



品質管理ソリューションとして、これからの品質管理のあり方についてご紹介
設計段階の品質管理と、量産段階の検査工程における品質改善の課題があるが、今回は主に検査工程の品質改善に関する課題解決事例をご紹介。
ソリューション詳細は別途ご案内可能ですので、こちらよりお問い合わせください。
https://fa-products.jp/contact/
関連メディア
このカタログについて
| ドキュメント名 | DX型品質改善ソリューションのご紹介 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 3.8Mb |
| 取り扱い企業 | 株式会社FAプロダクツ (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
DX型品質改善ソリューション
Page2
TEAM CROSS FAのご紹介
Copyright 2020 TEAM CROSS
2
FA
Page3
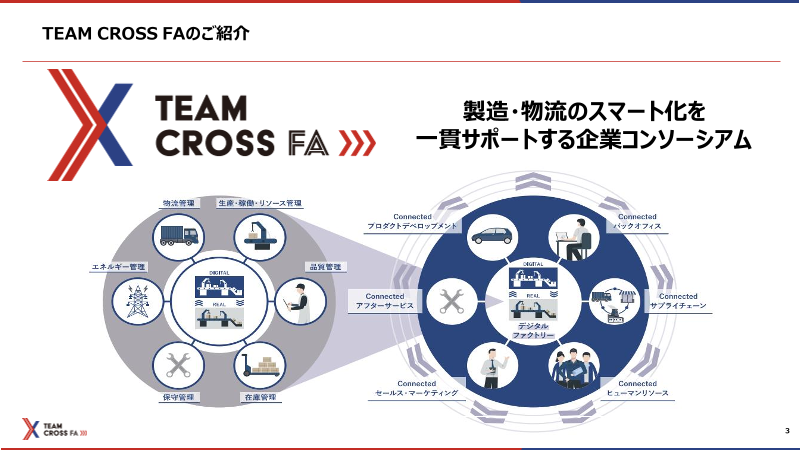
TEAM CROSS FAのご紹介
製造・物流のスマート化を
一貫サポートする企業コンソーシアム
3
Page4
TEAM CROSS FAコンソーシアム
4
Page5
Team Cross FAのカバー領域
Team Cross FAではIndustry Tech DXに関わる全ての領域の提案~実装が可能
5
Page6
登壇者紹介
スピーカー ファシリテーター
FAプロダクツ 電通国際情報サービス
スマートファクトリー事業部 製造ソリューション事業部
R&D部 戦略技術第1ユニット
デジタルツイングループ DER技術1部部長
マネージャー
FAプロダクツ
スマートファクトリー事業部
深堀 竜也 R&D部部長
森松 寿仁
Yoshito Morimatsu Tatsuya Fukabori
プロフィール プロフィール
オムロン関西制御機器㈱ (2005年‐2013年) (株)電通国際情報サービス 製造ソリューション事業部 (1999-現在)
㈱FAプロダクツ R&D部(2013~現在) (株)FAプロダクツ R&D部(2020~現在)
専門領域 専門領域
生産準備業務改革、ソリューション構築
IoT、スマートファクトリー、ロボット化プロジェクトに多数参画
製造DX(製造IoT、MES、自動化領域)業務改革、ソリューション構築
自社の稼働監視パッケージの企画・開発・導入
デジタルツイン領域にてDXソリューションの構築 製造業全体のグランドデザイン策定
6
Page7
DXが進まない理由
Copyright 2020 TEAM CROSS
7
FA
Page8
ものづくり業界や物流業界でDXが進まない原因
「データの見える化(可視化)」までが目的化されてしまい、
そのデータのビジネス活用を通じた「成果の最大化」を見据えたシステム提案を実現できておらず効果が小さい。
部分最適に陥って 見える化したデータ
DX化が進まない現状
しまっており、効果 を活用するビジネス
が限定的 シナリオがない
見える化自体が目
データを見える化す 的化されてしまって
る目的があいまい いる
「見える化の向こう側(ビジネス活用・実現する成果)」を見据えられていないのが原因
8
Page9
見える化で得られる成果
効率化、省人化、標準化などのコスト削減効果の一部を実現するにとどまる。
見える化までで得られる成果の例
• 手入力作業時間60%以上短縮
• リアルタイムに可視化し、異常処置など迅速化、ダウンタイムの短縮、作業の標準化
• 品質、実績データなどが即座に検索や集計でき、意思決定の迅速化
• リアルタイムな情報共有ができ、保全活動などの効率化
効率化 省人化 標準化
原因現場のカイゼン活動までにとどまる
9
Page10
「見える化の向こう側」の価値はどうなっている?
見える化のデータを活用して、ビジネス目的の達成を実現する。
ここまで実現して初めてDXの価値が発揮される。
見える化の向こう側の価値 最終的な価値
原価低減 変種変量生産への対応
企業価値の向上
リードタイムの短縮 不良品率の低下
売上/利益の向上
マスカスタマイズへの対応 製品開発スピードの向上
10
Page11
見える化の向こう側で得られる具体的な効果の一例
• 在庫やバッファサイズを最適化し、在庫量が減りコストが削減
• 納期遅れが発生しない最適計画を立案し、リードタイムが大幅短縮
• 品種ごとによる作業指示のデジタル化により属人化からの脱却
• 品質予知によって不良品率の低減をはかり製品価値が向上
• 故障予兆を察知し、設備停止時間の短縮や仕掛品廃棄を防止
11
Page12
本日のテーマ:DX型品質管理ソリューション
本日は品質管理ソリューションとして、これからの品質管理のあり方についてご紹介。
3 2 1 本
日 4 2
工場内物流最適化 投入計画最適化 ぺーパーレス化 品質改善 予知保全 人員配置最適化 工場内電力最適化
ソリューション ソリューション ソリューション ソリューション ソリューション ソリューション ソリューション
基幹/業務システム 見える化の先
PLM
BOM 受注 販売 教育
製品設計 調達 スケジューラ‐ 倉庫 コクピット
連携
BOP 生産実績 生産計画
工程設計 分析BIツール
CAD/CAM Simulation/AI 経営KPI
CAE 生産実績 最適解指示 製造KPI
保守 製造 リアルタイム
統合MES 連携
データ モニタ
品質改善 生産 品質 在庫 人/モノ エネルギー 保守
製造実績 製造指示
データ収集/データ送信インターフェース
モノ 設備 ロボット カメラ
人 AGV 電力 水 センサ 見える化まで
12
Page13
品質改善ソリューション
Copyright 2020 TEAM CROSS
13
FA
Page14
品質改善における課題と今回の解決スコープ
設計段階の品質管理と、量産段階の検査工程における品質改善の課題があるが、
今回のウェビナーでは主に検査工程の品質改善に関する課題解決事例をご紹介。
設計段階 検査工程
14
Page15
DX型品質改善ソリューションの最終形
全数検査からデータをMESなどに収集し、設計・開発へフィードバックして不良品を製造させないものづくりが最終形。
資材・入庫 受入検査 製造・加工工程 中間検査 製造・加工工程 最終検査 出荷
設計・開発へ
設計・開発 フィードバック AI
不良原因の特定
製品改良
自動取得
統計データ 自動取得
画像+AI検査
統合MES 画像+AI検査
製造工程改良 生産 不良品廃棄 不良品廃棄
PDM 計画 合否判定
品質 実績 etc 合否判定
ERP 不良分類 不良分類
業務システム BOP/スケジュール シミュレーション 検査帳票記入 不良品解析 検査帳票記入
製造指示 抜き取り検査 抜き取り検査 不良品解析
製造実績
レシピデータ
サプライチェーン連携 データ
製造条件変更
再加工
再加工
自動段取り 手直し
不具合情報 手直し
➢画像所処理とAIを組み合わせることで、従来出来なかった検査を自動化
➢人の感覚による判断をAIに学習させることで不良個所の分類が可能
➢受け入れ時に不具合情報、不具合箇所をサプライチェーンへ自動フィードバック
➢不良原因箇所を設計・開発へ連携し製品改良
➢製品や製造工程改良にて製造指示を自動コントロール
15
Page16
DX型品質改善ソリューション実現のステップ1
まずは検査工程の全数検査、データの自動化からスタート、そこの事例をご紹介。
資材・入庫 受入検査 製造・加工工程 中間検査 製造・加工工程 最終検査 出荷
LinkWiz ×
設計・開発へ
STEP3 STEP2 STEP1
設計・開発 フィードバック TXFAの
AI
不良原因の特定 実例をご紹介!!
製品改良
自動取得
統計データ 自動取得
画像+AI検査
統合MES 画像+AI検査
製造工程改良 生産 不良品廃棄 不良品廃棄
PDM 計画 合否判定
品質 実績 etc 合否判定
ERP 不良分類 不良分類
業務システム BOP/スケジュール シミュレーション 検査帳票記入 不良品解析 検査帳票記入
製造指示 抜き取り検査 抜き取り検査 不良品解析
製造実績
レシピデータ
サプライチェーン連携 データ
製造条件変更
再加工
再加工
不具合情報 自動段取り 手直し
手直し
➢画像所処理とAIを組み合わせることで、従来出来なかった検査を自動化
➢人の感覚による判断をAIに学習させることで不良個所の分類が可能
➢受け入れ時に不具合情報、不具合箇所をサプライチェーンへ自動フィードバック
➢不良原因箇所を設計・開発へ連携し製品改良
➢製品や製造工程改良にて製造指示を自動コントロール
16
Page17
全数検査を実現する「L-QUALIFY」とは?
不良流出0を目指す
●インライン全数検査の自動化を実現
●設定は簡単・スピーディー
●各種検査にも対応
・3D形状比較検査
・在荷検査:所定位置の部品有無
・ホール検査:穴位置と穴径
・ホール間距離検査:2つの穴間距離
17
Page18
L-QUALIFYの機能
形状比較機能
「登録した点群データの形状」と「スキャンした点群データの形状」を比較し、
比較を色差にて出力します。
マスター形状を事前に登録する事で、量産ワークの比較検査ができます。
溶接ビード検査などの形状比較検査に対応
3Dデータから
三次元形状処理 ホール認識機能
点群データからホールを認識し、ホール径とホール座標を出力します。
ホール径と座標を事前に登録する事で、量産ワークのホール径や座標を
比較する検査ができます
ホール間距離検査などに対応
在荷確認機能
ロボットがワークを3Dスキャンし、現物が 指定したエリアの点の数をカウントします。
デジタルデータ(3Dデータ)になります。
指定したエリアの点数を事前に登録する事で、
量産ワークの点数を比較する検査ができます。
モノの有り無し確認検査などに対応
18
Page19
システム構成例
シンプルな構成なので設備構築がスピーディー
遊休ロボットの使用も可能
19
Page20
デモ動画 「L-QUALIFY 溶接ビード検査」
20