



このカタログについて
| ドキュメント名 | LUMEX Avance-25 サンプルワーク |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 3.8Mb |
| 取り扱い企業 | 株式会社松浦機械製作所 (この企業の取り扱いカタログ一覧) |




このカタログの内容
Page1
一 体 造 形 ・ 工 程 削 減
電動 ド ラ イ バ
E l e c t r i c D r i v e r
産 業 分 野
M a t s u u r a M a c h i n e r y C o r p o r a t i o n
E l e c t r o n i c s
Page2
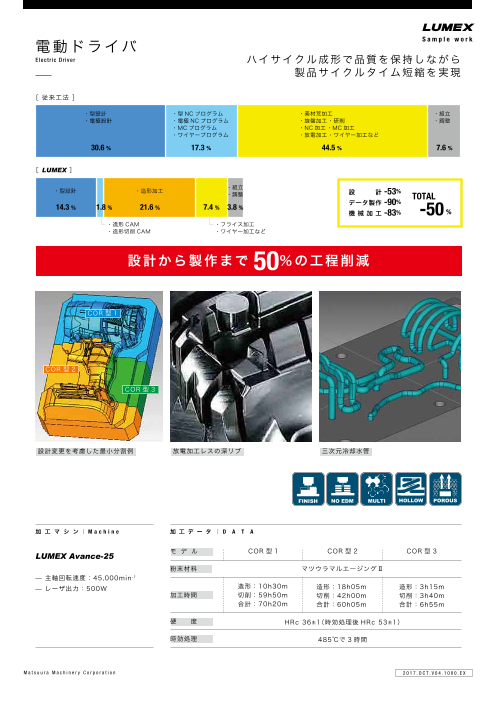
電動ドライバ S a m p l e w o r k
Electr ic Dr iver ハイサイクル成形で品質を保持しながら
製品サイクルタイム短縮を実現
[ 従来工法 ]
・型設計 ・型 NC プログラム ・素材荒加工 ・組立
・電極設計 ・電極 NC プログラム ・旋盤加工 ・研削 ・調整
・MC プログラム ・NC 加工 ・MC 加工
・ワイヤープログラム ・放電加工 ・ワイヤー加工など
30.6 % 17.3 % 44.5 % 7.6 %
[ LUMEX ]
・型設計 ・造形加工 ・組立・調整 設 計 -53% TOTAL
データ製作 -90%
14.3 % 1.8 % 21.6 % 7.4 % 3.8 %
機 械 加 工 -83% -50 %
・造形 CAM ・フライス加工
・造形切削 CAM ・ワイヤー加工など
設計から製作まで 50%の工程削減
COR 型 1
COR 型 2
COR 型 3
設計変更を考慮した最小分割例 放電加工レスの深リブ 三次元冷却水管
加 工 マ シ ン | M a c h i n e 加 工 デ ー タ | D A T A
モ デ ル COR 型 1 COR 型 2 COR 型 3
LUMEX Avance-25
粉末材料 マツウラマルエージングⅡ
̶ 主軸回転速度:45,000min-1
̶ レーザ出力:500W 造形:10h30m 造形:18h05m 造形:3h15m
加工時間 切削:59h50m 切削:42h00m 切削:3h40m
合計:70h20m 合計:60h05m 合計:6h55m
硬 度 HRc 36±1(時効処理後 HRc 53±1)
時効処理 485℃で 3 時間
M a t s u u r a M a c h i n e r y C o r p o r a t i o n 2 0 1 7 . O C T . V 0 4 . 1 0 0 0 . E X
Page3
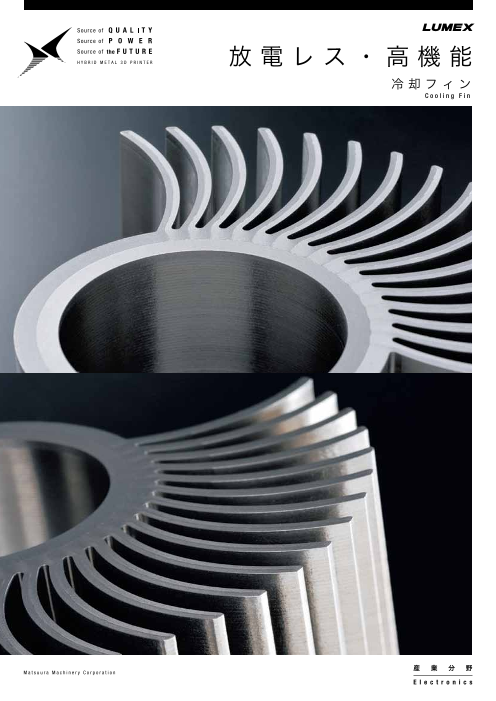
放 電 レ ス ・ 高 機 能
冷却 フ ィ ン
C o o l i n g F i n
産 業 分 野
M a t s u u r a M a c h i n e r y C o r p o r a t i o n
E l e c t r o n i c s
Page4
冷却フィン
C o o l i n g F i n コーナー R0.5mm× 高さ 40mm 連結壁
積極的冷却 放電加工不要
加 工 マ シ ン | M a c h i n e 加 工 デ ー タ | D A T A
LUMEX Avance-25 粉末材料 マツウラマルエージングⅡ
重 量 500g
̶ 主軸回転速度:45,000min-1
̶ レーザ出力:500W 造形:11h50m
加工時間 切削:23h40m
合計:35h30m
硬 度 HRc 36±1(時効処理後 HRc 53±1)
表面粗さ Rz 7.36μm(外周部)
M a t s u u r a M a c h i n e r y C o r p o r a t i o n 2 0 1 7 . O C T . V 0 4 . 1 0 0 0 . E X
Page5
ハイサイクル・品質向上
デジ タ ル カ メ ラ
D i g i t a l C a m e r a
産 業 分 野
M a t s u u r a M a c h i n e r y C o r p o r a t i o n
E l e c t r o n i c s
Page6
デジタルカメラ
Dig i ta l Camera 薄物射出成形品の “ヒケ” や “ソリ” の
抑制、ハイサイクル化
[ COR側の水管 ] [ CAV側の水管 ]
製品の壁に沿った三次元冷却水管
従来水管
冷却時間:13秒
成形サイクル:25秒
ソリ:最大 0.4mm
三次元水管
冷却時間:9秒
成形サイクル:21秒
ソリ:最大 0.03mm
加 工 マ シ ン | M a c h i n e 加 工 デ ー タ | D A T A
モ デ ル CAV 型 COR 型
LUMEX Avance-25
粉末材料 マツウラマルエージングⅡ
̶ 主軸回転速度:45,000min-1
̶ レーザ出力:500W 造形:30h45m 造形:14h30m
加工時間 切削:24h55m 切削:25h00m
合計:55h40m 合計:39h30m
硬 度 HRc 36±1(時効処理後 HRc 53±1)
時効処理 485℃で 3 時間
M a t s u u r a M a c h i n e r y C o r p o r a t i o n 2 0 1 7 . O C T . V 0 4 . 1 0 0 0 . E X
Page7
ハ イ サ イ ク ル・深 リ ブ
防水 コ ネ ク タ ー
W a t e r p r o o f C o n n e c t o r
産 業 分 野
M a t s u u r a M a c h i n e r y C o r p o r a t i o n
E l e c t r o n i c s
Page8
防水コネクター
W a t e r p r o o f C o n n e c t o r CAV 側、COR 側共に
深リブ、ポーラス層、三次元冷却水管
CAV 型
4 分割 一体型
COR 型
5 分割 一体型
[ 従来水管 ]
21.7% 18.3% 60%
型 開 閉: 5秒 射出:1.5 秒 冷却:18秒
EP動作:1.5 秒 保圧: 4 秒
[ 三次元冷却水管 ]
21.7% 18.3% 27% 冷却時間 55%削減
型 開 閉: 5秒 射出:1.5 秒 冷却:8秒
EP動作:1.5 秒 保圧: 4 秒
射出成形サイクル 33%短縮
加 工 マ シ ン | M a c h i n e 加 工 デ ー タ | D A T A
モ デ ル CAV 型 COR 型
LUMEX Avance-25
粉末材料 マツウラマルエージングⅡ
̶ 主軸回転速度:45,000min-1
̶ レーザ出力:500W 造形:35h50m 造形:06h45m
加工時間 切削:36h25m 切削:24h20m
合計:72h15m 合計:31h05m
硬 度 HRc 36±1(時効処理後 HRc 53±1)
時効処理 485℃で 3 時間
M a t s u u r a M a c h i n e r y C o r p o r a t i o n 2 0 1 7 . O C T . V 0 4 . 1 0 0 0 . E X
Page9
軽 量 化
ブリ ス ク
B l i s k
産 業 分 野
M a t s u u r a M a c h i n e r y C o r p o r a t i o n
A v i a t i o n
Page10
ブリスク
B l i s k ブリスク羽根のバックテーパ加工
必要な強度を保ちながら、スポーク構造と中空ブレードによる軽量化
ソリッドモデル
775 g
スポークモデル
437 g
44 % 軽量化
加 工 マ シ ン | M a c h i n e 加 工 デ ー タ | D A T A
LUMEX Avance-25 粉末材料 マツウラステンレス 630
̶ 主軸回転速度:45,000min-1 重 量 437g
̶ レーザ出力:500W
造形:09h30m
加工時間 切削:15h50m
合計:25h20m
硬 度 HRc 32±1(時効処理後 HRc 42±1)
M a t s u u r a M a c h i n e r y C o r p o r a t i o n 2 0 1 7 . O C T . V 0 4 . 1 0 0 0 . E X
Page11
デ ザ イ ン フ リ ー ダ ム
ジェ ッ ト エ ン ジ ン ノ ズ ル
J e t E n g i n e N o z z l e
産 業 分 野
M a t s u u r a M a c h i n e r y C o r p o r a t i o n
A v i a t i o n
Page12
ジェットエンジンノズル
J e t E n g i n e N o z z l e 製品に高い付加価値を持たせる
ガスチャネル
複雑なガスチャネルも
自由にデザイン
アンダーカット部の切削
加 工 マ シ ン | M a c h i n e 加 工 デ ー タ | D A T A
LUMEX Avance-25 粉末材料 マツウラニッケルアロイ 718(インコネル 718)
̶ 主軸回転速度:45,000min-1
̶ レーザ出力:500W 造形:02h40m
加工時間 切削:13h15m
合計:15h55m
硬 度 HRc 27±1(時効処理後 HRc 44±1)
M a t s u u r a M a c h i n e r y C o r p o r a t i o n 2 0 1 7 . O C T . V 0 4 . 1 0 0 0 . E X
Page13
大型化 & 高速化
V 8 エ ン ジ ン ブ ロ ッ ク
V 8 E n g i n e b l o c k
産 業 分 野
M a t s u u r a M a c h i n e r y C o r p o r a t i o n
A u t o m o t i v e
Page14
V8 エンジンブロック
V8 Engine b lock 試作部品納期の大幅な短縮を実現
LUMEX Avance-60による大型化 & 高速化
LUMEX Avance-60 MX-850( 5軸MC)
Easy
Setup
後工程用の基準面と固定用ブロック
大型化 & 高速化 ワーク体積: 3590cc 造形速度 : 40cc/h
ワンマシーンで後工程用基準面の切削が可能 後工程の段取り時間削減・後工程用仕上げ代の最小化
比較
mon tue wed thu fr i sat sun mon tue wed thu fr i sat sun mon tue wed thu fr i sat sun mon tue
5軸MC
(削り出し) 22.5日 8h 8h 24h 40h 16h 16h 4h 4h 12h
ジグ ジグ MCプログラム MCプログラム 段取り MC MC MC
設計 製作 作成 作成 加工 段取り 加工 加工
LUMEX
プログラム作成
16h 8h 8h 95h 8h
MC
LUMEX 15 プレート/ 段取り LUMEX造形 サポート日 加工Avance-60 サポート設計 (無人運転) 除去 段取り 35%短縮
8h 8h 8h 24h 12h 4h 4h 4h
プレート ジグ ジグ MCプログラム 段取り MC
作成 設計 製作 作成 加工
加 工 マ シ ン | M a c h i n e 加 工 デ ー タ | D A T A
LUMEX Avance-60 モ デ ル V8 エンジンブロック+サポート(W424×D317×H339mm)
̶ 主軸回転速度:45,000min-1 粉末材料 マツウラアルミニウム Si10Mg
̶ レーザ出力:1KW
質 量 9.6kg
造形:90h
加工時間 切削:05h
合計:95h
M a t s u u r a M a c h i n e r y C o r p o r a t i o n 2 0 1 7 . O C T . V 0 2 . 1 0 0 0 . E X
Page15
配管一体製作
アク セ サ リ ギ ア ボ ッ ク ス
A c c e s s o r y G e a r B o x
モデルデータ提供: 谷田合金株式会社
産 業 分 野
M a t s u u r a M a c h i n e r y C o r p o r a t i o n
A v i a t i o n
Page16
アクセサリギアボックス
Accessory Gear Box 複雑だった配管部抜型製作工程を
ワンプロセスで解決
サポートは LUMEX CAM で自動生成 後工程用の基準面を作成
「アクセサリ ギアボックス」とは
エンジン外側に搭載され、燃料ポンプやオイルポンプ等を
複数個駆動するための歯車を格納するボックス。
配管一体製作
配管
加 工 マ シ ン | M a c h i n e 加 工 デ ー タ | D A T A
LUMEX Avance-60 粉末材料 マツウラアルミニウム Si10Mg
̶ 主軸回転速度:45,000min-1 重 量 5.0kg(サポート含まず)
̶ レーザ出力:1KW
造形:124h30m
加工時間 切削:021h00m
合計:145h30m
硬 度 HBW99±3
M a t s u u r a M a c h i n e r y C o r p o r a t i o n 2 0 1 7 . O C T . V 0 1 . 1 0 0 0 . E X
Page17
P o w d e r M a t e r i a l
粉 末 材 料 LUMEXに対応した金属粉末材料。高い品質を実現するため、強度試験や成分解析を行い、
P o w d e r M a t e r i a l 造形物の特性に合わせ、さまざまな材料に対応可能。
対応金属粉末材料
求めれる金属粉末材料の多様化に対応するた
め、あらゆる用途に応じ、成分や加工性を検証。
専用材料として指定し、ご提供しています。
粉末材料の
特性を活かして
レーザ焼結工程による造形で、レーザが照射さ
れた部分だけが溶融するため、残りの金属粉末
は変化しません。つまり、材料のロスを気にす
ることなく加工ができ、再利用も可能です。
Q[ 粉 末 材 料 ]
マツウラ経由で当社指定品購入ください。当社指定以外の粉末を使って、機械
材料の入手ルートは および使用者に損害が発生した場合、当社は一切責任を負いません。
Q[ 粉 末 材 料 ]
一度使用した材料の 材料の再利用は可能です。再利用時、大きな切屑を取り除く必要があります。そ
再利用は可能か のため、「ふるい」等を使用し、前回使用時の混入切屑を取り除く必要があります。
Page18
粉末材料 P o w d e r M a t e r i a l
P o w d e r M a t e r i a l
造形物の機械特性・主成分
造形物の機械特性
引張り強度 耐力 造形スピード
硬度 (MPa) (MPa)* 伸び (%) 相対密度 (%) (cc/h)
マツウラマルエージング HRC36±1 1,150~1,200 1,000~1,100 11±1Ⅱ [HRC53±1] [1,900~1,970][1,850~1,900] [2.5±1.5] ≧99.5 7~11
マツウラチタン 6AI4V HRC48 460~530 420 1 ≧99.5 4~8
マツウラステンレス 630 HRC32±1 1,070~1,080 830~850 17±1[HRC42±1] [1,240~1,250][1,050~1,150] [19±1] ≧99.5 7~11
マツウラステンレス 316L HV200±10 570~580 420~460 32±2 ≧99.5 7~11
マツウラコバルトクロム HRC36±1 1,170~1,200 870~900 15±2 ≧99.5 6~10
マツウラニッケルアロイ 718 HRC27±1 930~980 650~690 22±5
(インコネル 718) [HRC44±1] [1,300~1,310][1,070~1,080] [15±2] ≧99.5 7~11
マツウラアルミニウムSi10Mg HBW99±3 400~420 220~240 8±1 ≧99.5 9~13
造形直後
[時効処理後] *…引張り強度試験で得られた応力 - ひずみ線図からの読取値
粉末の主成分
JIS 記号
( 相当品 ) C O Al Ti V Cr Mn Fe Co Ni Cu Mo Nb Mg N Pb Si Sn Zn
0 60 1 15 1
マツウラマルエージング Ⅱ ― ― ― ~ ― ― ― ― ~ ~ ~ ― ~ ― ― ― ― ― ― ―
0.1 70 10 25 10
0 0 5.5 3.5 0
マツウラチタン 6AI4V TAB6400 ~ ~ ~ Bal. ~ ― ― ~ ― ― ― ― ― ― ― ― ― ― ―
0.08 0.25 6.75 4.5 0.4
マツウラステンレス 630 SUS630 ― ― ― ― ― 16.3 ― Bal. ― 4.0 4.0 ― ― ― ― ― ― ― ―
マツウラステンレス 316L SUS316L ― ― ― ― ― 17 ― Bal. ― 13.5 ― 2.5 ― ― ― ― ― ― ―
25 60 0.1 1
マツウラコバルトクロム T7402 ― ― ― ― ― ~ ― ― ~ ~ ― ~ ― ― ― ― ― ― ―
30 70 1 10
マツウラニッケルアロイ 718 0.2 0.65 17.0 50.0 0 2.8 4.75
(インコネル 718) H4553 ― ― ~ ~ ― ~ ― Bal. ― ~ ~ ~ ~ ― ― ― ― ― ―0.8 1.15 21.0 55.0 0.30 3.3 5.50
0.25 9.0
マツウラアルミニウムSi10Mg H5202 ― 0.20 Bal. 0.15 ― ― 0.10 0.25 ― 0.05 0.05 ― ― ~ 0.20 0.02 ~ 0.02 0.1
0.45 11.0
時効処理 材料保管容器 材料投入容器
時効処理とは、比較的低い温度である時間加熱する熱処理のこ
とで、硬さや強さなどの機械特性を向上させることができます。
[ 機械特性が上がる材料 ]
マツウラマルエージングⅡ
マツウラステンレス 630
マツウラニッケルアロイ 718
マツウラマルエージングⅡの場合、時効処理の加熱温度は 485℃(3 時間)
程度で、変形量は 0.1% 以下となります。
2 0 1 7 . O C T . V 0 2 . 1 0 0 0 . E X
Page19
P o w d e r M a t e r i a l
関係法令とチタン系粉末
R e g u l a t i o n s a n d T i t a n i u m - b a s e d P o w d e r
特定化学物質障害予防規則
特定化学物質の種類 弊社該当製品
① 第1類物質 ・マツウラマルエージングⅡ( ニッケル含有濃度;25%以下(重量比))
がん等の慢性障害を引き起こす物質のうち、特に有害性が高く、製造工程 ・マツウラステンレス630 (ニッケル含有濃度;4%以下(重量比))
で特に厳重な管理(製造許可)を必要とするもの ・マツウラステンレス316L( ニッケル含有濃度;13.5%以下(重量比))
② 第2類物質 ・マツウラコバルトクロム (ニッケル含有濃度;1%以下(重量比))
がん等の慢性障害を引き起こす物質のうち、第1類物質に該当しないもの ・マツウラニッケルアロイ718 (ニッケル含有濃度;55%以下(重量比))
③ 第3類物質
大量漏えいにより急性中毒を引き起こす物質
特定化学物質へのコバルト追加指定とその対応
主な措置の概要 1.法改正の主な内容 : 2013 年 1 月 1 日施行
コバルト及びその無機化合物が特定化学物質の第2類物質として追加さ
発散抑制措置( 第1類物質及び第2類物質) れ、コバルトを含有する物質については健康障害防止措置のため下記対
特定化学物質のガス、蒸気又は粉じんの発散源の密閉化、局所排気装置の 応が必要となります。
設置、プッシュプル型換気装置の設置等による空気中への発散の抑制 1)製品(粉末・合金等)を譲渡・提供する場合の表示(閾値:コバルト
漏えいの防止措置( 第3類物質等) 含有 0.1%以上)
第3類物質等を製造・取り扱う設備の腐食防止、バルブ等の開閉方向の表 2)作業環境設備改善等の対応、作業主任者の選任、作業環境測定の実
示、送給原材料の表示、計測装置・警報設備の設置等による漏えい防止措置 施、特殊健康診断の実施等(閾値:コバルト含有1%超える場合)
作業主任者の選任( 第1類物質、第2類物質及び第3類物質) 注:「作業主任者の選任等」については除外規定があります。
一定の資格を有する特定化学物質作業主任者による作業方法の決定、労働 詳細につきまして、厚生労働省HPを御参照下さい。
者の指揮、排気装置等の点検、保護具の使用状況の監視等の職務の実施 http://www.mhlw.go.jp/bunya/roudoukijun/anzeneisei48/index.html
作業環境測定の実施( 第1類物質及び第2類物質) 2.弊社該当製品
6か月ごとに1回、特定化学物質の空気中の濃度を測定・評価し、作業環 1)マルエージング材Ⅱ (コバルト含有濃度:10%以下 (重量比 ))
境の状況に応じて必要な改善措置を実施 2)マツウラコバルトクロム (コバルト含有濃度:70%以下 ( 重量比 ))
健康診断の実施( 第1類物質及び第2類物質) 3.法改正にともなう弊社の対応
雇入れ又は配置換えの際及びその後6か月ごとに、特定化学物質の種類に 弊社が納入する製品について、今後は上記法令に従い、出荷案内書の備考
応じた検診項目について健康診断を実施 欄に「コバルト含有:1%超」「製品の安全性につきましてはSDS(安全データシートを)を御参照下さい」等のコメントを記載いたします。また、
取扱い上の注意事項等、製品の詳細情報につきましては、添付のSDSを
提出させて戴きます。
注)概要のみの記載ですので、詳細は厚生労働省のHPをご参照ください。
消防法
1 消防法 屋内貯蔵所 屋内の場所において危険物を貯蔵し、又は取り扱
第二類 可燃性固体(指定数量) う貯蔵所
鉄粉 500kg 目開きが 53マイクロメーターの網ふるいを通過するのが 50%以上
金属粉(第1種可燃性固体)100kg アルミニウム(200メッシュ以下) 1)貯蔵建物(貯蔵倉庫)は独立した専用の建物である事。
チタニウム(150メッシュ以下) 2)貯蔵倉庫の周囲に空地を保有すること。空地の幅は貯蔵容
亜鉛(200メッシュ以下) 量(指定数量の倍数)と貯蔵倉庫が耐火構造になっている
マグネシウム(80-120 メッシュ以下) か否によって、それぞれの定めがある。
2 危険物 3)屋内貯蔵所である旨の標識と、防火に必要な事項を定めた
指定数量以上 掲示板を設けること。
3 少量危険物 4)軒高さ 6m未満の平屋建とし、床を地盤面以上に設けるこ
指定数量以下 1/5 まで保管は届出必要。 と。床面積は 1000 平方メートルを超えないこと。
貯蔵又は取扱の技術上の基準が定められている。 5)壁、柱、床を耐火構造とし、はり、屋根は不燃材料で造る
1/5 以下は規制なし こと。外壁には出入口以外の開口部を有しないこと。天井
は設けないこと。出入口は防火扉である事。窓、出入口に
4 一棟規制 ガラスを用いる場合は、網入りガラスとすること。
渡り廊下が 6m未満 6)禁水性物質や第四類の危険物の貯蔵倉庫の床は、水の浸入・
建築物相互間の距離 1階部分 6m以上 浸透のない構造にすること。液状の危険物の貯蔵倉庫の床
5 鉄粉、金属粉の数量の合計(指定数量以下) は、浸透しない構造とするとともに、適当な傾斜をつけ、
1=鉄粉数量 /500+金属粉数量 /100 貯めますを設けること。
7)必要な採光、照度、換気設備を設け、引火点が 70℃未満
6 少量危険物倉庫 の危険物の貯蔵庫にあっては内部に滞留した蒸気を屋根上
4方ブロック積み、床もコンクリートで隅に貯めます設置、換気装置 に排出できるようにすること。
表示標識の設置、防爆対応
注)お住まいの地域で条例が異なる場合があります、詳細はお住まいの自治体までお尋ねください。
Page20
P o w d e r M a t e r i a l
チタン系粉末
T i t a n i u m - b a s e d P o w d e r
粉末材料取り扱いの注意事項 危 険
• 造形用の粉末は当社指定の粉末を使用してください。指定以外の
粉末を使った場合、使用者が損害を負う危険があります。
注 意 • 当社指定以外の粉末を使って、機械および使用者に損害が発生し
• 造形に使用する粉末材料に異物が混入しないようにしてください。 た場合、当社は一切責任を負いません。
異物が混入した粉末材料から製作された造形物の品質、装置の故
障、その他発生した損害に関して、当社は一切の責任を負いません。 警 告
• 違う種類の粉末材料を混ぜて使用しないでください。混ぜた粉末 • 造形粉末の鉄粉は、危険物乙種第 2 類に属しますので取り扱いに
材料から製作された造形物の品質、装置の故障、その他発生した 注意が必要です。
損害に関して、当社は一切の責任を負いません。 • 粉末取り扱い時は、必ず防塵マスクを着用すること。
• 指定の材料以外は使用できません。粉末材料は、当社よりご購入 • 金属粉末の回収に使用する機器(掃除機など)は、金属粉末の種
ください。 類に合わせて選定すること。機器の選定を誤ると、火災、爆発、
• マツウラチタン6Al4Vを使用するときは、アルゴンガスが必要です。 故障の原因となります。
チタン粉末の取り扱い
警告 注意
• チタン系粉末を使用して造形を行うときは、引火・爆発を防ぐた • チタン系粉末を取り扱うときは、ゴーグル・防塵マスク・ゴム手袋・
めに、機内にアルゴンガスを供給して下さい。 帯電防止リストバンドなどを着用し、帯電防止マットの上で作業
• チタン系粉末を取り扱うときは、引火・爆発を防ぐために、ゴム を行って下さい。
手袋・帯電防止リストバンドを着用し、帯電防止マットの上で作 • アルゴンガスの吐出圧力や、ガス供給回路が異なる場合、機内に
業を行って下さい。 アルゴンガスを十分に充填することができません。
• 機内での段取り作業中は窒息の恐れがあるため、アルゴンガスを • 材料回収タンクのシャッタが開いているとアルゴンガスが漏れる
供給しないで下さい。 ため、機内に十分に充填することができません。
• 定期的に材料回収タンクのシャッタを開け、溜まった粉末材料を
回収タンクへ落として下さい。
粉塵爆発の発生 • 粉塵の粒子は細かいほど着火に必要なエネルギーが小さく、単位質量あたりの表面積が増え空気との接触面積が増加するほど、酸
化速度が大きくなり爆発の危険性がまします。粉塵爆発を起こす
微粉の大きさの限界は、0.1 ~ 100 ミクロンと言われています。
• 粉塵爆発は、「酸素」、「爆発下限濃度以上の粉塵」「最小着火エネ また、粉塵の性質によっても爆発し易さは異なります。
ルギー」の 3 条件が全てそろった瞬間に発生します。
T i、T i 合金粉末の
粉塵爆発の予防・対策 ②粉末投入・回収、加工機内の清掃• 粉末を専用容器に移す等、粉末を取り扱う際には、帯電防止マット・
リストバンドを使用してください。
• 加工機内の粉末を回収、清掃をするためには、帯電防止対応の自
以下に示す対策は、当社による一般的な注意事項です。個々の対応 動回収装置、掃除機を使用してください。
に関しては、労働安全衛生法、消防法等の関連法規に従ってくださ • 堆積粉塵を除去するために、定期清掃を実施してください。
い。また、個々の粉体の粉塵爆発危険特性に応じた対応が必要とな ③ふるい掛け作業
ります。 • 帯電防止対応の自動ふるい機を使用してください。
• 手動ふるい器は、帯電防止対策が不十分となりますので、使用し
( 1)保管時の注意 ないでください。
• 熱、スパーク、火炎並びに静電気蓄積を避け、専用の容器に入れ ④ヒュームの清掃
て保管してください。 • 清掃時は動力を停止してください。
• ヒュームコレクターに回収されたヒュームは、適切に処理してく
( 2)作業時の注意 ださい。
①粉末造形
• Ti、Ti 合金粉末を造形するためには、Ti 仕様の装置(オプション) ( 3)その他の注意
が必要となります。 • 作業現場には、使用する粉末に合わせ適切な消火装置を設置して
• 造形中の加工室内の雰囲気はアルゴンガスとなります。酸欠の恐 ください。その取扱い方法は、作業者全員に事前に周知してくだ
れがありますので、作業現場の換気に注意してください。 さい。
Q[ 粉 末 材 料 ] ①窒素ガス充填 マツウラアルミニウム Si10Mg
マツウラマルエージングⅡ / マツウラステンレス 316L
焼結可能金属粉末と マツウラステンレス 630 / マツウラコバルトクロム
機内充填ガスについて マツウラニッケルアロイ718 *窒素ガス発生装置は標準で付加
②アルゴンガス充填 マツウラチタン 6AI4V *アルゴンガスボンベはお客様にて用意
2 0 1 7 . O C T . V 0 3 . 1 0 0 0 . E X