


『スーパーμロックA』は建築構造物の高力ボルト継手の摩擦接合面 に塗布することにより、サビの発生を促進し、安定化させて所定の すべり係数が得られるようにした接合面用サビ発生剤です。高力ボルト摩擦面のさび発生剤「ヒットロックB」を発明した当社社長 が、従来の濃縮液希釈タイプをリニューアルし、希釈せずに使用可 能な新商品 【スーパーμ ロックA 】 の開発に成功しました。作業監理 者のご要望にお応えし、低コスト化と短時間でのすべり係数基準値 をクリアした画期的な商品です。備考)本製品は当社で濃度調整し、ユーザー様での希釈作業を不要としたもので、商品名「特注型さび発生剤 “μロックA”(塗布型)」としておりましたが、このたび、“スーパーμロックA”へ商品名を変更いたしました。
このカタログについて
| ドキュメント名 | 高力ボルト摩擦接合面用サビ発生剤で安定した高すべり係数と確実な施工実績。 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 650.3Kb |
| 取り扱い企業 | 株式会社ケミカル山本 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
高力ボルト摩擦接合面用サビ発生剤
安定した高すべり係数と確実な施工実績
希釈不要 ミュー
タイプ “スーパーμ ロックA”
『スーパーμロックA』は建築構造物の高力ボルト継手の摩擦接合面
に塗布することにより、サビの発生を促進し、安定化させて所定の
すべり係数が得られるようにした接合面用サビ発生剤です。
高力ボルト摩擦面のさび発生剤「ヒットロックB」を発明した当社社長
が、従来の濃縮液希釈タイプをリニューアルし、希釈せずに使用可
能な新商品 【スーパーμ ロックA 】 の開発に成功しました。作業監理
者のご要望にお応えし、低コスト化と短時間でのすべり係数基準値
をクリアした画期的な商品です。
備考)本製品は当社で濃度調整し、ユーザー様での希釈作業を不要としたもので、商品名「特注型さび発生剤
“μロックA”(塗布型)」としておりましたが、このたび、“スーパーμロックA”へ商品名を変更いたしました。
特 長
➢ 24時間で既に基準すべり係数を実現
【 24時間でμは0.6 】
➢ 発生したサビは100日で進行がゼロに収束 18リットル減容缶
(4リットル缶もあり)
➢ 希釈不要で塗布だけの簡単作業
【 特殊な技術不要 】
➢ 安全な薬剤
【 毒劇物に該当せず 】
摩擦接合面処理後のサビ発生状況
使用方法
1)黒皮・油脂分等を除去後、接合面に均一にハケ塗り又はスプレー塗布する。
2)24時間以上(48時間以上を推奨)放置し、サビの安定(表面が茶褐色でザラ
ザラになる)を待って、締め付ける。
注意事項
・使用時は、耐酸性ゴム手袋や保護メガネを着用して下さい。
・使用時に、手や肌に触れた場合は十分水洗して下さい。
・万一目に入った場合は、十分水洗して下さい。
・保管状態により、まれに沈殿物が析出することがありますが、性能に 1
問題はありません。
Page2
すべり係数評価試験(1) トルシア形高力ボルトのケース
1.準拠する規定 : 日本建築学会の以下の資料に基づく。
「鉄骨工事技術指針・工場製作編」及び「高力ボルト接合設計施工ガイドブック」
2.供試材
1)試験体 :中板(JIS G 3136、SN490)、側板(JIS G 3136、SN490)。
2)使用ボルト :等級S10T、M20*75及びM22*80。
固定側は、JIS B 1186摩擦接合用高力六角ボルト(F10T)。
3.試験手順
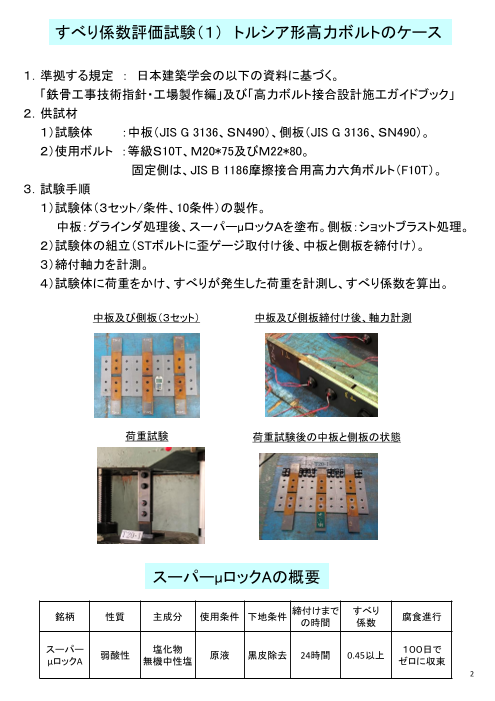
1)試験体(3セット/条件、10条件)の製作。
中板:グラインダ処理後、スーパーµロックAを塗布。側板:ショットブラスト処理。
2)試験体の組立(STボルトに歪ゲージ取付け後、中板と側板を締付け)。
3)締付軸力を計測。
4)試験体に荷重をかけ、すべりが発生した荷重を計測し、すべり係数を算出。
中板及び側板(3セット) 中板及び側板締付け後、軸力計測
荷重試験 荷重試験後の中板と側板の状態
スーパーµロックAの概要
締付けまで すべり
銘柄 性質 主成分 使用条件 下地条件 腐食進行
の時間 係数
スーパー 塩化物 100日で
μ A 弱酸性 原液 黒皮除去 24時間 0.45以上
ロック 無機中性塩 ゼロに収束
2
Page3
すべり係数評価結果
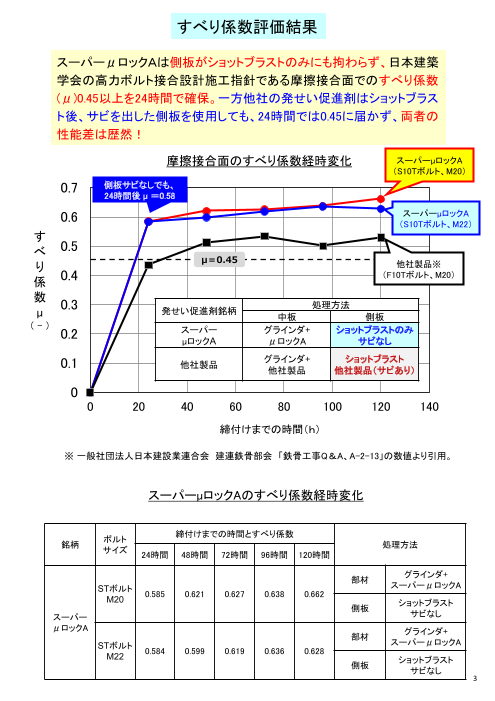
スーパーμロックAは側板がショットブラストのみにも拘わらず、日本建築
学会の高力ボルト接合設計施工指針である摩擦接合面でのすべり係数
(μ)0.45以上を24時間で確保。一方他社の発せい促進剤はショットブラス
ト後、サビを出した側板を使用しても、24時間では0.45に届かず、両者の
性能差は歴然!
摩擦接合面のすべり係数経時変化 スーパーµロックA
(S10Tボルト、M20)
0.7 側板サビなしでも、
24時間後 µ =0.58
0.6 スーパーµロックA
(S10Tボルト、M22)
す
べ 0.5
μ=0.45
り 他社製品※
0.4 (F10Tボルト、M20)
係
数
0.3 処理方法
µ 発せい促進剤銘柄
中板 側板
( - )
0.2 スーパー グラインダ+ ショットブラストのみ
µロックA μロックA サビなし
0.1 グラインダ+ ショットブラスト
他社製品
他社製品 他社製品(サビあり)
0
0 20 40 60 80 100 120 140
締付けまでの時間(h)
※ 一般社団法人日本建設業連合会 建連鉄骨部会 「鉄骨工事Q&A、A-2-13」の数値より引用。
スーパーµロックAのすべり係数経時変化
締付けまでの時間とすべり係数
ボルト
銘柄 処理方法
サイズ
24時間 48時間 72時間 96時間 120時間
グラインダ+
部材
STボルト スーパーμロックA
M20 0.585 0.621 0.627 0.638 0.662
ショットブラスト
側板
スーパー サビなし
μロックA グラインダ+
部材
STボルト スーパーμロックA
M22 0.584 0.599 0.619 0.636 0.628
ショットブラスト
側板
サビなし
3
Page4
すべり係数評価試験(2) 超高力ボルトのケース
1.準拠する規定 : すべり係数評価試験(1)と同様。
2.供試材
1)試験体 :中板(JIS G3136、SM 490A)、側板(JIS G3136、SM 490A)。
2)使用ボルト :超高力ボルト、等級 SHTB 22、M22*95。
3.試験手順 :すべり係数評価試験(1)と同様、試験体は3セット、5条件。
中板及び側板 荷重試験後の
締付け後、 中板と側板の
軸力計測 状態
すべり係数評価結果
スーパーμロックAは、超高力ボルトの場合、締付けまでの時間が24時間で
既にすべり係数が0.6以上を示し、その後も安定的に0.6以上を確保している。
側板サビなしでも、
24時間後 µ =0.62 摩擦接合面のすべり係数経時変化
0.7
す 0.6 スーパーµロックA
べ 0.5 (SHTBボルト、M22)
り 0.4 μ=0.45
係
数 0.3 処理方法 ● µ1:締付直後の
軸力から算出
µ 0.2 中板 側板
( - ) グラインダ+ ショットブラストのみ ▲ µ2:引張試験直前
0.1 スーパーμロックA サビなし の軸力から算出
0
0 20 40 60 80 100 120 140
締付けまでの時間(h)
スーパーµロックAのすべり係数経時変化
ボルト すべり 締付けまでの時間とすべり係数
銘柄 処理方法
サイズ 係数 24時間 48時間 72時間 96時間 120時間
グラインダ+
µ1 0.624 0.614 0.683 0.638 0.642 部材 スーパー
SHTB
スーパー μロックA
ボルト
μロックA M22 ショットブラスト
µ2 0.631 0.623 0.694 0.647 0.652 側板
サビなし 4
Page5
発せい促進剤塗布後の表面状態比較
SPCC(黒皮なし)の表面汚れをアルカリ水溶液でを除去後、 スーパーµロックAは他社製品
発せい促進剤を塗布し、所定時間室—温で放置し、表 面を観察。 より、短時間にサビが発生
塗布後放置時間 30分 60分 120分
発 スーパー
せ μロックA
い
促
進 他社製品
剤 -
スーパーµロックAの腐食進行度合い
スーパーμロックAは塗布後約100日で、サビの進行がゼロに収束
350
300
250
サ
ビ 200 塗布
生 腐食進行も100日
150
成 程度でゼロに収束 無塗布
量 100
(mg/dm2) 50
0
0 50 100 150 200 250 300 350
経過日数(日)
施工実績
最近の工事実績は以下の通りで、日本全国、さまざまな現場で使用されています。
工事名称 施工地 鉄骨重量 (t) 施工期間
KSホテル 兵庫県神戸市 300 2019/12~2020/2
K堺工場 大阪府堺市 400 2020/4~2020/7
K工事オフィス棟 大阪府箕面市 600 2020/5~2020/8
H病院 兵庫県姫路市 600 2020/8~2020/10
K病院 兵庫県川西市 900 2020/11~
5
Page6
次世代のサビ発生方法 “電解式 シュンパツ45”
シュンパツ45は、塗布型サビ発生剤の欠点を知り尽くした同発明者が開発した画期的
な電解式のサビ発生用電解液で、当社電源器(スーパーシャイナーシリーズ)を用いる
ことによって、極めて迅速、確実に高品質なサビを発生させることに成功したものです。
錆びの出にくい冬季や縦面でも均一で安定した錆びが発生可能です。
30分経過後のサビ発生状態
スーパーµロックA塗布 シュンパツ45で電解処理
シュンパツ45は、
極めて短時間に
サビ発生が可能
すべり係数評価試験
・使用鋼材 :SS400 | 24時間後の
すべり係数
・高力ボルト:F10T、M20、L80、A種 V µ=0.72 ※
※日本工業大学、加村研究室での測定結果
•
ご参考 黒皮除去用ミルキラーシリーズ
黒皮(ミルスケール)や赤さび、熱処理に伴うテンパーカラー、油脂、
がんこ汚れを取る薬剤です。(水洗厳禁)
ペースト方式が特徴の商品で、ウエスなどで少し擦りながら速やか
に乾燥し、素早く乾燥させ防錆(塗装など)処理を施してください。
ミルキラーK-TP(18L缶)
商品名 使用方法 荷 姿
ミルキラーK-T 浸漬型 18 ℓ
ミルキラーK-T強力型 浸漬型 18 ℓ
ミルキラーK-TP 塗布型 18 ℓ、4 ℓ
ミルキラーK-TP強力型 塗布型 18 ℓ、4 ℓ、1 ℓ
黒皮除去前後の鋼材 ミルキラーK-TPK 塗布・から拭き型 18 ℓ、4 ℓ、1 ℓ
の色調変化
経済産業省選定
本社:〒731-5121 広島市佐伯区五日市町美鈴園17-5 S U S 3 0
クリエイトセンター
〒738-0039 広島県廿日市市宮内工業団地1-10
TEL.0829-30-0820 FAX.0829-20-2253 6
営業所・出張所:仙台、新潟、群馬、横浜、茨城、東京、
名古屋、静岡、富山、神戸、大阪、奈良、愛媛、広島、福岡、熊-本
技術部:広島、横浜、長崎