


独自のブレーカ形状により、従来品に対して低抵抗・高品位の仕上面粗さを実現しました。
●切削抵抗低減
WGX型用に設計されたハイレーキのブレーカにより、低抵抗を実現
●高品位
刃振れ精度の向上と独自のさらい刃形状により、優れた仕上げ面を実現
チャンファを付加することで、バリ、コバ欠けを抑制
●コーティング新材種採用
高精度化技術により、刃振れのバラつきを抑制、
さらに新コーティング採用により安定長寿命を実現
難削材加工用新材種「ACM200 / ACM300」により適用範囲がさらに拡大
関連メディア
このカタログについて
| ドキュメント名 | ハイレーキ汎用正面フライスカッタ SEC-ウェーブミル WGX型 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 1.6Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 住友電気工業株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
ニュースNo.499
ハイレーキ汎用平面削りカッタ
Global Support, Global Solutions. High-Rake, General-Purpose Face Milling Cutter
SEC-ウェーブミル WGX型
SEC-WAVEMILL WGX series 第9版
独自のブレーカ形状により
低抵抗、高品位の仕上面粗さを実現
あらゆる被削材に適用可能な汎用材種
「 」が 型に新登場
Page2
SEC-ウェーブミル 切削動画
WGX 公開中型
VIDEO OF CUTTING
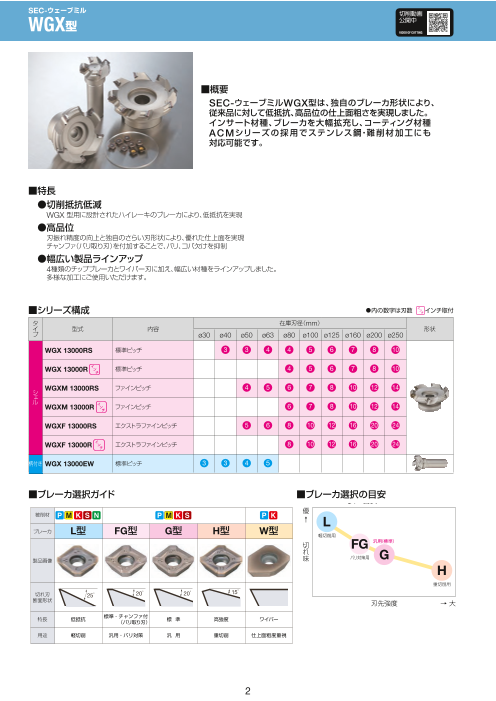
■概要
SEC-ウェーブミルWGX型は、独自のブレーカ形状により、
従来品に対して低抵抗、高品位の仕上面粗さを実現しました。
インサート材種、ブレーカを大幅拡充し、コーティング材種
ACMシリーズの採用でステンレス鋼・難削材加工にも
対応可能です。
■特長
●切削抵抗低減
WGX 型用に設計されたハイレーキのブレーカにより、低抵抗を実現
●高品位
刃振れ精度の向上と独自のさらい刃形状により、優れた仕上面を実現
チャンファ(バリ取り刃)を付加することで、バリ、コバ欠けを抑制
●幅広い製品ラインアップ
4種類のチップブレーカとワイパー刃に加え、幅広い材種をラインアップしました。
多様な加工にご使用いただけます。
■シリーズ構成 D内の数字は刃数 インチ取付
タ 在庫刃径(mm)
イ 型式 内容 形状
プ ø30 ø40 ø50 ø63 ø80 ø100 ø125 ø160 ø200 ø250
WGX 13000RS 標準ピッチ 3 3 4 4 5 6 7 8 10
WGX 13000R 標準ピッチ 4 5 6 7 8 10
WGXM 13000RS ファインピッチ 4 5 6 7 8 10 12 14
シ
ェ
ル
WGXM 13000R ファインピッチ 6 7 8 10 12 14
WGXF 13000RS エクストラファインピッチ 5 6 8 10 12 16 20 24
WGXF 13000R エクストラファインピッチ 8 10 12 16 20 24
柄付き WGX 13000EW 標準ピッチ 3 3 4 5
■ブレーカ選択ガイド ■ブレーカ選択の目安
択 目安
被削材 優P M K S N P M K S P K ↑ L
ブレーカ L型 FG型 G型 H型 W型 軽切削用
切 FG 汎用(標準)
れ
製品画像 味 バリ対策用 G
H
重切削用
切れ刃 ゚ 20゚ 20゚ 15゚25
断面形状 刃先強度 → 大
特長 低抵抗 標準・チャンファ付(バリ取り刃) 標 準 高強度 ワイパー
用途 軽切削 汎用・バリ対策 汎 用 重切削 仕上面粗度重視
2
Page3
SEC-ウェーブミル
WGX型
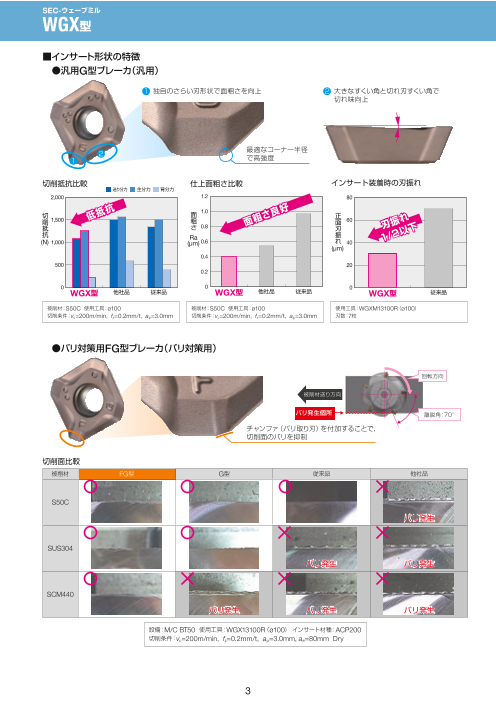
■インサート形状の特徴
●汎用G型ブレーカ(汎用)
1 独自のさらい刃形状で面粗さを向上 2 大きなすくい角と切れ刃すくい角で
切れ味向上
2 最適なコーナー半径
1 で高強度
切削抵抗比較 仕上面粗さ比較 インサート装着時の刃振れ
送り分力 主分力 背分力
2,000 1.2 80
抵抗切 面 1.0 良好 正
削1,500 低 粗 面粗さ 面 60
抵 さ0.8 刃 刃振
れ
下
抗 Ra 振 /2以
(N) 1,000 (μm) 0.6 れ 40 1
(μm)
0.4
500 20
0.2
0 0 0
WGX型 他社品 従来品 WGX型 他社品 従来品 WGX型 従来品
被削材:S50C 使用工具:ø100 被削材:S50C 使用工具:ø100 使用工具:WGXM13100R(ø100)
切削条件:vc=200m/min, fz=0.2mm/t, ap=3.0mm 切削条件:vc=200m/min, fz=0.2mm/t, ap=3.0mm 刃数:7枚
●バリ対策用FG型ブレーカ(バリ対策用)
回転方向
被削材送り方向
バリ発生個所 離脱角:70゚
チャンファ(バリ取り刃)を付加することで、
切削面のバリを抑制
切削面比較
被削材 FG型 G型 従来品 他社品
S50C
バリ発生
SUS304
バリ発生 バリ発生
SCM440
バリ発生 バリ発生 バリ発生
設備:M/C BT50 使用工具:WGX13100R(ø100) インサート材種:ACP200
切削条件:vc=200m/min, fz=0.2mm/t, ap=3.0mm, ae=80mm Dry
3
Page4
SEC-ウェーブミル
WGX型
■材種適用領域
様々な被削材に適用可能な新開発汎用材種「 ACU2500」 が新登場。
新開発の超多層PVDコーティング膜(Absotech®PVD)と耐摩耗性、耐欠損性に優れる超硬母材の採用により
様々な被削材で安定長寿命を実現します。
また、鋼加工用材種「ACPシリーズ」、ステンレス鋼・難削材加工用材種「ACMシリーズ」、鋳鉄加工用材種
「ACKシリーズ」、非鉄金属加工用材種「DL1000」、「H1」とフライス用サーメット材種「T4500A」を
ラインアップし幅広い被削材に対応します。
被削材 高速・軽切削 中切削 粗切削 被削材 高速・軽切削 中切削 粗切削
ACP100 C
コ ACK200 C
ー
テ P ACU2500 コ
P ィ
ー
ン テ
グ P
ACP200 K ィ P ACU2500鋼 鋳鉄 ン
P ACP300 グ
サ
ー P ACK300
メ
ッ T4500A
ト
コ
ACU2500 ーコ P テ
ー ィ P DL1000
テ
M ィ ACM200
C N ン
ン 非鉄金属
グ
ステンレス鋼 グ
P ACM300 超
硬
サ 合 H1
ー
メ
ッ T4500A 金
ト
材種端のC・Pはコーティング種類を表します。 C:CVD P:PVD
■材種の特長
ACU2500 PVD
耐摩耗性、耐チッピング性に優れる
新コーティング(Absotech®PVD)と 新組成超多層膜微細結晶組織の
耐摩耗性、耐欠損性に優れる超硬母材の AlTiCrBN系ナノ積層コーティング
採用により様々な被削材で安定長寿命を により高硬度化従来比 2倍以上の
実現 膜 耐摩耗性5nm
刃先被膜断面
TEM像 高密着強度
コーティングの
密着性を大幅に向上
従来比 2倍以上の
超硬 耐チッピング性
母材
ACP200/ACP300/ACK300/ACM300 NEW SUPER ZX COAT
鋼、ステンレス鋼、鋳鉄に最適化された超硬母材と耐チッピング性に優れるコーティングにより
抜群の安定性を実現
ACP100/ACK200/ACM200 SUPER FF COAT
鋼、ステンレス鋼、鋳鉄に最適化された超硬母材と耐摩耗性に優れるコーティングにより
高能率加工で抜群の安定性を実現
DL1000 AURORA COAT(DLC:Diamond Like Carbon)
ダイヤモンドに次ぐ高硬度かつ平滑なコーティングにより摩擦係数が小さく耐溶着性に優れ
加工面品位向上
4
Page5
SEC-ウェーブミル
WGX 13000R(S)型 鋼 ステンレス鋼 鋳鉄 非鉄金属 アルミニウム合金 難削材
半径方向 °~ °
すくい角 -20 -24
軸方向 20°~ 22°
Fig 1 Fig 2 Fig 3 Fig 4 Fig 5 DCSFMS Fig 6 DCSFMS
DCSFMS DCSFMS ø66.7 ø101.6
DCSFMS DCB DCSFMS DCB DCB
KWW 4-ø14
DCB
KWW 4-ø18DCB KWW DCB KWW
KWW KWW
D1 D1
D2 ø17 D1 D1
D1 D2 DC DC DC DC
DC D1 DCX DCX DCX DCX
DCX DC
DCX
本体(標準ピッチ) 寸法(mm)
型番 在 刃径 最大刃径 ボス 高さ 穴径 溝幅 溝深さ 取付深さ ボルト ボルト庫 刃数
重量
DC DCX DCSFMS LF DCB KWW KDP CBDP D1 D2 (kg Fig)
WGX 13040RS D 40 52 32 40 16 8.4 5.6 18 14 9 3 0.3 1
WGX 13050RS D 50 62 40 40 22 10.4 6.3 20 18 11 3 0.4 1
WGX 13063RS D 63 76 50 40 22 10.4 6.3 20 18 11 4 0.6 1
メ
トWGX 13080RS D
*80 93 55 50 27 12.4 7 25 20 13.5 4 1.2 1
リWGX 13100RS D 100 113 70 50 32 14.4 8.5 32 46 Q 5 1.6 3
ッ
クWGX 13125RS D 125 138 80 63 40 16.4 9.5 29 52 29 6 2.8 1
WGX 13160RS D 160 173 130 63 40 16.4 9.5 29 88 Q 7 4.5 5
WGX 13200RS D 200 213 150 63 60 25.7 14 35 130 Q 8 7.1 6
WGX 13250RS D 250 263 190 63 60 25.7 14 35 160 Q 10 11.2 6
WGX 13080R D *80 93 60 50 25.4 9.5 6 25 20 13 4 1.2 1
WGX 13100R D *100 113 70 63 31.75 12.7 8 32.5 46 28 5 2.3 2
イ
ンWGX 13125R D 125 138 80 63 38.1 15.9 10 35.5 55 30 6 2.9 1
チWGX 13160R D 160 173 100 63 50.8 19.1 11 38 72 Q 7 4.5 4
WGX 13200R D 200 213 150 63 47.625 25.4 14 35 130 Q 8 7.1 6
WGX 13250R D 250 263 190 63 47.625 25.4 14 35 150 Q 10 11.2 6
本体にインサートは組み込んでありません。カッタを選択する際、保持具取付サイズ(DCB)をご確認ください。ø160mm 以上のサイズにはエアー穴は付いておりません。
*印の本体ø80、ø100mmサイズのアーバへの締付けには、JIS B1176「六角穴付きボルト」(ø80→M12×30~35mm、ø100→M16×40~45mm)を
ご使用ください。
インサート P 鋼 M ステンレス鋼 K 鋳鉄 N 非鉄金属 S 難削材 H 高硬度材 寸法(mm)
材種分類 コーティング 超硬合金DLC サーメット Fig 1 02.
高速・軽切削 P K N
適用
加工 中切削 K N P
粗切削 K
13.4 3.97
Fig 2 8
型番 用途 .Fig 1
SEET 13T3AGFR-L D D 軽切削(非鉄金属用) 1
SEET 13T3AGSR-L D D D D D D D D D 軽切削 1 13.4 3.97
SEET 13T3AGSR-G D D D D D D D D D 汎用 1 Fig 3
SEMT 13T3AGSR-L D D D D D D D D 軽切削 1
SEMT 13T3AGSR-G D D D D D D D D 汎用 1 ワイパーインサート
SEMT 13T3AGSR-H D D D D D D D D 重切削 1
SEMT 13T3AGSR-FG D D D D D D D D バリ対策 2 17.8 3.97
XEEW 13T3AGER-WR D D D D ワイパーインサート 3
ACP100とACK200は、色調・光沢に多少違いがある場合がありますが、性能には影響ありません。P8「穴付きワイパーインサート使用上の注意」を参照してください(取付注意)。
型番の呼び方 推奨切削条件
WGX 13 040 R S 被削材 硬度 切削速度 v(c m/min)送り量 f(z mm/t)インサート 下限- 推奨 -上限 下限- 推奨 -上限 材種
型式記号 インサート 刃径 勝手 メトリック
サイズ 仕様 一般鋼 180~280HB 150- 200 -250 0.10- 0.20 -0.30
敷板用皿ねじ P 軟鋼 ≦ ACU2500180HB 180- 270 -350 0.10- 0.25 -0.40
敷板 ACP200ダイス鋼 200~220HB 100- 150 -200 0.15- 0.20 -0.25
インサート
M ステンレス鋼 Q 160- 210 -250 0.15- 0.23 ACU2500-0.30 ACM300
K 鋳鉄 ACU2500250HB 100- 180 -250 0.15- 0.23 -0.30 ACK200
インサート用皿ねじ N 軽合金 Q 500- 750 -1,000 0.15- 0.23 -0.30 DL1000
S 難削材 Q ACU250030- 50 -80 0.10- 0.20 -0.30 ACM300
ご注意 上記切削条件は目安であり、機械剛性やワーク剛性、切込みなどにより調整が必要です。
部品
適用カッタ 敷板 敷板用皿ねじ レンチ インサート用皿ねじ レンチ 脱着式レンチハンドルグリップ ビット 焼付防止剤
DCø40~125 ー HPS1015 TRB15IP
上記以外 WGCS13R BW0507F LH035 BFTX03512IP 3.0 ー ー SUMI-PTRDR15IP
N m 推奨締付けトルク(N・m) D印:標準在庫品 D印:標準在庫品(拡充品) 無印:受注生産品
5
CBDP KDP
ACU2500
ACP100 LF
ACP200 CBDP KDP
ACP300
ACK200
ACK300
ACM200 LF
ACM300 CBDP KDP
H1
DL1000 LF
CBDP KDP
T4500A
LF
CBDP KDP
13.4 LF
CBDP KDP
13.4 13.4
LF
20° 20°
.27
Page6
SEC-ウェーブミル
WGXM 13000R(S)型 鋼 ステンレス鋼 鋳鉄 非鉄金属 アルミニウム合金 難削材
半径方向 °~ °
すくい角 -20 -24
軸方向 20°~ 22°
Fig 1 Fig 2 Fig 3 Fig 4 Fig 5 DCSFMS Fig 6 DCSFMS
DCSFMS DCSFMS ø66.7 ø101.6
DCSFMS DCB DCSFMS DCB DCB DCB
DCB KWW DCB KWW KWW
4-ø14 KWW 4-ø18
KWW KWW
D1 D1
D2 ø17 D1 D1
D1 D2 DC DC
DC DC
DC D1 DCX DCX DCX DCX
DCX DC
DCX
本体(ファインピッチ) 寸法(mm)
型番 在 刃径 最大刃径 ボス 高さ 穴径 溝幅 溝深さ 取付深さ ボルト ボルト 刃数 重量庫 DC DCX DCSFMS LF DCB KWW KDP CBDP D1 D2 (kg Fig)
WGXM 13050RS D 50 62 40 40 22 10.4 6.3 20 18 11 4 0.4 1
WGXM 13063RS D 63 77 50 40 22 10.4 6.3 20 18 11 5 0.6 1
メWGXM 13080RS D *80 94 55 50 27 12.4 7 25 20 13.5 6 1.1 1
トWGXM 13100RS D 100 114 70 50 32 14.4 8.5 32 46 Q 7 1.6 3
リ
ッWGXM 13125RS D 125 139 80 63 40 16.4 9.5 29 52 29 8 2.8 1
クWGXM 13160RS D 160 174 130 63 40 16.4 9.5 29 88 Q 10 4.5 5
WGXM 13200RS D 200 214 150 63 60 25.7 14 35 130 Q 12 7.0 6
WGXM 13250RS D 250 264 190 63 60 25.7 14 35 160 Q 14 11.1 6
WGXM 13080R D *80 94 60 50 25.4 9.5 6 25 20 13 6 1.1 1
WGXM 13100R D *100 114 70 63 31.75 12.7 8 32.5 46 28 7 2.2 2
イ
ンWGXM 13125R D 125 139 80 63 38.1 15.9 10 35.5 55 30 8 2.9 1
チWGXM 13160R D 160 174 100 63 50.8 19.1 11 38 72 Q 10 4.5 4
WGXM 13200R D 200 214 150 63 47.625 25.4 14 35 130 Q 12 7.0 6
WGXM 13250R D 250 264 190 63 47.625 25.4 14 35 150 Q 14 11.1 6
本体にインサートは組み込んでありません。カッタを選択する際、保持具取付サイズ(DCB)をご確認ください。ø160mm 以上のサイズにはエアー穴は付いておりません。
*印の本体ø80、ø100mmサイズのアーバへの締付けには、JIS B1176「六角穴付きボルト」(ø80→M12×30~35mm、ø100→M16×40~45mm)を
ご使用ください。
インサート P 鋼 M ステンレス鋼 K 鋳鉄 N 非鉄金属 S 難削材 H 高硬度材 寸法(mm)
材種分類 コーティング 超硬合金 DLC サーメット Fig 1 2.0
高速・軽切削 P K N
適用
加工 中切削 K N P
粗切削 K
13.4 3.97
Fig 2 8
型番 用途 1.Fig
SEET 13T3AGFR-L D D 軽切削(非鉄金属用) 1
SEET 13T3AGSR-L D D D D D D D D D 軽切削 1 13.4 3.97
SEET 13T3AGSR-G D D D D D D D D D 汎用 1 Fig 3
SEMT 13T3AGSR-L D D D D D D D D 軽切削 1
SEMT 13T3AGSR-G D D D D D D D D 汎用 1 ワイパーインサート
SEMT 13T3AGSR-H D D D D D D D D 重切削 1
SEMT 13T3AGSR-FG D D D D D D D D バリ対策 2 17.8 3.97
XEEW 13T3AGER-WR D D D D ワイパーインサート 3
ACP100とACK200は、色調・光沢に多少違いがある場合がありますが、性能には影響ありません。P8「穴付きワイパーインサート使用上の注意」を参照してください(取付注意)。
型番の呼び方 推奨切削条件
WGX M 13 050 R S 被削材 硬度 切削速度 v(c m/min)送り量 f(z mm/t)インサート 下限- 推奨 -上限 下限- 推奨 -上限 材種
型式記号 ファイン インサート 刃径 勝手 メトリック
ピッチ サイズ 仕様 一般鋼 180~280HB 150- 200 -250 0.10- 0.20 -0.30
敷板用皿ねじ P 軟鋼 ≦ ACU2500180HB 180- 270 -350 0.10- 0.25 -0.40
敷板 ACP200ダイス鋼 200~220HB 100- 150 -200 0.15- 0.20 -0.25
インサート
M ステンレス鋼 Q 160- 210 0.23 ACU2500-250 0.15- -0.30 ACM300
K 鋳鉄 180 0.23 ACU2500250HB 100- -250 0.15- -0.30 ACK200
インサート用皿ねじ N 軽合金 Q 500- 750 -1,000 0.15- 0.23 -0.30 DL1000
S 難削材 Q ACU250030- 50 -80 0.10- 0.20 -0.30 ACM300
ご注意 上記切削条件は目安であり、機械剛性やワーク剛性、切込みなどにより調整が必要です。
部品
適用カッタ 敷板 敷板用皿ねじ レンチ インサート用皿ねじ レンチ 脱着式レンチハンドルグリップ ビット 焼付防止剤
DCø50~125 ー HPS1015 TRB15IP
上記以外 WGCS13R BW0507F LH035 BFTX03512IP 3.0 SUMI-PTRDR15IP ー ー
N m 推奨締付けトルク(N・m) D印:標準在庫品 D印:標準在庫品(拡充品) 無印:受注生産品
6
CBDP KDP
ACU2500
ACP100 LF
ACP200 CBDP KDP
ACP300
ACK200
ACK300
ACM200 LF
ACM300 CBDP KDP
H1
DL1000 LF
CBDP KDP
T4500A
LF
CBDP KDP
13.4 LF
CBDP KDP
13.4 13.4
LF
20° 20°
.27
Page7
SEC-ウェーブミル
WGXF 13000R(S)型 鋼 ステンレス鋼 鋳鉄 非鉄金属 アルミニウム合金 難削材
半径方向 -20°~ -24°すくい角
軸方向 20°~ 22°
Fig 1 Fig 2 Fig 3 Fig 4 Fig 5 DCSFMS Fig 6 DCSFMS
DCSFMS DCSFMS ø66.7 ø101.6
DCSFMS DCB DCSFMS DCB DCB 4-ø14 DCB 4-ø18
DCB KWW DCB KWW KWW KWW
KWW KWW
D1 D1 D1D2 ø17 D1 DC
D1 D2 DC DC
DC
DC D1 DCX DCX DCX DCX
DCX DC
DCX
本体(エクストラファインピッチ) 寸法(mm)
型番 在 刃径 最大刃径 ボス 高さ 穴径 溝幅 溝深さ 取付深さ ボルト ボルト 刃数 重量庫 DC DCX DCSFMS LF DCB KWW KDP CBDP D1 D2 kg Fig( )
WGXF 13050RS D 50 62 40 40 22 10.4 6.3 20 18 11 5 0.4 1
WGXF 13063RS D 63 77 50 40 22 10.4 6.3 20 18 11 6 0.6 1
メWGXF 13080RS D *80 94 55 50 27 12.4 7 25 20 13.5 8 1.1 1
トWGXF 13100RS D 100 114 70 50 32 14.4 8.5 32 46 Q 10 1.5 3
リ
ッWGXF 13125RS D 125 139 80 63 40 16.4 9.5 29 52 29 12 2.7 1
クWGXF 13160RS D 160 174 130 63 40 16.4 9.5 29 88 Q 16 4.5 5
WGXF 13200RS D 200 214 150 63 60 25.7 14 35 130 Q 20 6.9 6
WGXF 13250RS D 250 264 190 63 60 25.7 14 35 160 Q 24 11.0 6
WGXF 13080R D *80 94 60 50 25.4 9.5 6 25 20 13 8 1.1 1
WGXF 13100R D *100 114 70 63 31.75 12.7 8 32.5 46 28 10 2.1 2
イ
ンWGXF 13125R D 125 139 80 63 38.1 15.9 10 35.5 55 30 12 2.8 1
チWGXF 13160R D 160 174 100 63 50.8 19.1 11 38 72 Q 16 4.5 4
WGXF 13200R D 200 214 150 63 47.625 25.4 14 35 130 Q 20 6.9 6
WGXF 13250R D 250 264 190 63 47.625 25.4 14 35 150 Q 24 11.0 6
本体にインサートは組み込んでありません。カッタを選択する際、保持具取付サイズ(DCB)をご確認ください。ø160mm 以上のサイズにはエアー穴は付いておりません。
*印の本体ø80、ø100mmサイズのアーバへの締付けには、JIS B1176「六角穴付きボルト」(ø80→M12×30~35mm、ø100→M16×40~45mm)を
ご使用ください。
インサート P 鋼 M ステンレス鋼 K 鋳鉄 N 非鉄金属 S 難削材 H 高硬度材 寸法(mm)
材種分類 コーティング 超硬合金 DLC サーメット Fig 1 .02
高速・軽切削 P K N
適用
加工 中切削 K N P
粗切削 K
13.4 3.97
Fig 2 8
型番 用途 Fig 1.
SEET 13T3AGFR-L D D 軽切削(非鉄金属用) 1
SEET 13T3AGSR-L D D D D D D D D D 軽切削 1 13.4 3.97
SEET 13T3AGSR-G D D D D D D D D D 汎用 1 Fig 3
SEMT 13T3AGSR-L D D D D D D D D 軽切削 1
SEMT 13T3AGSR-G D D D D D D D D 汎用 1 ワイパーインサート
SEMT 13T3AGSR-H D D D D D D D D 重切削 1
SEMT 13T3AGSR-FG D D D D D D D D バリ対策 2 17.8 3.97
XEEW 13T3AGER-WR D D D D ワイパーインサート 3
ACP100とACK200は、色調・光沢に多少違いがある場合がありますが、性能には影響ありません。P8「穴付きワイパーインサート使用上の注意」を参照してください(取付注意)。
型番の呼び方 推奨切削条件
WGX F 13 050 R S 被削材 硬度 切削速度 v(c m/min)送り量 f(z mm/t)インサート 下限- 推奨 -上限 下限- 推奨 -上限 材種
型式記号 エクストラ インサート 刃径 勝手 メトリック
ファインピッチ サイズ 仕様 一般鋼 180~280HB 150- 200 -250 0.10- 0.20 -0.30
敷板用皿ねじ P 軟鋼 ≦ 270 0.25 ACU2500180HB 180- -350 0.10- -0.40
敷板 ACP200ダイス鋼 200~220HB 100- 150 -200 0.15- 0.20 -0.25
インサート
M ステンレス鋼 Q 210 ACU2500160- -250 0.15- 0.23 -0.30 ACM300
K 鋳鉄 ACU2500250HB 100- 180 -250 0.15- 0.23 -0.30 ACK200
インサート用皿ねじ N 軽合金 Q 500- 750 -1,000 0.15- 0.23 -0.30 DL1000
S 難削材 Q ACU250030- 50 -80 0.10- 0.20 -0.30 ACM300
ご注意 上記切削条件は目安であり、機械剛性やワーク剛性、切込みなどにより調整が必要です。
部品
適用カッタ 敷板 敷板用皿ねじ レンチ インサート用皿ねじ レンチ 脱着式レンチハンドルグリップ ビット 焼付防止剤
DCø50~125 ー HPS1015 TRB15IP
上記以外 WGCS13R BW0507F LH035 BFTX03512IP 3.0 ー ー SUMI-PTRDR15IP
N m 推奨締付けトルク(N・m) D印:標準在庫品 D印:標準在庫品(拡充品) 無印:受注生産品
7
CBDP KDP
ACU2500
ACP100 LF
ACP200 CBDP KDP
ACP300
ACK200
ACK300
ACM200 LF
ACM300 CBDP KDP
H1
DL1000 LF
CBDP KDP
T4500A
LF
CBDP KDP
13.4 LF
CBDP KDP
13.4 13.4
LF
20° 20°
.27
Page8
SEC-ウェーブミル
WGX 13000EW型 鋼 ステンレス鋼 鋳鉄 非鉄金属 アルミニウム合金 難削材
半径方向 °~ °
すくい角 -20 -24
軸方向 20°~ 22°
Fig 1
LH LS
LF
本体(柄付きタイプ) 寸法(mm)
型番 在庫 刃径 最大刃径 シャンク 頭部 シャンク 全長 刃数
DC DCX DMM LH LS LF Fig
WGX 13032EW D 32 44 32 40 85 125 3 1
WGX 13040EW D 40 52 32 40 85 125 3 1
WGX 13050EW D 50 62 32 40 85 125 4 1
WGX 13063EW D 63 76 32 40 85 125 5 1
本体にインサートは組み込んでありません。ø32mmサイズにはシートはありません。
インサート P 鋼 M ステンレス鋼 K 鋳鉄 N 非鉄金属 S 難削材 H 高硬度材 寸法(mm)
材種分類 コーティング 超硬合金 DLC サーメット Fig 1 .02
高速・軽切削 P K N
適用
加工 中切削 K N P
粗切削 K
13.4 3.97
Fig 2
型番 用途 1.
8
Fig
SEET 13T3AGFR-L D D 軽切削(非鉄金属用) 1
SEET 13T3AGSR-L D D D D D D D D D 軽切削 1 13.4 3.97
SEET 13T3AGSR-G D D D D D D D D D 汎用 1 Fig 3
SEMT 13T3AGSR-L D D D D D D D D 軽切削 1
SEMT 13T3AGSR-G D D D D D D D D 汎用 1 ワイパーインサート
SEMT 13T3AGSR-H D D D D D D D D 重切削 1
SEMT 13T3AGSR-FG D D D D D D D D バリ対策 2 17.8 3.97
XEEW 13T3AGER-WR D D D D ワイパーインサート 3
ACP100とACK200は、色調・光沢に多少違いがある場合がありますが、性能には影響ありません。
下記「穴付きワイパーインサート使用上の注意」を参照してください(取付注意)。
型番の呼び方
敷板用皿ねじ WGX 13 032 EW
敷板
型式記号 インサート 刃径 柄付き
インサート サイズ タイプ
推奨切削条件
インサート用皿ねじ
被削材 硬度 切削速度 v(c m/min)送り量 f(z mm/t)インサート
下限- 推奨 -上限 下限- 推奨 -上限 材種
一般鋼 180~280HB 150- 200 -250 0.10- 0.20 -0.30
P 軟鋼 ≦180HB 180- 270 -350 0.10- 0.25 ACU2500-0.40
部品 ACP200ダイス鋼 200~220HB 100- 150 -200 0.15- 0.20 -0.25
ACU2500
適用カッタ 敷板 敷板用皿ねじ レンチ インサート用皿ねじ レンチ 焼付防止剤 M ステンレス鋼 Q 160- 210 -250 0.15- 0.23 -0.30 ACM300
K 鋳鉄 ACU2500250HB 100- 180 -250 0.15- 0.23 -0.30
WGX13032EW型 Q Q Q ACK200
BFTX03512IP 3.0 TRDR15IP SUMI-P N 軽合金 Q 500- 750 -1,000 0.15- 0.23 -0.30 DL1000
上記以外 WGCS13R BW0507F LH035 S 難削材 Q 50 ACU250030- -80 0.10- 0.20 -0.30 ACM300
ご注意 上記切削条件は目安であり、機械剛性やワーク剛性、切込みなどにより調整が必要です。
■穴付きワイパーインサート使用上の注意
ワイパーインサートを組み込む際、Fig1の様にインサートを Fig 1 Fig 2
組み付けてください。
Fig2の様に組み付けた場合、正常な加工面粗さは得られ
ません。
ワイパーインサートは1コーナー仕様となっております。
ワイパーインサートを使用した切削加工については、総合カ
タログN章フライス加工の基礎フライス加工編をご参照く
ださい。
N m 推奨締付けトルク(N・m) D印:標準在庫品 D印:標準在庫品(拡充品) 無印:受注生産品
8
ACU2500
ACP100
ACP200
ACP300
ACK200
ACK300
ACM200
ACM300
H1
DL1000
T4500A
DCX
DC
13.4 DMM
13.4 13.4
20° 20°
2
7.
Page9
SEC-ウェーブミル
WGX型
■使用実例
クロムモリブデン鋼 SCM420 ブロック材 当社品 他社品 パイプ鋼 St52 パイプ 当社品 従来品
使用工具 WGX13125R Q 使用工具 WGXM13125R Q
材種 ACP200 Q 材種 ACP200 Q
ブレーカ G Q ブレーカ G Q
刃径(mm) 125 125 刃径(mm) 125 125
刃数 6 6 刃数 8 8
vc (m/min) 220 220 vc (m/min) 300 300
vf (mm/min) 840 840 vf (mm/min) 730 730
fz (mm/t) 0.25 0.25 fz (mm/t) 0.12 0.12
ap(mm) 2.0 2.0 ap(mm) 4.0 4.0
ae(mm) 125 125 ae(mm) 100 100
クーラント Dry Dry クーラント Wet Wet
結果 面粗さが大幅向上。切削抵抗を低減。 コーナー当たりの寿命が1.4倍低負荷で安定加工が可能。 結果 以上向上。
一般構造用鋼 SS400 機械部品 当社品 従来品 クロムモリブデン鋼 SCM440 機械部品 当社品 他社品
使用工具 WGX13125R Q 使用工具 WGX13080R Q
材種 ACP200 Q 材種 ACP200 Q
ブレーカ FG Q ブレーカ H Q
刃径(mm) 125 125 刃径(mm) 80 80
刃数 6 6 刃数 4 4
vc (m/min) 200 200 vc (m/min) 200 200
vf (mm/min) 610 610 vf (mm/min) 480 480
fz (mm/t) 0.2 0.2 fz (mm/t) 0.15 0.15
ap(mm) 1.0 1.0 ap(mm) 3.0 3.0
ae(mm) 100 100 ae(mm) Q Q
クーラント Wet Wet クーラント Dry Dry
結果 びびりを抑制。抜けバリを低減。 結果 強断続加工で長寿命かつ面粗さ良好。
炭素鋼 S50C 機械部品 当社品 他社品 SUS309S 液面計部品 当社品 従来品
M/C BT30 使用工具 WGX13063RS Q 使用工具 WGX13160R 片面4コーナー
材種 ACP200 Q 材種 ACU2500 Q
ブレーカ L Q ブレーカ G Q
刃径(mm) 63 63 刃径(mm) 160 160
刃数 4 4 刃数 7 7
BT30 vc (m/min) 300 300 vc (m/min) 180 180
vf (mm/min) 610 610 vf (mm/min) 333 333
fz (mm/t) 0.1 0.1 fz (mm/t) 0.13 0.13
ap(mm) 4.0 4.0 ap(mm) 1.5 1.5
ae(mm) 10.0~40.0 10.0~20.0 ae(mm) Q Q
クーラント Dry Dry クーラント Dry Dry
低剛性設備 結果 低剛性設備でも安定加工を実現。横方向切込み ~ でも加工可能。 結果 工具寿命300%延長達成30 40mm
ステンレス鋼 SUS304 機械部品 当社品 他社品 ステンレス鋼 SUS630/H900 機械部品 当社品 他社品
切削距離:3.75m 使用工具 WGX13100RS Q 切削距離:7.5m 使用工具 WGX13100RS Q
材種 ACM300 Q 材種 ACM200 Q
ブレーカ G Q ブレーカ G Q
刃径(mm) 100 100 刃径(mm) 100 100
刃数 5 5 刃数 5 5
vc (m/min) 150 150 vc (m/min) 150 150
WGX型 vf (mm/min) 360 360 WGX型 vf (mm/min) 240 240
fz (mm/t) 0.15 0.15 fz (mm/t) 0.1 0.1
ap(mm) 2.0 2.0 ap(mm) 1.0 1.0
ae(mm) 20.0 20.0 ae(mm) 75.0 75.0
クーラント Dry Dry クーラント Dry Dry
結果 高硬度かつPVDコーティングの優れた耐 CVDコーティングの高い耐摩耗性に他社品 酸化性により2倍以上長寿命。 他社品 結果 より2倍以上長寿命。
9
Page10
M E M O
10
Page11
M E M O
11
Page12
◆安全にお使いいただくために◆
高温の切りくずが飛散したり長く伸びた切りくずが排出 鋭い切れ刃を持っているため取扱いにご注意ください。 不水溶性の切削液をご使用になる場合は、
されることがありますので、安全カバーや保護メガネ等 使用方法を誤ったり、使用条件が不適切な場合、工具破損、 自動消火装置を設置するなどの対策を講じて頂き、
の保護具を使用し、防災・防火に十分ご配慮ください。 飛散を招きますので推奨条件の範囲内でご使用ください。 火災にくれぐれもご注意ください。
Very hot or lengthy chips may be discharged while the Please handle with care as this product has sharp edges. When using non-water soluble cutting oil, precautions
machine is in operation. Therefore, machine guards, safety Improper cutting conditions or mis-handling of the tool may result against fire must be taken and please ensure that a fire
goggles or other protective covers must be used. Fire safety in breakages or projectiles. Therefore, please use the tool within its extinguisher is placed near the machine.
precautions must also be considered. recommended conditions.
ハードメタル事業部 〒664-0016 兵 庫 県 伊 丹 市 昆 陽 北 1 - 1 - 1 TEL (072)772-4531 FAX(072)772-4595
Global Marketing Department 1-1-1, Koyakita, Itami, Hyogo 664-0016, Japan TEL +81-(72)-772-4535 FAX +81-(72)-771-0088
東京営業グループ 〒107-8468 東 京 都 港 区 元 赤 坂 1 - 3 - 1 3 TEL (03)6406-2635 FAX (03)6406-4006
名古屋営業グループ 〒451-6036 名 古 屋 市 西 区 牛 島 町 6 - 1 TEL (052)589-3873 FAX (052)589-3874
〒471-0835 愛 知 県 豊 田 市 曙 町 2 - 8 0 TEL (0565)26-4370 FAX (0565)26-4366
大阪営業グループ 〒541-0041 大 阪 市 中 央 区 北 浜 4 - 7 - 2 8 TEL (06)6221-3600 FAX (06)6221-3015
東京市販グループ TEL (03)6406-2636 苫小牧 ☎(0144)35-3322 北関東 ☎(0285)24-3627 富 士 ☎(0545)53-1152 岡 山 ☎(086)221-3052
名古屋市販グループ TEL (052)589-3873 仙 台 ☎(022)292-0128 熊 谷 ☎(048)525-8215 浜 松 ☎(053)451-4395 広 島 ☎(082)250-1022
大阪市販グループ TEL (06)6221-3700 福 島 ☎(0247)61-6337 横 浜 ☎(045)680-1780 北 陸 ☎(076)264-3822 九 州 ☎(092)481-8131
東京営業部 TEL(03)6406-2814 FAX(03)6406-4037
中部営業部 TEL(052)589-3840 FAX(052)589-3841
大阪営業部 TEL(06)6221-3900 FAX(06)6221-3015
>> 切削工具の最新情報を発信中 << フリーダイヤル いい工具 110番
0120-159110
技術相談サービス 9:00~12:00、13:00~17:00 (土・ 日・ 祝日を除く)
R8(2020.8)Ⅸ 1210 TP