


PLCを扱う上では欠かせないラダー図の入門書
PLC初学者の方はもちろん、自分の知識の再確認をする上でも効果的な入門書となっています。
ラダー図とは何なのか?ラダー図を知ることでのメリット・デメリットは何か?
業務上で使用するシステムインテグレータの立場から幅広く解説いたします。
【目次】
目次
1. ラダー図の基礎知識
(1) ラダー図
(2) 電磁リレー
2. ラダー図を使用するメリット・デメリット
(1) メリット
(2) デメリット
3. ラダー図で使用する記号
(1) 接点
① a接点
② b接点
(2) コイル
(3) END命令
(4) タイマ
4. 【実践】ラダー図を読む
【関連キーワード】
PLC、ラダー図、省人化、省力化、自動化
スマートファクトリー、生産ライン、人材不足
少子化、少子高齢化、コスト、労働力不足
ものづくり、製造業、Team Cross FA、TXFA、株式会社FAプロダクツ、FAP
関連メディア
このカタログについて
| ドキュメント名 | ラダー図の基礎 記号の種類や読み方までイチからわかる |
|---|---|
| ドキュメント種別 | ホワイトペーパー |
| ファイルサイズ | 1.5Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社FAプロダクツ (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
PLC の「ラダー図」をイチから分かる!メリット・デメリット、記号
の種類、読み方
株式会社 FA プロダクツ 植地祐奈
Page2
PLC の「ラダー図」をイチから分かる!メリット・デメリット、記号の種類、読み方
PLC を扱うようになると必ず学習することになるのがラダー図です。 慣れるまでは、こ
の独特な形式に戸惑うことも多いと思われます。 今回は、そんなラダー図の基礎の基礎
に関して紹介します。
目次
1. ラダー図の基礎知識
(1) ラダー図
(2) 電磁リレー
2. ラダー図を使用するメリット・デメリット
(1) メリット
(2) デメリット
3. ラダー図で使用する記号
(1) 接点
① a 接点
② b 接点
(2) コイル
(3) END 命令
(4) タイマ
4. 【実践】ラダー図を読む
1
Page3
1. ラダー図の基礎知識
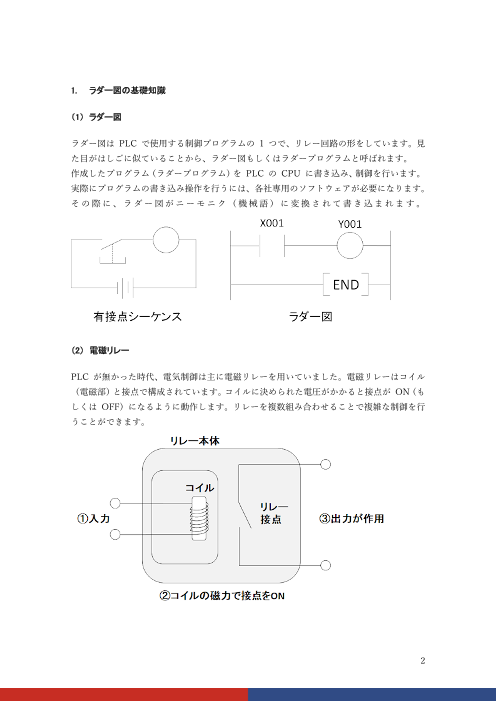
(1) ラダー図
ラダー図は PLC で使用する制御プログラムの 1 つで、リレー回路の形をしています。見
た目がはしごに似ていることから、ラダー図もしくはラダープログラムと呼ばれます。
作成したプログラム(ラダープログラム)を PLC の CPU に書き込み、制御を行います。
実際にプログラムの書き込み操作を行うには、各社専用のソフトウェアが必要になります。
その際に、ラダー図がニーモニク(機械語)に変換されて書き込まれます。
(2) 電磁リレー
PLC が無かった時代、電気制御は主に電磁リレーを用いていました。電磁リレーはコイル
(電磁部)と接点で構成されています。コイルに決められた電圧がかかると接点が ON(も
しくは OFF)になるように動作します。リレーを複数組み合わせることで複雑な制御を行
うことができます。
2
Page4
2. ラダー図を使用するメリット・デメリット
(1) メリット
現在の PLC で行うような制御を電磁リレーで行おうとすると、リレーの数が非常に多く
なり、制御盤のサイズが大きくなってしまいます。制御方式を変更するときに配線作業が無
いこと、省スペースで複雑な制御が可能なことが PLC を用いるメリットです。
(2) デメリット
プログラミングを行うことから、変更操作をできる人口がリレー制御よりも少なくなりま
す。また各社 PLC に対応したソフトを用意しなければいけませんし、PLC 各社で仕様が
違うため、慣れない会社の PLC は編集しづらいです。
3. ラダー図で使用する記号
ラダー図を読むためには各記号の意味を知らなければなりません。今回は、ラダー図を構成
している主となる記号について紹介します。
(1) 接点
スイッチをイメージしてください。スイッチが ON の時に制御が進むのか、OFF の時に
制御が進むのかで 2 種の接点を使い分けます。接点記号の下には X001 の様に、入力を表
す X と PLC の入力端子の番号が記載され、どこからの入力を使用するか記載されます。
① a 接点
動作していない時は開いている接点を a 接点と呼びます。記号は縦棒を横に 2 つ並べた
形をしています。
② b 接点
a 接点とは反対に、動作していない時は閉じている接点を b 接点と呼びます。a 接点に
スラッシュが入った形をしています。例えばセンサーからの入力が無い場合を制御が進む
条件として加える時などに使用されます。
3
Page5
(2) コイル
電磁リレーのコイルと同じものと考えるといいでしょう。PLC プログラム上の仮想のコイ
ルと同じラインにある接点が全て閉じた場合に、出力リレーが動作します。括弧の中には
Y001 の様に、出力を表す Y と PLC の出力端子の番号が記載され、どこへの出力を使用
するか記載されます。
(3) END命令
END 命令は、プログラムの最後に入れます。「ここがプログラムの最後である」ことがわ
かります。
(4) タイマ
タイマと同じラインにある接点が全て閉じた場合にカウントが始まります。タイムアップ
するとタイマの接点が ON になります。以下の例の場合、X001 が ON になるとタイマ
T1 がカウントをはじめ、10 秒後に T1 の接点が閉じます。タイマの時間を表す K の後
の数字は K1 で 0.1 秒、K100 で 10 秒と 0.1 秒刻みで表します。
4
Page6
4. 【実践】ラダー図を読む
ここまでで、ラダー図とは何かと各記号がどのような意味をするか学習しました。実際に、
以下のラダー図を読んで理解を深めましょう。
※ 様々な学習要素を入れるために作ったものなので、実用的ではないかもしれません。
まずは 1、2 行目を見てみましょう。
以下の a と b がどちらも有効になっていないと正しく回路が繋がりません(AND 回路)
a、 押しボタン(X001)もしくはセンサー(X002)ON になっていること(OR 回路)
b、 非常停止ボタン(X003)が OFF になっていること
a と b の回路が繋がると、タイマ T1 がカウントを始めます。
10 秒カウントが完了すると 3 行目、T1 の接点が ON になり、運転ランプ(Y001)とモ
ーター(Y002)が ON になります。
例のラダー図は以下の様に表現できます。
「非常停止ボタンが押されていない状態で、センサーが ON になって 10 秒経つ、もしく
は 押しボタンスイッチを 10 秒間押すと、運転ランプとモーターが ON になる」
5
Page7
装置導入に関するお悩みは FAPへ
こんなお悩みはありませんか?
・生産工程の自動化をしたいがノウハウがない
・複数社への発注、スケジュール管理の手間がかかる
・どのメーカーの製品を選べばいいか分からない
・他社の SIerから「専門外なので対応できない」と言われてしまった
そんな時はぜひ、関東最大級のロボット SIerである株式会社 FAプロダクツにご相談くださ
い。
FAPの強み
1. 加工から出荷まで、生産ライン全体の最適化にまとめて対応
2. エンジニアによる一貫生産体制で、高品質・低価格を実現
3. 取引先 400社以上の豊富な実績
省人化・省力化をご検討の際はお気軽に 050-1743-0310までお問い合わせください。
(受付時間:平日 9:00~18:00)
企業概要
社名:株式会社 FAプロダクツ(FA Products Inc.)
Webサイト:https://jss1.jp/
所在地:
つくばベース 茨城県土浦市卸町 2-13-3 TEL: 050-1743-0310 E-mail: jss_sales@jss1.jp
6