



米国農務省承認システム!取付カップリングの寸法、組み立て及び分解などを掲載
当資料は、米国農務省承認の原料活性化システム『AIRSWEEP』の
取扱説明書です。
システムの紹介をはじめ、システム主要機器の説明やプロセス制御と操作、
取付カップリングの寸法、組み立て及び分解などを掲載。
写真や図と共にわかりやすく紹介していますので、ぜひご一読ください。
【掲載内容(抜粋)】
■システムの紹介
■組み立て寸法
■システムの概要
■安全に関して
■プロセスの説明
【その他の掲載内容(抜粋)】
■システム主要機器の説明
■システムコンポーネントの配置
■プロセス制御と操作
■取付カップリングのインストール
■AirSweepのインストール
■取付カップリングの寸法
■メンテナンス
※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
関連メディア
このカタログについて
| ドキュメント名 | 【取扱説明書】原料活性化システム『AIRSWEEP』 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 976.2Kb |
| 登録カテゴリ | |
| 取り扱い企業 | ロス・アジア株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
USDA資料(1-8)
原料活性化システム
⽶国農務省承認 システム
取扱説明書
Page2
⽶国農務省承認 システム
導⼊、操作、メインテナンスに関して
⽬次
セクション 内容 ページ
1 システムの紹介 1, 2
2 組み⽴て⼨法 3
3 システムの概要 4
4 安全に関して 4
5 プロセスの説明 4
6 システム主要機器の説明 5
7 システムコンポーネントの配置 6
8 プロセス制御と操作 7, 8
9 取付カップリングのインストール 9
10 AirSweepのインストール 10, 11
11 取付カップリングの⼨法 12 ~15
12 メンテナンス 16
13 組み⽴て及び分解 17, 18
14 USDA-185 組み⽴てパーツ図 19
15 USDA-185 組み⽴てパーツリスト 20
16 USDA-135 組み⽴てパーツ図 21
17 UADA-135 組み⽴てパーツリスト 22
18 トラブルシューティング 23 ~ 25
Page3
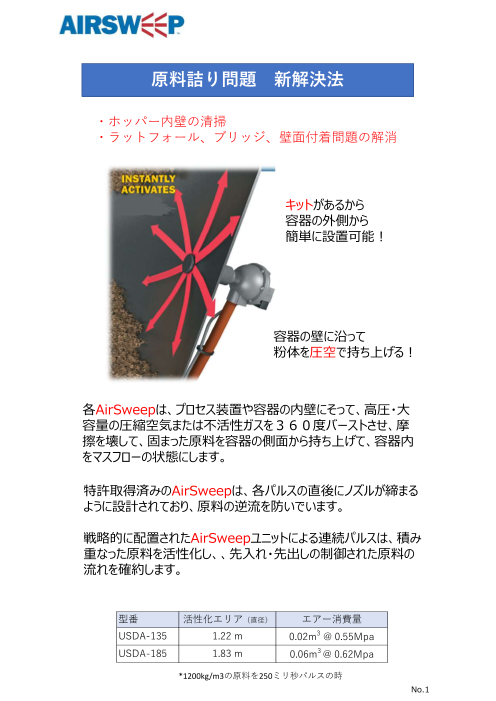
原料詰り問題 新解決法
・ホッパー内壁の清掃
・ラットフォール、ブリッジ、壁⾯付着問題の解消
キットがあるから
容器の外側から
簡単に設置可能︕
容器の壁に沿って
粉体を圧空で持ち上げる︕
各AirSweepは、プロセス装置や容器の内壁にそって、⾼圧・⼤
容量の圧縮空気または不活性ガスを360度バーストさせ、摩
擦を壊して、固まった原料を容器の側⾯から持ち上げて、容器内
をマスフローの状態にします。
特許取得済みのAirSweepは、各パルスの直後にノズルが締まる
ように設計されており、原料の逆流を防いでいます。
戦略的に配置されたAirSweepユニットによる連続パルスは、積み
重なった原料を活性化し、、先⼊れ・先出しの制御された原料の
流れを確約します。
型番 活性化エリア(直径) エアー消費量
USDA-135 1.22 m 0.02m3 @ 0.55Mpa
USDA-185 1.83 m 0.06m3 @ 0.62Mpa
*1200kg/m3の原料を250ミリ秒パルスの時
No.1
Page4
型番: USDA‐135
型番: UDSA‐185
USDA (⽶国農務省)承認システム
衛⽣設備や頻繁な清掃が必要な業界・⽤途に最適です。
• 健全な衛⽣設計原則に従って設計及び製造
• 取付け及び⼯程接続からの迅速な取外しが可能な
フランジ接続
• ⼀般的なハンドツールで容易に取外し/分解が可能
• 全ての表⾯は腐⾷性製品及び洗浄剤・殺菌剤に耐
性があります。
• ⾼品質316ステンレス鋼使⽤による⻑製品寿命
• ⾼エネルギー効率
圧縮
空気
(ガス)
直径1.8mのパルス波による
原料活性化 スプリング、リテーナ、
ブッシングはエアーの流路と
他の部品から隔離されています。
バルブが開き、
直ぐに閉じます
エンドキャップにより
360度原料活性化 簡単に分解が可能です。
page.2
Page5
USDA (⽶国農務省)承認システム
USDA‐135 / USDA‐185
本体(mm) カップリング (mm)
型番 A B ΦC D ΦE F 重量(kg)
USDA-135 59.69 79.26 34.8 212.58 50.39 44.98 2.83
USDA-185 70.49 89.93 46.74 215.97 63.91 48.06 3.71
Page.3
Page6
システム概要
AirSweepシステムは空気圧を利⽤した原料活性化、
エアレーションシステムです。保存容器、シュート、ホッパー、サイロ
コーンなどの内側の壁に沿って、⾼圧、⼤流量の圧縮空気をノズル
から⾶び出させることで、原料の流れを促進するように設計されてい
ます。
⼀般的なAirSweepシステムは、1台から複数台のAirSweep、
パイロット式(ソレノイド式)制御弁、バルブを線形シーケンスでパ
ルスさせる制御装置、また、通常圧縮空気の準備と供給に関連す
る様々な機器で構成されています。
これらの機器には、レシーバータンク、⾼流量レギュレータ、微粒⼦
ろ過装置などが含まれることがあります。他にも、チェックバルブや剛
性ヘッダー供給管からダイヤフラムまたはソレノイドバルブに接続する
ためのフレキシブルホース、パイプフイッティング、安全リリーフ弁、ドレ
インバルブ、排気弁、遮断弁といった圧縮空気供給システムの⼀般
的な機器が含まれます。
安全性
Airsweepシステムは、⾼圧の圧縮空気またはガスを使⽤しま
す。⾼圧空気圧システムと同様に、コンポーネントを分解または
保守する前に、必ずシステムからすべての圧⼒を開放し、すべて
の電⼒を切断してから⾏うことに注意を払わなければなりません。
また、 AirSweepが作動している際は、破⽚が散らばって⽬
やその他の部分に怪我をする可能性がありますので、誰も容
器(ホッパー等)には⼊らないようにしてください 。
Page.4
Page7
プロセス説明
エアスイープノズルは通常、ホッパー、サイロコーン、またはシュートの底
部に設置され、原料が蓄積してオンデマンドフローを促進する必要性
があるポイントに配置されます。作動信号がパイロットバルブまたはソレ
ノイドに送信されると、ダイアフラムバルブが開き、圧縮空気またはガス
がAirSweepを通過できるようになります。
バネ付きのAirSweepピストンは、加圧された空気またはガスが放出
されると開き、空気/ガスパルスが容器の壁に沿って流れ原料の流れ
を促進します。 作動信号が終了すると、ダイヤフラムバルブはすぐに
閉じ、Airsweepピストンは、スプリングテンションによってすぐに収縮し、
AirSweepを閉じ、再シール出来ます。
作動は、通常、容器の放出点に最も近いAirSweepから始まり、連
続して⾼所に設置の各ユニットに続いていく線形シーケンスで実⾏さ
れます。通常、原料の放出が⾏われている間、シーケンスは連続的に
繰り返されます。
AirSweep
⼤流量バルブ
AirSweep
電気配線
⼤流量レギュレータ
フレキシブルホース
全開ボールバルブ
全開流量
バールバルブ
⼤流量フィルタ
圧縮空気
供給ヘッダー
圧縮空気・ガス 電気シーケンス
供給 ⼤流量 制御機器
チェックバルブ
ドレンキット
Page.5
Page8
システム主要機器の説明
AirSweepシステムの主要な構成機器は、AirSweep、ソレ
ノイド作動ダイヤフラムバルブ、シーケンスタイマー/コントロー
ラー、関連する配管および電気配線が含まれます。システム内
に設置できる他のすべての構成機器は、オプションのアクセサリ
になります。
*⾷品等級フレキシブルホース
1” または 1.5”
RCA3DM-305 両端NPT ニップル
RCAC25T(ダイアフラム弁)
RCA25T 1”ダイアフラム弁 パイロット
MCA45T 1.5” ダイアフラム弁
Tri-Cover
ガスケット&クランプ *1” または 1.5”
Tri Clamp(サニタリークランプ)
USDA認証AirSweep
Tri-Clover
ガスケット
* MC-135/MC-185
マウンティングカップリング
USDAの本体及び本体内部品の多くがステンレス316を使⽤しており、
*付きの部品はステンレス316Lを使⽤しています。
Page.6
Page9
USDA資料(9)
dzW/> KDWKE
Ed ZZE'
D
Ed͕ h^ ^
Z/
^ /Z^t
W ^z^d
D
page.9
Page10
USDA資料(10-13)
プロセス制御および操作⼿順
AirSweepシステムは、原料の排出サイクル中にのみ操作してく
ださい。原料が排出される必要の無い時にAirSweepを使⽤す
ると、原料が圧縮され、実際に排出が必要な際に原料の流れ
が悪くなってしまうことがあります。動作していないときでも、保守
がが⾏われている場合以外は、AirSweepシステムは、
指定された動作圧⼒範囲まで加圧されたままでなければなりま
せん。
システムが加圧されると、常時閉型ダイヤフラムバルブがライン内
の圧⼒を保持します。この状態では、AirSweep内に圧縮空気
は有りません。各⼤流量ダイヤフラムバルブは、各AirSweepに
直接接続されています。ダイヤフラムバルブは、そのモデルやシス
テム設計に応じて、⼀体型ソレノイドまたは外部パイロットによっ
て作動します。 外部タイマー/コントローラ
またはPLCは、AirSweepの作動の⻑さを制御するために電磁
弁に電気信号を送ります。推奨作動範囲は100〜250
ミリ秒です。 ⾼圧圧縮空気が、⼤直径ヘッダー配管を通して
ダイヤフラムバルブに送られます。また、予備の圧縮空気を保管
するために使⽤されるレシーバータンクは、システムの上流で、
ヘッダーパイプに接続できます。微粒⼦フィルターやレギュレータな
どを含む圧縮空気処理製品もまた、ヘッダー配管の上流に設置
することができます。
コントローラーに電源を⼊れると、最初の出⼒信号が、最初のソ
レノイドを作動させ、対応するダイヤフラムバルブを開くことで、
Airsweepがあらかじめセットされた時間(通常100〜250ミリ
秒間)のブローができるようにします。
次のAirsweepは、システム内の他のAirSweepから順次、プ
ロセス要求と原料の種類に応じでユーザーにより設定された時
間、通常100~250ミリ秒後にブローを⾏います。1度のブロー
時間が250ミリ秒を超えないように設定してください。
つづき
Page.7
Page11
パルスは、タイマー/コントローラーが電気信号を、常時閉型パ
イロットもしくはダイアフラムバルブのソレノイドに送信することに
より実現されます。 ソレノイドに通電すると、パイロットが開くか、
ソレノイドポストが上昇して、ダイヤフラムバルブが上部チャン
バーを排気し、メインダイヤフラムが開き、システムの圧縮空気
がダイヤフラムを通過してAirSweepに流れます。
Airsweepを加圧すると、Airsweepのピストンヘッドが強制
的に開かれ、圧縮空気が流れて容器内に分配され、
Airsweepヘッドの周囲360度の範囲の原料を通気し、活
性化させます。 電気信号が終了すると、パイロットバルブま
たはソレノイドが閉じて、 ダイアフラムバルブのメインバルブが閉
じ、AirSweepへの圧縮空気の流れを遮断します。
圧⼒が即座に低下し、AirSweepピストンのリターンスプリン
グがピストンヘッドを強制的に閉じた位置に戻し、Airsweep
が再密閉されます。
VXM-208 / VXM-212 ステンレス鋼
ダイアフラムバルブ
構造の特徴
• カバー︓ AISI 316L
• ボディ︓ AISI 316L
• パイロット︓ ステンレス鋼
• スプリング︓ ステンレス鋼
• ボルト&スクリュー︓ ステンレス鋼
• ダイアフラムバックディスク︓ ステンレス鋼
Page.8
Page12
USDAシリーズ
マウンティングカップリング設置⽅法
1. カップリングが、綺麗にぴったりと挿⼊にできるように、容器
の壁に⽳を開けます。
カップリングのサイズ(外径)︓
USDA-135-MC-316: Φ1.984”(=50.3936mm)
USDA-185-MC-316: Φ2.516” (=63.9064mm)
2. カップリングを壁に挿⼊し、カップリングの前⾯を容器の壁の
内部平⾯と同じ⾼さに合わせます。 Airsweepの適切な
位置とその性能を確かにするために、カップリングを容器の
壁に適切に配置する必要があります。
3. ビーズが外壁のカップリングの外周に沿うように、溶接を
⾏います。
容器の壁(外側)
カップリングの全⾯ 容器の壁(内側)
を容器の内部平
⾯と併せてください。 外周に沿って
連続ビード
マウンティング
カップリング
Page.9
Page13
4. AirSweepの前⾯にフランジガスケットを取り付け、スライド
させて前⾯フランジの溝に固定します。
5. Airsweepをマウンティングカップリングに完全に押し込み、
カップリングのフランジ端とAirsweepを合わせます。
AirSweepとマウンティングカップリングの間にフランジガス
ケットが平らに取り付けられていることを確認してください。
USDAシリーズ
AirSweep
ガスケットを
ここに挿⼊
挿⼊
Page.10
Page14
6. Triカバークランプをフランジの嵌合部に指締めでぴったりと
はめ込んで下さい。
エアー⼊り⼝
AirSweepのヘッドが
容器の内⾯と
平⾏になるように設置
トリクローバークランプを
設置
Page.11
Page15
USDA資料(14-17)
Page 10 of 21
Page16
Page 11 of 21
R1 C1
Page17
Page 12 of 21
Page18
Page 13 of 21
Page19
USDA資料(18-20)
メインテナンス
6か⽉ごとまたは500,000サイクルごとに、すべてのAirsweep
システム内の機器の検査を⾏い、摩耗または疲労の兆候を確
認することを推奨します。 定期点検を⾏わないと、突然機器
が壊れしまい、原料の汚染及び⽣産設備の損傷が起こってし
まうかもしれません。 AirSweepの内部部品とダイアフラムバ
ルブの可動部品の必須メンテナンス交換間隔は、100万サイ
クルです。 以下の典型的なメンテナンスキットをご参照下さい。
隔離
システムの動作中にAirSweepをオーバーホールする必要が
ある場合、最初に対称のAirSweepを隔離するバルブを閉じ
る必要があります。次に、AirSweepの制御システムをONに
して、最低(3)サイクルAirSweepを可動させます。
AirSweepシステムを数回可動させると、ホッパー周辺のすべ
てのパイプから圧縮空気を排気することが可能です。
注意︓怪我を避けるため、メンテナンスを⾏う前に、圧縮空気
をヘッダー配管から排気するか、AirSweepシステム機器から
隔離しなければなりません。
メインテナンス スペアパーツ
型番 詳細
USDA-185-Seal Kit MJ モデル185⽤USDA内部シールキット(ワイパーシール2個、PTFE圧縮ワッシャー1個、Oリング1個)
USDA-135-Seal Kit MJ モデル135⽤USDA内部シールキット(ワイパーシール2個、PTFE圧縮ワッシャー1個、Oリング1個)
USDA-Bushing Kit-MJ ワイパーシールグルーブ付USDAクオドラントケトロンPEEK1000ブッシングキット (185及び135両⽅⽤)
USDA-Wave Spring 185及び135⽤ウェーブスプリング、316Lステンレス鋼
Page.16
Page20
USDA承認済みAirSweep
組み⽴て⼿順(分解は逆)
1. Oリング(アイテム#2)を中央本体(アイテム#1)の溝に取り付けま
す。
2. バレル(アイテム#4)を中央本体の上に配置し、ボルト⽳を揃
えます。
3. 4個の六⾓ボルトをフラットワッシャー(アイテム#10及び#9)と共
にバレルとセンターボディに挿⼊します。
4. センターボディの背⾯にある凹部にワイパーシール(アイテム#3)
⼀つ取り付けます。軽く指で押してシールをくぼみに押し込み、
均⼀で確実なシートを確保します。ワイパーシールの⾯取り部
はバレルに⾯しています。
5. リアボディ(アイテム#17)をセンターボディの背⾯に配置し、六
⾓ボルトをリアボディのボルト⽳に合わせて通します。
6. 4個のフラットワッシャー(アイテム#9)を突出したねじボルト端に
取り付けます。
7. 4個の六⾓ナット(アイテム#11)をボルトにねじ込みます。指で
締めてから、⼗字パターン(0、180、90、270度)のレンチを
使って⼿で締めます。
8. バレル、センター、リアボディにバルブステム(アイテム#12)を取
り付けます。バルブヘッドがバレルの前⾯に完全に着座するまで
ステムを押します。
9. 2番⽬のワイパーシール(アイテム#3)をワイパーシールブッシン
グ(アイテム#5)の前に取り付けます。キャビティ内に均⼀で確
実に固定されるように、シールをキャビティに押し込み指で軽く
押します。ワイパーシールの⾯取り部は、ブッシングの外側を向
いています。
Page.17