




このカタログについて
| ドキュメント名 | インライン対応CNC三次元測定機 MACHシリーズ |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 1.8Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社ミツトヨ (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ



このカタログの内容
Page1
インライン対応CNC三次元測定機
MACHシリーズ
座
標
測
定
機
Catalog No.16010(11)
Page2
インライン対応 CNC三次元測定機 測定室から飛び出した、待望のインライン対応CNC三次元測定機です。
24時間稼動する工場の中で求められるのは、安定した稼動を実現する優れた耐久性、測定時間の大幅な短縮、
M ACH 幅広い温度環境下での精度保証、安全性・メンテナンス性を考慮した構造設計です。
シリーズ MACHシリーズは、これらを実現するミツトヨのインライン対応CNC三次元測定機です。
その証が、国内外での自動車業界をはじめとした信頼と実績です。
横形&高速駆動 MACH-3A
縦形&フレキシブル MACH-V
C N C移動速度・加速度・測定速度の向上により、
パワートレイン生産ラインにおけるゲージ測定 高スループットを実現した横型CNC三次元測定機
に置き換わるフレキシブル計測システムの構築 です。ラインサイド・インラインに対応するための
を実現します。また、高加速度、高速移動により、 省スペース化・耐久性を実現しました。
高スループット測定を実現します。
フレキシブルなCNC測定ヘッド MACH Ko-ga-me
C N C移動速度・加速度・測定速度の向上により、高スループットを実現した
C N C測定ヘッドです。ラインサイド・インラインに対応するための省スペース
化・耐久性を実現しました。
1 2
Page3
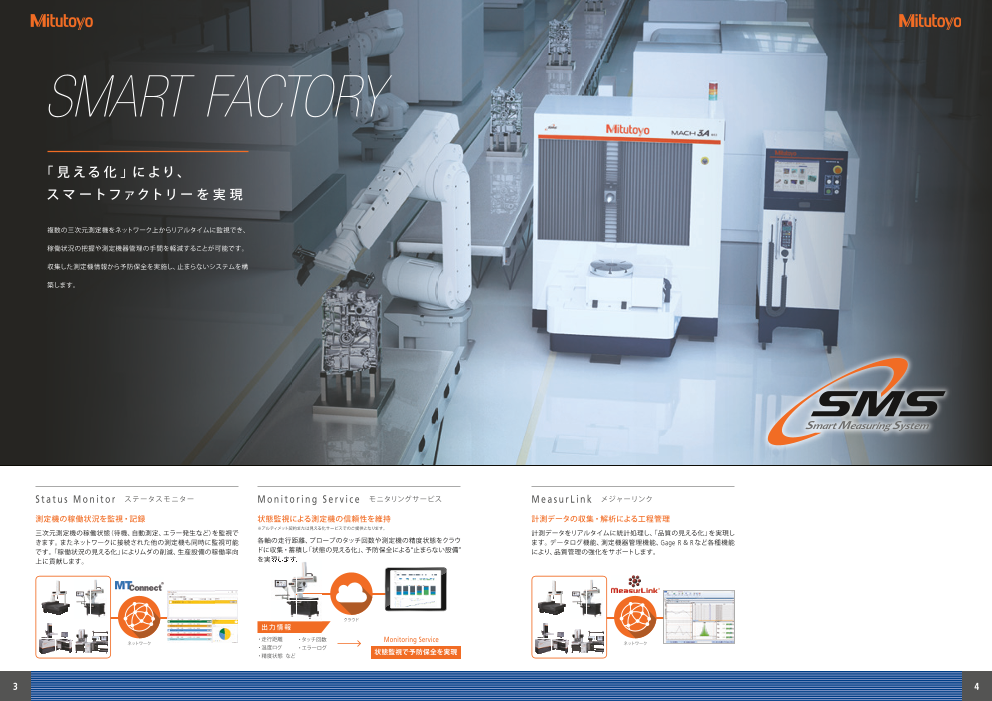
SMART FACTORY
「見える化」により、
スマートファクトリーを実現
複数の三次元測定機をネットワーク上からリアルタイムに監視でき、
稼働状況の把握や測定機器管理の手間を軽減することが可能です。
収集した測定機情報から予防保全を実施し、止まらないシステムを構
築します。
S t a t u s M o n i t o r ステータスモニター M o n i t o r i n g S e r v i c e モニタリングサービス M e a s u r L i n k メジャーリンク
測定機の稼働状況を監視・記録 状態監視による測定機の信頼性を維持 計測データの収集・解析による工程管理
※アルティメット契約または見える化サービスでのご提供となります。
三次元測定機の稼働状態(待機、自動測定、エラー発生など)を監視で 計測データをリアルタイムに統計処理し、「品質の見える化」を実現し
きます。またネットワークに接続された他の測定機も同時に監視可能 各軸の走行距離、プローブのタッチ回数や測定機の精度状態をクラウ ます。データログ機能、測定機器管理機能、Gage R& Rなど各種機能
です。「稼働状況の見える化」によりムダの削減、生産設備の稼働率向 ドに収集・蓄積し「状態の見える化」、予防保全による“止まらない設備” により、品質管理の強化をサポートします。
上に貢献します。 を実現します。
クラウド
出力情報
・走行距離 ・タッチ回数
ネットワーク Monitoring Service ネットワーク
・温度ログ ・エラーログ
・精度状態 など 状態監視で予防保全を実現
3 4
Page4
油で汚れても、測定精度を維持 仕様
生産ラインの専用ゲージ測定に置き換わる、 符号
汚れに強い耐環境型アブソリュートスケールを採用し、オイル 項目 MACH-V9106
最適なフレキシブル計測システム。 X軸 900 mm
ミストが飛散するような環境でもミスカウントなどのエラーが 測定範囲 Y軸 1000 mm
発生しません。頻繁なメンテナンスの必要がありません。 Z軸 600 mm
最小表示量 0.0001 mm
オイルミスト環境下での耐久試験結果 案内方式 各軸ともリニアガイド
各軸最大500 mm/s・最大合成速度866 mm/s
CNC Mode
MACH-V 1~20 mm/s (測定速度)
一般的なスケールの2倍以上の
汚れ値でも、スケール信号強度 駆動速度 0~80 mm/s (High Speed)
の低下は発生しません。 J/S Mode 0~3 mm/s (Low Speed)
MACH-V 0~0.05 mm/s (Fine Speed)
エラー発生 一般的なスケール
検出エラーしきい値 最大駆動加速度 各軸5063 mm/s2 ・最大合成加速度8770 mm/s2
最大駆動速度866 mm/sの高速駆動 防塵性能の向上 一般的なスケール 測長方式 リニアエンコーダ
1カ月 1年以上経過 ※当社評価値 最大高さ
駆動速度だけでなく、加速度(8770 mm/s2)、測定速度(接触 駆動系および測長ユニットを全てマシン上部の防塵ケース 測定物 800 mm
最大質量 150 kg
する瞬間の速度:20 mm/s)とも、縦形インライン対応では 内に配置することで、耐防塵性を実現しました。制御装置や 機械の質量
製造中に起こるワークの温度変化に対応した測定が可能 (設置台・コントローラ含む) 4130 kg
世界トップクラスのC N C三次元測定機です。測定のタクト 演算PCも防塵ラックを装備したタイプとなっています。
タイム短縮が要求されるインライン・ラインサイドでの自動 ワークの温度は加工や洗浄によって測定機とは異なる温度 設置温度環境
温度環境
測定システムとして、専用機やゲージの代用設備として、 であり常に変化しています。インラインに対応するにはこれ 温度範囲 5~35℃
トータルコスト削減に貢献します。 メンテナンス性の向上 らのワーク形状が温度により変化している最中でも正確な
温度変化 1時間あたり2℃
メンテナンスし易い構造と、エア不使用によるトラブル要因 測定が必要です。 精度保証温度 24時間あたり10℃
の減少を実現しました。 下記グラフは20℃の環境にあるM A C H-Vで40℃に温めた 温度勾配 (高さ) 1 mあたり1℃
製造ラインへの設置を考慮した省スペース設計 (水平) 1 mあたり1℃
ワークが冷えながら測定された結果です。温度補正機能を
加工機間への設置も考慮し、マシンの幅寸法を従来機と比較 使うことで、温度による形状変化を考慮した測定が可能と 本体精度
最大許容長さ測定誤差 ISO 10360-2:2009 (JIS B 7440-2:2013) 単位:µm
して15%小さくし、ライン長短縮に貢献します。また、測定 センター駆動による高速・高精度化 なっています。 使用プローブ 環境温度
範囲 最大許容長さ測定誤差 最大許容
エリアを前後左右にオープンにすることで、搬送ルートの 片側駆動の場合、高速移動時に駆動側に回転力が発生します。 繰り返し範囲
自由度を向上させました。 穴ピッチ測定のワーク温度と温度補正有無の比較 19~21℃
E 0, MPE = 2.5+3.5L/1000 µm
これを防ぐために、MACH-Vでは、センター重心駆動方式を 40 E 150, MPE = 2.5+3.5L/1000 µm
採用し、スライダの回転を最小にすることのできる理想的な 0.14
0.12
駆動を実現しています。 ワーク温度 30 18~22℃
E 0, MPE = 2.7+3.8L/1000 µm
SP25M
(スタイラス
E 150, MPE = 2.7+3.8L/1000 µm
幅広い温度環境下(5~35℃)での精度保証 0.10 : R 0, MPL = 2.2
このため、一般的な三次元測定機よりも、高速での測定に 0.08 20 ø4x50 mm) 15~25℃
E 0, MPE = 2.9+4.3L/1000 µm
補正無し E 150, MPE = 2.9+4.3L/1000 µm
三次元測定機としては、幅広い温度環境下での精度保証を おいて精度劣化を最小限に抑えて測定することが可能な構造 0.06
0.04 10 5~35℃
E 0, MPE = 3.6+5.8L/1000 µm
可能にしました。また、リアルタイム温度補正機能と温度補正 となっております。 0.02 補正有り E 150, MPE = 3.6+5.8L/1000 µm
原点設定機能によって、温度変化にも対応が可能です。 0.00 0 19~21℃ E 0, MPE = 2.5+3.5L/1000 µm
0 30 60 90 120
経過時間[min] TP7M
(スタイラス
18~22℃ E 0, MPE = 2.7+3.8L/1000 µm
: R 0, MPL = 2.5
ø4x18 mm) 15~25℃ E 0, MPE = 2.9+4.3L/1000 µm
5~35℃ E 0, MPE = 3.6+5.8L/1000 µm
MACH-V9106 変温過渡期の指示誤差(空間対角方向) 外観寸法図 (単位:mm)
最大許容シングルスタイラス形状誤差 ISO 10360-5:2020 (JIS B 7440-5:2022) 単位:µm
MACH-V9106 使用プローブ 最大許容シングルスタイラス形状誤差
900 2042 1477 SP25M
(スタイラス: ø4x50 mm) P Form.Sph.1×25:SS: Tact,MPE = 2.2
TP7M
(スタイラス: ø4x18 mm) P Form.Sph.1×25:SS: Tact,MPE = 2.5
最大許容球面スキャニ ング形状誤差 ISO 10360-5:2020 (JIS B 7440-5:2022) 単位:µm
使用プローブ 最大許容球面スキャニ ング形状誤差
+Z SP25M
+Y +Z (スタイラス: ø4x50 mm) P Form.Sph.Scan:PP: Tact,MPE = 4.0
+X 最大許容スキャニング検査時間 ISO 10360-5:2020 (JIS B 7440-5:2022) 単位:sec
使用プローブ 最大許容スキャニング検査時間
SP25M
Y:1000 201 262 X:900 262 (スタイラス: ø4x50 mm) τ Sph.Scan: PP: Tact,MPL = 40
5 6
1533
スケール信号強度
20℃測定値に対する誤差量[mm]
858
681 324 Z:600
2900
ワーク温度[ ℃]
Page5
油で汚れても、測定精度を維持 仕様
符号
汚れに強い耐環境型アブソリュートスケールを採用し、オイル 項目 MACH-3A 653
横形マシニングに適した、横形三次元計測システム。 X軸 600 mm
ミストが飛散するような環境でもミスカウントなどのエラーが 測定範囲 Y軸 500 mm
発生しません。頻繁なメンテナンスの必要がありません。 Z軸 280 mm
最小表示量 0.0001 mm (0.1 µm)
オイルミスト環境下での耐久試験結果 案内方式 各軸ともリニアガイド
各軸最大700 mm/s・最大合成速度1212 mm/s
MACH-3A CNC Mode 1~30 mm/s (測定速度/TP7M・SP25M時)
一般的なスケールの2倍以上の 1~20 mm/s (測定速度 /TP20時)
汚れ値でも、スケール信号強度 駆動速度
の低下は発生しません。 0~80 mm/s (High Speed)
MACH-3A J/S Mode 0~3 mm/s (Low Speed)
エラー発生 一般的なスケール
検出エラーしきい値 0~0.05 mm/s (Fine Speed)
一般的なスケール 最大駆動加速度 各軸6860 mm/s2 ・最大合成加速度11882 mm/s2
最大駆動速度 1カ月 1年以上経過 ※当社評価値 測長方式 リニアエンコーダ
1212 mm/sの高速駆動 防塵性能の向上 測定物 最大質量 200 kg
駆動速度だけでなく、加速度(11882 mm/s2)、測定速度(接触 駆動系および測長ユニットを全てマシンの防塵ケース内に 機械の質量
MACH-3A 684のご紹介 (コントローラ含む) 1400 kg (特別付属品を含まず)
する瞬間の速度:30 mm/s)とも、世界トップクラスの C N C 配置することで、耐防塵性を実現しました。制御装置や演
三次元測定機です。測定のタクトタイム短縮が要求される 算PCも防塵ラックを装備したタイプとなっています。 設置温度環境
インライン・ラインサイドでの自動測定システムとして、専用 温度環境
温度範囲 5~40℃
機やゲージの代用設備として、トータルコスト削減に貢献
します。 メンテナンス性の向上 1時間あたり2℃
温度変化
精度保証温度 24時間あたり10℃
メンテナンスし易い構造と、エア不使用によるトラブル要因 (高さ) 1 mあたり1℃
温度勾配
(水平) 1 mあたり1℃
製造ラインへの設置を考慮した省スペース設計 の減少を実現しました。
本体精度 ISO 10360-2:2009 (JIS B 7440-2:2013) 単位:µm
加工機間への設置も考慮した、横形三次元測定機となって
使用プローブ 最大許容長さ測定誤差 (E 0,MPE) 最大許容繰り返し範囲
おります。横形三次元の採用によって、加工機と変わらない 驚異的なスループットを実現 (R 0,MPL)
2.2 + 3.5L/1000 (19~21℃)
搬送ルートを用いることが可能です。
一般的な三次元測定機(CRYSTA-Apex Vシリーズ)、インライン ・ 現場で対応可能な高速フレキシブルな軸物測定機 SP25M 2.5 + 4.2L/1000 (15~25℃)
(スタイラス対応三次元測定機( : 2.9 + 5.0L/1000 (10~30℃) 2.2
MACH-V9106およびMACH-3A653)で
です。
・ 専用ゲージでは設計変更のたびに多額な対応費用が ø4x50 mm) 3.2 + 5.7L/1000 (5~35℃)
幅広い温度環境下(5~40℃)での精度保証 トランスミッションケースを測定した場合の比較事例です。 発生しますが、本測定機では、測定パートプログラムの 3.6 + 6.5L/1000 (5~40℃)
MACH-VおよびMACH-3Aの驚異的なスループットを示して 編集等で容易に対応できるため、トータルランニング 2.5 + 3.5L/1000 (19~21℃)
三次元測定機としては、従来にない幅広い温度環境下での います。 コストの削減が可能となります。 TP7M 2.8 + 4.2L/1000 (15~25℃)
精度保証を可能にしました。また、リアルタイム温度補正機能 ・ク ランクシャフト/カムシャフトの評価項目全てを1台 (スタイラス: 3.2 + 5.0L/1000 (10~30℃) 2.5
と、温度補正原点設定機能によって、温度変化にも対応が 測定項目:位置度(4箇所)、内径(5箇所)、穴間ピッチ(3箇所) で測定できます。 ø4x18 mm) 3.5 + 5.7L/1000 (5~35℃)
可能です。 CRYSTA Apex 3.9 + 6.5L/1000 (5~40℃)
Vシリーズ MACH-V9106 MACH-3A653 ※この製品は特注品対応となります。
※写真はイメージです。 2.7 + 3.5L/1000 (19~21℃)
最大駆動速度【 mm/s】 519 866 1212 TP20 3.0 + 4.2L/1000 (15~25℃)
最大測定速度【 mm/s】 8 20 30 (スタイラス:
MACH-3A653 変温過渡期の指示誤差(空間対角方向) 最大駆動加速度【 m/s2】 2.3 8.7 11.8 外観寸法図 3.4 + 5.0L/1000 (10~30℃) 2.7
(単位:mm) ø4x10 mm) 3.7 + 5.7L/1000 (5~35℃)
測定時間【 sec】 57.6 28.5 24.3 MACH-3A 653 Z:280 818 4.1 + 6.5L/1000 (5~40℃)
※測定時間は測定条件によって異なります。 ※L=任意測定長 (単位: mm)
※※インデックステーブルはオプションです。
本体精度 ISO10360-5:2020 (JIS B7440-5:2022) 単位:µm
製造中に起こるワークの温度変化に対応した測定が可能 使用プローブ 最大許容球面スキャニ ング形状誤差
SP25M
MACH-3AはMACH-Vと同様の温度補正機能を持っています。 (スタイラス: ø4x50 mm) P Form.Sph.Scan:PP: Tact,MPE =3.8
詳細は6ページをご参照ください。 最大許容スキャニング検査時間 ISO 10360-5:2020 (JIS B 7440-5:2022) 単位:sec
使用プローブ 最大許容スキャニング検査時間
SP25M
(スタイラス: ø4x50 mm) τ Sph.Scan: PP: Tact,MPL = 30
257 X:600 477 (504) 776
1334 1280
7 8
1925
1690 スケール信号強度
435 455 Y:500
1533
Page6
高精度/高速/フレキシブルなCNC測定ヘッド
本体精度
・ お客様のご要望に合わせて、様々な測定システムの構築 仕様 最大許容長さ測定誤差 ISO 10360-2:2009 (JIS B 7440-2:2013) 単位:µm
が可能です。 符号
項目 KGM12128-C 使用プローブ 環境温度
範囲 最大許容長さ測定誤差 最大許容
繰り返し範囲
・ 専用スタンドを組み合わせることにより小型CNC測定機と X軸 120 mm 19~21℃ E 0, MPE = 2.4+5.7L/1000 µm
なり、移動軸(親亀)と組み合わせることにより(親亀子亀 測定範囲 Y軸 120 mm TP200 15~25℃ E 0, MPE = 2.7+6.4L/1000 µm
方式)、測定範囲を拡大して使用することができます。 Z軸 80 mm (スタイラス: R 0, MPL = 1.9
ø3x10 mm) 10~30℃ E 0, MPE = 3.1+7.2L/1000 µm
・防塵性に優れ、且つエアーを必要としません。 最小表示量
0.00002 mm (0.02 µm) 10~35℃ E 0, MPE = 3.4+7.9L/1000 µm
CNC Mode 各軸8~200 mm/s (移動速度)・最大合成速度340 mm/s
・ 19~21℃ E 0, MPE = 2.4+5.7L/1000 µm
加工現場でニーズに合った測定システムを構築し、さらに (AUTO) 1~15 mm/s (測定速度) SP25M
イラス 15~25℃ E 0, MPE = 2.7+
測定効率を向上することができます。 CNC Mode 各軸8~200 mm/s (移動速度)・最大合成速度250 mm/s スタ 6.4L/1000 µm
( : ℃ R 0, MPL = 1.3
ø4x50 mm) 10~30 E 0, MPE = 3.1+7.2L/1000 µm
・ 温度補正機能が標準で搭載されています。これにより、 ANUAL)
10~ 駆動速度 (M 1~15 mm/s (測定速度)
10~35℃ E 0, MPE = 3.4+7.9L/1000 µm
0~80 mm/s (High Speed)
35°Cという幅広い温度環境下での精度保証が可能になり J/S Mode 0~15 mm/s (Low Speed)
ます。 最大許容シングルスタイラス形状誤差 ISO 10360-5:2020 (JIS B 7440-5:2022) 単位:µm
0.05 mm/s (Fine Speed)
最大駆動加速度 各軸 使用プローブ 最大許容シングルスタイラス形状誤差
3900 mm/s2 ・最大合成加速度6750 mm/s2
ガイド方式 直動式ハードベアリング TP200
(スタイラス: ø3x10 mm) P Form.Sph.1×25:SS: Tact,MPE = 2.2
駆動方式 DCモータ+ボールねじ
( 速度 /位置フィードバック) SP25M
25:SS: Tact,MPE = 2.2
スタンドアロンでの使用イメージ 大物ワーク測定例:親亀子亀方式 測長方式 リニアエンコーダ (スタイラス: ø4x50 mm) P Form.Sph.1×
本体精度 ISO10360-5:2020 (JIS B7440-5:2022) 単位:µm
設置環境 使用プローブ 最大許容球面スキャニ ング形状誤差
MACH Ko-ga-me ワーク移動例 温度環境 SP25M
スタンド※1 温度範囲 10~35℃ (スタイラス: ø4x50 mm) P Form.Sph.Scan:PP: Tact,MPE =2.7
精度保証
温度 温度変化 1時間あたり2℃
24時間あたり10℃ 最大許容スキャニング検査時間 ISO 10360-5:2020 (JIS B 7440-5:2022) 単位:sec
温度勾配 1 mあたり1℃ (高さ・水平両方とも) 使用プローブ 最大許容スキャニング検査時間
SP25M
(スタイラス: ø4x50 mm) τ Sph.Scan: PP: Tact,MPL = 30
※1:スタンドはオプションです。
ワーク側移動※2
小形ワークの高速測定が可能
※2:移動軸システムはお客様にてご用意ください。
9 10
Page7
座標測定機 画像測定機 形状測定機 光学機器
精密センサ 試験・計測機器 スケールユニット 測定工具、測定基準器、計測システム
仙台営業所 仙台市若林区卸町東1-7-30 〒984-0002 電話 (022)231-6881 ファクス(022)231-6884 M3 Solution Center…商品の実演を通して最新の計測技術をご提案しています。事前に弊社営業所にご連絡ください。
郡山営業所 仙台市若林区卸町東1-7-30(※1) 〒984-0002 電話 (024)931-4331 ファクス(022)231-6884 UTSUNOMIYA 宇都宮市下栗町 2200 〒321-0923 電話 (028) 656-1607 ファクス (028) 656-9624
宇都宮営業所 宇都宮市平松本町796-1 〒321-0932 電話 (028)660-6240 ファクス(028)660-6248 TOKYO 川崎市高津区坂戸 1-20-1 〒213-8533 電話 (044) 813-1611 ファクス (044) 813-1610
水戸営業所 水戸市元吉田町260-3 〒310-0836 電話 (029)303-5371 ファクス(029)303-5372 SUWA 諏訪市中洲 582-2 〒392-0015 電話 (0266) 53-6414 ファクス (0266) 58-1830
伊勢崎営業所 伊勢崎市宮子町3463-13 〒372-0801 電話 (0270)21-5471 ファクス(0270)21-5613 ANJO 安城市住吉町 5-19-5 〒446-0072 電話 (0566) 98-7070 ファクス (0566) 98-6761
さいたま営業所 さいたま市北区宮原町3-429-1 〒331-0812 電話 (048)667-1431 ファクス(048)667-1434 OSAKA 大阪市住之江区南港北 1-4-34 〒559-0034 電話 (06) 6613-8801 ファクス (06) 6613-8817
新潟営業所 新潟市中央区新和1-6-10リファーレ新和 1F-B 〒950-0972 電話 (025)281-4360 ファクス(025)281-4367 HIROSHIMA 呉市広古新開 6-8-20 〒737-0112 電話 (082) 427-1161 ファクス (082) 427-1163
川崎営業所 川崎市高津区坂戸1-20-1 〒213-8533 電話 (044)813-1611 ファクス(044)813-1610 計測技術者養成機関…各種のコースが開催されています。 詳細は弊社営業所にご連絡ください。
東京営業所 川崎市高津区坂戸1-20-1(※1) 〒213-8533 電話 (03)3452-0481 ファクス(044)813-1610
厚木営業所 厚木市中町 ミツトヨ計測学院 川崎市高津区坂戸1-20-1 〒213-8533 電話 (044) 822-4124 ファクス (044) 822-4000
2-6-10 東武太朋ビル2F 〒243-0018 電話 (046)259-6400 ファクス(046)259-6404
富士駐在所 電話 (0545)55-1677 キャリブレーションセンタ…商品の検査・校正・保守・修理をお受けしています。
諏訪営業所 諏訪市中洲582-2 〒392-0015 電話 (0266)53-6414 ファクス(0266)58-1830 宇都宮 宇都宮市下栗町2200 〒321-0923 電話 (028) 656-1432 ファクス (028) 656-8443
上田駐在所 電話 (0268)26-4531 川崎 川崎市高津区坂戸1-20-1 〒213-8533 電話 (044) 813-8214 ファクス (044) 813-8223
浜松営業所 浜松市中央区和田町587-1 〒435-0016 電話 (053)464-1451 ファクス(053)464-1683 広島 呉市郷原町一ノ松光山10626番62〒737-0161 電話 (0823) 70-3820 ファクス (0823) 70-3833
安城営業所 安城市住吉町5-19-5 〒446-0072 電話 (0566)98-7070 ファクス(0566)98-6761
中部オートモーティブ営業所 安城市住吉町5-19-5 〒446-0072 電話 (0566)98-7070 ファクス(0566)98-6761 カスタマーサポートセンタ…商品に関しての各種のお問合せ、ご相談をお受けしています。
名古屋営業所 名古屋市昭和区鶴舞4-14-26 〒466-0064 電話 (052)741-0382 ファクス(052)733-0921 電話 (0570) 073214 ファクス (044) 813-1691
金沢営業所 金沢市桜田町1-26 ドマーニ桜田 〒920-0057 電話 (076)222-1160 ファクス(076)222-1161
大阪営業所 大阪市住之江区南港北1-4-34 〒559-0034 電話 (06)6613-8801 ファクス(06)6613-8817
神戸営業所 神戸市西区丸塚1-25-15 〒651-2143 電話 (078)924-4560 ファクス (078)924-4562
京滋営業所 草津市大路2-13-27 辻第3ビル1F 〒525-0032 電話 (077)569-4171 ファクス(077)569-4172
岡山営業所 岡山市北区田中134-107 〒700-0951 電話 (086)242-5625 ファクス(086)242-5653
広島営業所 東広島市八本松東2-15-20 〒739-0142 電話 (082)427-1161 ファクス(082)427-1163
福岡営業所 福岡市博多区博多駅南4-16-37 〒812-0016 電話 (092)411-2911 ファクス(092)473-1470
センシング営業課 川崎市高津区坂戸1-20-1 〒213-8533 電話 (044)813-8236 ファクス(044)822-8140
地震機器課 川崎市高津区坂戸1-20-1 〒213-8533 電話 (044)455-5021 ファクス(044)822-8140
(※1)営業所の業務につきましては記載の住所にて行っております。
最寄りの営業所をご確認いただけます。
お求めは当店で̶ https://www.mitutoyo.co.jp/corporate/network/japan/#sale
弊社商品は外国為替及び外国貿易法に基づき、日本政府の輸出許可の取得を必要とする場合が
あります。製品の輸出や技術情報を非居住者に提供する場合は最寄りの営業所へご相談ください。 川崎市高津区坂戸1-20-1 〒213-8533
https://www.mitutoyo.co.jp
●仕様、価格、デザイン(外観)ならびにサービス内容などは、予告なしに変更することがあります。あらかじめご了承ください。
●本カタログに掲載されている仕様は2024年10月現在のものです。
147