工 場 で働く
技術者140名に聞きました
カイゼン活動
の実態
“カイゼン”
kaizen
Page2
アペルザ様_wp36_02[はじめに]
は じ め に
生産現場の作業効率向上や、安全性確保を見直すための活動は、
製造業では日常的に行われています。日本の生産現場で誕生
した言葉である「カイゼン(改善)」は、グローバルでも「kaizen」
と言われ、広く使われています。
今回の調査では、日本の品質の高いものづくり力を長きにわた
り支えてきた「カイゼン」活動について、工場の生産現場で働く
技術者のみなさまに、うまくいったこと、うまくいっていないこと
も、赤裸々にお尋ねしてみました。
目 次
実態調査:アンケート結果
・回答者のプロフィール……………………………………………03
・カイゼン活動の意味・意義………………………………………04
・カイゼン活動の取り組み状況……………………………………06
・活動推進のために工夫していること……………………………07
・うまくいった事例…………………………………………………08
・ITやデジタルの仕組みの利用の有無……………………………09
・カイゼン活動がうまくいく秘訣…………………………………11
実態調査:技術者インタビュー
・「カイゼンに終わりなし、諦めずにやろう!」
Aさん 生産技術 20年 製造業(その他()社員数300~499人)…13
・「気を張りすぎることなく、ほどほどに頑張ろう」
Bさん 品質管理/品質保証 20年 製造業(部品加工・生産)
(社員数3,000~4,999人)……………………………………………14
・「会社がカイゼンどころではない、悪循環沼にはまっている」
Cさん 化学品開発 約40年 製造業(化粧品()社員数1~9人)…15
概 要
調査時期:2022年8月4日~8月17日
対象者:生産現場にかかわる、生産技術、生産管理、品質管理・保証、
保守・保全、設計開発の従事者
回答数:201
有効回答数:141
02
Page3
アペルザ様_wp36_03[アンケート]
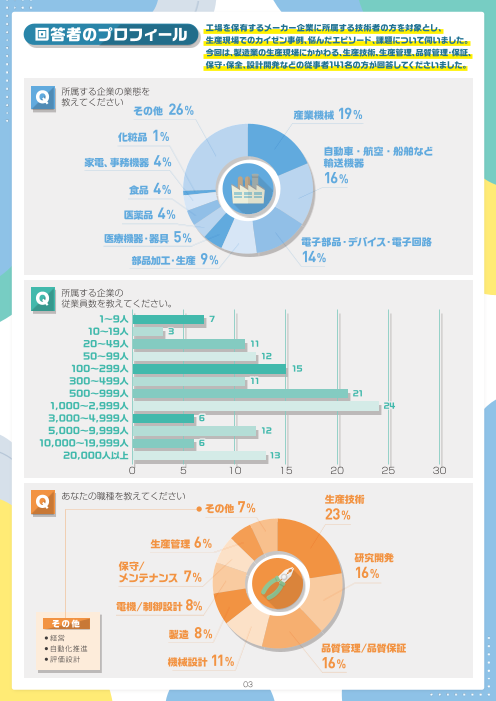
回答者のプロフィール 工場を保有するメーカー企業に所属する技術者の方を対象とし、
生産現場でのカイゼン事例、悩んだエピソード、課題について伺いました。
今回は、製造業の生産現場にかかわる、生産技術、生産管理、品質管理・保証、
保守・保全、設計開発などの従事者141名の方が回答してくださいました。
Q 所属する企業の業態を
教えてください
その他 26% 産業機械 19%
化粧品 1%
自動車・航空・船舶など
家電、事務機器 4% 輸送機器
16%
食品 4%
医薬品 4%
医療機器・器具 5% 電子部品・デバイス・電子回路
部品加工・生産 9% 14%
Q 所属する企業の
従業員数を教えてください。
1~9人 7
10~19人 3
20~49人 11
50~99人 12
100~299人 15
300~499人 11
500~999人 21
1,000~2,999人 24
3,000~4,999人 6
5,000~9,999人 12
10,000~19,999人 6
20,000人以上 13
0 5 10 15 20 25 30
Q あなたの職種を教えてください
7 生産技術
その他 % 23%
生産管理 6%
研究開発
保守/
メンテナンス 7% 16%
電機/制御設計 8%
その他
● 経営 製造 8%
● 自動化推進 品質管理/品質保証
● 評価設計 機械設計 11% 16%
03
Page4
アペルザ様_wp36_04[アンケート]
Q 設計している製品の生産数や種類
(複数担当する方は、現在、メインで設計している製品について) 多品種少量生産
その他 13% (生産数が1000台に届かない)
28%
変種変量生産
18%
少品種大量生産
多品種かつ単品~数台
18 22%
%
カイゼン活動について
Q カイゼン活動について、
意味があると思いますか?
いいえ
4%
はい
96%
「意味がある」と回答した方の理由
● どんなに改善しても改善のネタは尽きない ● 改善なくして生産革新はあり得ないと思う ● 利益向上や作業負担の軽減が見込めるから
●自分の仕事が楽になり、付加価値が増大する ●ポカミスを減らせること、不良品を出さないこと ●効率を高くすると仕事量を増やすことができる
●生産技術の革新には、日々の努力が必要だから ●労働生産性、工場施設の生産性を向上させたいため
●常に現状に満足せず良くする方法を考える力がつく ●生産性向上、原価低減につながる可能性があるため
● 改善をすることにより、生産性があがると考えます ● 原価低減活動や社員の意識向上にも繋がると考えます
● 限られた範囲で最大限に生産性を上げるためには必要 ●生産効率の向上や不具合の防止に繋げることができる
●良い製品を他社よりも 安価で作ることが必要だから ●活動を義務化することにより、社員の意識を一致させる
● 原価を下げてパフォーマンスを上げることが可能になる ●ただ単にQCDESの改善だけでなく、人材育成になる
● 改善により原価・品質・生産性において効果が現れるため ● 各自が最終顧客に対して考えることが重要だと思います
● 問題解決を通じて職場がよくなる、結果自分もよくなる ●企業の生産性を挙げる事は企業の収益力強化につながるから
● 現状の作業に無駄や無理がないかを見直す意味で効果がある ●生産性の改善でコスト改善、品質向上、安定生産につながる
● 品質や効率がコストに直結するので、日々改善が必要だから ● 改善を進めることで利益を向上させなければ業績は上がらない
● 小さな改善でも年間効果金額にすると大きい場合があるから ●日々、何らかの問題が発生し改善しなければ生産できないため
●個々の意識の改善、現場の改善、職場環境の改善など必須である ●生産での不適合など何かしら問題が出て、対応する必要がある
●作業ミス・事故・怪我を許容できるレベルまで抑える必要がある ●仕事に関係するすべての人や業務をより良くし、幸せにするため
● 製造業である以上、良品率・稼働率等改善する余地は常にあるため ●スムーズな作業のためには、基本が大事。基本を考えて改善がある
● 現場を理解するためのツールとして、また成果を得る手段として有効 ●人員の減少、部品輸送価格の上昇もあり、生産性向上を常に実施必要
●カイゼンによる原価低減、工数低減、品質向上等は重要と考えているため ●安全・4S・品質・生産能力・モチベーションの向上、生産コスト低減
●安全に終わりはなく、人とロボット化できる部分はどんどん改善すべき ●作業をより良くし、生産効率向上することで、会社の収益向上につながる
●ズバリ、この項目が止まることはないはずです。絶えず前進あるのみです ●合理化、Know-HowとKnoe-Whyの理解、従業員の知識向上
●人は有限の資源のため、効率的なものづくりには改善が必須のためです ●生産性向上と安全で働きやすい職場づくり、無駄、不良の撲滅につながる
●日々生産計画が変わる製造現場において適応するためのカイゼン活動は必要 ● 品質・安全ともにリスクは存在し、陳腐化するほどリスクは高くなるため
● PDCAのサイクルを回すことにより、品質や効率を向上できる可能性がある ● 作業等の無駄を無くすことでより良い製品づくりや作業性のアップができるから
● 現場現物で日々起こる問題を解決し続けることで競争力の根幹を作ることができる
04
Page5
アペルザ様_wp36_05[アンケート]
「意味がある」と回答した方の理由
● 保全の経験があります。改善は名前のとおり、生産量、効率化が上がると思います
● 現場での知恵は受け継がれる必要があり、設計、生技部門では気付けないこともあるため
● 時間の経過とともに販売価格は下がる一方。原価低減を進めにと利益が出し続けられない
● 時代と共に最適な技術が出てきており、その時代に合わせたカイゼンを実施することは必要
● お客様により付加価値の高い製品を安定的に提供し、会社の利益を生み出すために必須である
● 業務中の異常や危険といった変化に敏感になり、大きな損失を出す前に気づけるようになるため
●カイゼンには終わりというものがなく、継続的活動の積み重ねがより大きな価値になると考えるから
● 細かな(小さな)改善は末端部署でないと実施できず、改善が増えれば大きな結果につながるから
● 各担当者ごと自分流が「最善」と思い、ほかの作業者の意見を聞かない傾向があり平準化・伝承ができない
●常に進化しないと企業は競争力を維持できないが、もっとも小さいが確実な進化がカイゼンであるため
● 改善を行うことで既設設備の弱点を補うこと、新たな機構の開発等様々な所に影響を与えることができる
● 時間就労の従業員が多いこともあり、従来の手法を見直そうとすることそのものが困難であり、無駄が多いから
●生産性で考えれば、出来高が1台/Hとカイゼンを進めた10台/Hでは労務費、その他経費も違ってくる
●作業環境や効率のUPはいくらやっても無駄なことはない。その時、その場所によってさまざまな改善があると思う
● 現状維持は後退と考え、作業の標準を見直し、絶えずアップデートしていくことで会社として生き残ることができるから
● PDCAのサイクルを正しいプロセスで回し、より良い製品を作ろうとする意識がものづくりにおいては不可欠だと考えるから
●全体最適としてボトルネックを解消していく活動を継続する限り、意味はあるが、全体最適を考えないカイゼン活動は、意味がない
● 不良率削減や作業時間低減などは収益に直結するし、改善の成果が見えるようにすることで授業員のモチベーションの向上にもつながる
●意味は大いにあると考えているが、考え方を変えていかなければならないケースを多々感じる。今まで通りの改善は今後通用しなくなると感じます
● 品質、コスト、納期、安全性、法規対応は、設備や仕組みを導入した後も改善しなければ生産を継続する事ができなくなる。カイゼン活動を
することで、それらの意識付けを行い、競争力の維持継続ができるものと考えるから
● まず大前提として「正しく運用されていること」「経営層も含めた根本的改善に繋がること」がある。これがなければ無意味。その上で、
日常業務の中には大小さまざまな「無理」「無駄」が存在しているが、多くの場合はそれが当たり前になってしまい、気付けないか放置される。
カイゼン活動は、そうした部分に気付く感覚を育てたり、具体的な改善に繋がる機会を生む活動であると思う
●効率化、安全確保などの目的が一般的に言われていて、そのとおりだと思います。私の現場は中国で、業務改善、効率化改善すると、作業者は
労働強化だと感じるようです。決して労働強化をするつもりはなくて、同じ時間、同じ労力、そして場合によっては今までより軽減された
状態で生産数量を増やし、企業収益を上げることで彼らの報酬向上に繋がることを説いて回るのですが、なかなか理解してもらえません。
働き方改革にもつながる改善なので、作業者の理解を得ながら少しづつ進めています
「意味がない」と回答した方の理由
形骸化している
17%
カイゼン以前の 効果が出ない
問題を抱えている 67%
17%
理 由
● 時間がない ●効果が出ない ● 改善項目がない ● 改善する意識がある職員が皆無
●工程・プロセスが流動的で、都度対応している現場では、効果が得られるカイゼン活動がしづらい
● わずかな効果のカイゼンのために、多くの工数や経費がかかっていることが多くかえって無駄が出ている
05
Page6
アペルザ様_wp36_06[アンケート]
Q 職場で、
カイゼン活動は行なっていますか?
多かれ少なかれ、「行なっている」と回答した方が95%となりました。
「積極的に行なっている」と回答した方は、29%でした。
行なっていない 積極的に行なっている
26% 74%
少しだけ行なっている
26%
行なっている
74%
カイゼン活動を行なっていると回答した方
Q カイゼン活動について、定期的・計画的に行なわれていますか?
「はい」が6割を占めました。
回答者の大半で、日頃の業務の中にカイゼン活動が組み込まれているようです。
いいえ
37%
はい
63%
Q カイゼン活動の体制は、以下のうちどちらですか?
「ボトムアップ(現場主導)」との回答が、過半数以上を占めました。
いずれでもない 22%
ボトムアップ
(現場主導)
トップダウン
(経営主体) 54%
23%
06
Page7
アペルザ様_wp36_07[アンケート]
カイゼン活動を行なっていると回答した方
Q カイゼン活動推進のために、どのような工夫がなされていますか?
「効果や成果を可視化して共有する」が最多となりました。
その他 9
特に工夫がなされていない 24
教育に力を入れる 35
メッセージを発信し続ける 43
現場業務の負担にならないようにする 43
効果や成果を可視化して共有する 74
0 10 20 30 40 50 60 70 80
そ の 他 ● 成果に対してインセンティブを与える ●まだカイゼン文化がないので、取り入れるために計画作成中
●工程を減らすための機械化 ● 現在QMSの構築中
● なれないとミスが起こりやすいので、段階を踏んでカイゼンが進むようにしている ● 報奨金制度がある
● 改善提案高等級報奨金 ● 時間を作り出すようにしている ● 改善提案賞を設けて自主的な活動を促しています
Q カイゼン活動と併せて、以下のいずれかに取り組んでいますか?
「5S」に取り組んでいる方が最多でした。次いで、3Mとなりました。
その他 5
安全 2
特にない 9
3M(ムリ・ムダ・ムラ)削減 76
5S(整理、整頓、清掃、清潔、しつけ)活動 105
0 20 40 60 80 100 120
そ の 他 ● 市場価格で購入できるように情報の整理を進めている ● 3S活動、安全対応
●ヒヤリハット事例を残し順次対策する ● 品質向上、省力化活動 ●作業の履歴を追えるようにする
Q 職場の人たちはカイゼン活動に前向きですか?
「まあまあ前向き」という回答が4割近くとなりました。
次いで多かったのが、「一部の人だけが前向き」という回答です。熱心な人と、そうでもない人など、
職場に温度差があることがうかがえるような結果です。
前向きでない人が多い その他 2%
18%
大半の人が
前向き
16%
ごく一部の人 まあまあ その他
だけが前向き 前向き
39 ● どちらともいえない(というか無関心)
25% % ● 各所のとらえ方は不明
07
Page8
アペルザ様_wp36_08[アンケート]
カイゼン活動を行なっていると回答した方
Q カイゼンに取り組んでうまくいった事例はありますか?
「はい」という回答が8割でした。
いいえ
18%
はい
82%
カイゼンに取り組んでうまくいった事例があると回答した方
Q カイゼンに取り組んでうまくいった事例で、
以下で当てはまることはありますか?
「手間のかかりすぎる作業がある」が最多でした。
その他 4
従業員の気分が落ち込みやすい 9
地震や洪水など災害が起こった際の懸念 11
掃除で苦労している 20
ルールを守らない人がいる 28
ケアレスミスが多い 35
事務処理が煩雑化している 38
危険な作業がある 44
整理整頓ができていない 59
手間のかかりすぎる作業がある 82
0 10 20 30 40 50 60 70 80 90
そ の 他 ● 稼働率の向上 ●習得期間を必要とする作業の改善
● 品質改善、ポカヨケ ●コストダウン
08
Page9
アペルザ様_wp36_09[アンケート]
カイゼン活動を行なっていると回答した方
カイゼンに取り組んでうまくいった事例があると回答した方
Q うまくいったカイゼン活動の内容を1つ教えてください。
一部の回答を紹介します。
● 材料の置く場所を変更したり、配膳を工夫した ● 設備点検方法・点検基準の見直しで機器の延命化
●昔から実施している検査項目を見直し工数削減 ● 重い部品の保管場所を作業場所の近くに移動した
●人為的ミスが発生する場面で、治具投入により改善 ● 組立工程での不安全行動の排除と物流のムダの排除
● 始業前の半田槽のゴミ清掃を終業後も行うようにした ● 取りにくい部品を、位置や姿勢などを変えて取りやすくした
● 製法で手間のかかるものを図面から見直し、コストダウン ● 毎週金曜日に作業を止めて全員で4S活動を60分間行う
● 現場で使用する器具の置き場の整備と、数量管理の習慣化 ● 実験室の部品棚を整理して、部品を探す時間を短縮できた
● 複数サイトの情報を一つのフォームに転記する作業の自動化 ● 在庫を管理するソフトをエクセルのマクロを使って作成した
● 頑固な汚れを斬新な洗浄方法を用いた装置で落とすことができた ●協力工場での5S活動と改善事例の紹介による改善の推進依頼
● 手動によるグリス塗布を簡易ディスペンサーでの塗布に変更した ● 工場内のどこにいるのか行き先がわかるようにシステムを導入した
● 作業工程の可視化と見直しにより、最終産物の質が向上しました ● 絵にまとめるなど見える化を実施して、難しいことを簡単に表現する
● ハンドリフターの車輪にカバーを付けて足が巻き込まれないようにした ●過去のトラブルをデータ化して、新機種設計時のチェック項目でルール化
● 整理整頓を徹底する事で無駄・過剰な部品が削減でき在庫削減に繋がった
● 円筒形成型品の内径型の離型に苦労をしていたが、離型を容易にした
●温湿度監視の記録を電子化(データロガーのデータをそのままサーバーに保存)
● 機械を組み立てるエリアの配置を変えることで、ひとの移動距離を最適化した
●クラウドのアカウントを作り、業務内容をリマインダーで管理できるようにした
● 触媒の計量と記録を、手書きから自動計量、PCへのデータ転送システム化の実施
● 3S推進を、期限や日時を決めることで社内全体で一丸となって行うことができた
●作業員による目視検査からカメラの撮像画像と機械学習による自動化に切り替えた
● 重量物を階段で運搬時、階段専用のキャリアを採用し安全に運搬できるようになった
● 出荷直前の出荷検査を事前検査(塗装済み検査品を測定)に変更 4時間が2時間以内に
● 工場移転の際に現状維持から将来を見据えた計画を立案し、業務の効率化などにつなげた
● 中間工程品の数量カウントを人手でやっていたが、カウンタを活用して、人手によるカウントを止めた
● 部品製造工程の見直しにより、作業者のスキルに左右されず、安定した品質を保てるようになった
● 紙のムダをなくすために一部の記録をPDF化し、間接部門が情報の取出し時間を大幅にカットできた(約70%減)
●日々で各工程の仕掛りを容易に把握できるようにして、仕掛りを少なく保つように各工程の生産量を指示できるようになった
●クリアケースの点検表の記入欄部分を繰りぬいて記入時間を削減した。バラバラだった治具のセットを分類して一つの棚に収容した
● 以前は各自、自由に行っていたデスク周りの清掃を月に一度時間を決めて行なうようにしたところ、資料の整頓ができた。結果、残業時間が減少した
● とあるソフトウェアでの測定結果について、画面に出力された物を人間が筆記記録する形であった作業を、データ出力と
Excelでの自動成型の形に変えた
● 測定具の社内校正実施:以前は外部に校正を依頼していたが、校正作業を既に社内実施しているグループ企業に教えてもらい、
社内で校正を行なうことで経費削減となった
● AM(Additive Manufacturing)において、3Dプリンタのビルディングプレートをそのまま使用するのではなく、積層造形品のサイズにあった
ビルディングプレートを使用できるようにベースプレートを改善して、安全性向上、段取り・取出し工数の低減、副資材の削減を実現した
Q うまくいったカイゼン活動で、以下で利用した IT やデジタルの仕組みはありますか?
「いずれもない」という回答が最多で、デジタル化が伴わないアナログな活動が目立つようです。
回答があった仕組みで最も多かったのが「IoT」でした。
その他 5
CAMなどの工作機械プログラム 2
AR/VR 3
BIソフトウェア 4
AI 8
自動寸法測定システム 11
無線通信 14
スマートフォンやタブレット端末 16
CADなどの設計ソフトウェア 17
画像処理 22
IoT 24
いずれもない 44
0 5 10 15 20 25 30 35 40 45 50
そ の 他 ● 画像編集ソフトでの標準書作成 ●内製Windowsアプリ ● PLCdata中身の変更 ● RPA ●VBA
09
Page10
アペルザ様_wp36_10[アンケート]
カイゼン活動を行なっていると回答した方
カイゼンに取り組んでうまくいった事例があると回答した方
Q 苦労したエピソード、悩んだエピソ―ドがあれば、教えてください。
一部の回答を紹介します。
●測定技量試験になかなか合格できない ● 現場主導で継続できるか不安だった ●工務部門との改善の進め方の情報共有
●予算取り(メリット算出)、工数確保 ●購入するタブレットのサイズや機種選定 ●何度も実験を繰り返し、時間がかかった
● 画像処理が人の目よりも落ち度がある場合 ●工具の選択、ロボットティーチングなど ● 新たなことへの学びの時間がかかること
●人から自動への移行による検査精度合わせ ● 設計上の品質と製品に微妙な違いが出る
● 物の配置や動き、人の動きを把握すること ●どの階層をターゲットとするかで内容が違う
●パート従業員は時間給のため興味を持たない ● 改善や不具合対策を全社に浸透させること
● 工場の貯水槽の渇水が頻発した際の原因特定 ● 想定していたものと食い違い時間がかかった
● 検査工程において曖昧判定基準の峻別に悩んだ ● 無線の周波数が干渉し、他の機器が誤作動した
●作業者の理解が得られず、さまざまな衝突があった ●システム構築時に現場の意見をいかに取り入れるか
●一致団結してとはならず、力のある人に頼りきり ● 現場での作業者教育と管理職のリーダーシップ養成
●最低限必要なアプリをインストールしてもらえない ●使い方や方法についての標準化に時間が必要だった
●生産活動の合間をぬっての条件出しが大変であった ● CADのチェック機能の使い方がわからず、苦労した
●作業方法変更への抵抗を説得するのに苦労しました ● 素子数の少ない比較的安価なカメラでのシステム構築
●知識のレベル差があるため、目標設定がうまくできない ● 半田槽のゴミが定量的でないため,判断に苦労した
●システム化が難航し、予定の倍以上の工期を要したこと ● 現場の思いを汲んだはずが、「使い難い」と一蹴された
● 参考となるものがないので、手探りで資料を作成したこと ●先に投資が必要な施策は費用対効果で承認を得るのが大変
● 関わりたくない人が出る。費用や時間が捻出できない時がある ●自動で照度を測定しようとした時に、周辺の光が邪魔になった
● 特にありませんが、手間と時間をかけると良いものができます ●目的とアウトプットを明確にしてデータ収集しないと活用できない
●シイタケ工場の温度湿度、CO2の計測値を本社で見えるように実施
●今進めている自動化を五里霧中でやってきた、ない予算で進める勇気
● IT、デジタルに関しては現場にて関心がない。経営からの教育もない
● 中国製品の不安定性(日本製に比べ大きなバラツキや仕様変更が多い)
●通常業務の時間を割いて行なうことが難しい。残業することができない
●全員が最新のテクノロジーを使用できるようにするためのマインドのチェンジ
● 改善の途中で不良品を後工程に流してしまったり、故障を誘発させたときがあった
● 小量、少人数、多品種生産なので、むり・むだを当たり前と感じてしまいがちです
● 密着しているなど、官能評価出たところ数値化し、常時監視するようにしたところ
●スマホで異常管理をするうえで、スマホの費用負担を会社でできないケースがある
● 不良の少ない製品検査で画像検査を導入したが省人化できず効果金額が少なかった
●システム・ソフトを使えば効率化できることが分かっていながら、すぐに操作できる人がいない
● 将来像が不明確、予算が限られている、現状からのカイゼンによる現場に対する利益の共有
● Excelに在庫品をまとめたが、Excelでなくアプリケーションでできればと考えた
●金属粉末の影響やコーター引き時の力学からビルディングプレートの固定方法を工夫しました。
● 社内のセキュリティ対策の関係で、アプリから各Webサイトにアクセスできるようにするのに苦労した
●見える化することを監視と捉えて拒否反応する人がいる。目的と手段を勘違いして、いつの間にか手段=目的になっている
●作業者の理解を得ることから始めなければならない。決して労働強化ではないということを知ってもらう必要があります
● 検査工程の自動化において、属人化していた作業内容を測定機器を用いて自動化を行ったが、実務レベルまで落とし込む
ための現場サイドとの調整に難儀した
● 少人数・小工程の作業についての改善であれば発信から改善までを進めやすいが、少し工程が増え、関わる担当者が増えると
誰かのところでストップしてしまう
● 当社のカイゼン活動は内容がトップの鶴の一声で決まる。トップが変わるたび意見は聞かれるがその意見が採用されたこと
はほぼなく、トップがいいと思ったものが行なわれる
●ソフトウェア側からのデータ出力が表計算ソフト等を考慮しておらず、Excelへ落とし込むために苦労した。色々なシチュ
エーションで変わるデータの中から汎用的に使える法則性を見つけるという、まるでパズルを解くような作業だった
● 移動して入力ができるように現場にタブレットを導入しようとしたが、持ち歩くのを嫌がって運用できなかったため、最終
的に設備毎にタブレットを設置する運用となった。タブレットである必要がない状態だが、無線PCと考えると安価なので
良いという結論になった
●ディープラーニングによる検査は検査ソフトの営業が言うほど簡単ではない。不良判定した画像に誤判定(実は合格品)が
多く含まれるケースがあり、閾値の設定や照度などの環境因子の規定など何度も見直しが必要になった。不良を合格と判定
する事が最も避けなければならない事象であり、慎重に進める必要があった
● 新規のことは、簡単な操作にしないと使用してもらえないため、操作は可能な限り簡単にする必要があった。特に、予想外
の事例が発生した際に、自分しか修正できない状況を避ける必要があり、エクセルベースにすることで、普段はマクロ上の
操作以外受け付けないが、マクロを切れば直接編集できるようにして(要パスワード)、権限のある人であれば誰でも修正で
きるようにした
10
Page11
アペルザ様_wp36_11[アンケート]
カイゼン活動を行なっていると回答した方
カイゼンに取り組んでうまくいった事例があると回答した方
Q カイゼン活動がうまくいく秘訣があれば、教えてください。
一部の回答を紹介します。
●ソフトシステムの理解と作業の本質理解 ● QC活動を通してのメンバー全員の意識向上
●意義と方向性、予測効果の明確化と情報共有 ●ビフォーアフターが誰が見ても解るようにする
●作業従事者のやりがいを向上させる手段の構築 ●資金を潤沢に与え、成果のある改善を期待する
●皆が改善に対して同じように意識的に動くこと ● 些細なことでも日頃から改善できないか意識する
● 設計と製造、生産現場が効率良く連携されること ●多少遠回りしてでも分かりやすくするようにする
● 絶対に成し遂げるという強い意志を持って臨むこと ●目的・背景を明確にする。活動の進捗を見える化する
●カイゼンする意思を尊重し、小さなことにも目を向ける ● 現状を正しく把握して現場が望んでいることに取り組む
●ボトムアップとトップ・マネジメント層の見守り・支援 ●1件につき、弊社では奨励金として500円相当の金券を配る
●金額的なロスを提示すること。年間幾ら無駄にしているなど ●自分たちにどんな良いことが起きるのかをイメージさせる
● 現場と生産技術の連携を行うこと(自分達だけでやろうしない) ●意義・成果を伝えてやる気を出させる。みんなで協力して進める
● 改善提案制度(報奨金あり)の報告フォーマットに面倒がないこと ● 現場主導で継続できるように、本社が機器や設備をサポートする
● 初期段階で、多くの人を巻き込みつつ、リーダーを設定すること
● 押しつけにならないよう、作業者の目線、意見も重視して進めていく
● 社員のモチベーションと、社員のスキルを向上させる教育体系の両立
● 現状を良しとせず、常にもっとうまいやり方があるという目線で取り組む
●日頃からメモを取る習慣(困りごと、問題点を箇条書きにして精査すること
● 楽しく問題点を見つけられるように進める。とにかく興味、疑問を持たせる
●トップのリーダーシップと改善活動継続強化への意思表示、中期方針などとのリンク
●当たり前だと思ってやっていることに疑問を持つと、理由がなく、無駄であるということに気付く
● 表の活動だけでなく、裏の活動(根回しや事前相談など)も行い,実行環境を整える
● 現場の方の理解と納得を得る。ビジョンを共有しカイゼン後をイメージしやすくする
● 小さなことでもコツコツと、金額や数値に変えて可視化することで効果が見えやすくなる
●少人数でできることから、改善金額を明確にしフィードバックをこまめにすることだと思う
●どんなことになぜ困っているのかをヒアリングすること、自身が体験することが大事だと考える
● 設計・製造・検査(品保)の良好なコミュニケーション。計画が遅れないように上位のフォロー
●問題を問題と感じる人を増やすこと。目の前に問題があったとしたら、解決せずにはいられない人の養成
● 社員、協力会社がカイゼンを行う理解と、生産効率を上げるために一団となり皆でまとまっていく必要がある
●問題を深堀りして、あまり複雑なことは行なわない。可能な限りシンプルな方法を取り入れるように考えている
●他部署の協力が必要です。時分の場合は「製造ライン部署」にお願いをして、空き時間に設備を使わせてもらった
●一度に大きく変えずに、段階を踏むことで急にやることが増えないようにして、ストレスなく改善が進むようにする
● 無理して結果を出そうとせずに、常に意識は持っておくこと。ノルマになると改善意識を持つことは難しいと思います
● 特定の人間だけが注力するのではなく、できるだけ多くの人間を巻き込んで組織の中で大きなムーブメントにすることが大切だと思う
● 周囲を巻き込んで行なう。困っていることを周囲に発信して協力者を募る。効果(成果)を周りの関わるメンバーに分けられたらなおよい
●月並みだが、立てた目標に対して改善した成果が明確に見えるようにする。当事者自ら積極的に改善したいアイテムを探し
出すようになる
● 提案実施後の効果を金額に換算して、月額効果額の15%を提案者に報奨金として与えます。ものによっては結構な効果額
になるので、最近は前向きに取り組んでくれる人が増えてきました
●メーカさんが作ったものは手段であるので、自分たちの目的を達成するための仕様を検討することが必要。購入品でも良い
が、目的を達成できる仕様になっているか否か、継続的な改善ができる仕様であるのか、自分たちで検討することが必要
●とにかく現場に足を運んで事実を見て、現場の意見をよく聞くこと。ただし、すべて聞いていてもダメで、運用で対応すべき
ところは現場にも理解してもらってやってもらう必要があり、そのためにも現場にメリットを感じてもらうことが重要
カイゼンに取り組んでうまくいった事例がないと回答した方
Q うまくいったカイゼン事例がない理由を教えてください。
一部の回答を紹介します。
●リソースが少ない ● 変化を嫌う人が多い ●効果が目に見えてない ● 改善をする前に意識の問題 ● 現状維持を良しとしている
●エンゲージメントが低いから ●皆さんの中で優先事項が異なる ● 毎回設置工事場所が異なるため
● 年が離れているため話が合わない ●レギュレーション等により変更が困難 ●効果のあるカイゼンネタが出しにくい
● 改善効果を徹底検証する時間的余裕がない ●一つのテーマを成功するまで継続できない
● 業務との切り分け不明瞭。成果の確認が不十分 ●生産量が少ないため効果の実感を感じてもらえない
● 設立後間もない会社で、まだ、業務プロセスが固まっていない ●全体的に改善活動に消極的、改善効果に対して報酬が少ないのが要因?
● 実施にかかる工数や費用に対して、改善がみあっていない(かえって赤字)
●個人が自主的にやっているが、通常業務を従来から変えようとしない傾向がある
● 現場と経営層の認識の乖離があるため。情報発信をしても、双方の立場から踏み込んでいない
● 机上や現場の状況を確認せずに、上層部からの要望だけがおりてくるため全く役にならない改善要望ばかりのため
● 職場の中で一部の人間が改善を行っているため、全体として成功したうまくいったという実感のあるカイゼンが少ない
11
Page12
アペルザ様_wp36_12[アンケート]
カイゼン活動に取り組んでいない方
Q カイゼン事例に取り組んでいない理由を教えてください。
一部の回答を紹介します。
● 暇がない ●意識が低い ● 改善項目がない ● 経営者が興味がない ● 社の方針ではないから ● 職員に改善の意識なし
● 品質担保が最優先で、カイゼンに取り組む時間、マンパワーが足りないため
12
Page13
アペルザ様_wp36_13[インタビュー]
interview 01 回答者プロフィール
Aさん/生産技術:20年 仕事の内容
製造業(その他)[社員数‥300~499人] 新規製品の生産技術担当
今回のお話 カイゼンに終わりなし、諦めずにやろう!
Q どのようなカイゼン活動を カイゼンの取り組みについて、
行なっていますか? Q 温度差はありますか?
主だったテーマは、「もっと良品率を高めよう」 ある。仕方がないことだ。
「もっとサイクルを高めよう」といった「生産性の
カイゼン」。細かいものから大きなものまである。
Q それは、年代的な問題なのか、個別の性格
治具の改善で作業をしやすくする、ソフトウェア
がかかわっているのか、どちらでしょう?
を改修して生産サイクルをアップするなど。まず
現場から課題に対して声出しがあって、それに対 どちらもある。年代的な問題だと、勤務歴が長
して対応を行なうことが多い。 い人ほど、先が見通せるようになってしまうから
か、「それは、あえて手を出さない方がいいだろ
う」などの判断が入って、かえってカイゼン提案
Q 取り組んだ が出づらくなっているように感じる。一方、若手
カイゼンの例 は、思ったことを率直にどんどん提案してくれる。
確かに、なんでもかんでもよしとはできないが、
日々の製品製造では、不良品検査が必須である
活発に意見をしてくれるほうががよいので、先輩
が、効率や検査結果は人によりばらつきが出てし サイドがそれをポジティブに聞いて、否定しない
まう。個人個人でも、体調などのコンディション で受けとめるようにしている。
で、日々ばらばらになる。それに、人はやはり、
見逃しやヒューマンエラーを必ず起こす。
カイゼンや5Sなどの活動で、やらされ感を
そこで、人による不良品の目視検査を、カメラ Q 持たれてしまう場合、どのように解消しますか?
による自動検査に変えている。なるべく導入しや
すい安価なシステムを選ぶようにしている。ただ やらされ感を覚えてしまう人は、まず活動をす
し、今も取り組んでいる最中である。人の視力や る意味について腑に落ちていないと思う。
感覚による検査にはなかなかかなわないところも 5S(整理、整頓、清掃、清潔、しつけ)は、「やっ
多く、課題が残っている。いろいろと難しい。 て当たり前の活動」というふうに言われることもあ
このような類の自動化の流れは、世の中や業界 るが、「当たり前のことを、当たり前のようにやる」
「基本に忠実に」ということは、案外難しいことな
全体で強まっており、それに抗いようがなく、
のではないかと思う。自分の現場では、いきなり
なんとかやらざるを得ないと考えている。
5Sではなく、3S(整理、整頓、清掃)から取り組
んでもらうようにするなど工夫するようにしている。
Q カイゼン活動は 言って聞かせる、というよりは、その周りの人
定期的に行われていますか? たちで率先してやって、「やらなければいけな
部署によりまちまちであるが、だいたい週1回、 い」という雰囲気を作るとうまくいくと思う。そ
現場の技術者や管理者が集まり、カイゼン策の れも、実際はなかなか徹底は難しい。
実施状況や結果報告などを行なっている。
Q カイゼン活動を
うまくやる秘訣
Q カイゼンのネタが
つきることはないのですか? 「諦めないこと」が一番大事。諦めたらそこで
「失敗」になる、裏を返すと諦めなければ「失敗
「100%完璧」な設備やものであればないと思 ではない」ので。いつかは成功すると信じて、や
うが、それはあり得ないので、尽きることはない。 る。……もちろん、状況によっては諦めざるをえ
「カイゼンに終わりなし」 ない場合もあるが。
13
Page14
アペルザ様_wp36_14[インタビュー]
interview 02 回答者プロフィール
Bさん/品質管理/品質保証:20年 仕事の内容
製造業(部品加工・生産)[社員数‥3,000~4,999人] 製品の品質保証業務、不具合品の対処
今回のお話 気を張りすぎることなく、ほどほどに頑張ろう
どのようなカイゼン活動を ため、従来の有鉛はんだよりはがれやすく、
Q 行なっていますか? それがごみ発生につながることがある。また、
少量多品種生産であるため、ごみの量も製品
生産での不適合など何かしら問題が出れば、 やタイミングごとでまちまちであり、効率の
原因追求し、カイゼンの案を打ち出すなど、 よい掃除やチェックをどうするかが悩まし
対応する。設備の定期点検を確実に行なうこと。 かった。
過去の生産情報は、自分が管理している このような状況から、はんだ槽のゴミ清掃
ところでは生産数が少ないことから、トラッ の頻度を単純に増やすしかないと、始業前と
キングというレベルのことはしなくても調査 あわせて終業後も清掃を行うという、無理
可能だ。 なく続けられるルールとした。
Q 職場でのカイゼン活動での
Q カイゼン活動の
課題について
秘訣について
マニュアルを遵守して作業をした(あるい
日々、しょっちゅう気を張り巡らせて、改善
は、しているはず)としても人為的ミスが発
点をずっと探すような活動も疲れてしまう。
生する。マニュアルで表現するのが難しいノ
ピリピリしすぎることないようにしつつも、
ウハウをどのように作業者に指導するかが課
ほどほどな感じで問題意識は持っておくこと。
題だ。作業者が、不明な点を生産技術担当に
尋ねることなく作業を進めたり、思い込みで
作業を進めたりしてしまう。若手世代への技
Q 5Sや3Mといった活動には、
術伝承も課題になっている。
やらされている感で取り組む人も少なく
ないかと思いますが、いかがですか。
Q そのような課題について、 うちの職場にも確かにいる。この活動に限
どのように対処していますか? らないことなのかもしれないが。例えば、机
の上に何も置かない机上の「フラット化」活
現場作業について、IoT化や自動化を検討し、 動を推進しても、自分自身もそうであるが、
徐々に対応しているが、現場にある設備やPC 物はつい置いてしまうものだ。それも、強制
のOSの更新問題、熟練技術者のノウハウ反映 して無理にやらせたり、事務的に冷たく伝え
の課題などで、なかなか進まない。AIやIoTの てしまうと反発を覚えるものかと思うので、
最新技術やソリューションも展示会で情報収 「やった方がいいのではないのかなぁ」くら
集をしているが、自分の職場で現実的に活用 いの感じでやんわり伝えていき、少しずつ習
できそうな技術がうまく見つからない。 慣にしてもらうのがよいと思う。また、皆の
いる前で注意してやり玉にあげるなどしない
で、個人的に一対一でやさしく伝えていくと
Q カイゼン活動の
分かってもらえると思う。
例について
技能伝承の課題についても、社内の若い世
基板製造時のフローはんだ槽のごみは、 代の人にもう少し目を向けてもらいたいと考
ショートなど部品不良につながる恐れがある えているが、そうやってやんわりと伝えてい
ため、確実に取り除かなければならない。現 けたらと思っている。
在使用している鉛フリーはんだは融点が高い
14
Page15
アペルザ様_wp36_15[インタビュー]
interview 03 回答者プロフィール
Cさん/化学品開発:約40年 仕事の内容
製造業(化粧品)[社員数‥1~9人] 営業・製造全般(元・化学系開発者)
今回のお話 会社がカイゼンどころではない、悪循環沼にはまっている
Q カイゼン活動について、 Q 日々、作業や業務で
意味があると思いますか? 改善や工夫していることはありますか?
生産効率が高まることであるし、あると思う。 整理整頓や、日々の清掃程度は行っている。
自分直下のスタッフはパート(非正規雇用)
中心であるため、依頼する作業とは直接関係
Q 職場で、カイゼン活動は のない自発的なカイゼン活動を行なってもら
行っていますか? うわけにもいかない。整理整頓や作業手順の
今の職場は、積極的なカイゼンをする以前 整備や工夫などは自分が行い、パートスタッフ
の状態であり、取り組めていない。 に指示する。
現在、コロナ禍で自社製品の売れ行きが芳 ただし、パートのスタッフも、自分の範囲で
しくなく、廃盤になる製品も出ており、会社 作業の工夫や、ちょっとした改善の提案はし
経営全体が斜陽である。そのため、製造の仕 てくれており、作業は効率的で早い。勤務年
事そのものが減っている。今の状況に併せて 数が長いこともあり、責任感があり、優秀だ
売れる新製品を考えたりしなければならない と思う。
のだろうがうまくいかない。
仕事で工夫をしていることとしては、パート
改善すべきところがないわけではないが、 のスタッフとコミュニケーションを積極的に
このような状態なので、会社側も経営が苦し 行うこと。何か問題が少しでも起これば、す
いからか、そこへは投資してくれない。 ぐ報告してもらうようにしている。間違いが
自分ではないとできない、属人的な業務も ないか、確認やチェックをしっかりと行なう。
多い。マニュアル化が難しい業務だ。そのう 今いるスタッフがよくしゃべる人なので、コ
え、社内の平均年齢も高い。自分自身も引退 ミュニケーションは図りやすい。
が近く、自分自身のノウハウは継承しなけれ
ばならないと考えている。しかし、後継者と
Q 会社の現状を改善するには、
なる若手についても、経営者が積極的に募集 どうしたらいいのでしょうか?
をかけない。
何とか新製品を開発し、売り上げをアップ
まさしく、悪循環にはまっている状態だと させるしかないかもしれない。資金がなけれ
思う。 ば、人材採用もカイゼンもできないため。
15
工場で働く技術者140名に聞きました
カイゼン活動の実態
発行日:2022年9月21日
発行:株式会社アペルザ
問合せ先:aperzacatalog-mail@mail.aperza.jp
リクエスト募集中!
ぜひお声をお聞かせください
https://forms.gle/e2M17aghUfWaFeyD8