



砂型鋳造部品関連のリードタイムや生産コストの削減に興味をお持ちですか?
砂型鋳造プロセスは、3D プリント (積層造形 (AM)) の利点と優位性により、ここ数年でいくつかの劇的な変化を遂げました。
AM は、従来の砂型鋳造プロセスと置き換わることを目指していません。
AM は砂型鋳造プロセスをより速く、より効率的に、より費用対効果の高いものにし、従来の砂型鋳造プロセスをアシストできます。
【内容】
・AM が砂型鋳造にもたらす利点
・積層造形による砂型鋳造パターンとコアボックス
・パターン生産に使用される 3D プリント技術の種類
・ペレット押出大型 3D プリンタ
・用途に適した材料の選択方法
詳細はカタログをダウンロードの上ご確認ください。
このカタログについて
| ドキュメント名 | ハイブリッド 3D プリントを使用した砂型鋳造のリードタイムの短縮と生産コストの削減 |
|---|---|
| ドキュメント種別 | 事例紹介 |
| ファイルサイズ | 1.1Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社スリーディー・システムズ・ジャパン (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
アプリケーションの概説
ハイブリッド 3D プリントを使
用した砂型鋳造のリードタイ
ムの短縮と生産コストの削減
Marshall Miller
3D Systems、アプリケーションエンジニア
Page2
背景
砂型鋳造プロセスは、積層造形 (AM) としても知られる 3D プリントの利点と優位性により、ここ数年でいくつかの劇的な変化を遂げ
ました。
AM は、従来の砂型鋳造プロセスを置き換えることを目指していません。 砂型鋳造を行う方や従来の鋳造を行う企業が、3D プリント
のせいで廃業することはありませんので、ご安心ください。
AM 砂型鋳造プロセス
成形機の CAD 成形機のプ 成型機の モールドとコ モールドに 鋳型の
モデリング リント 後加工 アの生産 注入 型ばらし
写真提供: Proveedora de Servicios y Suministros Industriales (PSSI)
それどころか、AM は従来の砂型鋳造プロセスを助け、プロセスをより速く、より効率的に、より費用対効果の高いものにします。
3D プリントを使用したとしても、砂型鋳造は、次のとおり、何千年もの間ほとんど変わらずに受け継がれてきた従来の方法で行われます。
• 意図した最終部品のレプリカまたはパターンを使用する
• 必要に応じて内部通路を作るために、2 つの部品を使用するモールドとコア内にパターンを配置
• 特殊なモールド砂型を、鋳型の内部とパターンの周囲で圧縮
• ゲート内、スプルー、せきばちが変わらず必要
• そして、溶解金属に注入
この昔ながらのプロセスで、3D プリントによって変わる唯一のステップは、実際のレプリカまたはパターンの加工方法です。
3D SYSTEMS | アプリケーションの概略 | ハイブリッド 3D プリントを使用した砂型鋳造のリードタイムの短縮と生産コストの削減 | 2022 年 8 月 2
Page3
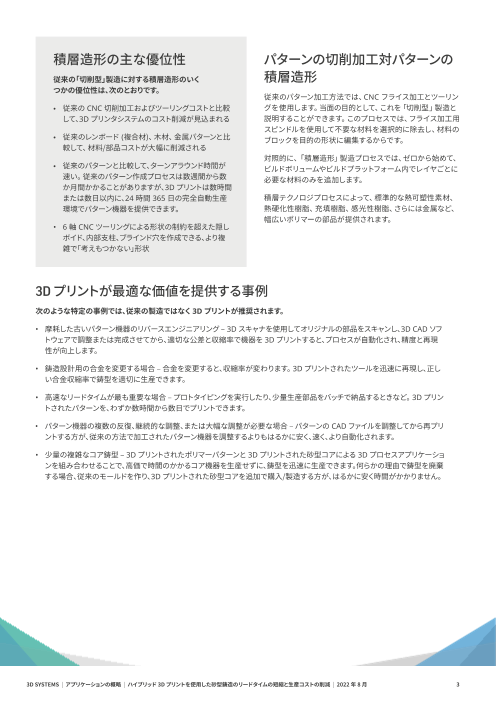
積層造形の主な優位性 パターンの切削加工対パターンの
従来の「切削型」製造に対する積層造形のいく 積層造形
つかの優位性は、次のとおりです。
従来のパターン加工方法では、CNC フライス加工とツーリン
• 従来の CNC 切削加工およびツーリングコストと比較 グを使用します。当面の目的として、これを「切削型」製造と
して、3D プリンタシステムのコスト削減が見込まれる 説明することができます。このプロセスでは、フライス加工用
スピンドルを使用して不要な材料を選択的に除去し、材料の
• 従来のレンボード (複合材)、木材、金属パターンと比 ブロックを目的の形状に編集するからです。
較して、材料/部品コストが大幅に削減される
対照的に、「積層造形」製造プロセスでは、ゼロから始めて、
• 従来のパターンと比較して、ターンアラウンド時間が ビルドボリュームやビルドプラットフォーム内でレイヤごとに
速い。 従来のパターン作成プロセスは数週間から数 必要な材料のみを追加します。
か月間かかることがありますが、3D プリントは数時間
または数日以内に、24 時間 365 日の完全自動生産 積層テクノロジプロセスによって、標準的な熱可塑性素材、
環境でパターン機器を提供できます。 熱硬化性樹脂、充填樹脂、感光性樹脂、さらには金属など、
幅広いポリマーの部品が提供されます。
• 6 軸 CNC ツーリングによる形状の制約を超えた隠し
ボイド、内部支柱、ブラインド穴を作成できる、より複
雑で「考えもつかない」形状
3D プリントが最適な価値を提供する事例
次のような特定の事例では、従来の製造ではなく 3D プリントが推奨されます。
• 摩耗した古いパターン機器のリバースエンジニアリング – 3D スキャナを使用してオリジナルの部品をスキャンし、3D CAD ソフ
トウェアで調整または完成させてから、適切な公差と収縮率で機器を 3D プリントすると、プロセスが自動化され、精度と再現
性が向上します。
• 鋳造設計用の合金を変更する場合 – 合金を変更すると、収縮率が変わります。 3D プリントされたツールを迅速に再現し、正し
い合金収縮率で鋳型を適切に生産できます。
• 高速なリードタイムが最も重要な場合 – プロトタイピングを実行したり、少量生産部品をバッチで納品するときなど。 3D プリン
トされたパターンを、わずか数時間から数日でプリントできます。
• パターン機器の複数の反復、継続的な調整、または大幅な調整が必要な場合 – パターンの CAD ファイルを調整してから再プリ
ントする方が、従来の方法で加工されたパターン機器を調整するよりもはるかに安く、速く、より自動化されます。
• 少量の複雑なコア鋳型 – 3D プリントされたポリマーパターンと 3D プリントされた砂型コアによる 3D プロセスアプリケーショ
ンを組み合わせることで、高価で時間のかかるコア機器を生産せずに、鋳型を迅速に生産できます。何らかの理由で鋳型を廃棄
する場合、従来のモールドを作り、3D プリントされた砂型コアを追加で購入/製造する方が、はるかに安く時間がかかりません。
3D SYSTEMS | アプリケーションの概略 | ハイブリッド 3D プリントを使用した砂型鋳造のリードタイムの短縮と生産コストの削減 | 2022 年 8 月 3
Page4
すべての 3D プリントテクノロジは同じではありません
次のような広範囲にわたる多くの 3D プリントテクノロジがあります。
• バインダージェット式砂型/金属
• 粉末床レーザ/EBM
• SLA ポリマー/セラミック
• フィラメント押出
• ペレット押出
砂型鋳造に最適なアプリケーションを選択する際に、部品形状、パターンサイズ、材料要件などの要素を考慮する必要があります。 大
型プリンタは、多くの砂型鋳造パターンのより大きなサイズ要件に対応します。 さらに、ペレット押出はコスト効果に優れた代替手段で
す。ペレットを用いたダイレクト 3D プリントでは、フィラメント 3D プリントと比較して、材料コストを最大 10 分の 1 に削減しつつ、最大
10 倍高い積層率を持つ幅広い材料を使用できるからです。
可溶性プリントまたは 大量の材料を押し出す フライス加工、ドリ
高解像度プリント向けフ ためのペレット押出機 ル加工、穿孔、ス
ィラメント押出機 レッド処理用スピ
ンドル
3D Systems は、自社の Titan テクノロジプラットフォームと Atlas 3D プリンタを組み合わせた独自の積層造形ソリューショ
ンを提供します。 このプラットフォームでは、中型から大型の 3D プリントフレーム内で、ペレット押出、フィラメント押出、スピン
ドル切削ツーリングをモジュールとして組み合わせて提供します。 これにより、工業メーカーは、高耐久性で低コストの熱可塑
性素材を使用して大型精密ポリマー製品をプリントし、迅速に納品できます。
3D SYSTEMS | アプリケーションの概略 | ハイブリッド 3D プリントを使用した砂型鋳造のリードタイムの短縮と生産コストの削減 | 2022 年 8 月 4
Page5
ペレット押出、フィラメント押出、スピンドル切削ツーリングといった主な方法を切り離して考えた場合、それぞれにメリットとデメリット
がありますが、ハイブリッドプラットフォームソリューションとして組み合わせると、それぞれのメリットをすべて提供することができ、制約
を課すデメリットがなくなります。
説明すると、次のようになります。
方法 メリット 制約
ペレット押出 多種多様な材料を低い材料コストで超 通常、フィラメントと比較して部品解像度、ディテール
高速にプリント の緻密度、表面品質が低い
フィラメント押出 比較的良好な部品解像度、緻密なディテール、 ペレット押出と比較して、速度が遅く、材料コストが高
表面品質 く、材料の種類が少ない
統合型 CNC スピンドル 極めて高い表面品質、精度、滑らかさ、公差 限られた形状自由度 (現在 3 軸のみ)
PLA でのフィラメントのプリント 0.4 mm 径ノズルを使用し、厚 プリントして機械加工された
さ 0.02 mm のレイヤでプリント CF-ABS ペレット
した ABS ペレット
Titan プラットフォームは、実績のある Atlas シリーズの大型 3D プリンタとハイブリッド 3D プリンタに、上記のメリットをすべて集約し、各技術を
用いた 1 台のスタンドアロンマシンが、コスト効率や品質結果にマイナスの影響を及ぼすという制約をなくしています。
砂型鋳造パターンをプリントすると、次を得ることができます。
1. 高速で低コストのペレット押出の 2. フィラメント押出のすべてのメリッ 3. さらに、CNC のすべてのメリッ
すべてのメリットを活用し、実証済 トを活用し、高解像度でより緻密な トを活用し、超滑らかで超高精度
みの強靭な材料で、大型の砂型鋳 ディテールや、必要なサポート構造 な砂型鋳造の嵌め合い表面を実
造パターンをプリントできます。 をプリントできます。 現します。
3D SYSTEMS | アプリケーションの概略 | ハイブリッド 3D プリントを使用した砂型鋳造のリードタイムの短縮と生産コストの削減 | 2022 年 8 月 5
Page6
砂型鋳造アプリケーションに最適な熱可塑性素材の選択
Titan プラットフォームに組み込まれたペレット押出技術の主な優位性の 1 つは、低コストで、繊維強化といった多種多様な選択肢
を備えた、広く利用されている市販のプラスチックペレットを使用でき、供給に積極的なベンダーが複数存在することです。
ペレット熱可塑性素材は、高繊維強化材料から、加熱たわみ温度 (HDT) の高い材料、柔軟性の高い材料や、柔らかい材料まで、多岐
にわたります。
3D プリント用砂型鋳造アプリケーションに関するいくつかのヒント
表面仕上げが向上した砂型鋳造パターン:
• PLA や PETG などの低温ポリマーよりも高い耐久性、サンディング能力、機械加工能力を発揮する、ガラス繊維充填 ABS、カ
ーボンファイバー充填 ABS、PC、ナイロンまたは PEKK などの高性能ポリマーの使用を検討します。
• プライマー/塗料は、ポリオレフィン (PP、PE) 以外のほとんどの高性能ポリマーへの付着性が良好である点を考慮します。
溶剤や化学用砂に対する耐性:
• ノーベイク、オイルサンド、グリーンサンド、または ISO キュアに対する既知の反応はありません。
より強靭なポリマーを使用した、低摩耗で高スループットのパターン:
• AFS の調査により、摩耗がほぼ目視または測定できない状態で最大 30,000 サイクルが記録されました (3D Printed Tooling
for the Disamatic Process, Garret Iverson, Scenic Industries LLC, AFS AM Division, 3D Hard Tooling Committee,
AFS Cast Expo, 2019)。
• 合理的な場合は、セグメント単位でプリントし、パターン機器を組み立てます。これにより、プリントの問題による影響を軽減し、連
続ではなく複数のプリンタで並行してツールを製造できます。
• 材料、プリント時間、サポート、カールなどのプリント欠陥を最小限に抑えるために、常に積層造形 (DfAM) 用に設計しま
す。45 度のルールを忘れずに、それに従って設計します。
• 摩耗率の高い領域については、領域をパターンに合わせて組み立て、過度の摩耗が発生したときに交換できます。
• ゲーティングも優れた積層アプリケーションです。高速 (一晩で処理) で、精度と再現性が高いです。
• この技術は、市販のスライスソフトウェアを使用して、組織に無理なく簡単に統合できます。
• 十分なリソースを割り当ててこの技術に専念するのに、CAD 機能が不可欠です。
3D SYSTEMS | アプリケーションの概略 | ハイブリッド 3D プリントを使用した砂型鋳造のリードタイムの短縮と生産コストの削減 | 2022 年 8 月 6
Page7
写真提供: Proveedora de Servicios y Suministros Industriales (PSSI)
お客様の事例
課題
パターン寸法品質を維持しつつ、時間とコストを半分に削減することを目標に、積 「プリント中に特別な配慮
層造形ペレット押出技術を活用して時間を短縮しつつ、パターン機器の製造コスト をせずとも、3D プリンタが
を削減します。 24 時間 365 日稼働すると
いう安心感があるため、3D
Titan 社のソリューション プリントにより、製品の製造
Titan 社のペレット押出 3D プリンタを使用することで、機器の使用と人的作業が プロセスをスピードアップ
常に伴うためにプロセスの時間とコストが増加する典型的な木材パターン機器 できました」
の木材組み立てと機械加工のステップを排除します。さらに、選択された材料の
- Alonso Alvarez 氏、Fundidoria
PETG は、木材よりも耐久性が高いだけでなく、最終後処理並みのベンチ特性を有
Morelia
しているため、より速く、低コストのニアネットシェイプソリューションがプリンタか
ら直接作成されます。
メリットの実現
3D プリント 木材切削 3D 対従来型
材料の可能性 非常に広い より良質の木材が少なくなっている マホガニーとメイプルは手に入りにくい
材料の選択肢 幅広い種類 可用性が制限されている 広範なポリマー
材料の耐久性 ASTM 2240 D80 380 Janka 松は爪で押すと凹む
ソフトウェア (1 回の使用) 150 ドル 500 ドル以上 Simplify3D 対 CNC ソフトウェア
後処理作業 同じ 同じ ほぼ同じサンディングとフィラー
機械加工 その場での作業が
可能 CNC 切削加工が必要 -
材料費 300 ドル 252 ドル + 2 週間の組立作業 マホガニー 18 ドル/bf、メイプル 8 ドル/bf
組み立て なし 手作業による組立 木製パネルの接着なし
解像度 フィラーとサンディ
ング フィラーとサンディング 最終製品で同じ
修復 より強靭で軽量 ボンド、フィラー、交換 修理のために溶接可能なポリマー
総材料コスト 同じ 同じ -
労務費 低 高 従来のパターンの作成にかかる人件費が高い
総コスト 低 高 パターン仕上げ作業をさらに削減
プロジェクト合計時間 2.5 週間 7 週間 予想鋳造時間が大幅に短縮
3D SYSTEMS | アプリケーションの概略 | ハイブリッド 3D プリントを使用した砂型鋳造のリードタイムの短縮と生産コストの削減 | 2022 年 8 月 7
Page8
Atlas 3D プリンタシリーズ
ATLAS - 産業用大型高速 3D プリンタ
産業用大型高速生産システム。ペレット押出、フィラメント押出、またはペレット + フィラメント押出を利用可能。優れた生産性とコス
ト効率を併せ持つ、高解像度の大型部品が必要な場合に最適です。
ATLAS HS - CNC フライス加工を採用した産業用大型高速 3D プリンタ
同じプラットフォーム上での付加 CNC 製造と除去 CNC 製造の両方を利用した産業用大型高速生産システム。ペレット押出 + CNC
スピンドル、ペレット押出 + フィラメント押出 + CNC スピンドル、またはデュアルペレット + CNC スピンドルを利用可能です。製造レ
ベルの生産性、精度、解像度、表面品質を併せ持つ大型部品が必要な場合に最適です。
3D SYSTEMS | アプリケーションの概略 | ハイブリッド 3D プリントを使用した砂型鋳造のリードタイムの短縮と生産コストの削減 | 2022 年 8 月 8
Page9
(最大) Atlas Atlas HS
42 x 42 x 48 インチ ✓ ✓
50 x 50 x 72 インチ ✓ ✓
工業用機能 Atlas Atlas HS
加熱チャンバ (最大 80 ℃) ✓ ✓
加熱ベッド (最大 140 ℃) ✓ ✓
CNC コントロールシステム ✓ ✓
ドアインターロック ✓ ✓
材料乾燥機の統合 (オプション) ✓ ✓
HEPA ろ過機能の統合 (オプション) ✓ ✓
熱探知カメラ (オプション) ✓ ✓
ツールヘッド構成 Atlas Atlas HS
シングルペレット押出機 ✓
シングルペレット + シングルまたはデュアル ✓
フィラメント押出機
シングルペレット押出機 + スピンドル ✓
シングルペレット + フィラメント押出機 + ス ✓
ピンドル
デュアルペレット押出機 + スピンドル ✓
3D Systems と Titan について
3D Systems は、ヘルスケア市場や産業市場のアプリケーション固有のソリューション向けに、ハードウェア、ソフトウェア、材料、サー
ビスから成るユニークなサービスを提供する、積層造形ソリューションのリーディングパートナーです。3D Systems の Titan 産業用
大型 3D プリントテクノロジにより、ペレットを用いたダイレクト 3D プリント、ハイブリッドシステム、ハイブリッド型のペレット + フィラ
メント押出システムが積層造形ソリューションのポートフォリオに加わります。Titan 社の Atlas 3D プリンタにより、エンジニアリング
グレードのペレット材料を手頃な価格で使用できます。3D Systems は、3D プリントサービスからコンサルティング、材料統合プロセ
スまで、包括的な積層造形の実践を実現します。
Titan 独自の押出技術が加わることで、3D Systems は、大型ビルドボリューム、優れた性能、生産性向上に関するお客様のニーズ
に、はるかに低コストで対応できるようになります。Titan プラットフォーム独自のモジュール式システムが、フィラメント押出能力とペ
レット押出能力の両方を提供する一方で、オープンなプリントアーキテクチャがさまざまな工業用材料に対応し、既存のお客様と新
規のお客様に新たな機会を創出します。
3D SYSTEMS | アプリケーションの概略 | ハイブリッド 3D プリントを使用した砂型鋳造のリードタイムの短縮と生産コストの削減 | 2022 年 8 月 9
Page10
What’s Next?
砂型鋳造アプリケーションの
詳細をご覧ください。
当社の専門家にご相談ください。
お問い合わせ
株式会社スリーディー・システムズ・ 保証/免責事項: これら製品のパフォーマンス特性は製品用途、製品の応用方法、動作条件、最終的な使用方法によって異
ジャパン なる場合があります。3D Systems は、明示的または暗示的な、いかなる形式の保証 (特定の使用法における商品性や適合
〒150‐6018 東京都渋谷区恵比 性の保証が含まれるが、それだけに限定されない) も提供いたしかねます。
寿4‐20‐3 注: 一部の国では、一部の製品および材料をご利用いただけません。最寄りの営業担当者にお問い合わせください。
恵比寿ガーデンプレイスタワー18F © 2022 by 3D Systems, Inc.無断転載を禁じます。仕様は通知なく変更される場合があります。
www.3dsystems.com 3D Systems、3D Systems のロゴ、ProX、3D Sprint および Accura は 3D Systems, Inc. の登録商標です。