


治具の位置決めをマスターし、より技術を高めたい方に読んでいただきたい1冊
治具の位置決めは製品の加工や組み立てにおいて重要なポイントです。
定位置が分かれば、品質の安定や業務効率化、怪我の低減などあらゆる恩恵が得られます。
今回はそんな治具の定位置について、基礎知識から応用まで順を追って解説しております。
図解を付けて解説しておりますので理解しやすい資料です。
その他、工場自動化やスマートファクトリーに関する基礎知識の資料を
多数用意しております。無料でご覧いただけますのでぜひご確認ください。
https://jss1.jp/manual-list/?aperza_dl
【目次】
1)治具の位置決めで重要な 4 つの基礎知識
繰り返し精度が出ること
3方向から 3・2・1 点で押さえる
加工のツールとの干渉に気を付けよう
歪み・たわみに気を付けて固定する
2)治具の位置決めをする 4 つの方法
面当たりで位置決めをする方法
点当たりで位置決めをする方法
ピンを使った位置決めをする方法
溝を使った位置決めをする方法
3)基本形を複合して位置決めをする方法
ピンと面、ピンと点で位置決め
【関連キーワード】
工場自動化、省力化、スマートファクトリー、ロボット、FA、カタログ、資料
製造、製造業、生産ライン、効率化、IoT、技術、AI、人材不足、事例、品質
装置、ファクトリーオートメーション、治具、定位置、治工具、加工
金属加工、品質、品質向上、位置決め
このカタログについて
| ドキュメント名 | 【図解付き】治具の「位置決め」で重要な知識と4つの方法 |
|---|---|
| ドキュメント種別 | ホワイトペーパー |
| ファイルサイズ | 1.4Mb |
| 取り扱い企業 | 株式会社FAプロダクツ (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
治具の「位置決め」で重要な知識と 4 つの方法を徹底解説
植地 祐奈
Page2
治具の「位置決め」で重要な知識と 4 つの方法を徹底解説
治具の位置決めは、製品の加工や組み立てにおいて重要なポイントです。製品を治具の定
位置に置くことで安全性や品質の確保が可能になります。今回は、治具の正しい位置決め
の方法についてご紹介します。
目次
1.治具の位置決めで重要な 4 つの基礎知識
(1)繰り返し精度が出ること
(2)3 方向から 3・2・1 点で押さえる
(3)加工のツールとの干渉に気を付けよう
(4)歪み・たわみに気を付けて固定する
2.治具の位置決めをする 4 つの方法
(1)面当たりで位置決めをする方法
(2)点当たりで位置決めをする方法
(3)ピンを使った位置決めをする方法
(4)V 溝を使った位置決めをする方法
3.基本形を複合して位置決めをする方法
1
Page3
1. 治具の位置決めで重要な 4 つの基礎知識
(1) 繰り返し精度が出ること
とても精度よく加工できる治具を作ったとしても、ワークの固定位置がずれると当然、加
工位置もずれてしまいよくありませんよね。治具を使用して加工する場合、繰り返し同じ
位置にワーク(加工対象)が固定されなければ、同じものはできません。繰り返しの精度
が、ワークの品質の安定化を決めます。ワークの品質を確保するため、何度やっても同じ
位置に固定される位置決めが必要とされます。
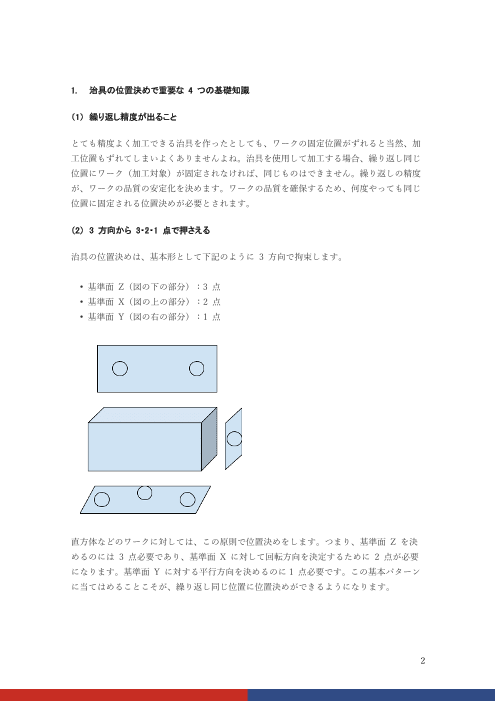
(2) 3 方向から 3・2・1 点で押さえる
治具の位置決めは、基本形として下記のように 3 方向で拘束します。
• 基準面 Z(図の下の部分):3 点
• 基準面 X(図の上の部分):2 点
• 基準面 Y(図の右の部分):1 点
直方体などのワークに対しては、この原則で位置決めをします。つまり、基準面 Z を決
めるのには 3 点必要であり、基準面 X に対して回転方向を決定するために 2 点が必要
になります。基準面 Y に対する平行方向を決めるのに 1 点必要です。この基本パターン
に当てはめることこそが、繰り返し同じ位置に位置決めができるようになります。
2
Page4
(3) 加工のツールとの干渉に気を付けよう
加工で使う治具に関しては、加工するためのツールとの干渉も気にする必要があります。
ツールの届く範囲内に位置決めをしなければ、せっかく位置決めしても意味がありませ
ん。そのために、高さの調節や横方向のストロークの調整が必要です。
(4) 歪み・たわみに気を付けて固定する
位置決めをした後で、そこに固定する必要があります。固定方法は、上から押さえつけた
り、挟み込んだりと様々な方法があります。固定方法によっては中央部でたわんでしまっ
たり、真ん中がへこんでしまったり、歪みが発生して、平行や平坦の精度が出ないことが
あります。押さえ込み位置・挟み込み位置(クランプ位置)、また押さえる力・挟む力
(クランプ力)を考え、必要ならばガイドを入れ、サポートするなどの調整も必要です。
2. 治具の位置決めをする 4 つの方法
(1) 面当たりで位置決めをする方法
こちらは 3 方向からの 3-2-1 点で押さえる基本形で、点ではなくて面当たりで受けてい
るパターンです。ワークが図のような直方体であれば、Z を基準面として、位置決めの
X、Y の面に当てて位置決めをします。ワークの面が綺麗な平面であれば、面当たりで
位置決めを行うのがベストです。Z の基準面は、面積が小さい方がゴミの噛み込みなどが
減るためよいでしょう。位置決めの面は、ぴったり合うように、隅に隙間などを使ってお
きましょう。
(2) 点当たりで位置決めをする方法
こちらも 3 方向からの 3-2-1 点で押さえる基本形で、Z の基準面とする点は同じです。
3
Page5
違いは X、Y 方向を面ではなく点で受ける点です。点で受ける理由としては、ワーク形状
が綺麗な平面でなかったり鍛造や鋳造の肌であったりする場合に面当たりができないため
です。先のとがったピンで受けることで、位置が固定されます。ワークの大きさや形状に
よりますが、ピンは調整できるものにしておくと便利です。たとえば、位置決め用のボル
トを使う方法です。一般的なボルトとナットを使うことでも、位置決めをすることができ
ます。
(3) ピンを使った位置決めをする方法
ワークに位置決め用の穴をあけておき、ピンに穴を合わせることで位置決めをします。パ
レットやプレートの位置決めに、適している位置決め方法です。ピンは 2 本あれば、位
置決めが可能です。ピンの位置が近いとずれが大きくなるので、できる限りワークの端ど
うし、対角にあるのがベストです。ただし、ピン 2 本の位置が離れていると、ワークを
そのピンに入れることが困難になってしまうことがありますので注意しましょう。
(4) V 溝を使った位置決めをする方法
4
Page6
ワークが円形で、その側面を加工したい場合、Z の基準面を合わせることができません。
そこで V 溝で固定する方法が一般的です。V 型のブロックなどで受けて、上から V 型
のもので固定するなど、固定する方法も工夫が必要です。
3. 基本形を複合して位置決めをする方法
ピン 1 つだけでは、回転方向の位置決めができません。回転方向の位置決めを面当たり
にしたり、点当たりの位置決めを行ったりすることができます。2 つのピンが入れにくい
ようならば、ピンを一つにして回転方向の位置決めを行う方法が簡単です。
5
Page7
装置導入に関するお悩みは FAP へ
こんなお悩みはありませんか?
・生産工程の自動化をしたいがノウハウがない
・複数社への発注、スケジュール管理の手間がかかる
・どのメーカーの製品を選べばいいか分からない
・他社の SIer から「専門外なので対応できない」と言われてしまった
そんな時はぜひ、関東最大級のロボット SIer である株式会社 FA プロダクツにご相談くだ
さい。
FAP の強み
加工から出荷まで、生産ライン全体の最適化にまとめて対応
エンジニアによる一貫生産体制で、高品質・低価格を実現
取引先 400 社以上の豊富な実績
省人化・省力化をご検討の際はお気軽に 050-1743-0310 までお問い合わせください。
(受付時間:平日 9:00~18:00)
企業概要
社名:株式会社 FA プロダクツ(FA Products Inc.)
Web サイト:https://jss1.jp/
所在地:
つくばベース 茨城県土浦市卸町 2-13-3 TEL: 050-1743-0310 E-mail: jss_sales@jss1.jp
6