




シリコンのプロトタイプを作成し、テストや最終用途の検証を行うことは、コンシューマ向け製品を完璧にフィットさせるために重要ですが、
従来の製造方法では時間とコストがかかる場合があります。
樹脂ベースのサクリフィシャルエッグシェルモールドを 3D プリントすることにより、射出成型に代わる迅速でコスト効率の高い方法で、
精密なシリコン部品の迅速な設計反復とプロトタイピングを実現します。
弊社の 3D プリンティングソリューションにより、エッグシェルモールドを高精度かつ迅速に生産し、
従来ではツーリングで作ることができなかった形状を含め、さまざまなシリコン部品を短納期で生産できるようになっています。
詳細はカタログをダウンロードの上ご確認ください。
このカタログについて
| ドキュメント名 | 3D プリントによるエッグシェルモールドを使用したシリコン部品の生産 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 712.9Kb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社スリーディー・システムズ・ジャパン (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
アプリケーションの概説
3D プリントによエエッグシェ
ルモールドを使用したシリコ
ン部品の生産
Joseph Chang
アドバンスドアプリケーションエンジニア
Page2
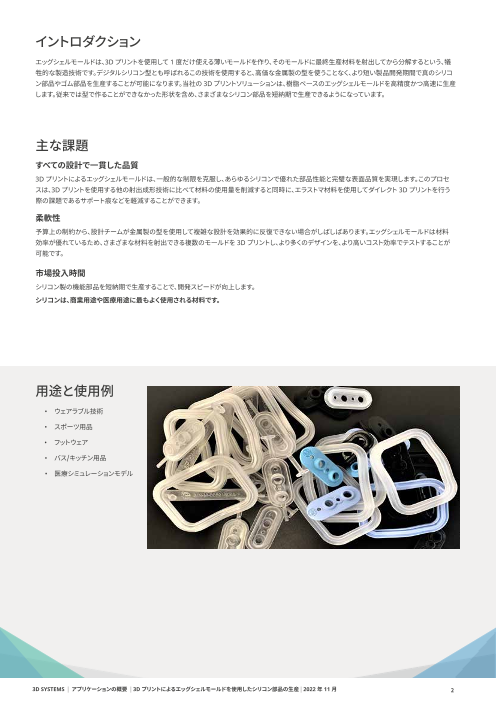
イントロダクション
エッグシェルモールドは、3D プリントを使用して 1 度だけ使える薄いモールドを作り、そのモールドに最終生産材料を射出してから分解するという、犠
牲的な製造技術です。デジタルシリコン型とも呼ばれるこの技術を使用すると、高価な金属製の型を使うことなく、より短い製品開発期間で真のシリコ
ン部品やゴム部品を生産することが可能になります。当社の 3D プリントソリューションは、樹脂ベースのエッグシェルモールドを高精度かつ高速に生産
します。従来では型で作ることができなかった形状を含め、さまざまなシリコン部品を短納期で生産できるようになっています。
主な課題
すべての設計で一貫した品質
3D プリントによるエッグシェルモールドは、一般的な制限を克服し、あらゆるシリコンで優れた部品性能と完璧な表面品質を実現します。このプロセ
スは、3D プリントを使用する他の射出成形技術に比べて材料の使用量を削減すると同時に、エラストマ材料を使用してダイレクト 3D プリントを行う
際の課題であるサポート痕などを軽減することができます。
柔軟性
予算上の制約から、設計チームが金属製の型を使用して複雑な設計を効果的に反復できない場合がしばしばあります。エッグシェルモールドは材料
効率が優れているため、さまざまな材料を射出できる複数のモールドを 3D プリントし、より多くのデザインを、より高いコスト効率でテストすることが
可能です。
市場投入時間
シリコン製の機能部品を短納期で生産することで、開発スピードが向上します。
シリコンは、商業用途や医療用途に最もよく使用される材料です。
用途と使用例
• ウェアラブル技術
• スポーツ用品
• フットウェア
• バス/キッチン用品
• 医療シミュレーションモデル
3D SYSTEMS | アプリケーションの概要 | 3D プリントによるエッグシェルモールドを使用したシリコン部品の生産 | 2022 年 11 月 2
Page3
高品質、柔軟性、スピードアップを実現する 3D Systems のプラスチック 3D プ
リントソリューション
従来のシリコン部品生産のプロセスは、費用と時間がかかるものでし 3D Systems が提供する ProJet® MJP 2500 Plus、Figure 4®、SLA シス
た。金属やプラスチックの型を使用すると優れた結果が得られますが、製 テムなどのエッグシェルモールド用プラスチック 3D プリントソリューショ
品開発中に柔軟な反復作業を行うことができず、多くの場合、より長いリ ンを使用すると、製品開発スケジュールをより効果的に調整しながら最
ードタイムとより多くの材料が必要とされます。 終用途向けのシリコン機能部品を生産でき、以下のことが実現可能に
なります。
デジタルツールや 3D プリンタを使用する最新の部品設計プロセスは、
型の状況をまったく違うものに変えるものです。積層造形を使用してエラ • 100% シリコン製部品を即日生産し、設計反復と最終用途向け
ストマ部品を簡単に生産できるため、設計の創造性の限界が押し広げら 検証を加速
れ、妥協のない品質と、まったく新しいレベルの即応性を実現することが
可能です。 • 人体構造、テクスチャ、微細なフィーチャなど、極めて難し
いディテールの成形
• あらゆるエラストマ部品の反復と生産を高いコス
ト効率で実現
• 最終製品のフィット感と性能の向上
デジタルシリコン型 - ワークフローソリューションとベストプラクティス
1. デジタル 3D 部品設計 2. エッグシェルモールドの作成 3. エッグシェルモールドの
3D プリント
4. シリコン射出 5. エッグシェルモールドの分解 6. 最終仕上げと検証
3D SYSTEMS | アプリケーションの概要 | 3D プリントによるエッグシェルモールドを使用したシリコン部品の生産 | 2022 年 11 月 3
Page4
デジタル部品設計
部品を設計する際には、エッグシェルモールドの生産に最も適した技術を
検討する必要があります。設計する部品には、大型の固定するツール、封
入容量、あるいは内部キャビティがあるかを確認してください。
SLA および Figure 4 の 3D プリントソリューションでは、ビルドプラットフ
ォーム上で部品の方向設定を行うための最適な方法を検討する必要があ
ります。理想的に方向設定することで、プリントや後処理のプロセス中に封
入された材料を簡単に排出できるようになります。Figure 4 でのプリント
中に部品が排出を行わない場合、吸引力によって部品の壁が陥没し、望ま
しくない部品の欠陥につながる可能性があります。
エッグシェルモールドにマルチジェットプリント (MJP) 技術を使用する場
合は、内部に封入されたワックスを溶かした後に排出する方法を検討する
必要があります。排出孔や通気孔を設け、エアフローが確保されるように
してください。
エッグシェルモールドの作成
メッシュ読み込みの設定
表面公差: 0.01 mm
最大エッジ長: 0.2 mm
縫い合わせ: 0.1 mm
1. 部品とコネクタのインポート
高解像度のインポート設定を
使用することで、小型で薄いフ
ィーチャを保持し、フィーチャが
ファセット化されたり、単純化さ
れ過ぎたりするのを防ぐことが
できます。これは、単純なものか
ら複合的なものまで、どのよう
な種類の曲率の部品にとっても
最適です。
高解像度 標準解像度 標準解像度 (上) と高解像度 (下)
3D SYSTEMS | アプリケーションの概要 | 3D プリントによるエッグシェルモールドを使用したシリコン部品の生産 | 2022 年 11 月 4
Page5
2. 部品の方向設定 4. スプルーの配置
部品がインポートされたら、MJP 技術を使用して 3D プリントを行う 射出スプルーは、アクセスしやすく保持しやすい場所に配置します。
際にサポートワックス材を排出する方向を検討します。 また、液体が排出されやすいように配置する必要があります。
3. 通気孔、ブリッジ、ランナーの配置 5. エッグシェルモールドの生成と検査
通気孔やランナーを配置する際には、重要な表面に注意を払い、洗 どの 3D プリント技術を選択するかにより、部品のオフセットは異な
浄プロセス中にモールドが逆向きに配置されることを考慮する必要 ります。SLA および Figure 4 では、壁厚が 0.3 mm までのエッグシェ
があります。 ルモールドをプリントできます。MJP の場合、少なくとも 0.8 mm の
壁厚で部品をプリントすることをお勧めします。内部キャビティがあ
空気が自然に閉じ込められる場所に通気孔を配置します。薄型で長 る部品や、平面や起伏のある大きな表面には、構造リブやラティスサ
さのあるフィーチャや、カンチレバー構造のフィーチャを考慮に入れ ポートなどの追加の補強材が役立ちます。
るようにしてください。
Z クリッピングポイントツールを使用し、通気孔とエッグシェルが適
通気孔を配置したら、ブリッジを生成できます。 切に生成されているかを検査します。
部品の 2 つの内側の面の間にランナーを配置すると、シリコンが
部品の反対側の内側に届きやすくなります。
3D SYSTEMS | アプリケーションの概要 | 3D プリントによるエッグシェルモールドを使用したシリコン部品の生産 | 2022 年 11 月 5
Page6
エッグシェルモールドの 3D プリント
当社の SLA、Figure 4、および MJP エッグシェルモールドソリューションは、開発目的や限定生産用に必要な数だけのエッグシェルモールドをスケール
し、プリントできます。
形状的な複雑さが限定的な部品には、SLA または Figure 4 をお勧めします。これらのシステムはスピードと材料効率に優れており、24 時間以内に部
品を生産することが可能です。
溝、固定するツール、内部キャビティなどがあるより複雑な部品には、溶かして排出できるワックスサポート材でプリントを行う MJP プラットフォームを
お勧めします。
後処理
SLA および Figure 4 で 3D プリントされたエッグシェルモールドは、イソプロピルアルコールと空気乾燥による後処理が可能です。プリントしたモール
ドは、イソプロピルアルコールに 5 分以上さらさないでください。モールドが過度に乾燥し、ひび割れが発生する可能性があります。その結果、成形部
品に目立つヘアクラックが生じることになります。スクイズボトルまたはスプレーボトルに入れたイソプロピルアルコールを使用してモールド内の残留
樹脂を洗い流し、内部の残留溶剤を空気乾燥させます。光沢のある残留物の跡や、液体が残っていなければ、モールドは完全にクリーンな状態になっ
ています。
MJP で 3D プリントされたエッグシェルモールドは、70 °C に設定されたラボオーブンで後処理を行います。高温になるとワックスが発煙する可能性が
あるため、必ず温度調節が可能なオーブンを使用してください。すでに溶融したワックスのバットでサポートを溶かすと、溶融プロセスをスピードアップ
できますが、容器をいっぱいにしすぎないよう注意してください。排出プロセスでは、最初に大量に排出した後、部品を転がして封入されている容量を
排出する必要がある場合があります。エッグシェルモールドの通気孔から封入されたワックスを完全に排出するには、オーブン内のペーパータオルの上
でモールドを反転させます。
シリコン射出
射出には、市販のどのシリコン製品でも使用できます。手作業で混合し、真空脱気した後、混
合カニューレを用いてシリコンをシリンジまたはプリロードされた射出可能なカートリッジ
に充填します。カスタムコネクタを使用している場合は、アダプタを 3D プリントして射出ツー
ルを変更できます。または、既存のコネクタを使用して射出スプルーをプリントすることで、材
料を簡単に射出するための安全で安定したシールを確立することができます。ほとんどのシ
リコンは手で射出できます。硬度の高い (60A 以上) シリコンのみ、機械的な補助力が必要
になります。
エッグシェルモールドの分解
エッグシェルモールドの離型作業は、ゆで卵から殻を取り除く作業と非常によく似ています。
流水でモールドを取り外すと、モールドの破片が部品表面から剥がれやすくなります。シンク
にストレーナを置くか、取り外したモールドをバケツに入れて、プラスチックの破片が配管に
流れ込まないようにします。エッグシェルモールドを取り外したら、かみそりの刃やフラットな
トリムカッターを使用して、スプルーと通気孔による跡を取り除きます。
3D SYSTEMS | アプリケーションの概要 | 3D プリントによるエッグシェルモールドを使用したシリコン部品の生産 | 2022 年 11 月 6
Page7
ソリューション
プリンタ 材料 ソフトウェア アプライアンスと
アクセサリ
ProJet® MJP 2500 Plus VisiJet® M2S-HT250 (MJP) 3D Sprint® は、ファイルの 真空チャンバ
準備、編集、プリント、管理
ProJet® 6000 HD、 ProJet 7000 HD VisiJet® M2S-HT90 (MJP) コーキングガン
を直感的に行うための高
SLA プリンタ
Accura® 60 (SLA) 度な単一インターフェイス シリンジ
Figure 4® Standalone、Modular、 のソフトウェアです。また、
Production Figure 4® HI TEMP 300- エッグシェルモールドを簡 温度調節付きラボオーブン
AMB (Figure 4) 単に作成できる一連のツ (MJP 部品用)
ールも同梱しています。
Figure 4® EGGSHELL- SLA および Figure 4 部品
AMB 10 (Figure 4) 用 UV 硬化ユニット
プラスチックタブ
攪拌オーガ
ソリューションの比較
複Co雑m度ple高x 約~ 1 188in 立^3
方インチ
SLA
Me中dium MJP 約~ 6 in立^方3
インチ MJP
Figure 4 / SLA Figure 4
約~ 1 i立n^方3
インチ
1 50 100 100+ 1 50 100 100+
QUANT部ITY品 O数F PARTS QUANT部IT品Y O数F PARTS
3D SYSTEMS | アプリケーションの概要 | 3D プリントによるエッグシェルモールドを使用したシリコン部品の生産 | 2022 年 11 月 7
COMPLEXITY OF GEOMETRY
SIZE OF PARTS
Page8
What’s Next?
3D System による 3D プリントのエッ
グシェルモールドを使用したシリコン
部品の生産についてさらに詳しく知る
当社の専門家にご相談ください。
お問い合わせ
株式会社スリーディー・システムズ・ 保証/免責事項: これら製品のパフォーマンス特性は製品用途、製品の応用方法、動作条件、最終的な使用方法によっ
ジャパン て異なる場合があります。3D Systems は、明示的または暗示的な、いかなる形式の保証 (特定の使用法における商品
〒150-6018 東京都渋谷区恵比寿 性や適合性の保証が含まれるが、それだけに限定されない) も提供いたしかねます。
4-20-3 恵比寿ガーデンプレイスタ 注: 一部の国では、一部の製品および材料をご利用いただけません。最寄りの営業担当者にお問い合わせください。
ワー18階
© 2022 by 3D Systems, Inc.無断転載を禁じます。仕様は通知なく変更される場合があります。3D Systems、
3D Systems ロゴ、3D Sprint、ProJet、Accura、VisiJet、および Figure 4 は 3D Systems, Inc. の登録商標です。