




き裂・摩耗・腐食・放電を「いち早く」捉えます
製造ロボット・機械設備の安全確保・予知保全に
異常・劣化の予兆を把握、品質管理・生産性向上へ
小型化・無線化で使いやすく
工場 IoT・CPSにわかりやすく
き裂・摩耗・腐食・放電を「いち早く」捉えます
EDGE NODE DISCOVERY シリーズ
AEモニタリングシステムのオールインワンモデル、複雑・高度な信号処理、多様な機能を搭載し外部計測機器と連携するモデルも用意、安全確保・予知保全、品質管理・生産性向上を支援します
EDGE NODE EXPRESS シリーズ
測定・評価する現場 "エッジ"を、小型化・無線化で支える"ノード"です複雑・高度な信号解析処理を行い、品質ある分析・評価を支えます
EDGE NODE DISCOVERY COMPASS
EDGE NODE EXPRESS COMPASS
DISCOVERY シリーズ、EXPRESS シリーズ、それぞれ専用の COMPASS ソフトウェアが付属、ユーザ活用を支えます。測定・評価を可視化し、現場の判断を支援します。取得したデータを応用して高度な分析・検証に活用、安全・安心環境にお役立てください
AEセンサ・ケーブル・治具
機械・生産設備等の検出対象や検出したい現象に適したAEセンサを取り揃えています。また、取付けに必要な各種治具、測定環境に応じた各種ケーブルを取り揃えています
このカタログについて
| ドキュメント名 | FIRST AE(アコースティック・エミッション) |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 6.3Mb |
| 登録カテゴリ | |
| 取り扱い企業 | トーアメック株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
き裂・摩耗・腐食・放電を
「いち早く捉える」
first-ae.jp
搬送・組立・溶接ロボット、自動搬送機ハンガー・リフター、自動搬送レール
切削・研削の刃具、金属パーツ加工機、製紙機械・印刷工場、自動包装・梱包機
製品・インフラの品質管理、異常検知・故障把握で安全確保、危険性の判断基準確立に
老朽化し古くなる機械・設備等の補修順位決め、遠隔監視の自動化、予知保全に
わかりやすく・使いやすく、製造・品質サービ スを活かしたカスタム製品も
小型化・無線化で生産性向上、工場IoT・CPS、エッジコンピューティングの未来へ
「FIRST AE」は2社提携のブランドです 「FIRST AE」製品に関するお問い合わせ
TEL 03-6427-1305
※お電話でのお問い合せは、月~金曜日
(祝祭日を除く)の9時~17時になります。 Mail info@first-ae.jp
このカタログの記載内容は2018年1月現在のものです。 FARD18BB03:2018年1月
Page2
「FIRST AE」は 国産AE(アコースティック・エミッション)製品登場!
アコースティック・エミッション技術を扱う
小型化・無線化で使いやすく
2社提携のブランドです 工場 IoT・CPSにわかりやすく
き裂・摩耗・腐食・放電を「いち早く」捉えます
AE技術の国内トップを走る日本フィジカルアコースティクスと
創業45年、ものづくりビジネスをする信和産業が業務提携し
「安全・安心環境に貢献する国産AE技術」の製品・サービスを
2社提携のブランド「FIRST AE」として、皆様へ提供してまいります
AEの世界的トップメーカー「Physical Acoustics Corporation」は 東京・渋谷で45年、製造は共創のイノベーションへ。
1978年創設、最先端のAE技術による非破壊検査・試験装置技術を開 半導体商社からはじまり、試作・調達に強い製造・
発し、日本法人は東京・大阪を拠点に展開しています。現在、世界各地 品質サービスを提供しています
にサービス網を持つMISTRASグループにまとまり、グループ全体の最 これらのチカラを活かし、お客様の身近な「ものづくり
日本フィジカルアコースティクス株式会社 新情報を活用し、AE技術を中心にした検査業務を提供しています ビジネス」を支えています
2 3
Page3
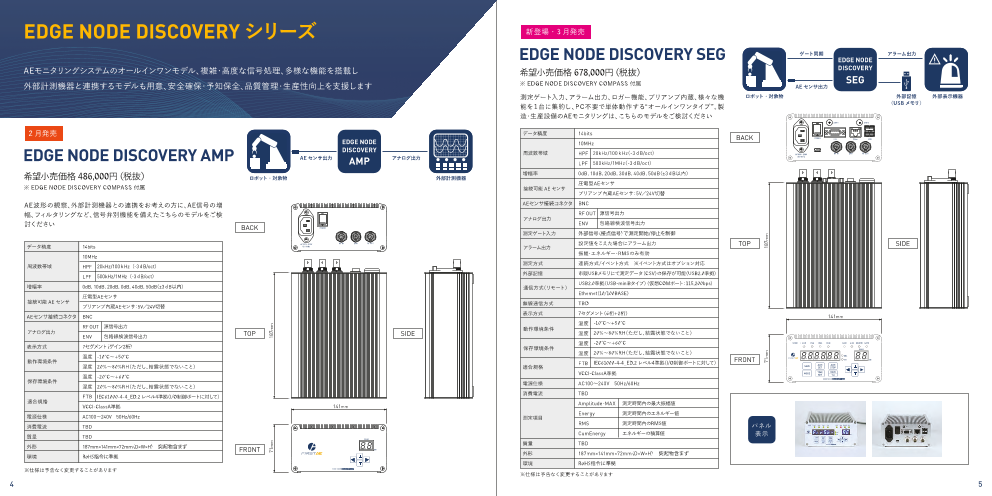
EDGE NODE DISCOVERY シリーズ 新登場・3月発売
EDGE NODE DISCOVERY SEG ゲート同期 アラーム出力EDGE NODE
AEモニタリングシステムのオールインワンモデル、複雑・高度な信号処理、多様な機能を搭載し 希望小売価格 678,000円(税抜) DISCOVERY
外部計測機器と連携するモデルも用意、安全確保・予知保全、品質管理・生産性向上を支援します ※ EDGE NODE DISCOVERY COMPASS 付属 SEGAEセンサ出力
測定ゲート入力、アラーム出力、ロガー機能、プリアンプ内蔵、様々な機 ロボット・対象物 外部記憶 外部表示機器
能を1台に集約し、PC不要で単体動作する“オールインワンタイプ”。製 (USBメモリ)
造・生産設備のAEモニタリングは、こちらのモデルをご検討ください
2月発売 データ精度 14bits BACK
EDGE NODE 10MHz
EDGE NODE DISCOVERY AMP DISCOVERY 周波数帯域 HPF 20kHz/100kH(z -3dB/oct)AEセンサ出力 AMP アナログ出力 LPF 500kHz/1MH(z -3dB/oct)
希望小売価格 486,000円(税抜) 増幅率 0dB, 10dB, 20dB, 30dB, 40dB, 50dB(±3dB以内)ロボット・対象物 外部計測機器
※ EDGE NODE DISCOVERY COMPASS 付属 圧電型AEセンサ接続可能 AEセンサ
プリアンプ内蔵AEセンサ:5V/24V切替
AE波形の観察、外部計測機器との連携をお考えの方に、AE信号の増 AEセンサ接続コネクタ BNC
幅、フィルタリングなど、信号弁別機能を備えたこちらのモデルをご検 RF OUT 源信号出力アナログ出力
討ください ENV 包絡線検波信号出力BACK
測定ゲート入力 外部信号(接点信号)で測定開始/停止を制御
データ精度 設定値をこえた場合にアラーム出力 14bits アラーム出力 TOP SIDE
振幅・エネルギー・RMSのみ有効
10MHz
周波数帯域 HPF 20kHz/100kHz(-3dB/oct) 測定方式 連続方式/イベント方式 ※イベント方式はオプション対応
500kHz/1MHz(-3dB/oct) 外部記憶 市販USBメモリにて測定データ(CSV)の保存が可能(USB2.0準拠)LPF
増幅率 0dB, 10dB, , , USB2.0準拠(USB-miniBタイプ)( 仮想COMポート:115,200bps) 20dB 0dB 40dB, 50dB(±3dB以内) 通信方式(リモート)
圧電型 センサ Etherne(t 10/100BASE)AE
接続可能 AEセンサ
プリアンプ内蔵 センサ: / 無線通信方式 TBDAE 5V 24V切替
AEセンサ接続コネクタ 表示方式 7セグメント(6桁+2桁)BNC 141mm
RF OUT 源信号出力 温度 -10℃~+50℃
アナログ出力 動作環境条件 湿度 20%~80%RH(ただし、結露状態でないこと)
ENV 包絡線検波信号出力 TOP SIDE
-20℃~+60℃
表示方式 セグメント(ゲイン 温度7 2桁) 保存環境条件
温度 湿度 20%~80%RH(ただし、結露状態でないこと)-10℃~+50℃
動作環境条件
湿度 FTB IEC61000-4-4_ED.2 レベル4準拠(I/O制御ポートに対して)
FRONT
20%~80%RH(ただし、結露状態でないこと) 適合規格
温度 -20℃~+60℃ VCCI-ClassA準拠
保存環境条件
湿度 20%~80%RH(ただし、結露状態でないこと) 電源仕様 AC100~240V 50Hz/60Hz
FTB IEC61000-4-4_ED.2 レベル4準拠(I/O制御ポートに対して) 消費電流 TBD
適合規格
VCCI-ClassA準拠 141 Amplitude-MAX 測定時間内の最大振幅値mm
電源仕様 AC100~240V Energy 測定時間内のエネルギー値50Hz/60Hz 測定項目
消費電流 RMS 測定時間内のRMS値TBD パネル
質量 CumEnergy エネルギーの積算値TBD 表示
外形 質量 TBD187mm×141mm×72mm(D×W×H) 突起物含まず FRONT
環境 RoHS指令に準拠 外形 187mm×141mm×72mm(D×W×H) 突起物含まず
環境 RoHS指令に準拠
※仕様は予告なく変更することがあります
※仕様は予告なく変更することがあります
4 5
71mm 187mm
71mm 187mm
Page4
EDGE NODE EXPRESS シリーズ 今春登場
300mm
EDGE NODE EXPRESS
測定・評価する現場 "エッジ"を、小型化・無線化で支える"ノード"です MULTIPLEXER
複雑・高度な信号解析処理を行い、品質ある分析・評価を支えます 希望小売価格 389,000円(税抜)
※ 各種PLC等シーケンサに対応する、サンプルプログラム付属
入力4チャネル、1出力の切替が可能、PLC等のシーケンサによ
り制御できます。コストダウンに有効なEXPRESS MULTI-
Re NEW・2月発売 PLEXER、ご期待ください
EDGE NODE EDGE NODE TOP
き裂 摩耗
EDGE NODE EXPRESS USB-R EXPRESS COMPASS
USB-R
希望小売価格 280,000円(税抜) 腐食 放電
※ EDGE NODE EXPRESS COMPASS付属 異常・変化の発生・進展 AEセンサデータ抽出 高度な信号解析・データ化 分析情報・データ抽出 測定評価・分析・検証
30.6mm 90mm
いつも手元で測定・評価する際は、USB版をご検討ください。エッジノ
ードへの給電はUSBから手軽に行えます。AEセンサと本装置間の距
離が必要な際は、プリアンプ内蔵型センサをご検討ください
データ精度 14bits
10MHz
周波数帯域 HPF 20kH(z -3dB/oct)
LPF 500kH(z -3dB/oct)
増幅率 0, 10dB, 20dB, 30dB, 40dB, 50dB(±3dB以内)
接続可能 AEセンサ 圧電型AEセンサ
プリアンプ内蔵AEセンサ(5Vタイプのみ)※オプション対応
AEセンサ接続コネクタ SMBタイプ
測定方式 連続方式/イベント方式 ※イベント方式はオプション対応
USB接続コネクタ USB-miniBタイプ
データ保存ファーマット CSVファイル データ精度 14bits 適合規格 TBD
動作環境条件 温度 -10℃~+50℃
湿度 20%~80%RH(ただし、結露状態でないこと) 10MHz PLC RS-232C通信方式
保存環境条件 温度 -20℃~+60℃ 周波数帯域 HPF 20kHz/100kH(z -3dB/oct) LAN Etherne(t 10/100BASE)
湿度 20%~80%RH(ただし、結露状態でないこと) FRONT TOP BACK LPF 500kHz/1MH(z -3dB/oct) データ転送速度 115,200bps
適合規格 FTB IEC61000-4-4_ED.2 レベル4準拠(I/O制御ポートに対して)
VCCI-ClassB準拠 増幅率 0, 10dB, 20dB, 30dB, 40dB, 50dB(±3dB以内) データファーマット バイナリデータ
通信方式 USB2.0準拠(仮想COMポート) 圧電型AEセンサ 電源仕様 DC24V±20%
データ転送速度 115,200bps 接続可能 AEセンサ
電源仕様 USBバスパワー給電 EDGE NODE 各シリーズの無線版について プリアンプ内蔵AEセンサ(5V/24V) 消費電流 TBD
消費電流 180mA(オプションのプリアンプ内蔵AEセンサ電流はのぞく) AEセンサ接続コネクタ BNC Amplitude-MAX 測定時間内の最大振幅値
Amplitude-MAX 測定時間内の最大振幅値 多くの電波が飛び交う工場等の現場に対応できる、 AEセンサチャンネル数 4チャンネル(切替え方式) 測定項目 Energy 測定時間内のエネルギー値Energy
測定項目 測定時間内のエネルギー値 アナログ出力 源信号出力(BNC:リアルタイム出力) RMS 測定時間内のRMS値RMS 測定時間内のRMS値 無線化対応製品を鋭意開発中です。
CumEnergy エネルギーの積算値 測定ゲート入力 外部信号(接点信号)で測定開始/停止を制御 ※オプション対応 質量 TBD
質量 約140g(センサ、ケーブル含まず) EDGE NODE EXPRESS USB-RをもとにWiFi・Bluetooth・920MHz・その 測定方式 連続型/イベント方式 ※イベント方式はオプション対応 外形 TBD
外形 90mm×81mm×31mm(D×W×H) 突起物含まず
環境 RoHS指令に準拠 他、無線化をご検討の方は別途、ご相談ください。運用する現場に合わせたカス 温度 -10℃~+50℃
環境 RoHS指令に準拠
動作環境条件
タムサービスも行っています。また、DISCOVERY SEGはANT端子もあり、無線 湿度 20%~80%RH(ただし、結露状態でないこと) ※ 参考仕様、仕様は予告なく変更することがあります
オプション AEセンサと本装置間の距離が1m以上必要な際は、必要な際は、別途プリアン 化対応を図っていきます。FIRST AEの今後にご期待ください 温度 -20℃~+60℃プ内蔵型AEセンサをご検討ください 保存環境条件
湿度 20%~80%RH(ただし、結露状態でないこと)
※ 仕様は予告なく変更することがあります
6 7
80.6mm
100.4mm
Page5
EDGE NODE DISCOVERY COMPASS 計測条件を簡単・シンプルに設定できます
AEの各パラメータの挙動を、見やすく表現します
EDGE NODE EXPRESS COMPASS
DISCOVERY シリーズ、EXPRESS シリーズ、それぞれ専用の COMPASS ソフトウェアが付属、ユーザ セット 機器 グラフ データ データ 測定 評価 データ
活用を支えます。測定・評価を可視化し、現場の判断を支援します。取得したデータを応用して高度 アップ 設定 表示設定 再生 入出力 開始 調整 取得・保管
な分析・検証に活用、安全・安心環境にお役立てください
COMPASS
2種の " COMPASS " は、各エッジノードがリアルタイムに高度解析 DISCOVERY COMPASS Ver.1.0.0 1) 健全性評価に有効な、振幅、RMS、エネルギーの
処理した信号を、分析・評価できるデータとして可視化します。この 3つのパラメータを計測できます
ユーザソフトウェアにより、アコースティック・エミッションが発生す COMPASS 1 2) オプションで立ち上がり時間、持続時間の評価が追加で可能です
る現象を逃さず、いち早く捉えることができます 3) 同時に上記パラメータのうち2種類のパラメータを
グラフで表示できます(データは全て保存されます)
4) ポートの設定・接続、増幅率やしきい値の設定など
計測条件の変更が可能です
アコースティック・エミッション(AE)は、亀裂の進行や摩耗、腐食、放電な 5) 計測したデータの保存、再生が可能です
どによって発生する、高い周波数成分をもった弾性波が放出される現象 2
です。例えば、亀裂の進展数とAEの発生数が比例するなど、亀裂や摩耗 1 Status
の進行状況とAEのパラメータに相関があります。このように、AEは評価対
象の亀裂などの異常の進行を非破壊で評価できるので、設備や製品の健 き裂 摩耗 腐食 放電 EDGE NODE各シリーズのステータス
全性を非破壊で、しかもリアルタイムに評価ができます 測定状態(測定中・スリープ)と経過時間を表示
2 Parameter Settings
アコースティック・エミッションの信号には測定・評価ポイントがあります 測定条件(GAIN[増幅率]、THRESHOLD
[しきい値])を設定します
連続型 発生源 摩擦・摩耗など 突発型 発生源 き裂進展、材料の変態など
波形の形状 連続した信号 波形の形状 立ち上がりが急激 横軸(X軸)と縦軸(Y軸)を使い
RMS(実効値) 摩擦力、摩耗係数と相関 発生数 き裂の進展数と相関 AE信号のパラメータ 以下から要素を組合せてグラフ表示できます
エネルギー 摩耗の体積と相関 振幅 き裂の進展距離と相関 立上り時間 AEカウント
周波数 対象物、材料毎に特徴が異なる エネルギー き裂の進展面積と相関
周波数 対象物、材料毎に特徴が異なる Amplitude(最大振幅)
AEエネルギー
最大振幅
電圧しきい値 Energy(エネルギー)
RMS値 しきい値(Threshold)
波形の面積:エネルギー 波形の面積:エネルギー バックラウンドノイズ バックラウンドノイズ
RMS(実効値)
時間 (ms) 時間 (ms) 持続時間 CumEnergy(積算エネルギー)
8 9
振幅 (mV)
振幅 (mV)
振 幅
Page6
AEセンサ・ケーブル・治具 AEセンシングの現場活用例 ① 材料から、劣化等につながる弾性波=AE波が発生、AEは1次情報をいち早く捉えます② 劣化や異常の度合いが高まり、振動センサも捉えられます
ロボットや機械設備が故障に至るまで ③ 故障方向に劣化・異常が進展、温度上昇や材料変化も増大、温度センサも感知し、故障に至ります
機械・生産設備等の検出対象や検出したい現象に適したAEセンサを取り揃えています。また、取付け
に必要な各種治具、測定環境に応じた各種ケーブルを取り揃えています 3 温度センサ検出
大 装置温度上昇 装置故障
AEセンシングの選択はここから
2 振動センサ検出
プリアンプ内蔵型 共振型 装置振動発生
FAEN-S60I FAEN-S150I R6α R15α
ピーク感度V(/ m/s) 100dB 87dB 75dB 80dB 二次的
最大出力電圧 1Vp-p 1Vp-p - - 現象
共振周波数 60kHz±20% 150kHz±20% 55kHz 75kHz
動作温度範囲 -20~+80℃ -20~+80℃ -65~+175℃ -65~+175℃
大きさ(突起部除く) φ20×26.5mm φ20×26.5mm φ19×23mm φ19×23mm 1 AEセンサ検出
重さ 49g 44g 38g 34g
筐体 ステンレス(SUS303) ステンレス(SUS303) ステンレス ステンレス
材質 亀
受信面 アルミナ(φ15) アルミナ(φ15) セラミック セラミック 裂 一次的
コネクタ BNC BNC SMA SMA ・摩 現象 装置破断波発生
シール(絶縁体) ポリアセタール樹脂 ポリアセタール樹脂 エポキシ エポキシ 耗
状
ケーブル長 5m(標準) 5m(標準) 1m 1m 態
電源電圧 4~12VDC 4~12VDC - -
消費電流 10mA以下 10mA以下 - -
放出エネルギー
※ 上記数字は参考値
AEセンシングについて
振動や加速度は損傷が大きくなり、設備の形状変化が発生しないとわ 各種治具AE
かりません。また、周波数が低いので現調ノイズが大きくなります。これ 振動
に比べてAEは、き裂が進行することにより発生するので、振動や加速 AEモニタリングを必要とする現場は、取付方法や温度等の環境も様々で
度より、早期に異常を検出できます。また、周波数が高いので、耐ノイズ 加速度 す。こういった諸条件に対応する治具も、現場に合わせて製作しています。お
性もよくなります 問い合わせください
1 10 100 1K 10K 100K 1M 10M
10kHz 30kHz 60kHz 150kHz 300kHz 概念図
コンクリート(AE)
金属(AE)
岩石・木材 漏洩・腐食・ コンクリート・金属 金属・FRP 金属・セラミック
コンクリート
10 11
Page7
製造ロボット・機械設備の安全確保・予知保全に
回転体(転がり軸受)の異常評価 ハンガーアームの予防保全 ロボットの健全性評価 金属摩耗の信頼性試験
損傷過程 亀裂進行と振幅 亀裂の進展数 ロボット稼働時のAE挙動 試験結果
発生数の関係 ●亀裂の進展数とAEの発 ●ロボットの動作に応じて RMS
●転動疲労に伴い亀裂が進行し ●亀裂進展数とAEの発生 生数に相関 AEが発生。エネルギー
AEが発生 数が相関。亀裂進展距離 値は摩耗と相関
とAEの振幅に相関
損傷過程 AEセンサ出力
メンテナンス後と故障前で比較し、
しきい値を設定
亀裂発生
試験開始 荷重増加 焼き付き開始
亀裂進行 亀裂の進展距離 交換時期の評価 Energy
●亀裂進展面積とAEエネ 破断 ●稼働時間とともにAEのエ
微小はく離 ルギーに相関
発生 ネルギーが増加。軸受
減速機の焼き付き前に
はく離発生 バラツキ増大
稼働時間とAEエネルギーは相関がある 焼付直前で急激にRMS及びEnergyが変化
12 13
AEエネルギー(Vs)
発生数
AEエネルギー(Vs) AEエネルギー(Vs)
Page8
異常・劣化の予兆を把握、品質管理・生産性向上へ
搬送レール評価試験 研削状態の評価 レーザー溶接の溶け込み量の評価 大型プレス機の品質管理
試験結果 研削状態評価結果 研削状態の評価 レーザー溶接時のAE波形 溶け込み量とAEの関係 プレス時の評価結果 製品のき裂の評価
正常時 ドレッシング直後
正常 正常
亀裂発生
目づまり発生時
溶け込み不良
Time <S>
時間 <s>
摩耗発生時 亀裂
研削焼け発生時
貫通
Time <S>
時間 <s> 目づまりや研削焼けが発生する 振幅と研削回数に相関、ドレッシング 亀裂が発生すると振幅が大きくなる 製品に生じるき裂の発生を加工・終了
と振幅が大きくなる 砥石交換の目安が立てやすい ため、プレス製品の良否判断に活用 時に検知。不良の流出を防止摩耗増加に伴いRMS(実効値)が増加
14 15
RMS <mV> RMS <mV>
Amplitude <V> Amplitude <V> Amplitude <V>
Amplitude <V>
AEエネルギー(Vs)
Amplitude <V> Amplitude <V>
Page9
さまざまな現場に「FIRST AE」を
産業用ロボット | 主に減速機 溶接 | レーザー溶接等の溶け込み量
産業用ロボット等に使用される減速機は軸受・歯車・軸、3つの回転体で構成され、異常 成形品を溶接する過程で、溶接強度の低下は欠陥の発生要因となります。従来は溶接
の判断だけでなく異常の発生部位を特定することは困難です。突然の破損がシステム 後の強度の評価や溶接面を切断する方法で溶け込み量の評価行っていました。この方
の稼動を停止させるなど、致命的な故障の誘因となる場合があります 法では全数の検査を行うことができず、検査に多大な時間を要することから、非破壊で
溶け込み量を評価する方法が求められています
AE は、き裂や摩耗の進行で発生します。AE 発生と機械稼働の同期を捉える
FIRST AE
活用例 ことで、AE の発生状況や要因を評価し、異常の進行や発生部位を特定する レーザー溶接のみならず、アーク溶接、抵抗溶接においても、溶け込みが生ことができます FIRST AE
活用例 じると AE が発生します。AE のエネルギーは溶け込み量と相関があり、溶接の良否を評価することができます
自動車製造 | 鍛造加工 プレス加工 | 打抜き加工のバリ発生評価
鍛造加工は製品の最も基本的な形状を形成するものであるため、加工品にき裂などの プレス加工の中で、打抜き加工は特に、加工速度が特徴です。加工が速いプレス機器
欠陥が生じると製品の強度を著しく低下させます。鍛造後の製品の欠陥検査として、一 の摩耗や損傷で不良品が大量に発生します。その予防は困難で、加工後の製品の抜
般的に目視検査や浸透探傷試験、磁粉探傷試験などを実施。ただし、多くは人間の関 取検査や、定期的な交換方法をとってきました。また、定期的なパンチの交換は、ライ
与した検査となり検査の自動化が切望されています ンの停止も伴い、生産コスト上昇の大きな原因となっています
鍛造後の製品に荷重を付加し、き裂が存在する場合、き裂面の摩擦等によっ パンチが摩耗するとバリが発生し、特徴的な連続した AE が現れます。バリ
FIRST AE て発生する AE を検出します。付加荷重は、製品への影響を考慮して決定し FIRST AE活用例 発生を早期に検知して防止できます。パンチ交換による設備停止時期の短活用例 ます。AE の発生数、あるいは検出されるエネルギーに大きな値が観察される 縮・交換費用の削減が期待できます
ため、き裂の有無を容易に判定することが可能です
金属材料 | 引抜き加工 射出成形 | 樹脂製品
金属材料の引抜き加工は自動車、産業機械、電気機械、建設機械の部品など、機械工 射出成形は、プラスティック等の樹脂を溶かし、金型に入れて冷却し、固める製造法で
業の中間素材の加工法としてさまざまな場面で使用されています。品質異常として最も す。この製造過程において、成形品にき裂(割れ)が発生する可能性があります。また
深刻なのは、発生率の高いダイス傷と呼ばれる引抜き時に生じる線材傷。線材傷は、主 製造する側の機器等、スクリュー部等が摩耗すると、流入する樹脂の詰まりも発生する
にダイスの摩耗によって線材表面に傷が生じるもので、場合によっては連続的に発生 可能性があり、これらを事前に診断して対応する方法も求められています
し、最終製品の強度に大きく影響します
射出成形品のき裂(割れ)発生時に生じる AE を検出すれば不良品を選別で
FIRST AE きます。また、製造機器の稼働時の AE を監視すれば、スクリューに摩耗が
FIRST AE ダイスの摩耗進行と線材傷発生による、特徴的な AE が発生するため、線材 活用例 生じたときに通常とは違うAE が発生するため状態を把握することができます
活用例 傷を検出することができます
16 17
Page10
さまざまな現場に「FIRST AE」を
変圧器 | 部分放電 発電所・化学プラント等 | 配管
変圧器の劣化の中でも、特に故障の原因となっているのは熱的、機械的要因に基づく 発電所や化学プラント、また家庭用のガス配管など、さまざまな配管設備が使用され
絶縁物や物性変化による絶縁の低下です。変圧器の保守・点検は、主に絶縁油の成分 ています。配管の腐食、あるいは支持部の腐食進行により漏洩が起こると設備の稼働
分析等や部分放電電荷量を測定する方法が主でしたが、これらの方法は変圧器の運 のみならず、漏洩した流体の損失や環境の汚染など、その影響は甚大です。超音波によ
転を停止しなければならず、基本的には定期点検時にしか実施できません。しかし、保 る厚み測定や、主に目視点検が行われていますが、検査には多くの時間を要し、特に支
守費用の削減、稼動効率向上の観点から、稼動中に変圧器の健全性を評価する技術の 持部の検査は困難でした
開発が望まれています
FIRST AE
部分放電により、数 10kHz~ 1MHz を超える幅広い周波数成分を持つ AE が発生 配管の腐食活動度と検出されるAEエネルギー総量との間に相関が認められます
FIRST AE 活用例
活用例 部分放電の大きさと放電により発生した AEのエネルギーに相関があることから、部分放電の発生を評価することができます
エスカレータ | 軸受・歯車等 橋梁 | 高架橋・高速道路
エスカレータは軸受・軸・減速機・チェーンなどが組み合わされて構成されています。日々の安全な 長年使用している橋梁や床版には、き裂やはく離などの疲労破壊が生じることがありま
運行のために、各部品の摩耗や潤滑不良を早期に診断する方法が求められています す。従来の超音波探傷等の検査では多くの工数がかかるため、より簡易な評価方法が
求められていました
軸受・歯車、材料破断時・潤滑不良時の AE 特性を組み合わせて診断します
FIRST AE
活用例 回転のタイミングに合わせて AE 信号を検出し、正常稼働時の信号と比較して AEの発生により亀裂、はく離などを把握して、床版の劣化の進行を評価が可能評価することで、AE 発生の原因がわかります FIRST AE
活用例 です。重りを載せたトラックを走らせて応力をかけることで、広範囲の検査を効
率よく行うことができます
発電所 | 発電用タービン トンネル | 側面・壁面
発電用タービンのローターがケーシングと接触すると、ラビングが発生し、ローターの コンクリートの岩下や、地盤の挙動により、き裂等の発生に至る可能性があります。こ
一部が欠損すると異常が高まり、タービンの運転継続が困難になり、停止にいたるこ れらの負荷を把握し、同時にき裂や、はく離の進行を評価することも求められています
とがあります
ラビングが発生すると、タービンの回転の周期に合わせて特徴的な AE が 計測対象より角柱状のコアーを採取し、圧縮試験をして AE の発生と試験荷
FIRST AE 現れるため、異常があるとわかります。軸受のはく離、潤滑不良も評価で FIRST AE
活用例 活用例 重を測定。AE の発生する荷重を求めることにより、逆に負荷された荷重を求きます めることができます
18 19
Page11
FIRST AEを活かす、サービスがあります
FIRST AEを使って効果を出す、 フィールド サービスがあります FIRST AEだからできる、特別な カスタム サービスです
現場環境に合わせた、FIRST AEの設置・測定評価をサポートします 測定・評価環境に即した、お客様専用のFIRST AEをつくることができます
導入支援サービス 冶具設計・ AEセンサの取り付けが適切に行われないと、正しい計測結果が得られません。計測対象に対
応したAEセンサ取り付け冶具の設計や製作をサポートします。取り付け方法としてネジやマグ
製作サービス
□ 初めてAEを計測する皆様に、実施教育、講習会等、導入のサポートをします ネット等、材質では樹脂やアルミ、ステンレス等、細かな対応が可能です
□ AEの基礎知識、計測方法、データの評価方法等、お客様の御要求に応じた教育を実施致します
□ EDGE NODEシリーズの取扱いの説明、基本的な使用法をご説明させて頂きます 廉価版を製作したい場合や、大量に導入したい場合。AE装置を機器に組み込みたい場合
□ ご希望の計測対象に対し、AEセンサの設置位置や設置方法、具体的な診断方法など 「特注・組み込み・量産品」 や、小型の機器を製造したい場合など、目的に応じたAEシステムを開発・製造致します。機
個別アイテムに対する技術支援サービスを提供致します 開発・製造サービス 器との接続も、UARTやシリアル通信、LANやWiFi等、ご希望のインターフェースを御用意
しています
測定・評価支援サービス 評価支援サービス
お客様の製品に組み合わせ、製品能力をあげることや、測定・評価環境に合わせ、高度な要求
(コンサルティング、委託研究、共同研究)
を担う製品化を行いたいなど、アコースティック・エミッション技術の活用は、検査向けにとど
お客様に代わって対象設備を計測し、計測対象の状況を
特殊な設備や材料、他の技術では評価困難な現象など まらず、M2MやIoTの発展に合わせた製品化を行えます。このようなトレンドからも、AE発生評価します。計測、報告書作成、結果の御報告など、御要 「高度化・追加機能」
求に応じたサービスを提供させて頂きます。計測対象は、 新規の評価が必要な場合に、弊社のAE技術、経験をご
源の一次情報をいち早く捉える、この特徴を活かした製品の応用段階にきています。アコー
開発・製造サービス スティック・エミッション技術に精通し、製造のわかる企画・開発者がいるFIRST AEであれ
工場の製造ラインの健全性や製品の検査だけでなく、橋 提供し、最短で最小コストの開発を支援致します。契約 ば、頼りになる試作・展開もできます。部品・調達に強く、少量多品種の製造を多くおこなって
梁や高架橋などの公共インフラ等、御要求に応じた計測 形態も、コンサルティング、委託研究や共同研究など、お きた私たちであればこそ、ものづくりのご提案を多様にできます。是非、ご相談ください
を実施致します 客様のご希望にあった契約を締結させて頂きます
20 21
Page12
次代の評価技術をFIRST AEで、多くの皆様の手に!
FIRST AEは
岸 輝雄 環境雑音に影響されない高周波数帯域を計測する AE 法は、スマート工場・コンビナ
Teruo Kishi ート、そしてインフラ構造物における IoT の切り札として、大いに期待されています。私 多くの皆様の安全・安心環境に貢献すべく
東京大学 名誉教授 は 1970~1980 年代にかけて、AE の基礎研究を集中的に行ってきました。今日に至るま
新構造材料技術研究組合 理事長 で、日本の研究者が世界の AE に関する基礎研究をリードし続けた、と言っても決して過 製品・サービスの改良・改善
物質・材料研究機構 名誉顧問
外務省顧問 言ではありません。応用分野においても、軸受などに代表される機械装置の診断法とし
て AE が我国で早くから適用され、世界の最先端を走り続けています。 将来の製品化に取り組んでいます。
FIRST AE は、世界のロボット技術をリードする日本の製造業が、さらに発展を遂げ、
常に世界のトップリーダーであり続けるための、中核的技術を提供すると確信しています。 皆様のお声を是非、お聴かせください。
塩谷智基 インフラ構造物の老朽化は誰もが認知していますが決定的なセンシング、評価技術が
Tomoki Shiotani ないまま、目視中心の定期的検査のみがされてきました。官学民を挙げた土木構造物の
監視技術は最近、初めて積極的・集中的な取組みが始まっています。とりわけ、構造物
京都大学 大学院工学研究科 特定教授
京都大学 インフラシステムマネジメント の変状に応じて合理的な AE 法や、AE トモグラフィ法はその中核的な手法として注目さ
研究拠点副ユニット長 れています。しかし、現在ある AE 機器は高価、現場に不向きな寸法・重量で、現場実
装可能な開発・製品を待っていました。
今回、FIRST AE が提供するものは、おそらく世界で初めて広範な普及に耐えうる「使
える AE 計測システム」であり、これらのシステムに我々が研究開発している評価技術を
加えることで、IoTの中核、AE 技術の確立へ向かうと、大いに期待しています。
榎 学 構造物の損傷を評価する非破壊評価手法の重要性は言うまでもありません。AE はその 湯山茂徳 西本重人 伊東 学 長谷川 生Shigenori Yuyama Shigeto Nishimoto Manabu Ito Susumu Hasegawa
Manabu Enoki 中でも材料の劣化損傷を非常に感度良く、計測できる手法と言えます。我が国においても 日本フィジカル 日本フィジカル 信和産業株式会社 信和産業株式会社
この分野で長年世界レベルの研究が続けられてきましたが、IoT というコンセプトが損傷診 アコースティクス株式会社 アコースティクス株式会社 代表取締役 社長 商材事業部 部長
東京大学 大学院工学系研究科
マテリアル工学専攻 教授 断の分野にも新しい革新をもたらす時代が到来しています。FIRST AE が切り拓く、新し 代表取締役 会長 代表取締役 社長
い AE 計測システムは、計測の利便性を飛躍的に向上させており、時代の要請にまさしく
合致したものと言えます。これからの構造物診断にとって、非常に重要なツールとして、多
くの現場で活用されることを期待しています。
EDGE NODE 製品をいつも手元で活用いただくために、定期的にセミナー・ワークショップを開催いたします。 TEL 03-6427-1305
購入前・購入された皆様も、ご興味のある方はお問い合わせください。お待ちしています。 Mail info@first-ae.jp
22 23