



タングステンヘッドがボーリング加工を変える。レパートリー拡充、まさしくソリッドの 使い心地 !
◆高精度加工の実現!
タングステン合金ヘッドを採用超硬ソリッド同等の高精度を実現。
◆ホルダー寿命大幅アップ!
タングステン合金ヘッドが従来スチールヘッドの5倍~10倍の耐摩耗性能アップ。
◆高信頼性能1
焼結合金同士の結合により接合時の歪みが無く密着強度がアップ。
◆高信頼性能2
接合部の断面積を従来メーカーの1.5倍にする事により強度アップを実現。
◆高精度、極限加工
超硬部をチップに極限まで近づけるVpoint 形状により、高精度加工と更なる突き出しを可能にし、切り屑排出性能も良好。
◆詳細は、カタログをダウンロードしてご覧ください。
このカタログについて
| ドキュメント名 | 超硬ホルダー最終進化 タングステンヘッド max V point |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 12.9Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 有限会社曽根田工業 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
maxv1
2017 冬
超硬ホルダー最終進化
®
タングステンヘッドがボーリング加工を変える
タングステンヘッド
特許取得済
レパートリー拡充
まさしくソリッドの
使い心地 !
より強く、より深く、より長く!
SONEDA
Page2
maxv2
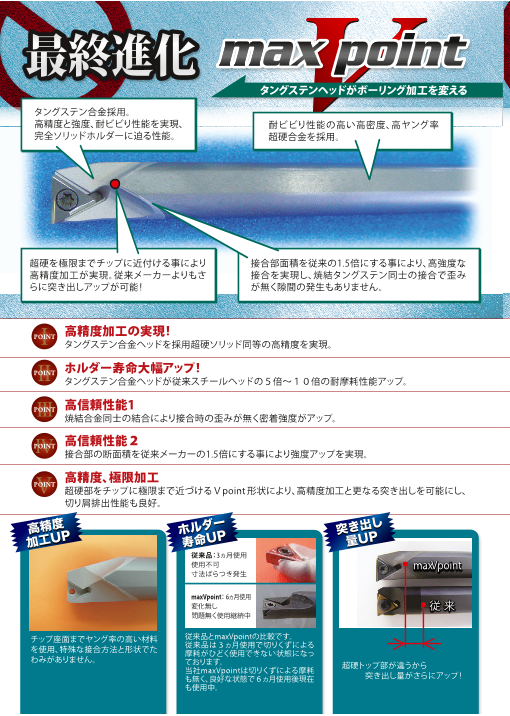
最終進化
タングステンヘッドがボーリング加工を変える
タングステン合金採用。 V
高精度と強度、耐ビビり性能を実現、 耐ビビり性能の高い高密度、高ヤング率
完全ソリッドホルダーに迫る性能。 超硬合金を採用。
超硬を極限までチップに近付ける事により 接合部面積を従来の1.5倍にする事により、高強度な
高精度加工が実現。従来メーカーよりもさ 接合を実現し、焼結タングステン同士の接合で歪み
らに突き出しアップが可能! が無く隙間の発生もありません。
ⅠPOINT 高精度加工の実現!タングステン合金ヘッドを採用超硬ソリッド同等の高精度を実現。
ⅡPOINT ホルダー寿命大幅アップ!タングステン合金ヘッドが従来スチールヘッドの5倍~10倍の耐摩耗性能アップ。
PⅢOINT 高信頼性能1焼結合金同士の結合により接合時の歪みが無く密着強度がアップ。
PⅣOINT 高信頼性能2接合部の断面積を従来メーカーの1.5倍にする事により強度アップを実現。
Ⅴ 高精度、極限加工POINT 超硬部をチップに極限まで近づける Vpoint 形状により、高精度加工と更なる突き出しを可能にし、
切り屑排出性能も良好。
高精度 ルダー き出し
加工UP
ホ UP 突寿命 量UP
従来品:3ヵ月使用
使用不可 maxV point
寸法ばらつき発生
maxVpoint: 6ヵ月使用
変化無し 従 来
問題無く使用継続中
チップ座面までヤング率の高い材料 従来品とmaxVpointの比較です。
を使用、特殊な接合方法と形状でた 従来品は3ヵ月使用で切りくずによる摩耗がひどく使用できない状態になっ
わみがありません。 ております。
当社maxVpointは切りくずによる摩耗 超硬トップ部が違うから
も無く、良好な状態で6ヵ月使用後現在 突き出し量がさらにアップ!
も使用中。
Page3
maxv3
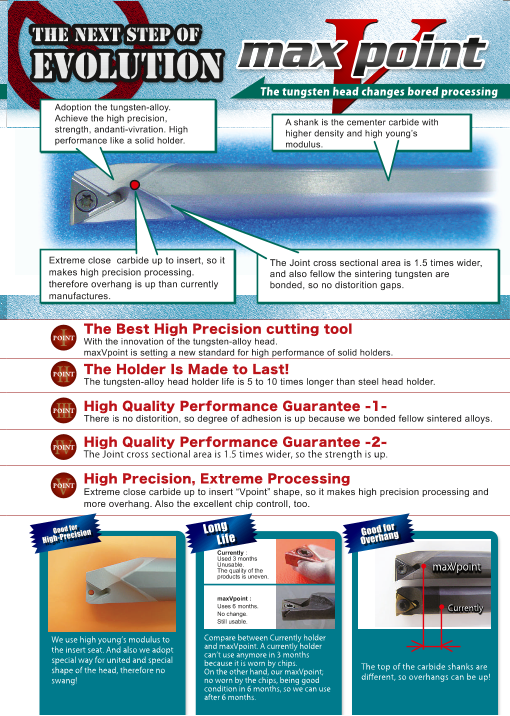
The next step of
Evolution
The tungVsten head changes bored processingAdoption the tungsten-alloy.
Achieve the high precision, A shank is the cementer carbide with
strength, andanti-vivration. High higher density and high young’s
performance like a solid holder. modulus.
Extreme close carbide up to insert, so it The Joint cross sectional area is 1.5 times wider,
makes high precision processing. and also fellow the sintering tungsten are
therefore overhang is up than currently bonded, so no distorition gaps.
manufactures.
Ⅰ The Best High Precision cutting toolPOINT With the innovation of the tungsten-alloy head.
maxVpoint is setting a new standard for high performance of solid holders.
ⅡPOINT The Holder Is Made to Last!The tungsten-alloy head holder life is 5 to 10 times longer than steel head holder.
PⅢOINT High Quality Performance Guarantee -1-There is no distorition, so degree of adhesion is up because we bonded fellow sintered alloys.
PⅣOINT High Quality Performance Guarantee -2-The Joint cross sectional area is 1.5 times wider, so the strength is up.
Ⅴ High Precision, Extreme ProcessingPOINT Extreme close carbide up to insert “Vpoint” shape, so it makes high precision processing and
more overhang. Also the excellent chip controll, too.
GGoooodd f ofo
rr Loonngg
Pr oh- Preeccisisioionn L GGooodd
f foorr
HHigigh- ng L Liiffee OOvveerrhhaan
g
Currently :
Used 3 months
Unusable.
The quality of the maxV point
products is uneven.
maxVpoint :
Uses 6 months. Currently
No change.
Still usable.
We use high young’s modulus to Compare between Currently holder
the insert seat. And also we adopt and maxVpoint. A currently holder can’t use anymore in 3 months
special way for united and special because it is worn by chips.
shape of the head, therefore no On the other hand, our maxVpoint; The top of the carbide shanks are
swang! no worn by the chips, being good different, so overhangs can be up!
condition in 6 months, so we can use
after 6 months.
Page4
maxv4
◆maxVpoint の呼び方 [ISO 規格 ]
ex:
C 10 - S T U P R 11 - 12 V - 175
① ② ③ ④ ⑤ ⑥ ⑦ ⑧ ⑨ ⑩
①シャンク材質記号 ③構造記号 ⑤切れ刃形状記号 ⑦勝手記号 ⑨最小加工径 ⑩ 全 長
(表 1)参照 スクリューオン式 (表 3)参照 (表 5)参照 mm mm
②シャンク径 ④チップ形状記号 ⑥チップ逃げ角記号 ⑧チップ切れ刃長
mm (表 2)参照 (表 4)参照 mm
表 1 表 2 表 3
①シャンク材質記号 ④チップ形状記号 ⑤切れ刃形状記号
超硬シャンク チップ形状 /Shape of insert 形状 /Shape of insert
C Sign Sign
Carbide Shank 記号 Angle Figure 記号 Angle Offset形状説明 /Discription 頂角 図 図 /Figure油穴付き超硬シャンク 頂角 オフセット
E Carbide Shank /w a coolant 菱形C 80° 80°hole Diamond J 93° 80° ○
表 4 菱形D 55° 55°
Diamond L 95° 55° ○
⑥チップ逃げ角記号
菱形
逃げ角 /Clearance angle
Sign V 35° 35° 107.5°Diamond
記号 Angle Figure Q 35° ○
頂角 図 正三角形T 60°
Equilateral triangle
B 5° 93°等辺不等角六角形 U 60° ○
W Equilateral unequal 80°
C 80°7° angle hexagon X 110° 110°
P 11°
W 60° 60° ○
シャンク・ヘッド材質 -Material of a shank and a head
Z 93° 93° ○
超硬合金 -Cemented Carbide
シャンク・チップ材に超硬合金を使用しています
Using the cemented carbide for a shank and insert.
タングステン合金 -Tungsten-alloy 表 15
ヘッド材にタングステン合金を使用しています
Using the tungsten-alloy for a head. ①⑦シャンク材質記号
右勝手
内部給油 -Internal coolant supply CR Right
左勝手
オイルホール対応です
Coolant Hole. LE Left
※注意※ !!caution!!
在庫欄の●は標準在庫。△は納期2~ 3週間程度。
空欄は納期お問い合わせください。
We have stock with ● . ○ is 2 to 3 weeks to make.
A blank are not in stock. Please contact us.
Page5
maxv5
特殊maxVpoint 製作依頼書
The Special maxVpoint Request Form
Company name
御社名
Person in charge name
ご担当者名
Address
ご住所
TEL/FAX TEL: /FAX:
e-mail
Request insert Cat. No.
ご希望チップ型式
Shank Dia. Min. Bore Dia.
シャンク径 φ 最小加工径 φ
Length
ご希望全長
Way
勝手 L / R
Quantity
本
数量
その他ご要望・スケッチ / Other Rquests and scketch
使用済みで結構です。お使いになりたいチップをご一緒に送付ください。
仕様確認の時間短縮になります。ご協力お願いいたします。※コーナーの残っているものをお願いします。
Please send a insert that you want to use . It make time crunch for check the model.
Thank you for your cooperation. ※ Please make sure the insert has every corners.
Page6
maxv6
C-STUPR/L
※)本図は右勝手 (R) を示します。
Above figures shows right hand tools.
Min.
Stock Bore Dimensions(mm) Spare Part
Dia. 部 品
在 庫 最小 寸 法 (mm) Screw
Cat. No. 加工径 クランプスクリュー
Applicable
θ Insert
型 番 使用チップ
R L φ A φ d H L F S R
C08-STUP 08-10V-170 ● ● 170
STUP 08-10V-100 10 8 7.2● △ 100
C09-STUP 08-10V-170 5 10° S-1TR TP● 170 **0802**
STUP 08-10V-140 10 9 8.2● 140 0.5
C10-STUP 09-12V-175 ● ● 175
STUP 09-12V-80 ● △ 12 10 9 80 6 8°
STUP 09-12V-105 ● △ 105
C12-STUP 09-14V-175 S-2TR TP**0902● ● 175 **
STUP 09-14V-90 ● △ 14 12 11 90 7 0.7 7°
STUP 09-14V-120 ● △ 120
C10-STUP 11-12V-175 ● ● 175
STUP 11-12V-80 ● △ 12 10 9 80 6 8° S-3STR
STUP 11-12V-105 ● ● 105
C12-STUP 11-14V-175 0.5● ● 175
STUP 11-14V-90 ● △ 14 90 7 7°
STUP 11-14V-120 ● ● 120
C12-STUP 11-16V-175 12 11● ● 175
STUP 11-16V-90 0.4● △ 16 90
STUP 11-16V-120 ● ● 120
C14-STUP 11-16V-175 8 0.3 5°● 175
STUP 11-16V-90 ● 16 14 13 90
STUP 11-16V120 ● 120
C16-STUP 11-18V-210 TP 1103● ● 210 ** **
STUP 11-18V-110 ● △ 18 110 9 0.3 4° S-3TR
STUP 11-18V-145 ● ● 145
C16-STUP 11-20V-210 16 15● ● 210
STUP 11-20V-110 ● △ 20 110
STUP 11-20V-145 ● ● 145
C18-STUP 11-20V-230 10 0.8 3°● 230
STUP 11-20V-120 20 18 17 120
STUP 11-20V-175 175
C20-STUP 11-22V-245 ● ● 245
STUP 11-22V-125 △ △ 22 125 11 0.7 -2°
STUP 11-22V-175 △ △ 175
C20-STUP 16-25V-245 20 19● ● 245
STUP 16-25V-125 △ △ 25 125 12.5 0.3 0° 0.8 S-4TR TP**1603**
STUP 16-25V-175 ● ● 175
※) :右勝手 (R) ホルダには左勝手 (L) チップ、左勝手 (L) ホルダには右勝手 (R) チップが適合します。
Nose Radius
Page7
maxv7
E-STUPR/L ®
※)本図は右勝手 (R) を示します。
Above figures shows right hand tools.
Min.
Stock Bore Dimensions(mm) Spare Part
Dia. 部 品
在 庫 最小 寸 法 (mm) Screw
加工径 クランプスクリュー Applicable Cat. No.
θ Insert
型 番 使用チップ
R L φ A φ d H L F S R
E08-STUP 08-10V-170 ● ● 170
STUP 08-10V-100 10 8 7.2 5 10° S-1TR TP 0802● △ 100 ** **
E10-STUP 09-12V-175 ● ● 175 0.5
STUP 09-12V-80 ● △ 12 10 9 80 6 8°
STUP 09-12V-105 ● △ 105
E12-STUP 09-14V-175 S-2TR TP 0902● ● 175 ** **
STUP 09-14V-90 ● △ 14 12 11 90 7 0.7 7°
STUP 09-14V-120 ● △ 120
E10-STUP 11-12V-175 ● ● 175
STUP 11-12V-80 ● △ 12 10 9 80 6 8° S-3STR
STUP 11-12V-105 ● ● 105
E12-STUP 11-14V-175 0.5● ● 175
STUP 11-14V-90 ● △ 14 90 7 7°
STUP 11-14V-120 ● ● 120
E12-STUP 11-16V-175 12 11● ● 175
STUP 11-16V-90 ● △ 16 90
STUP 11-16V-120 0.4● ● 120
E14-STUP 11-16V-175 8 0.3 5°● ● 175
STUP 11-16V-90 ● △ 16 14 13 90
STUP 11-16V-120 ● △ 120
E16-STUP 11-18V-210 TP● ● 210 **1103**
STUP 11-18V-110 ● △ 18 110 9 0.3 4° S-3TR
STUP 11-18V-145 ● ● 145
E16-STUP 11-20V-210 16 15● ● 210
STUP 11-20V-110 ● △ 20 110
STUP 11-20V-145 ● ● 145
E18-STUP 11-20V-230 10 0.8 3°● ● 230
STUP 11-20V-120 ● △ 20 18 17 120
STUP 11-20V-175 ● △ 175
E20-STUP 11-22V-245 ● ● 245
STUP 11-22V-125 △ △ 22 125 11 0.7 -2°
STUP 11-22V-175 △ △ 175
E20-STUP 16-25V-245 20 19● ● 245
STUP 16-25V-125 △ △ 25 125 12.5 0.3 0° 0.8 S-4TR TP**1603**
STUP 16-25V-175 ● ● 175
※) :Right handed toolholders are applicable with left handed or neutral inserts. Left handed toolholders are applicable with right handed or neurtal inserts.
Nose Radius
Page8
maxv8
C/E-STUBR/L
C10-STUBR06-08V-140
0
※)本図は右勝手 (R) を示します。
Above figures shows right hand tools.
Min.
Stock Bore Dimensions(mm) Spare Part
Dia. 部 品
在 庫 最小 寸 法 (mm) Screw
加工径 クランプスクリュー Applicable Cat. No.
θ Insert
型 番 使用チップ
R L φ A φ d H L L2 F S R
C06-STUB 06-07V-110 ● 7.5 6 5.4 110 -
C07-STUB 06-08V-120 ● 8 7 6.4 120 - 4 0 12° 0.2 S-1STR TB**0601**
C10-STUB 06-08V-140 ● ● 8 10 9 140 50 0.5
※)本図は右勝手 (R) を示します。
Above figures shows right hand tools.
Min.
Stock Bore Dimensions(mm) Spare Part
Dia. 部 品
在 庫 最小 寸 法 (mm) Screw
加工径 クランプスクリュー Applicable Cat. No.
θ Insert
型 番 使用チップ
R L φ A φ d H L L2 F S R
E10-STUB 06-08V-140 ● 8 10 9 140 50 4 0.5 12° 0.2 S-1STR TB**0601**
※) :右勝手 (R) ホルダには左勝手 (L) チップ、左勝手 (L) ホルダには右勝手 (R) チップが適合します。
Nose Radius Nose Radius
Page9
maxv9
C-STXP (B)R/L ®
※)本図は右勝手 (R) を示します。
Above figures shows right hand tools.
Min.
Stock Bore Dimensions(mm) Spare Part
Dia. 部 品
在 庫 最小 寸 法 (mm) Screw
加工径 クランプスクリュー Applicable Cat. No.
θ Insert
型 番 使用チップ
R L φ A φ d H L L3 F S R
C06-STXB 06-075V-110 ● 7.5 6 5.4 110 0.5 3.75 S-1STR TB**0601**
C08-STXP 08-09V-145 ● 9 8 7.2 145 4.6 0.5 10° 0.03 S-1TR TP**0802**
C10-STXP 09-11V-165 0.6● 11 10 9 165 5.6 S-2TR TP**0902**
C-STZBR/L
※)本図は右勝手 (R) を示します。
Above figures shows right hand tools.
Min.
Stock Bore Dimensions(mm) Spare Part
Dia. 部 品
在 庫 最小 寸 法 (mm) Screw
加工径 クランプスクリュー Applicable Cat. No.
θ Insert
型 番 使用チップ
R L φ A φ d H L F S R
C06-STZB 06-085V-110 ● 8.5 6 5.4 110 5.1 2.0 10° 0.03 S-1STR TB**0601**
※) :Right handed toolholders are applicable with left handed or neutral inserts. Left handed toolholders are applicable with right handed or neurtal inserts.
Nose Radius
Nose Radius
Page10
maxv10
C-STWPR
Above figures shows right hand tools.
※)本図は右勝手 (R) を示します。
Stock Min. Bore Dia. Dimensions(mm)
Spare Part
部 品
在 庫 最小 加工径 寸法 (mm) Screw Applicable
Cat. No. クランプスクリュー
θ Insert
型 番 使用チップ
R L φ A φ d H L F R
C10-STWPR1102-12V-150 ● - 12 10 9 150 6 TP**1102S-3STR **
C12-STWPR11-16V-150 ● - 16 12 11 150 8
0° 0.1
C14-STWPR11-16V-175 ● - 16 14 13 175 TP 1103
S-3TR ** **
C16-STWPR11-20V-180 - 20 16 15 180 10
C-SWUBR/L
Above figures shows right hand tools.
※)本図は右勝手 (R) を示します。
Stock Min. Dimensions(mm) Spare PartBore Dia. 部 品
在 庫 最小 加工径 寸法 (mm) Screw
Cat. No. クランプスクリュー
Applicable
θ Insert
型 番 使用チップ
R L φ A φ d H L F R
C05-SWUB 06-06V-100 ● ● 6 5 4.4 100 3 15°
S-2040TR WB 0601
C06-SWUB 06-07V-110 ● ● 7 6 5.4 110 3.5 13° ** **
0.2
C07-SWUB 08-08V-125 ● ● 8 7 6.4 125 4 15° S-2035TR
WB 0802
C08-SWUB 08-10V-140 ● ● 10 8 7.2 140 5 13° S-2050TR ** **
※)右勝手 (R) ホルダには左勝手 (L) チップ、左勝手 (L) ホルダには右勝手 (R) チップが適合します。
※)Right handed toolholders are applicable with left handed or neutral inserts, Left handed toolholders are applicabe with right handed or neutral inserts.
Nose Radius Nose Radius
Page11
maxv11
C-SVQBR/L ®
Min.
Stock Bore Dimensions(mm) Spare Part
Dia. 部 品
在 庫 最小 寸 法 (mm) Screw
加工径 クランプスクリュー Applicable Cat. No.
θ Insert
型 番 使用チップ
R L φ A φ d H L F S R
C12-SVQB 11-18V-180 ● 18 12 11 180 11 4.5 8°
C16-SVQB 11-22V-220 ● 22 16 15 220 13.5 0.4 S-2570TR VB**1103**
C20-SVQB 11-26V-250 5 5°26 20 19 250 15.5
C-SVJBR/L
-
Min.
Stock Bore Dimensions(mm) Spare Part
Dia. 部 品
在 庫 最小 寸 法 (mm) Screw
Cat. No. 加工径 クランプスクリュー
Applicable
θ Insert
型 番 使用チップ
R L φ A φ d H L F S R
C16-SVJB 11-20V-220 ● 20 16 15 180 8.5
C20-SVJB 11-25V-250 - 5°● 25 20 19 200 10.5 0.4 S-2570TR VB**1103**
Nose Radius Nose Radius
Page12
maxv12
C-SCLCR/L
※)本図は右勝手 (R) を示します。
Above figures shows right hand tools.
Spare Part
Stock Min. Bore Dia. Dimensions(mm) 部 品
在 庫 最小 加工径 寸 法 (mm) Screw
Cat. No. クランプスクリュー
Applicable
θ Insert
型 番 使用チップ
R L φ A φ d H L F R
C04-SCLC 03-05V-90 ● ● 5 4 3.8 90 2.5 15°
S-1635TR CC 0301
C05-SCLC 03-06V-100 ● ● 6 5 4.4 100 3 13° ** **
C06-SCLC 04-07V-110 ● ● 7 6 5.4 110 3.5 13°
0.2 S-2040TR CC 0401
C07-SCLC 04-08V-125 ● ● 8 7 6.4 125 4 11° ** **
C08-SCLC 06-10V-170 ● ● 170
10 8 7.2 5 10°
SCLC 06-10V-140 ● △ 140
S-2545TR CC 0602
C10-SCLC 06-12V-175 ● ● 12 10 9 6 12° ** **
C12-SCLC 06-14V-175 ● ● 14 175 7
12 11 10°
C12-SCLC 09-16V-175 ● ● 16 8
C16-SCLC 09-18V-210 ● ● 210
SCLC 09-18V-145 ● ● 0.418 16 15 145 9 10°
S-4065TR CC 09T3
SCLC 09-18V-175 175 ** **
C20-SCLC 09-22V-245 ● ● 245
22 20 19 11 5°
SCLC 09-22V-175 175
特殊品について
特殊品の一例です。
御社特有のmaxVpoint を制作依頼してみては
いかがでしょうか?シャンク径をφ 14やφ 18
にしてみたり、チップサイズを小さくしてみた
り。ぜひお問合せ下さい。
Let us make your own design maxVpoint!
For example, we can make your holder with φ
14 or φ 18. Please make contact us!!
※)C04-SCLC 03-05V Rake angle is 2° ※)C04-SCLC 03-05V はすくい角度は 2°
※)C08-SCLC 06-10V Rake angle is 3° ※)C08-SCLC 06-10V はすくい角度は 3°
Nose Radius
Page13
maxv13
E-SCLCR/L ®
※)本図は右勝手 (R) を示します。
Above figures shows right hand tools.
Min. Spare PartStock Bore Dia. Dimensions(mm) 部 品
在 庫 最小 加工径 寸 法 (mm) Screw
Cat. No. クランプスクリュー
Applicable
θ Insert
型 番 使用チップ
R L φ A φ d H L F R
E08-SCLC 06-10V-170 ● ● 170
10 8 7.2 5 10°
SCLC 06-10V-140 ● △ 140 0.2
S-2545TR CC 0602
E10-SCLC 06-12V-175 ● ● 12 10 9 6 12° ** **
E12-SCLC 06-14V-175 ● ● 14 175 7
12 11 10°
E12-SCLC 09-16V-175 ● ● 16 8
E16-SCLC 09-18V-210 ● ● 210
0.4
SCLC 09-18V-145 ● 18 16 15 145 9 10°
S-4065TR CC 09T3
SCLC 09-18V-175 175 ** **
E20-SCLC 09-22V-245 245
22 20 19 11 5°
SCLC 09-22V-175 175
特殊品について
新商品 STWPR 型
切くず排出性能と高靱性を両立した
maxVpoint 形状で安定加工を実現!
New family SRWPR
Stable machining is realized with the
maxVpoint shape that achieves both
chip discharge performance and high
toughness!
※)E08-SCLC 06-10V Rake angle is 3° ※)E08-SCLC 06-10V はすくい角度は 3°
Nose Radius
Page14
maxv14
C-SCLPR/L
※)本図は右勝手 (R) を示します。
Above figures shows right hand tools.
Stock Min. Dimensions(mm) Spare PartBore Dia. 部 品
在 庫 最小 加工径 寸法 (mm) Screw
Cat. No. クランプスクリュー
Applicable
θ Insert
型 番 使用チップ
R L φ A φ d H L F R
C10-SCLP 08-12V-175 ● ● 175
SCLP 08-12V-80 ● △ 12 10 9 80 6 8° S-3STR CP**0802**
SCLP 08-12V-105 ● ● 105
C12-SCLP 09-16V-175 ● ● 175
SCLP 09-16V-90 ● △ 16 12 11 90 8 5° S-4065TR
SCLP 09-16V-120 ● ● 120
C16-SCLP 09-20V-210 0.4● ● 210
SCLP 09-20V-110 ● △ 20 16 15 110 10 3° CP**0903**
SCLP 09-20V-145 ● △ 145
C20-SCLP 09-25V-245 S-4TR● ● 245
SCLP 09-25V-125 △ △ 25 20 19 125 12.5 0°
SCLP 09-25V-165 △ △ 165
Facebook ページで
最新情報を配信中!
新しいレパートリーやそのチラシ、特殊で制作
したものなどの情報を配信しております。
ぜひ「いいね」して最新情報を get してください。
Please check our latest information at Facebook
page.
← QR コードから直接ご覧いただけます。
※)右勝手 (R) ホルダには左勝手 (L) チップ、左勝手 (L) ホルダには右勝手 (R) チップが適合します。
※)Right handed toolholders are applicable with left handed or neutral inserts, Left handed toolholders are applicabe with right handed or neutral inserts.
Nose Radius
Page15
maxv15
E-SCLPR/L ®
※)本図は右勝手 (R) を示します。
Above figures shows right hand tools.
Stock Min. Dimensions(mm) Spare PartBore Dia. 部 品
在 庫 最小 加工径 寸法 (mm) Screw
Cat. No. クランプスクリュー
Applicable
θ Insert
型 番 使用チップ
R L φ A φ d H L F R
E10-SCLP 08-12V-175 ● ● 175
SCLP 08-12V-80 ● △ 12 10 9 80 6 8° S-3STR CP**0802**
SCLP 08-12V-105 ● ● 105
E12-SCLP 09-16V-175 ● ● 175
SCLP 09-16V-90 ● △ 16 12 11 90 8 5° S-4065TR
SCLP 09-16V-120 ● ● 120
E16-SCLP 09-20V-210 0.4● ● 210
SCLP 09-20V-110 △ △ 20 16 15 110 10 3° CP**0903**
SCLP 09-20V-145 △ △ 145
E20-SCLP 09-25V-245 S-4TR● ● 245
SCLP 09-25V-125 △ △ 25 20 19 125 12.5 0°
SCLP 09-25V-165 △ △ 165
YOUTUBE で 標準型式の C16-STUPR11-18V-210を使ったデモンストレーデョン映
PV を公開中! 像を公開中。
maxVpoint の魅力がたっぷりわか
る映像となっております。
You can watch a demonstration
video of C16-STUPR11-18V-210 at
YOUTUBE.
QR コードから→
直接ご覧いただけます。
※)右勝手 (R) ホルダには左勝手 (L) チップ、左勝手 (L) ホルダには右勝手 (R) チップが適合します。
※)Right handed toolholders are applicable with left handed or neutral inserts, Left handed toolholders are applicabe with right handed or neutral inserts.
Nose Radius
Page16
maxv16
C/E-SDUCR/L
Above figures shows right hand tools.
※)本図は右勝手 (R) を示します。
Min.
Stock Bore Dimensions(mm) Spare Part
Dia. 部 品
在 庫 最小 寸 法 (mm) Screw
加工径 クランプスクリュー Applicable Cat. No.
θ Insert
型 番 使用チップ
R L φ A φ d H L F S R
C10-SDUC 07-14V-175 ● ● 14 10 9 8.2
3.3 0.4 S-2560TR DC 0702
C12-SDUC 07-16V-175 ● ● 16 175 9.2 ** **
12 11
C12-SDUC 11-20V-175 ● ● 20 12.3
C16-SDUC 11-25V-210 ● ● 210 5°
SDUC 11-25V-145 ● ● 25 16 15 145 14.3 6.1 0.8 S-4085TR DC**11T3**
SDUC 11-25V-175 ● ● 175
C20-SDUC 11-32V-245 ● ● 32 20 19 245 16.3
Above figures shows right hand tools.
※)本図は右勝手 (R) を示します。
Min.
Stock Bore Dimensions(mm) Spare Part
Dia. 部 品
在 庫 最小 寸 法 (mm) Screw
加工径 クランプスクリュー Applicable Cat. No.
θ Insert
型 番 使用チップ
R L φ A φ d H L F S R
E10-SDUC 07-14V-175 ● ● 14 10 9 8.2
3.3 0.4 S-2560TR DC 0702
E12-SDUC 07-16V-175 ● ● 16 175 9.2 ** **
12 11
E12-SDUC 11-20V-175 ● ● 20 12.3
E16-SDUC 11-25V-210 ● ● 210 5°
SDUC 11-25V-145 ● △ 25 16 15 145 14.3 6.1 0.8 S-4085TR DC**11T3**
SDUC 11-25V-175 △ △ 175
E20-SDUC 11-32V-245 ● ● 32 20 19 245 16.3
※)右勝手 (R) ホルダには左勝手 (L) チップ、左勝手 (L) ホルダには右勝手 (R) チップが適合します。
※)Right handed toolholders are applicable with left handed or neutral inserts, Left handed toolholders are applicabe with right handed or neutral inserts.
Nose Radius Nose Radius
Page17
maxv17
C/E-SDZCR/L ®
Above figures shows right hand tools.
※)本図は右勝手 (R) を示します。
Min.
Stock Bore Dimensions(mm) Spare Part
Dia. 部 品
在 庫 最小 寸 法 (mm) Screw Applicable
Cat. No. 加工径 クランプスクリュー
θ Insert
型 番 使用チップ
R L φ A φ d H L F L5 S R
C10-SDZC 07-14V-175 ● 14 10 9 8.3 9.5
C12-SDZC 07-16V-175 ● 16 12 11 175 9.3 3.3 5° 0.4 S-2560TR DC**070210.5 **
C16-SDZC 07-20V-175 ● 20 11.3
16 15
C16-SDZC 11-25V-180 ● 25 14.1
180 15 6.1 0° 0.8 S-4085TR DC
C20-SDZC 11-32V-180 32 20 19 16.1 **11T3**
Above figures shows right hand tools.
※)本図は右勝手 (R) を示します。
Min.
Stock Bore Dimensions(mm) Spare Part
Dia. 部 品
在 庫 最小 寸 法 (mm) Screw
Cat. No. 加工径 クランプスクリュー
Applicable
θ Insert
型 番 使用チップ
R L φ A φ d H L F L5 S R
E10-SDZC 07-14V-175 ● 14 10 9 8.3 9.5
E12-SDZC 07-16V-175 ● 16 12 11 175 9.3 3.3 5° 0.4 S-2560TR DC**070210.5 **
E16-SDZC 07-20V-175 20 11.3
16 15
E16-SDZC 11-25V-180 25 14.1
180 15 6.1 0° 0.8 S-4085TR DC 11T3
E20-SDZC 11-32V-180 32 20 19 16.1 ** **
※)右勝手 (R) ホルダには左勝手 (L) チップ、左勝手 (L) ホルダには右勝手 (R) チップが適合します。
※)Right handed toolholders are applicable with left handed or neutral inserts, Left handed toolholders are applicabe with right handed or neutral inserts.
Nose Radius Nose Radius
Page18
maxv18
C/E-SDQCR/L
Above figures shows right hand tools. ※)本図は右勝手 (R) を示します。
Min.
Stock Bore Dimensions(mm) Spare Part
Dia. 部 品
在 庫 最小 寸 法 (mm) Screw
Cat. No. 加工径 クランプスクリュー
Applicable
θ Insert
型 番 使用チップ
R L φ A φ d H L F S R
C10-SDQC 07-13V-175 ● ● 175
13 10 9 7.5 2.1 10° ※)本図は右勝手 (R) を示します。 SDQC 07-13V-105 ● △ 105
C12-SDQC 07-16V-175 ● ● 175
SDQC 07-16V-120 16 12 11 9.25 8° S-2560TR DC**0702● △ 120 **
C16-SDQC 07-20V-210 2.6● ● 210
SDQC 07-20V-145 20 16 15 11.3 6° 0.4● △ 145
C20-SDQC 11-25V-245 ● ● 245
SDQC 11-25V-175 25 20 19 14.4 5° S-4065TR△ △ 175
C25-SDQC 11-30V-300 3.7 DC**11T3● ● 300 **
SDQC 11-30V-200 30 25 24 16.9 4° S-4085TR△ △ 200
Above figures shows right hand tools. ※)本図は右勝手 (R) を示します。
Min.
Stock Bore Dimensions(mm) Spare Part
Dia. 部 品
在 庫 最小 寸 法 (mm) Screw
加工径 クランプスクリュー Applicable Cat. No.
θ Insert
型 番 使用チップ
R L φ A φ d H L F S R
E10-SDQC 07-13V-175 ● ● 175
SDQC 07-13V-105 13 10 9 7.5 2.1 10°● △ 105
E12-SDQC 07-16V-175 ● ● 175
SDQC 07-16V-120 16 12 11 9.25 8° S-2560TR DC 0702● △ 120 ** **
E16-SDQC 07-20V-210 2.6● ● 210
SDQC 07-20V-145 20 16 15 11.3 6° 0.4● △ 145
E20-SDQC 11-25V-245 ● ● 245
SDQC 11-25V-175 25 20 19 14.4 5° S-4065TR△ △ 175
E25-SDQC 11-30V-300 3.7 DC**11T3● ● 300 **
SDQC 11-30V-200 30 25 24 16.9 4° S-4085TR△ △ 200
※)右勝手 (R) ホルダには左勝手 (L) チップ、左勝手 (L) ホルダには右勝手 (R) チップが適合します。
※)Right handed toolholders are applicable with left handed or neutral inserts, Left handed toolholders are applicabe with right handed or neutral inserts.
Nose Radius Nose Radius
Page19
maxv19
一一一一一」一 一.一一
三 ニ ニ 一 三ー
一 ジ
一 . 三
一 一 一 一
一
~ 一
Stability for the Deep-hole-boring Manufacturing!
We used to use "K" company's carbide shank holders for making motorcycle parts
by the overhang L/D=5. However, the depth holing results were unstable. After
we changed the holder to tungsten holder, we achieved the most accuracy and
stability. Now, we use only tungsten head holders. Furthermore a tungsten head
holder life is 5 to 8 times longer than others we have used. Helping to reduce cost
significant与
Nissho-Giken Co., Ltd. IE Mr. Kine (Iwata, Shizuoka Jp.)
・
Focus on motorc arts we roduce a wide amount of different parts. W e have metal lather
ycle p p
~ macfinin automatic iatne, et c... )O we can ao a variet or cuttin manuracturin
g, y g g. -
One and half year used
I'm so Surprised at a Stability Without Compromising the Quality of the Product.
We have use many others brand's throw-away holders. However, the surface finish
was not consistent as the chip clamp worn down. When testing the tungsten head
holder, I was so surprised that the chip clamp did not wear down and we could get
stability without compromising the quality of the product. By improving chip
discharge, we managed to increase productivity and overhang keeping the quality of
the products. Although, it is still stage of testing, we are planning to adopt it for our
other products.
"S" Co., Ltd. (Pseudonym) IE Mr. Saito (Nishio, Aichi)
We are good of precision cutting process, so we product various field of metal component.
Preeminent Power for Hard Turning!
We use CBN along with carbide shank holders. For the holders, we have used several
kinds of standard and special model. However, we were suffering with the surface
finishing and grace (brightness). In order to get over this problem, we tested the
special maxVpoint boring holder model. It exceeded all our expectation, removing
our hard tuning troubles like precision of machined surface, hue, and micro chatter
marks (waviness). Nowadays, we use the special maxVpoint boring holder, including
all the newly introduced tungsten holder.
"1,, Co., Ltd. (Pseudonym) IE Mr. D.K. (Hamamatsu, Shizuoka)
As a YAMAHA group associated company we undertake metallurgical, machining, grinding, cutting
cogs, etc...
Page20
maxv20
一
町の
~
深穴ボーリング加工が安定!
従来K社の超硬ボーリングホルダーを使用し突き出し量UD=5でオートバイ部品を、量
産加工にて使用。加工深さが深い為、加工精度が今一つ不安定で有ったが、タングステ
ンヘツドを使って突発性の不適合品が無くなリ、安定加工を実現。現在当社で使用して
いる超硬ボーリングホルダーは、特殊製作品も含め、全てタングステンヘツドに変更し、
安定加工をしておリます。ホルダー寿命も長く(約 5倍~8倍)、トータルで大幅なコスト
ダウンになリました。
有限会社日昇技研生産技術木根様(静岡県磐田市) 、
~オニトバイ部品を中心に、多種少量の加工に対応。旋盤、マンニン久自動盤などを有し、
L多種多様rjIJ加工に対応しておリます。
~
製品品質が劣化せずに安定している事にビックリしていま
従来、各スローアウェイメーカーの物を使用していましたが、チップクランプ部の磨耗によ
る寸法のバラつき、仕上がリ面の劣化(安定性)に悩まされていました。今回テスト的にタン
グステンヘツドを使用したところ、切屑によるチップクランプ部の磨耗も無く、何よリも製品
品質が劣化せずに安定している事にビックリしています。突出し量を増やし切屑の排出改
善をしても、品質は変化無く維持されています。テスト継続中にも関ら式他の製品にも使
用したいと声が上がっています。
S株式会社(仮名)生産技術斉藤様(愛知県西尾市)
~ 精密切削を得意とし各種分野の金属部品の製造をしておリまto
グに抜群の威
CBNによるボーリング加工を超硬ホルダーで行っておリました。標準、特殊型式と多数使
用しておリましたが、加工面の精度と品位(輝き具合)で苦しんでおリました。タングステン
ヘツド超硬ボーリングホルダーを特殊で製作して試したところ、加工面精度、色合い、微小 ー.
ビビリ(うねリ)な&ハードターニングで苦しまされる問題が解消されました。現在では特
殊超硬ホルダーも含め、新規導入はすべてタングステンヘツドになっておリまto
T株式会社(仮名)生産技術 DK様(静岡県浜松市)
ヤマハ発動機の関連会社として金属加工旋盤、マシニング二研削、歯切リなどを多く手掛け
ておリます。
9438-0233
静岡県磐田市駒場1-12
有限会社曽根田工業
Tel. 0538-66-8605 Fax. 0538-66-8645
http://www.soneda.jp