3,600 20 4,000 720 3,200 220 3,200 20
◆ 08-00153-02014 2 3 8 1.94 12° 6 50 6,600 22.5 5 4,000 380 3,100 150 3,100 20 3,600 380 2,800 150 2,800 20
◆ 08-00153-02015 10 1.94 12° 6 50 6,900 15 3 5,400 1,100 4,100 300 4,100 30 4,900 1,100 3,700 300 3,700 30
5 20 4 4,300 720 3,300 220 3,300 20 3,900 720 3,000 220 3,000 20
◆ 08-00153-02513 7.5 2.4 12° 6 50 6,300 25 5 3,900 400 2,800 150 2,800 20 3,500 400 2,500 150 2,500 20
◆ 08-00153-02514 2.5 3.8 10 2.4 12° 6 50 6,700 16.5 3 5,100 1,100 3,900 300 3,900 30 4,600 1,100 3,500 300 3,500 30
◆ 08-00153-02515 12.5 2.4 12° 6 60 7,200 5.5 22 4 4,200 750 3,000 220 3,000 20 3,800 750 2,700 220 2,700 20
◆★ 08-00153-03013 9 2.85 12° 6 50 6,300 27.5 5 3,700 400 2,600 150 2,600 20 3,300 400 2,300 150 2,300 20
18 3 4,800 1,100 3,600 300 3,600 30 4,300 1,100 3,200 300 3,200 30
◆★ 08-00153-03014 3 4.5 12 2.85 12° 6 50 6,600 6 24 4 4,000 750 2,800 220 2,800 20 3,600 750 2,500 220 2,500 20
◆★ 08-00153-03015 15 2.85 12° 6 60 6,900 30 5 3,600 400 2,400 150 2,400 20 3,200 400 2,200 150 2,200 20
◆★ 08-00153-03513 10.5 3.35 12° 6 50 6,600 側面 Side Milling 溝 Slotting 側面 Side Milling 溝 Slotting
◆★ 08-00153-03514 3.5 5.3 14 3.35 12° 6 60 7,200
刃長 D 1D(L/D≦4) 刃長 D 0.5D(L/D=3)
◆★ 08-00153-03515 17.5 3.35 12° 6 60 7,600 Length of Cut 0.5D(L/D=5) Length of Cut 0.35D(L/D=4)
切込み量 0.25D(L/D=5)
◆★ 08-00153-04013 12 3.8 12° 6 50 6,600 Depth of Cut 突込み Plunging 突込み Plunging
◆★ 08-00153-04014 4 6 16 3.8 12° 6 60 7,000 0.12D(L/D=3) 0.03D(L/D=3)
0.09D(L/D=4) D 0.025D(L/D=4) D
◆★ 08-00153-04015 20 3.8 12° 6 60 7,300 0.075D(L/D=5) 0.5D 0.02D(L/D=5) 0.25D
◆★ (D:外径 Dia.)08-00153-04513 13.5 4.3 12° 6 50 7,000
◆★ 08-00153-04514 4.5 6.8 18 4.3 12° 6 60 7,600 ※工具長測定は、子刃を測定してください。
※機械剛性や被削材の保持状態等により切削条件を調整してください。
◆★ 08-00153-04515 22.5 4.3 12° 6 60 8,000 また実際の加工では加工形状、目的、使用機械等により条件を調整してください。
15 ※回転数と送り速度は同じ割合で調整してください。◆★ 08-00153-05013 4.8 12° 6 50 7,000 ※水溶性切削油のご使用をお奨めします。
◆★ 08-00153-05014 5 7.5 20 4.8 12° 6 60 7,400 ※クーラントは、出来る限り流量を多く、圧力は高くして、切りくずが排出されるように供給してください。※突込み時に切りくずの排出が良好でない場合は、軸方向の切込み深さや送り速度を調整してください。
◆★ 08-00153-05015 25 4.8 12° 6 60 7,700 ※ 切りくずの排出が良好でない場合、工具のチッピングや折損の要因になる恐れがありますのでご注意ください。
※ミーリングチャック、機械は出来るだけ剛性のあるものをお奨めします。
◆★ 08-00153-05513 16.5 5.3 12° 6 50 7,600 備考 ※工具突出し量は出来るだけ短くしてください。
Notes ※Please choose the short end tooth when measure the tool length.
◆★ 08-00153-05514 5.5 8.3 22 5.3 12° 6 60 8,200 ※Adjust milling condition conforming with machine rigidity and clamping condition.
27.5 5.3 12° 6 60 8,600 Final milling conditions are subject to machining profile, purpose and machine status.◆★ 08-00153-05515 ※Adjust both Spindle Speed and Feed at the same rate.
◆★ 18 5.8 - 6 60 7,600 ※Water soluble cutting fluid is recommended.08-00153-06013 ※Please increasing the coolant flow rate and pressure as much as possible, and supply it sufficiently to the machining point and flute.
◆★ 6 9 24 5.8 - 6 60 8,000 ※Please change the Depth of Cut or Feed when chips could not remove smoothly during plunging.08-00153-06014 ※Water soluble cutting fluid is recommended.
◆★ 08-00153-06015 30 5.8 - 6 70 8,400 ※Please be noted there would be a possible tool chipping or breakage when the chip removal is insufficient.※Use a rigid and precise machine and chuck holder.
オーダー方法 MSUSZ440-LN 外径(D)×刃長(ℓ)×首下長(ℓ1)を指示してください。 ※(γ)は参考値です。 ※Overhang of end mill should be as short as possible from spindle nose.When you order, indicate MSUSZ440-LN (D)×(ℓ)×(ℓ1). ※(γ) is reference value.
0
ɖ D -0.01
ɖd 2
-0.001
ɖd
-0.003
Page10
炭素鋼 Carbon Steel
合金鋼 Alloy Steel P ステンレス鋼びびりを最小に抑える不等分割・不等リード Stainless Steel M調質鋼 Prehardened Steel
鋼材からステンレス鋼まで対応
Unequal flute spacing / unequal helix angle to minimize chatter
Supports from steel to stainless steel efficient cutting
無限コーティングパワーラジアスエンドミル MUGEN-COATING Power Radius End Mill 性能比較:チタン合金(Ti-6Al-4V)
MSX440 φ3 ~ φ20 全16サイズ Performance : Titanium Alloy(Ti-6Al-4V)Total 16 sizes
MSX440はφ12を超えるサイズに関しては生産終了で在庫限りの販売となります 加工工程 側面切削(ダウンカット)
Cutting process Side Milling (Down Cut) 1.2mm
MSX440 will be sold as long as it is in stock at the end of production for sizes over φ12. 切り込み量Depth of Cut
切削速度 [m/min]
Slot Side Face Cutting speed 72 MSXH440Rで、安定した長寿命な加工が出来ます。 112m加工時点 刃先良好!Fine condition after 112m!
MSXH440R realizes stable milling with its long tool life
使用工具 9mm
Tool MSXH440R φ6×R0.5 MSXH440R
回転数 [min-1]
64m加工時点
Spindle speed 3,800 外周刃に欠け発生A社 Flute breakage after 64m
送り速度 [mm/min] ・被削材:Ti合金
無限コーティングプレミアムパワーラジアスエンドミル 1,000MUGEN-COATING PREMIUM Power Radius End Mill Feed (Ti-6AI-4V) B 社 Material : Tianium Alloy
一刃送り [mm/tooth] ・クーラント:水溶性切削油
Feed per Tooth 0.066 Coolant : Water soluble fluid 0 20 40 60 80 100 120 2m加工時点 刃先に欠け発生MSXH440R φ3 ~ φ12 全19サイズ 加工距離 (m) Milling Length (m) Edge breakage after 2mTotal 19 sizes
MSXH440Rはコーナー Rが付きます
MSXH440R has a corner R. 加工事例 Machining case
Slot Side Face
・被削材:Ti-6Al-4V Material:Ti-6Al-4V
・クーラント:水溶性切削液 Coolant:Water-soluble
・総加工時間:3分 9秒 Total cutting time:3min9sec
加工部位
Cutting part A B C
特長 Features 使用工具Tool MSXH440R φ6 × R0.5
Feature
1 びびり抑制 びびりを抑制する不等分割・不等リード
荒取り
回転数[min-1] Roughing 3,600
Suppress chattering Unequal flute spacing / unequal helix angle to minimize chattering ワークサイズ:φ 50x40mm Spindle speed 仕上げ
Work size : φ50x40mm Finishing
パワーアップした不等リードと大きな不等分割を採用 荒取り送り速度 1,000
びびりを抑制し、安定した加工を実現。 Roughingポケット [mm/min] 400 400仕上げ
Improved designs of unequal helix angle and flute spacing. Suppression from chattering to realize stable milling progression. A FeedPocket Finishing 400
荒取り
38° 35° β° α° 42° 40° β° α° 溝 切込み量 Roughing 6 × 3 ap 6 9 × 1.2B Groove ap×ae[mm]
Depth of cut 仕上げ
Finishing 12 × 0.1 12 × 0.1 9 × 0.1
C 側面Side 加工時間 [sec]Machining Time 60 50 79
MSX440 α° β° MSXH440R α° β°
不等リード 不等分割 不等リード 不等分割
Unequal Helix Angle Unequal Flute Spacing Unequal Helix Angle Unequal Flute Spacing 径方向切り込みの大きな 径分の切込み深さの溝加工 びびりが発生せず安定した
側面切削 側面加工でも安定した加工 においても安定した加工 加工を実現Performance on side milling Stable machining even on side Stable machining even when grooving Achieves stable cutting without
被削材 Material SUS304 回転数 Spindle speed 2,500 min-1 with large radial depth of cut with depth of cut for the diameter chattering
送り速度 Feed 560 mm/min 切込み量 ap!ae Depth of cut 15 × 2 mm
同一条件下の側面切削において、
不等分割・不等リードが加工時のびびり振動を抑え、
加工面に大きな差を与えます。
他社4枚刃 MSX440 On side cutting under the same conditions, unequal
Competitor 4 flute end mill MSX440 flute spacing equal helix angle suppress chatter
等分割・等リード 不等分割・不等リード
Equal flute spacing Unequal flute spacing vibration during machining and give a large difference
Equal helix angle Unequal helix angle to the machined surface.
Page11
MSX440 φ 3~φ 20 全 16 サイズTotal 16 Sizes MSX440
無限コーティング パワーエンドミル
MUGEN-COATING 4-Flute Power End Mill 切削条件参考表 Recommended Milling Conditions
Slot Side Face
Ʉª
R Ŗ 被削材 炭素鋼・調質鋼 ステンレス鋼
Work Material Carbon Steels・Prehardened Steels Stainless Steels
L S50C・NAK55・NAK80・HPM-1 SUS304
切削速度
Cutting Speed 100~150m/min 50~70m/min 50~70m/min 30~55m/min
●不等リードの採用により、ステンレス鋼・難削材の荒取り加工に最適。 側面 溝 側面 溝Side Milling Slotting Side Milling Slotting
●前加工の時間短縮に貢献。
●It is very suitable for roughing and semi-finishing on stainless steels and tough materials by unequal flute design. 外 径
●High performance for reducing roughing time. Dia. 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度
Spindle Speed Feed Spindle Speed Feed Spindle Speed Feed Spindle Speed Feed
min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min
3 16,000 1,300 7,000 300 8,500 680 5,600 100
被削材 Work Material 4 12,000 1,400 5,300 300 6,400 770 4,000 100
炭素鋼 合金鋼・工具鋼 調質鋼 ステンレス鋼 5 9,500 1,500 4,200 300 5,000 800 3,000 100
Carbon Steels Alloy Steels・Tool Steels Prehardened Steels Stainless Steels 6 8,000 2,200 3,500 400 4,200 840 2,800 100
◎ ◎ ◎ ◎ 8 6,000 1,800 2,600 400 3,200 630 1,800 150
10 4,800 1,300 2,000 400 2,500 560 1,600 150
12 4,000 1,000 1,700 400 2,100 470 1,200 150
▲生産終了品 14 3,400 900 1,500 300 1,800 400 1,000 120Discontinued Item
▲の規格は在庫が無くなり次第、販売終了となります。 16 3,000 800 1,400 300 1,600 390 800 120単位[ 寸法 : mm / 価格 : 円]
▲ : The sizes will no longer be on sale after the stock runs out. Unit [Size : mm / Retail Price : JPY] 18 2,600 700 950 250 1,400 350 800 100
コードNo. (D)外径 (ℓ)刃長 (R)コーナ半径 (γ)首角 (d)シャンク径 (L)全長 標準価格 20 2,400 650 950 250 1,200 330 700 100
Code No. Dia. Length of Cut Corner Radius Neck Taper Angle Shank Dia. Overall Length Retail Price
08-00144-00300 3 8 R0.2 12° 6 55 6,200 側面 Side Milling 溝 Slotting
08-00144-00400 4 11 R0.2 12° 6 55 6,500 切込み量 D ap
Depth of Cut 1.5D ap φ3~5=0.5D(SUS:φ3~6=0.5D)
08-00144-00500 5 13 R0.2 12° 6 55 7,100 φ6~12=1D(SUS:φ8~12=1D)
08-00144-00600 6 13 R0.3 - 6 55 7,200 0.2D φ13~16=0.5Dφ18~20=0.3D
08-00144-00700 7 19 R0.3 12° 8 60 10,400 (D:外径 Dia.)
08-00144-00800 8 19 R0.3 - 8 60 10,400 ※機械剛性によって切込み量を調整してください。
08-00144-00900 9 22 R0.3 12° 10 70 12,100 また実際の加工では加工形状、目的、使用機械等により条件を調整してください。
10 22 R0.3 - 10 70 12,100 ※回転数と送り速度は同じ割合で調整してください。08-00144-01000 ※ステンレス鋼の場合には、不水溶性切削油をお奨めします。
08-00144-01100 11 26 R0.3 12° 12 80 19,800 ※不水溶性切削油で加工する場合は、切りくずの排出や発煙に考慮し切削条件の調整をしてください。
※溝切削時は、切りくずの排出に注意してください。
08-00144-01200 12 26 R0.3 - 12 80 17,900 ※ミーリングチャック、機械は出来るだけ剛性のあるものをお奨めします。
▲ 08-00144-01300 13 26 R0.7 12° 16 90 35,700 備 考 ※工具突出し量は出来るだけ短くしてください。Notes ※Adjust Depth of Cut according to machine rigidity.
▲ 08-00144-01400 14 26 R0.7 12° 16 90 35,700 Final milling conditions are subject to machining profile, purpose and machine status.
▲ 08-00144-01500 15 32 R1 12° 16 90 35,700 ※Adjust both spindle speed and feed at the same rate.※Non-water cutting fluid is recommended for cutting stainless steels.
▲ 08-00144-01600 16 32 R1 - 16 90 35,700 ※Adjust milling condition with caution for chip evacuation and smoke generation when milling with water-insoluble cutting fluid.
※Chip disposal is important for slotting.
▲ 08-00144-01800 18 32 R1 12° 20 105 59,900 ※Use a rigid and precise machine and chuck holder.
▲ 20 38 R1 - 20 105 58,700 ※Overhang of end mill should be as short as possible from spindle nose.08-00144-02000
オーダー方法 MSX440 外径(D)を指示してください。 ※(γ)は参考値です。When you order, indicate MSX440 (D). ※(γ) is reference value.
ɖD (D¤
ɖD (6¢D¤
ɖD (D£
ɖFah 6
Page12
MSXH440R φ 3~φ 12 全 19 サイズ MSXH440RTotal 19 Sizes
無限コーティングプレミアム パワーラジアスエンドミル
MUGEN-COATING PREMIUM Power Radius End Mill 切削条件参考表 Recommended Milling Conditions
Slot Side Face
被削材 合金鋼 ステンレス鋼 チタン合金 耐熱合金Alloy Steels Stainless Steels Titanium Alloy Heat Resistance Alloy
Work Material SKD・SCM SUS304 Ti-6AI-4V Inconel®718
コーナ 側面 Side Milling 溝 Slotting 側面 Side Milling 溝 Slotting 側面 Side Milling 溝 Slotting 側面 Side Milling 溝 SlottingɄª
外径 半径 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度
Dia. Corner Spindle Speed Feed Spindle Speed Feed Spindle Speed Feed Spindle Speed Feed Spindle Speed Feed Spindle Speed Feed Spindle Speed Feed Spindle Speed Feed
Radius min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min
Ŗ 0.3 17,600 1,430 8,600 700 6,000 750 6,000 600 5,600 750 5,600 600 3,600 250 2,500 140
R±0.015 3L 0.5 17,600 1,430 8,600 700 6,000 750 6,000 550 5,600 750 5,600 550 3,600 250 2,500 140
0.3 13,200 1,540 6,500 780 5,200 800 5,200 650 4,800 800 4,800 650 3,100 250 2,200 150
4 0.5 13,200 1,540 6,500 780 5,200 800 5,200 600 4,800 800 4,800 600 3,100 250 2,200 150
1 13,200 1,540 6,500 780 5,200 800 5,200 550 4,800 800 4,800 550 3,100 250 2,200 150
0.3 10,500 1,650 5,500 760 4,600 900 4,600 700 4,200 900 4,200 700 2,600 300 1,900 160
●パワーアップした不等リードと大きな不等分割の採用でびびりを抑制し、安定した加工を実現。 5 0.5 10,500 1,650 5,500 760 4,600 900 4,600 650 4,200 900 4,200 650 2,600 300 1,900 160
●NS独自のスパイラル形状コーナの採用により、従来形状に比べ切れ味がUP! 1 10,500 1,650 5,500 760 4,600 900 4,600 600 4,200 900 4,200 600 2,600 300 1,900 160
●荒取り加工時でもコーナ部のチッピングを抑制する高剛性形状を採用。 0.5 8,800 2,420 4,300 630 4,200 1,000 4,000 400 3,800 1,000 3,600 400 2,100 300 1,300 170
●無限コーティングプレミアムの採用で耐熱性と刃先強度を高め、加工中の切削熱をカバーします。 6
●Improved designs of unequal helix angle and flute spacing. 1 8,800 2,420 4,300 630 4,200 1,000 4,000 350 3,800 1,000 3,600 350 2,100 300 1,300 170
Suppression from chattering to realize stable milling progression.
●Original spiral design at corner radius flutes improves cutting edge performance! 0.5 6,600 1,980 3,300 560 3,600 850 3,200 350 3,200 850 2,800 350 1,700 300 1,100 170
●Designed for high rigidity to suppress corner radius flute breakage even on rough milling stresses. 8 1 6,600 1,980 3,300 560 3,600 850 3,200 300 3,200 850 2,800 300 1,700 300 1,100 170
●Adopted MUGEN-COATING PREMIUM for improvement heat resistance and cutting edge strength to
protect from milling heat influence. 0.5 5,300 1,430 2,600 550 3,000 600 2,500 300 2,600 600 2,100 300 1,300 250 900 160
1 5,300 1,430 2,600 550 3,000 600 2,500 300 2,600 600 2,100 300 1,300 250 900 160
10
2 5,300 1,430 2,600 550 3,000 600 2,500 250 2,600 600 2,100 250 1,300 250 900 160
3 5,300 1,430 2,600 550 3,000 600 2,500 200 2,600 600 2,100 200 1,300 250 900 160
0.5 4,400 1,100 2,200 480 2,500 500 2,000 200 2,100 500 1,600 200 900 200 700 150
被削材 Work Material 12 1 4,400 1,100 2,200 480 2,500 500 2,000 200 2,100 500 1,600 200 900 200 700 150
調質鋼 ステンレス鋼 チタン合金 耐熱合金 2 4,400 1,100 2,200 480 2,500 500 2,000 150 2,100 500 1,600 150 900 200 700 150
Prehardened Steels Stainless Steels Titanium Alloy Heat Resistance Alloy
◎ ◎ ◎ ◎ 0.2D D 0.2D D 0.2D D 0.05D
切込み量 D
Depth of Cut
1.5D 1.5D 0.2Dφ3~5=0.5D 1.5D φ3~5=0.5D 1.5D φ3~5=0.5D
φ6~12=1D φ6~12=1D φ6~12=1D
(D:外径 Dia.)
※機械剛性や被削材の保持状態等により切削条件を調整してください。
★ 再研磨可能 (詳細はお問い合わせください。) 単位[ 寸法 : mm / 価格 : 円] Unit [Size : mm / Retail Price : JPY] ※上記切削条件は水溶性切削油を使用した場合の切削条件参考表となります。
※不水溶性切削油で加工する場合は、切りくずの排出や発煙に考慮し切削条件の調整をしてください。
コードNo. (D)外径 (R)コーナ半径 (ℓ)刃長 (γ)首角 (d)シャンク径 (L)全長 標準価格 ※ミーリングチャック・機械は出来るだけ剛性のあるものを使用してください。
Code No. Dia. Corner Radius Length of Cut Neck Taper Angle Shank Dia. Overall Length Retail Price ※工具突出し量は出来るだけ短くしてください。
備 考 (上記切削条件は工具突出し量をφ3~5で5D、φ6~8で4D、φ10~12で3Dとした場合の参考値になります)
★ 08-00150-03003
3 R0.3 8 12° 6 60 6,900
Notes ※Adjust milling condition conforming with machine rigidity and clamping condition.
★ 08-00150-03005 R0.5 8 12° 6 60 6,900 ※The recommended milling conditions are based on milling with water-soluble cutting fluid.※Adjust milling condition with caution for chip evacuation and smoke generation when milling with water-insoluble cutting fluid.
★ 08-00150-04003 R0.3 11 12° 6 60 7,500 ※Use a rigid machine and holder.
★ 08-00150-04005 4 R0.5 11 12° 6 60 7,500 ※Overhang of end mill should be as short as possible from spindle nose. (The recommended milling conditions are reference values under the overhang L/D: 5D(φ3~5), 4D(φ6~8), 3D(φ10~12)
★ 08-00150-04010 R1 11 12° 6 60 7,500
★ 08-00150-05003 R0.3 13 12° 6 60 7,800
★ 08-00150-05005 5 R0.5 13 12° 6 60 7,800 加工事例 Machining case
★ 08-00150-05010 R1 13 12° 6 60 7,800
★ 08-00150-06005
6 R0.5 13 - 6 60 8,100 ・被削材:Alloy718(Inconel
® 718 相当) 加工部位 外周 内周 ノズル部 全体
★ 08-00150-06010 R1 13 - 6 60 8,100 Material : Alloy718 Cutting part Outer profile Inner profile Blades Whole
★ 08-00150-08005 R0.5 19 - 8 65 13,500 ・クーラント:水溶性切削油 使用工具8 Coolant : Water soluble fluid Tool
MSXH440R φ 6× R0.5
★ 08-00150-08010 R1 19 - 8 65 13,500 ・総加工時間:1時間 45分 加工工程 荒取り 仕上げ
★ 08-00150-10005 R0.5 22 - 10 75 15,700 Cutting process Total machining time : 1hr 45min Roughing Finishing
★ 08-00150-10010
10 R1 22 - 10 75 15,700
溝:1,800
回転数 [min-1] 2,100 Slot 2,100
★ 08-00150-10020 R2 22 - 10 75 15,700 Spindle speed 側面:2,100
Side
★ 08-00150-10030 R3 22 - 10 75 15,700 ヘリカル:300 溝:300
★ 08-00150-12005 R0.5 26 - 12 80 20,700 送り速度 [mm/min] Helical Slot
Feed 500 250
★ 08-00150-12010 12 R1 26 - 12 80 20,700 側面:500 側面:500Side Side
★ 08-00150-12020 R2 26 - 12 80 20,700 ヘリカル:ap 0.16 溝:ap 0.6 側面:3~6×0.05
切込み量 ap×ae[mm]
MSXH440R 外径(D)×コーナ半径(R)を指示してください。 ※(γ)は参考値です。 Depth of cut 8.95×0.2
Helical Slot Side
オーダー方法 側面:8.95×0.2 側面:5.95×0.2 底面:0.05×1.5When you order, indicate MSXH440R (D)×(R). ※(γ) is reference value. Side Side Bottom
ワークサイズ:φ 80× 35(mm) 加工時間 15分 20分 50分 20分
Work size : φ80!35mm Machining time 15min 20min 50min 20min
耐熱性に優れた無限コーティングプレミアムを採用、さらにスパイラル形状のコーナー Rを設け、不等リードと大きな不等分割により、
ビビリを抑制し高能率で安定した加工を実現します。
By employing high heat-resistible MUGEN-COATING PREMIUM, original spiral form at corner radius, and improved design of unequal helix angle as well as
flute spacing, high efficient and steady machining has been realized to reduce harmful vibration.
0
ɖD (D¢
-0.02
-0.01
ɖD (D¥
-0.03
ɖFah
Page13
アルミ合金
アルミ加工専用3枚刃強ネジレタイプ Aluminium Alloy N
突込みから溝加工への連続加工が可能
3-flute high helix type for aluminum machining
Continuous machining from plunging to grooving is possible
アルミ用高能率エンドミル 3-Flute Power “Z” End Mill for Aluminium Feature 切粉排出性 形状 切粉排出性を高めた芯厚設計
ALZ345 φ1~φ12 全124サイズ 3 Chip evacuation capability Shape Core thickness design with improved chip evacuationTotal 124 sizes
Plunge Slot Side Face
ALZ345 一般の3枚刃General 3 flute
A5052の溝加工でφ 6mm深さの場合の切粉除去量
Chip removal amount in case ofφ6mm depth grooving A5052
アルミ用高能率エンドミル(DLCコーティング) DLC COATING 3-Flute Power “Z” End Mill for Aluminium 回転数
[min-1] 送り速度[mm/min] 標準価格
切り屑
ALZ345-DLC φ1~φ12 全 17サイズ Spindle Retail price 除去量Total 17 sizes speed Feed [㎟/min]
Plunge Slot Side Face
AL3D-2
φ6 12,500 750 6,500 27,000
ALZ345
φ6×18 18,600 2,500 6,900 90,000
特長 Features
Feature
1 加工時間短縮 形状 突込み~溝加工を実現する底刃形状Shorten machining time Shape Bottom cutting edge shape realizes plunging to grooving
アルミ用2枚刃AL2Dタイプより1.5 倍の高送りを実現! 加工事例 Machining case
Achieves 1.5 times higher feed than the 2-flute AL2D type for aluminum.
突込み加工に威力を発揮するエンド形状 ・被削材:A5052 Material:A5052
Unique end teeth design for drilling ・クーラント:水溶性切削液 Coolant:Water-Soluble A ポケット
・総加工時間:6分 PocketTotal cutting time:6min
1
切粉をスムーズに排出する B 溝
大きなチップポケット Groove
Large chip disposal pocket
C 平面Face
アルミ合金に3枚刃で突込みし、続けて溝・ポケット加工
Plunging on Aluminium alloy with 3 flute, continuous grooving / pocket machining
突込み深さは切削条件参考表を参照してください
Please refer to recommended milling conditions 加工部位Cutting part A B C
Feature きれいな加工面 形状 シャープエッジでもびびらない刃形状 加工工程 突込み 荒取り 仕上げ 突込み 荒取り 仕上げ 荒取り 仕上げ2 Cutting Process Plunging Roughing Finishing Plunging Roughing Finishing Roughing FinishingFine machining surface Shape Minimized chattering even with sharp cutting edge
特殊な刃付で加工中のびびり振動を抑制。加工負荷の大きいコーナー部や高速条件下でも安定した加工を実現します。 使用工具Tool ALZ345 φ10 ALZ345 φ6 ALZ345 φ1
With a special cutting edge, chatter vibration during machining is suppressed.
Achieves stable machining even in corner with heavy machining loads and high-speed conditions.
回転数 [min-1]
Spindle speed 11,000 20,000 18,500 20,000 20,000
送り速度
[mm/min] 300 3,000 2,000 400 2,200 1,100 1,100 500
Feed
ALZ 他社品 切込み量
ALZ345 外周刃 インコーナー仕上げ面の状態 ap×ae[mm] ap 10 10×3 15×0.01 ap 5.95 6×0.05 1×0.3 1×0.005
ALZ345 O. D. Cutting edge In-corner surface after finishing Depth of cut
Page14
ALZ345 φ 1~φ 12 全 124 サイズTotal 124 Sizes ALZ345
アルミ用高能率エンドミル アルミ用高能率エンドミル
3-Flute Power “Z” End Mill for Aluminium 3-Flute Power “Z” End Mill for Aluminium
Plunge Slot Side Face
形状 A:全刃長タイプ 形状 B:ロングネックタイプ コードNo. (D)外径 (ℓ1)首下長 (ℓ)刃長 形状 (d2)首下径 (γ)首角 (d)シャンク径 (L)全長 標準価格
TYPE A : Standard neck Type TYPE B : Long neck Type Code No. Dia. Under Neck Length Length of Cut Type Neck Dia. Neck Taper Angle Shank Dia. Overall Length Retail Price
01-00636-00330 3.3 9.9 5 3.15 12° 6 55 8,200 ■
Ʉª
01-00636-00340 3.4 10.2 5.1 3.25 12° 6 55 8,200 ■
01-00636-00350 3.5 10.5 5.3 3.35 12° 6 55 7,200
Ŗ Ŗ
01-00636-00360
Ŗ1 3.6 10.8 5.4 3.45 12° 6 55 8,200 ■
L
L 01-00636-00370 3.7 11.1 5.6 3.55 12° 6 55 8,200 ■
01-00636-00380 3.8 11.4 5.7 3.65 12° 6 55 8,200 ■
●NSのALシリーズは、あらゆる条件で安定した高能率加工を実現。
●突込み性能が大幅アップ! 01-00636-00390 3.9 11.7 5.9 3.75 12° 6 55 8,200 ■
●切りくずの排出性を高めた高能率タイプ。 ★ 01-00636-00400 4 12 6 3.8 12° 6 55 6,100
●新たに首下長5Dタイプ・ロングシャンクタイプが加わり 124サイズに! ★ 01-00636-00402 4 20 6 3.8 12° 6 70 7,600
●AL-series realized a stable and high efficient machining.
●Improved plunging capacity! 01-00636-00410 4.1 12.3 6.2 3.9 12° 6 55 8,600 ■
●High performance with better chip disposal.
●Add new 5D under neck length type and long shank type to become 124 01-00636-00420 4.2 12.6 6.3 4 12° 6 55 8,600 ■
01-00636-00430 4.3 12.9 6.5 4.1 12° 6 55 8,600 ■
01-00636-00440 4.4 13.2 6.6 4.2 12° 6 55 8,600 ■
被削材 Work Material 01-00636-00450 4.5 13.5 6.8 4.3 12° 6 55 7,600
アルミニウム合金 01-00636-00460 4.6 13.8 6.9 B 4.4 12° 6 55 8,600 ■
Aluminium Alloy
01-00636-00470
◎ 4.7 14.1 7.1 4.5 12° 6 55 8,600 ■
01-00636-00480 4.8 14.4 7.2 4.6 12° 6 55 8,600 ■
01-00636-00490 4.9 14.7 7.4 4.7 12° 6 55 8,600 ■
★ 01-00636-00500 5 15 7.5 4.8 12° 6 55 6,600
★ 01-00636-00502 5 25 7.5 4.8 12° 6 80 8,400
01-00636-00510
★再研磨可能(詳細はお問い合わせください。) 5.1 15.3 7.7 4.9 12° 6 55 9,300 ■単位[ 寸法 : mm / 価格 : 円] Unit [Size : mm / Retail Price : JPY]
01-00636-00520 5.2 15.6 7.8 5 12° 6 55 9,300 ■
コードNo. (D)外径 (ℓ1)首下長 (ℓ)刃長 形状 (d2)首下径 (γ)首角 (d)シャンク径 (L)全長 標準価格 01-00636-00530 5.3 15.9 8 5.1 12° 6 55 9,300 ■
Code No. Dia. Under Neck Length Length of Cut Type Neck Dia. Neck Taper Angle Shank Dia. Overall Length Retail Price
01-00636-00540 5.4 16.2 8.1 5.2 12° 6 55 9,300 ■
01-00636-00100 1 3 1.5 0.95 12° 4 45 4,900 01-00636-00550 5.5 16.5 8.3 5.3 12° 6 55 8,300
01-00636-00102 1 5 1.5 0.95 12° 4 60 5,600 01-00636-00560 5.6 16.8 8.4 5.4 12° 6 55 9,300 ■
01-00636-00110 1.1 3.3 1.7 1.05 12° 4 45 6,700 ■ 01-00636-00570 5.7 17.1 8.6 5.5 12° 6 55 9,300 ■
01-00636-00120 1.2 3.6 1.8 1.15 12° 4 45 6,700 ■ 01-00636-00580 5.8 17.4 8.7 5.6 12° 6 55 9,300 ■
01-00636-00130 1.3 3.9 2 1.25 12° 4 45 6,700 ■ 01-00636-00590 5.9 17.7 8.9 5.7 12° 6 55 9,300 ■
01-00636-00140 1.4 4.2 2.1 1.35 12° 4 45 6,700 ■ ★ 01-00636-00603 6 - 9 A - - 6 110 9,600
01-00636-00150 1.5 4.5 2.3 1.45 12° 4 45 4,900 ★ 01-00636-00600 6 18 9 5.8 - 6 60 6,900
01-00636-00160 1.6 4.8 2.4 1.55 12° 4 45 6,700 ■ ★ 01-00636-00602 6 30 9 5.8 - 6 80 8,800
01-00636-00170 1.7 5.1 2.6 1.65 12° 4 45 6,700 ■ 01-00636-00610 6.1 18.3 9.2 5.9 12° 8 70 14,100 ■
01-00636-00180 1.8 5.4 2.7 1.74 12° 4 45 6,700 ■ 01-00636-00620 6.2 18.6 9.3 6 12° 8 70 14,100 ■
01-00636-00190 1.9 5.7 2.9 1.84 12° 4 45 6,700 ■ 01-00636-00630 6.3 18.9 9.5 6.1 12° 8 70 14,100 ■
01-00636-00200 2 6 3 1.94 12° 4 45 4,900 01-00636-00640 6.4 19.2 9.6 6.2 12° 8 70 14,100 ■
01-00636-00202 2 10 3 1.94 12° 4 60 5,600 01-00636-00650B 6.5 19.5 9.8 6.3 12° 8 70 14,100 ■
01-00636-00210 2.1 6.3 3.2 2 12° 4 45 6,700 ■ 01-00636-00660 6.6 19.8 9.9 6.4 12° 8 70 14,100 ■
01-00636-00220 2.2 6.6 3.3 2.1 12° 4 45 6,700 ■ 01-00636-00670 6.7 20.1 10.1 6.5 12° 8 70 14,100 ■
01-00636-00230 2.3 6.9 3.5 2.2 12° 4 45 6,700 ■ 01-00636-00680 6.8 20.4 10.2 B 6.6 12° 8 70 14,100 ■
01-00636-00240 2.4 7.2 3.6 2.3 12° 4 45 6,700 ■ 01-00636-00690 6.9 20.7 10.4 6.7 12° 8 70 14,100 ■
01-00636-00250 2.5 7.5 3.8 2.4 12° 4 45 4,900 ★ 01-00636-00700 7 21 10.5 6.8 12° 8 70 10,200
01-00636-00260 2.6 7.8 3.9 2.45 12° 6 55 8,200 ■ 01-00636-00710 7.1 21.3 10.7 6.9 12° 8 70 14,100 ■
01-00636-00270 2.7 8.1 4.1 2.55 12° 6 55 8,200 ■ 01-00636-00720 7.2 21.6 10.8 7 12° 8 70 14,100 ■
01-00636-00280 2.8 8.4 4.2 2.65 12° 6 55 8,200 ■ 01-00636-00730 7.3 21.9 11 7.1 12° 8 70 14,100 ■
01-00636-00290 2.9 8.7 4.4 2.75 12° 6 55 8,200 ■ 01-00636-00740 7.4 22.2 11.1 7.2 12° 8 70 14,100 ■
★ 01-00636-00300 3 9 4.5 2.85 12° 6 55 5,900 01-00636-00750 7.5 22.5 11.3 7.3 12° 8 70 14,100 ■
★ 01-00636-00302 3 15 4.5 2.85 12° 6 60 6,800 01-00636-00760 7.6 22.8 11.4 7.4 12° 8 70 14,100 ■
01-00636-00310 3.1 9.3 4.7 2.95 12° 6 55 8,200 ■ 01-00636-00770 7.7 23.1 11.6 7.5 12° 8 70 14,100 ■
01-00636-00320 3.2 9.6 4.8 3.05 12° 6 55 8,200 ■ 01-00636-00780 7.8 23.4 11.7 7.6 12° 8 70 14,100 ■
オーダー方法 ALZ345 外径(D[)×首下長(ℓ1)]を指示してください(。形状Aのみ全長(L)を指示してください。) ※(γ)は参考値です。When you order, indicate ALZ345 (D[) ×(ℓ1)]. Indicate (L) for Type A . ※(γ) is reference value.
● ■の規格・サイズは特定商社在庫となります。詳しくはお問い合わせください。
● ■:Semi-standard item, please inquire for price and delivery.
0
ɖD
-0.02
ɖFah6
0
ɖD
-0.02
ɖd2
ɖFah6
Page15
ALZ345 ALZ345
アルミ用高能率エンドミル
3-Flute Power “Z” End Mill for Aluminium 切削条件参考表 Recommended Milling Conditions
★再研磨可能(詳細はお問い合わせください。) 単位[ 寸法 : mm / 価格 : 円] Unit [Size : mm / Retail Price : JPY]
被削材 アルミニウム アルミニウム合金 鋳造アルミニウム
Work Material Aluminium Aluminium Alloy Aluminium Cast
コードNo. (D)外径 (ℓ1)首下長 (ℓ)刃長 形状 (d2)首下径 (γ)首角 (d)シャンク径 (L)全長 標準価格 A1070 A2017・A5052・A7075 AC8C
Code No. Dia. Under Neck Length Length of Cut Type Neck Dia. Neck Taper Angle Shank Dia. Overall Length Retail Price
切削速度
7.9 23.7 11.9 B 7.7 12° 8 70 14,100 ■ Cutting Speed 310m/min 350m/min 230m/min01-00636-00790
★ 01-00636-00803 8 - 12 A - - 8 120 15,300 送り速度 送り速度 送り速度
★ 8 24 12 7.8 - 8 70 10,200 首下長 回転数 Feed 回転数 Feed 回転数 Feed01-00636-00800 外 径 Under Spindle Speed 突込み 溝 側面 Spindle Speed 突込み 溝 側面 Spindle Speed★ 01-00636-00802 8 40 12 7.8 - 8 90 13,200 突込み 溝 側面Dia. Neck
Length Plunging Slotting Side Milling Plunging Slotting Side Milling Plunging Slotting Side Milling
01-00636-00810 8.1 24.3 12.2 7.9 12° 10 75 17,900 ■ -1 -1
8.2 24.6 12.3 8 12° 10 75 17,900 ■ min mm/min min mm/min min
-1 mm/min
01-00636-00820
01-00636-00830 8.3 24.9 12.5 8.1 12° 10 75 17,900 ■ 3 20,000 200 600 1,100 20,000 200 600 1,100 20,000 150 600 1,1001
01-00636-00840 8.4 25.2 12.6 8.2 12° 10 75 17,900 ■ 5 16,000 160 500 900 16,000 160 500 900 16,000 120 500 900
01-00636-00850 8.5 25.5 12.8 8.3 12° 10 75 17,900 ■ 6 20,000 300 900 1,500 20,000 300 900 1,500 20,000 250 900 1,5002
01-00636-00860 8.6 25.8 12.9 8.4 12° 10 75 17,900 ■ 10 16,000 240 800 1,200 16,000 240 800 1,200 16,000 200 800 1,200
01-00636-00870 8.7 26.1 13.1 8.5 12° 10 75 17,900 ■ 9 20,000 300 1,200 2,000 20,000 300 1,400 2,200 20,000 250 1,200 2,200
01-00636-00880 8.8 26.4 13.2 8.6 12° 10 75 17,900 ■ 3 15 16,000 240 1,000 1,600 16,000 240 1,200 1,800 16,000 200 1,000 1,800
01-00636-00890 8.9 26.7 13.4 B 8.7 12° 10 75 17,900 ■ 12 20,000 300 1,400 2,200 20,000 400 1,800 2,500 18,300 200 1,400 2,300
★ 01-00636-00900 9 27 13.5 8.8 12° 10 75 12,800 4
01-00636-00910 9.1 27.3 13.7 8.9 12° 10 75 17,900 ■ 20 16,000 240 1,200 1,800 16,000 320 1,500 2,000 14,600 160 1,200 1,900
01-00636-00920 9.2 27.6 13.8 9 12° 10 75 17,900 ■ 15 19,700 300 1,500 2,500 20,000 400 2,200 3,100 14,600 150 1,400 2,1005
01-00636-00930 9.3 27.9 14 9.1 12° 10 75 17,900 ■ 25 15,700 240 1,200 2,000 16,000 320 1,800 2,500 11,700 120 1,200 1,700
01-00636-00940 9.4 28.2 14.1 9.2 12° 10 75 17,900 ■ - 16,500 300 1,600 2,500 18,600 400 2,500 3,500 12,200 150 1,400 2,100
01-00636-00950 9.5 28.5 14.3 9.3 12° 10 75 17,900 ■ 6 18 16,500 300 1,600 2,500 18,600 400 2,500 3,500 12,200 150 1,400 2,100
01-00636-00960 9.6 28.8 14.4 9.4 12° 10 75 17,900 ■ 30 13,200 240 1,300 2,000 14,800 320 2,000 2,800 9,700 120 1,200 1,700
01-00636-00970 9.7 29.1 14.6 9.5 12° 10 75 17,900 ■ 7 21 14,100 200 1,600 2,500 15,900 400 2,500 3,500 10,500 140 1,400 2,100
01-00636-00980 9.8 29.4 14.7 9.6 12° 10 75 17,900 ■ - 12,300 200 1,700 2,500 13,900 400 2,600 3,500 9,200 120 1,400 2,200
01-00636-00990 9.9 29.7 14.9 9.7 12° 10 75 17,900 ■
★ 8 24 12,300 200 1,700 2,500 13,900 400 2,600 3,500 9,200 120 1,400 2,20001-00636-01003 10 - 15 A - - 10 130 22,300
★ 01-00636-01000 10 30 15 9.8 - 10 75 12,800 40 9,800 160 1,400 2,000 11,100 320 2,100 2,800 7,300 100 1,200 1,800
★ 01-00636-01002 10 50 15 9.8 - 10 100 16,700 9 27 11,000 200 1,700 2,500 12,400 300 2,600 3,500 8,100 120 1,400 2,200
01-00636-01010 10.1 30.3 15.2 9.9 12° 12 80 25,300 ■ - 9,900 100 1,700 2,500 11,100 300 2,600 3,800 7,300 80 1,400 2,200
01-00636-01020 10.2 30.6 15.3 10 12° 12 80 25,300 ■ 10 30 9,900 100 1,700 2,500 11,100 300 2,600 3,800 7,300 80 1,400 2,200
01-00636-01030 10.3 30.9 15.5 10.1 12° 12 80 25,300 ■ 50 7,900 80 1,400 2,000 8,800 240 2,100 3,000 5,800 70 1,200 1,800
01-00636-01040 10.4 31.2 15.6 10.2 12° 12 80 25,300 ■ 11 33 9,000 100 1,800 2,600 10,100 300 2,600 4,100 6,700 80 1,400 2,200
01-00636-01050 10.5 31.5 15.8 10.3 12° 12 80 25,300 ■ - 8,200 100 1,900 2,700 9,300 300 2,600 4,100 6,100 60 1,500 2,200
01-00636-01060 10.6 31.8 15.9 10.4 12° 12 80 25,300 ■
01-00636-01070 10.7 32.1 16.1 10.5 12° 12 80 25,300 ■ 12 36 8,200 100 1,900 2,700 9,300 300 2,600 4,100 6,100 60 1,500 2,200
01-00636-01080 10.8 32.4 16.2 10.6 12° 12 80 25,300 ■ 60 6,500 80 1,500 2,200 7,400 240 2,100 3,200 4,800 50 1,200 1,800
01-00636-01090 10.9 32.7 16.4 B 10.7 12° 12 80 25,300 ■
★ 01-00636-01100 11 33 16.5 10.8 12° 12 80 18,000 側面 Side Milling 溝 Slotting
01-00636-01110 11.1 33.3 16.7 10.9 12° 12 80 25,300 ■ 切込み量 D
Depth of Cut
01-00636-01120 11.2 33.6 16.8 11 12° 12 80 25,300 ■ 1D 1D
01-00636-01130 11.3 33.9 17 11.1 12° 12 80 25,300 ■ 0.3D
01-00636-01140 11.4 34.2 17.1 11.2 12° 12 80 25,300 ■ (D:外径 Dia.)
01-00636-01150 11.5 34.5 17.3 11.3 12° 12 80 25,300 ■
11.6 34.8 ※回転数と送り速度は、同じ割合で調整してください。01-00636-01160 17.4 11.4 12° 12 80 25,300 ■ (主軸回転数を20,000回転以上で使用する場合も同様に調整してください。)
01-00636-01170 11.7 35.1 17.6 11.5 12° 12 80 25,300 ■ ※ 形状 A:全刃長タイプは、突出し量が3Dの場合の参考条件です。突出し量が5Dの場合は上記回転数と送り速度を80%、7Dの場合は50%の割合で調整
01-00636-01180 11.8 35.4 17.7 11.6 12° 12 80 25,300 ■ してください。
11.9 35.7 ※機械、チャックは剛性のある精度の高い物を使用してください。01-00636-01190 17.9 11.7 12° 12 80 25,300 ■ ※ワークや機械、ミーリングチャックにより振動、または異音が発生する場合は切削条件を変更してください。
★ 01-00636-01203 12 - 18 A - - 12 150 29,800 ※突込み加工時に切りくずが詰まりやすい場合は、ステップ送りをしてください。備 考
★ 01-00636-01200 12 36 18 11.8 - 12 80 18,000 ※水溶性切削油のご使用をお奨めします。B Notes ※Adjust both spindle speed and feed at the same rate.
★ 01-00636-01202 12 60 18 11.8 - 12 110 22,400 (When using spindle speed 20,000 or more, the same adjustment is required.)
※T YPE A : Recommended milling conditions for full length of cut type are at overhang 3D. Adjust spindle speed and feed rate at 80% for overhang 5D, and 50%
オーダー方法 ALZ345 外径(D[)×首下長(ℓ1)]を指示してください(。形状Aのみ全長(L)を指示してください。) ※(γ)は参考値です。 for 7D.When you order, indicate ALZ345 (D[) ×(ℓ1)]. Indicate (L) for Type A. ※(γ) is reference value. ※Use a rigid and precise machine and chuck holder.
● ■の規格・サイズは特定商社在庫となります。詳しくはお問い合わせください。 ※ Adjust milling conditions when vibration and abnormal sounds occur by the conditions of the machine, chuck holder and work clamping.
● ■:Semi-standard item, please inquire for price and delivery. ※When tending to have chip packing during plunging, step milling is recommended.
※Water soluble cutting fluid is recommended.
Page16
ALZ345-DLC φ 1~φ 12 全 17 サイズ ALZ345-DLCTotal 17 Sizes
アルミ用高能率エンドミル(DLCコーティング)
DLC COATING 3-Flute Power “Z” End Mill for Aluminium 切削条件参考表 Recommended Milling Conditions
Plunge Slot Side Face
Ʉª
Ŗ
Ŗ1
L
被削材 アルミニウム アルミニウム合金 鋳造アルミニウム
Work Material Aluminium Aluminium Alloy Aluminium CastA1070 A2017・A5052・A7075 AC8C
切削速度
Cutting Speed 310m/min 350m/min 230m/min
●NS独自の密着性が高いDLCコーティングを採用し、長時間加工に適しています。
●Our original DLC COATING are adopted, it is suitable for cutting for long time. 送り速度 送り速度 送り速度
回転数 Feed 回転数 Feed 回転数 Feed
外 径 Spindle Spindle Spindle Speed 突込み 溝 側面 Speed 突込み 溝 側面 Speed 突込み 溝 側面
Dia. Plunging Slotting Side Milling Plunging Slotting Side Milling Plunging Slotting Side Milling
min-1 mm/min min-1 mm/min min-1 mm/min
被削材 1 20,000 200 600 1,100 20,000 200 600 1,100 20,000 150 600 1,100 Work Material
アルミニウム合金 2 20,000 300 900 1,500 20,000 300 900 1,500 20,000 250 900 1,500
Aluminium Alloy 3 20,000 300 1,200 2,000 20,000 300 1,400 2,200 20,000 250 1,200 2,200
◎ 4 20,000 300 1,400 2,200 20,000 400 1,800 2,500 18,300 200 1,400 2,300
5 19,700 300 1,500 2,500 20,000 400 2,200 3,100 14,600 150 1,400 2,100
6 16,500 300 1,600 2,500 18,600 400 2,500 3,500 12,200 150 1,400 2,100
単位[ 寸法 : mm / 価格 : 円] Unit [Size : mm / Retail Price : JPY] 7 14,100 200 1,600 2,500 15,900 400 2,500 3,500 10,500 140 1,400 2,100
8 12,300 200 1,700 2,500 13,900 400 2,600 3,500 9,200 120 1,400 2,200
コードNo. (D)外径 (ℓ1)首下長 (ℓ)刃長 (d2)首下径 (γ)首角 (d)シャンク径 (L)全長 標準価格 9 11,000 200 1,700 2,500 12,400 300 2,600 3,500 8,100 120 1,400 2,200
Code No. Dia. Under Neck Length Length of Cut Neck Dia. Neck Taper Angle Shank Dia. Overall Length Retail Price
10 9,900 100 1,700 2,500 11,100 300 2,600 3,800 7,300 80 1,400 2,200
01-00666-00100 1 3 1.5 0.95 12° 4 45 5,900 11 9,000 100 1,800 2,600 10,100 300 2,600 4,100 6,700 80 1,400 2,200
01-00666-00150 1.5 4.5 2.3 1.45 12° 4 45 5,900 12 8,200 100 1,900 2,700 9,300 300 2,600 4,100 6,100 60 1,500 2,200
01-00666-00200 2 6 3 1.94 12° 4 45 5,900
01-00666-00250 2.5 7.5 3.8 2.4 12° 4 45 5,900 側面 Side Milling 溝 Slotting
01-00666-00300 3 9 4.5 2.85 12° 6 55 7,100 切込み量 D
Depth of Cut
01-00666-00350 3.5 10.5 5.3 3.35 12° 6 55 8,700 1D 1D
01-00666-00400 4 12 6 3.8 12° 6 55 7,400 0.3D
01-00666-00450 4.5 13.5 6.8 4.3 12° 6 55 9,200 (D:外径 Dia.)
01-00666-00500 5 15 7.5 4.8 12° 6 55 8,000 ※回転数と送り速度は、同じ割合で調整してください。
01-00666-00550 5.5 16.5 8.3 5.3 12° 6 55 10,000 (主軸回転数を20,000回転以上で使用する場合も同様に調整してください。)
01-00666-00600 6 18 9 5.8 - 6 60 8,300 ※機械、チャックは剛性のある精度の高い物を使用してください。※ワークや機械、ミーリングチャックにより振動、または異音が発生する場合は切削条件を変更してください。
01-00666-00700 7 21 10.5 6.8 12° 8 70 12,300 ※突込み加工時に切りくずが詰まりやすい場合は、ステップ送りをしてください。
備 考
01-00666-00800 8 24 12 7.8 - 8 70 12,300 ※水溶性切削油のご使用をお奨めします。Notes ※Adjust both spindle speed and feed at the same rate.
01-00666-00900 9 27 13.5 8.8 12° 10 75 15,400 (When using spindle speed 20,000 or more, the same adjustment is required.)
※Use a rigid and precise machine and chuck holder.
01-00666-01000 10 30 15 9.8 - 10 75 15,400 ※ Adjust milling conditions when vibration and abnormal sounds occur by the conditions of the machine, chuck holder and work clamping.
01-00666-01100 11 33 16.5 10.8 12° 12 80 21,600 ※When tending to have chip packing during plunging, step milling is recommended.※Water soluble cutting fluid is recommended.
01-00666-01200 12 36 18 11.8 - 12 80 23,700
オーダー方法 ALZ345-DLC 外径(D)を指示してください。 ※(γ)は参考値です。When you order, indicate ALZ345-DLC (D). ※(γ) is reference value.
0
ɖD
-0.02
ɖd2
ɖFah6
Page17
高能率加工エンドミルシリーズ
High Ef ficiency End Mill Series
MSCZ440 MSCZ440-LN
MSZ345
MSUSZ440 MSUSZ440-LN
MSX440 MSXH440R
ALZ345 ALZ345-DLC
P M S N