


組立工程における工程能力管理用抜き取り検査装置(リード寸法及び金型品質の管理)
1トレイのパッケージを高精度にリード寸法計測を行う弊社LI300の後継最新モデル。高精度位相シフト法の検査ユニットVM-Aを搭載する事でリード・モールド成形工程の工程能力管理を実現。成形金型の特性を数値化を実現する事で金型交換サイクルの最大化、金型交換コスと削減に貢献します。
このカタログについて
| ドキュメント名 | 高精度工程能力管理検査装置 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 1.2Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社安永 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
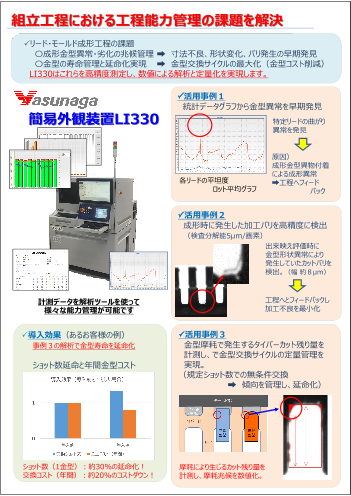
組⽴⼯程における⼯程能⼒管理の課題を解決 【主要諸元】
リード・モールド成形工程の課題 BGA,CSP,LGA 3×3〜30×30mm
〇成形⾦型異常・劣化の兆候管理 ➡ 寸法不良、形状変化、バリ発⽣の早期発⾒ 対象デバイス QFP,SOP 5×5〜28×40mm
〇⾦型の寿命管理と延命化実現 ➡ ⾦型交換サイクルの最⼤化(⾦型コスト削減) QFN 3×3〜12×12mm
LI330はこれらを⾼精度測定し、数値による解析と定量化を実現します。 対象ボール径/ボールピッチ Φ0.15mm以上/0.3mmピッチ以上
活⽤事例1 対象トレイ JEDEC,JEITAトレイ,工程内専用トレイ
統計データグラフから⾦型異常を早期発⾒ BGA/CSP 浮き・端子⾼さ・スタンドオフ・反り・全⾼・端子中心位置・端子径全⻑/全幅・パッケージ中心ズレ・パッケージ端・位置度A・端子ピッチズレ
簡易外観装置LI330 特定リードの曲がり QFP/SOP 浮き・スタンドオフ・反り・全⾼・リード位置度・リードピッチ・リード幅異常を発⾒ リード先端バラツキ・全⻑/全幅・スラントA/B
検査項目
QFN 浮き・スタンドオフ・反り・全⾼・リード位置度・リードピッチ・リード⻑リード幅・リード先端バラツキ・全⻑/全幅
原因)
成形⾦型異物付着 ⽋陥検査 リード間異物・リード成形⾦型摩耗量検査樹脂部⽋陥・ボール⽋陥・ボール間異物
による成形異常
各リードの平坦度 ➡工程へフィード 供給電源 3Phase AC200V±10% 5KVA
ロット平均グラフ バック 供給エア 0.39MPa or more 100L/min or more
ユーティリティ
装置サイズ 約1,200(W)×1,180(D)×1,500(H)mm
活⽤事例2
成形時に発⽣した加工バリを⾼精度に検出 装置重量 約750kg
(検査分解能5μm/画素)
出来映え評価時に 【レイアウト構成図】 【オプション】
⾦型形状異常により
発⽣していたカットバリを <検査機能の更なる強化>
検出。(幅 約8μm)
上面/下面検査ユニット(⾼精度⽋陥検査)
計測データを解析ツールを使って 工程へとフィードバックし <付加価値向上>
様々な能⼒管理が可能です 加工不良を最⼩化
工程内、上位サーバとのデータ連携
(トレーサビリティデータ管理等)
導入効果(あるお客様の例) 活⽤事例3 工程内トレイ対応
事例3の解析で⾦型寿命を延命化 ⾦型摩耗で発⽣するタイバーカット残り量を
計測し、で⾦型交換サイクルの定量管理を
ショット数延命と年間⾦型コスト 実現。
(規定ショット数での無条件交換
➡ 傾向を管理し、延命化)
株式会社 安永
CE事業部 マーケティング部 営業2グループ
〒518-0834
三重県伊賀市緑ヶ丘中町3860
ショット数(1⾦型)︓約30%の延命化︕ 摩耗により⽣じるカット残り量を TEL : 0595 (24) 2252 FAX : 0595 (24) 2720
交換コスト(年間)︓約20%のコストダウン︕ 計測し、摩耗兆候を数値化。 URL http://www.fine-yasunaga.co.jp
Copyright (C) 2015 Yasunaga Corporation. All rights reserved.