/
.はかる"技術で未来を創る
アう東陽テクニ刀 KLIPPEL
\
スピーカ測定/評価システム
KLIPPEL
Research &D evelopmentシステム
目標性能
聴感試験 空間伝播
~一顎
ひずみの原因
追究 rAn alysis, 機械振動
ー解析一
Measurement
線形/非線形 一測定一 数値解析
パラメータ測定
Design _..
ー設計ー
耐久試験 各部品性能
欠陥/
設計妥当性
エイジング/
評価
環境影響
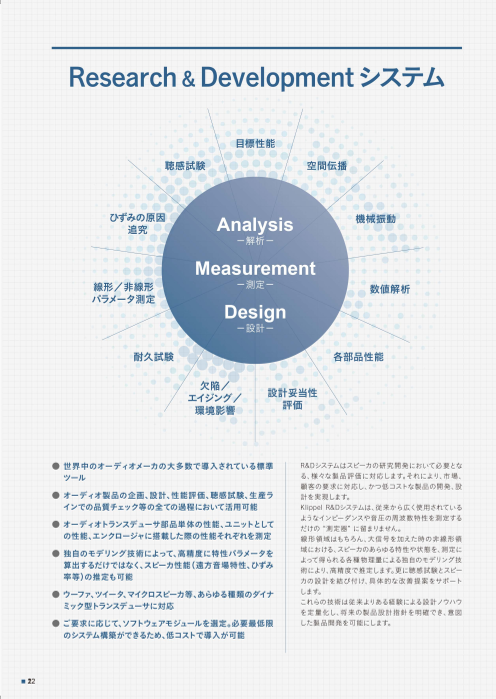
● 世界中のオーディオメーカの大多数で導入されている標準 R&Dシステムはスピーカの研究開発において必要とな
ツール る、様々な製品評価に対応します。それにより、市場、
顧客の要求に対応し、かつ低コストな製品の開発、設
● オーディオ製品の企画、設計、性能評価、聴感試験、生産ラ 計を実現します。
インでの品質チェック等の全ての過程において活用可能 Klippel R&Dシステムは、従来から広く使用されている
ようなインピーダンスや音圧の周波数特性を測定する
● オーディオトランスデューサ部品単体の性能、ユニットとして
だけの“測定器”に留まりません。
の性能、エンクロージャに搭載した際の性能それぞれを測定 線形領域はもちろん、大信号を加えた時の非線形領
域における、スピーカのあらゆる特性や状態を、測定に
● 独自のモデリング技術によって、高精度に特性パラメータを
よって得られる各種物理星による独自のモデリング技
算出するだけではなく、スピーガ性能(遠方音場特性、ひずみ
術により、高精度で推定します。更に聴感試験とスピー
率等)の推定も可能
カの設計を結び付け、具体的な改善提案をサポート
● ウーファ、ツイータ、マイクロスピーカ等、あらゆる種類のダイナ します。
これらの技術は従来よりある経験による設計ノウハウ
ミック型トランスデューサに対応
を定量化し、将来の製品設計指針を明確でき、意図
● ご要求に応じて、ソフトウェアモジュールを選定。必要最低限 した製品開発を可能にします。
のシステム構築ができるため、低コストで導入が可能
■2 2
1 ハードウェア
ドライバースタンド類 ,~Klippel Analyzer- ~ SCN
る ・- - - .:.
.. .. ●'. 5! 噌←L
SPM
一
バキューム
レーザセンサ
マルチプレクサ
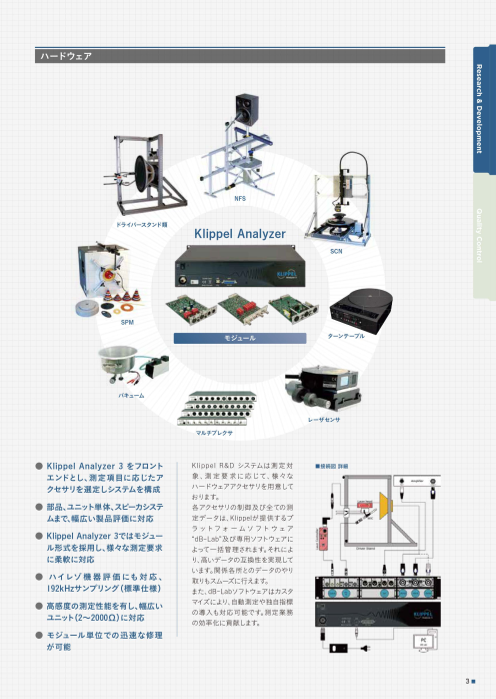
● Klippel Analyzer 3をフロント Klippel R&Dシステムは測定対 ■接続図詳細
エンドとし、測定項目に応じたア 象、測定要求に応じて、様々な
クセサリを選定しシステムを構成 ハードウェアアクセサリを用意して
おります。
● 部品、ユニット単体、スピーカシステ 各アクセサリの制御及び全ての測
ムまで、幅広い製品評価に対応 定データは、 Klippelが提供するプ
ラットフォームソフトウェア
● Klippel Analyzer 3ではモジュー "dB-Lab"及び専用ソフトウェアに
ル形式を採用し、様々な測定要求 よって一括管理されます。それによ
に柔軟に対応 り、高いデータの互換性を実現して
います。関係各所とのデータのやり
● ハイレゾ機器評価にも対応、
取りもスムーズに行えます。
192kHzサンプリング(標準仕様) また、 dB-Labソフトウェアはカスタ
マイズにより、自動測定や独自指標
● 高感度の測定性能を有し、幅広い
の導入も対応可能です。測定業務
ユニット(2-20000)に対応
の効率化に貢献します。
● モジュール単位での迅速な修理
が可能
3■
[apmBusnoPJd ]
30219876504
1 周波数応答、伝達関数測定 二〗~I TRF
● サインスイープ波(チャープ波)による測定 TRFモジュールは、 電気特性や変位、音詈特性の時間変化や周
波数分析を測定するモジュールです。スイープスピードやターミナ
● 入力2ch(変位、音圧等)を同時測定 ルの電圧、周波数分解能は任意に設定ができ、測定される入力
2ch間の伝達関数を求めることができます。
● 過渡応答、インパルスレスポンスの測定
インパルス応答にウィンドウを掛けることにより線形応答のみの
● THDと高調波ひずみは、最大21次まで対応 伝達関数を得ることもできます。
また、各周波数の過渡応
● ビリつき音(Rub&Buzz)やエアリークが生じた際に ■Cu mulative Decay 答(減衰の長さ)の3次元
現れる高調波成分を測定、独自の後処理により原 表示や、ボトミングやコイ
因を追究 ル摩擦による異音の位
置特定のためのカラー
● 生産品質管理用QCシステムのデータと完全互換
マップ表示も可能です。
後記するSCNやSPM、
■Fu nd &T HD & 2nd, 3rd Distortion NFS等様々な測定の 基
礎になるモジュールです。
I I 1
Fundamental .,/
THD,.,, . ^
・ 一戸 \
’‘』、
3rd/ ヘ ■In stantaneous Distortion 3D
lastaotaoeoosm st ha,mornc d,stoct,oa (CHD)
/ / \2nd応`‘ヽ ~ L.vl
--
ヽ ',
; 応 ` /I \ \
,' ゃゞ ", ;吋/¥
I ,• [E5
E]0
X
~
u
9
"
"
' 5
"'
I¥, t '
10 20 50 10 200 500 lk 2k 5k IOk
Frequency [Hz]
1 指向性(ポーラプロット)測定 ~ti POL
● 音圧の指向性(ポーラプロット)を測定 POLモジュールでは、自由空間における2次元/3次元の指向性
● ターンテーブルを自動で制御し、任意の分解能で のポーラプロッ トを自動で取得します。このモジュールでは、測定
データ取得 対象とマイクロフォンの距離は、測定対象の最大径以上で、測定
する最低周波数の波長以上の距離を持たせた状態での測定を
● 2次元だけでなく3次元(バルーンプロット)にも対応
想定しています。
● ASCII形式でのエクスポートにより他のソフトでも測
定データを利用可能
■3 D Balloon plot ■Po lar plot at IkH z ■Po lar plot at 3kHz ■Po lar plot at IOk Hz
几・ef
Ik Hz 3k Hz 10 kHz
■4
I ニアフィールドスキャナー 三三 □INFS
● 素早く、正確に自動測定 NFSモジュールでは、スピーカシステムやバッフルに設置さ
れたユニットの近接音場を、自動で測定します。測定対象
● あらゆるオーディオ製品に適用可能 は中央に固定され、マイクロフォンが動き、測定されます。
独自のアルゴリズムによって、部屋による反射の影詈を低
● 独自アルゴリズムにより反射音を除去
減し、直接音のみの音圧(f特)を抽出しますので、無詈室
● 無響室不要で直接音を測定可能 で測定したのと同等かそれ以上に正確な音場を測定す
ることが可能です。対応する周波数範囲は IOHz~20kHz
● 3次元のデータ出力 ですので、低周波であっても、無詈室なしで、十分な精度
を持つデータを測定できます。
● 軽量、可搬システム(重量75kg)
● 独自モデリング技術により近接/遠方音場の予測が可能
■N FSハードウェア
.~ Monopole
,- Dipole
事 虞 - Quadrupole
Sphe ric'al Harmonics
3次元伝播のモデル化 近接音場解析 遠方音場予測
音源が生む音場は、波動方程式の解である 波動方程式による音放射モデルによって、ス 近接音場の解析結果を元に、遠方の直接音
ハンケル関数と球面調和関数によって測定 タジオモニターやタブレット端末等のパーソナ も予測できるようになります。従来の測定方
データと比較され、モデルが作成されます。 ルオーディオにとって重要となる、近接音場の 法で問題となる回折の影響を受けない結果
任意点の音圧を、実際に測定することなく、得 を得ることができます。
ることができます。
■Co ntour plot
■Fa r field color map
..
"
[B
P
]
a
m
s
s
“―
a
, Jd
p
u
n
■F特カープ(直接音、生デー久部屋反射) o
s
_,,.,. ..賃 ●●,,. •—
.●," 一","''--ー"・ー·■~●"'――. .. . 一"● 9●●●
. ,;•:.t:v wi;,............._、-~、 ~r·一 “ユ
r-.
t• 疇[ ,
i.・.
.
.
5■
1 スピーカ表面振動スキャニング ニー□ 三~I SCN
- = =—-
● 形状と振動を自動測定 SCNモジュールでは、 レーザ変位計による非接触での測定によ
り、コ ーンやエッジ、エンク ロー ジャのパネル等の振動アニメ ー
● モーダル解析による多彩な解析項目 ションを得ることができます。 25kHzまで対応し可聴領域内を全
てカバー しています。 FEA/BEAで使用できる形状データを測定
● ロッキングと円周モードを評価
と同時に得ることもできます。解析は専用のソフ トウェアにより行
● 音圧出力と指向性を予測 われ、各周波数における振動形状をアニメーションを自由に表
示できます。
● 機械的/音響的に生じる問題を明確化
● 有効放射面積Sdの正確な測定
■S CNハードウェア
振動解析
■3次元アニメーション
レーザ変位計により測定された各測定点の変位から、累積加速度レベ
ルを算出します。この結果を元に、各種モーダル解析を行います。
ボイスコイルのロッキングモードによる異音の発生についても、その原
因となる、不釣り合いやスティフネス/磁束密度の不均ーそれぞれの
モーメントの大きさをモデル化することができ、原因の特定と改善方法
について、具体的に解を得ることができます。
3D-Animation
音放射解析
90
累積加速度レベル (AAL)からレイリー積分を用いて、音圧 (SPL)を算 I Total AAL
dB
出します。AALとSPLに差が生じている場合、分割振動による音の打消 In-Phase Component / 「¥
80
・,.. . -··-··.··_··_··_•.~/ヘ・\ / ぶ
しが起きていることを意味します。この原因追究には、表面の振動を下 75 SP~n =AA~n
i,., ,.・ —-̀·~
70
記の3つに分ける処理が大変有効です。 , ヽ’ ―、;;:,デ~T::aダl桑/¥I,
65
(1)同位相成分 :音圧を生む振動
60 ヽ " ヽ
`
(2)逆位相成分 :音圧を打消す振動 Anti-Phase
55
_, Quadrature ヽ ’‘ Component
(3)直交成分 :音圧を生まない振動 50
Component SPL,m; =AAL,m;
45 ート―
上記の3つを本システムでは自動で演算し、それぞれの振動成分をアニ _,
~ At_, "'d ,- - I~
40
メーション化します。これにより、スピーカ形状や材質の改善方法につい ,, 7-+t 卜'
35 ヽ
ても具体的な解を得ることができます。 I
30
100 Frequency [Hz) lk 10k
1 磁場スキャニング ~ ~I BFS
● 自動スキャニング及び任意点測定に対応 ■B FS測定図 ■磁束密度マップ
● ホール素子センサにより狭いギャップでの測定にも対応
● 磁気、磁場に関する問題を追及
● Bl (x)の予測
BFSモジュールでは、ギャップ近傍における静的な磁束密度B(¢,z)
を測定します。設計や生産の問題による磁束密度の不均ーはロッ
~ ¢
キングモー ドの原因となりますが、その根本原因追究に役立ちます。
■6
|大信号パラメータ測定 三—□I LSI
● 線形/非線形パラメータを自動測定 LSIモジュールでは、線形/非線形におけるスピーカの特性を測
定するだけでなく、ボイスコイル温度などの温度特性も測定可
● 温度上昇を算出すための熱パラメータも評価可能 能です。 IEC62458に則って、ランダムノイズをドライバに印加し、
そのときの電流と電圧を測定、各種パラメータを算出します。ド
● ボイスコイル振動中心位置測定
ライバ単体、エンクロージャに組み付けた状態の双方の測定に
● サスペンションのスティフネスの非対称性評価 対応します。ドライバーの共振周波数に応じて、 2つの測定モー
ドを用意しております。
● 温度や変位等の静的特性測定
LSI woofer :fs = 15 ~4 00Hz
● 機械的/熱的破壊を自動で保護
LSI tweeter :fs = I00 ~ I,5 00Hz
● 非線形ひずみの発生原因の追究
magnet polt ptlt?
I
induction B
I
:,:;:;:;:;:;:;:;::;:;: 勺~~-: -':•.
:-'•:::;::: 厄:~:::麿;:匂} ~,~piece
噌 ,•,•,•,•,•··· · -· .·、•,•,•,•,•, •コ,■ •U -"4 •U D LI 山 U1
I . ・-''"""
国一〇 IIDP1'-•.rlM!Nf Force factor Bl (x) shows an ofset X,t in the voice coil rest position
測定される非線形特性は、力係数Bl(x)、インダクタンスLe(x.i)、スティ LSIは温度や入カパワー、変位等の静的特性の時間変化を自動で
フネスKms(x)、機械抵抗Rms(v)等です。これらの非線形特性が、大 取得します。
信号時にスピーカから発生するひずみTHOや相互変調ひずみIMOの大 この時間変化から、ユニット内部のボイスコイル、ポール、マグネット
きさ、更には最大音圧や不安定性(DC変位成分)等を決定します。非 等の熱伝導や熱伝達による冷却特性を知ることができます。
線形特性を表す以下のような曲線は、設計に直結したパラメータであ 他にも、エイジング、経年変化によるfs、Kms(O)、Rms(O)等のユ
り、ボイスコイルオフセット星や非対称性等の理解を容易にします。 ニット特性の変化も追跡できます。
:~ ~ I ~ !~
ForceFactor Stiffness Inductance Inductance Mech. Resistance
Bl (x) Km, (x) Le (x) L (i) Rms (v)
■Ti me vs Temperature ■Ti me vs fs, Kms (0) ,R ms (0)
:r1--t l .I- - I~ 三 m
| 証 ― .- ----· -. -~-· ."
!'()
:I ..~. -. -」-・・- → !―- w
.r,.,~i
鉛 鼎rl ~ 1石 "
切 — I I" "'
I 四 9"I
“ L~j 霞■Lid叩ilid1illu .,_
珀 .ヽ)“I
l'.O ” `. •“
a,.
~i1l lll II
I I I f Jお~
•田 。匹. 匹, l
匹 ' IP!KD 12四 IM匹 ---1●
晒口 [~
7■
1 線形パラメータ(Thiele/Smallパラメータ)躙竺lLPM
● 小信号時の特性を高感度で測定 LPMモジュールでは、 Thiele/Smalパラメータやクリ ープの
影詈、 Lossyinductance (ボイスコイルのインダクタンスと渦
● 実測値から理論値フィッティングし、小信号時の特性を同定 電流による損失を考慮したインピーダンスの抵抗値と位相
を示 したもの)の測定を行います。マルチ トーン信号がス
● クリープの評価、Lossyinductanceの測定
ピーカに印加され、十分なS/N比があるかどうかを自動で検
● S/N比自動チェック及び、理論値との誤差評価によって 知することで、小信号であっても高精度な測定が行えます。
パラメータの精度を保証 また、 LPMはThiele/Smalパラメータをレーザ法によって
高速、高精度で測定します。従来より用いられてきた付加
● マルチトーン信号での高速測定 質量法と同等の値を 1 度の測定で得ることができます。
(付加質塁法も実施可能)ウ ーファーだけでなく、ツィー
Transd.Jcer タ、マイクロスピーカにも対応します。
~Displace ment X(1 ) Thiele/Smallパラメータ
↓
Mms 0I 07 g
MagiludeofTrais知 Function Rms 00 93 kg/s
Cms I1 8 mm/N
["
[ N Kms 08 N/mm
E E"
q E
0.. ]"
]. Bl 06 47 N/A
,
. . . 00 0●
Frequency [Hz] Frequency [Hz]
Iパワーテスト(耐久試験) =ー:三lPWT
● 長時間自動試験 PWTモジュールでは、最大で8台のユニットやアンプ、ス
ピーカ システムの試験を同時に行えます。 IECやEIAに準
● 内部信号、外部信号(音楽等)に対応 拠したノイズ信号の印加が可能です。ターミナルの電圧
はもちろん、ステップの仕方やON/OFFのサイクルを指定
● 試験中の特性の変化を測定
できます。測定中は電圧、電流、パワーをはじめ、 Reやfs、
● 初期不良、経年劣化 Qts、Bl(x)等の線形/非線形パラメータ、インビーダンス
から算出されるボイス コイル温度を、電流と電圧の測定
● 周辺環境及び負荷の変化の影響 のみで算出 し、モニタリング します。測定間隔も任意に指
定が可能。バッチ処理による様々な測定モジュールを組
● 耐久性と信頼性の評価
み合わせた自動試験にも対応します。
● サスペンションのエイジングと欠陥の評価 ■P MS写真
Software (dB-Lab)
Power
■P WT測定画面
6 巧
! Hardware □!
! (PM8) !
; :/ 珀
お
g
"
1
Fatigue ぷ:; ;~ 0
S
DUT 3
Parameter u 2lil 匹匹匹 a
"匹
11a馳 ,I~ "
-'' "
■8
I サスペンションパーツ測定 三 ~-~I 5PM
&
MSPM
● サスペンションパーツの動的試験 SPM&MSPMモジュールでは、従来よりある静的なスティフ
ネスの評価ではなく、動的なスティフネスをIEC62459に則っ
● 線形/非線形両方の特性を取得 て測定 します。スパイダー、エッジ+コーンやパッシブラジ
エータに対応。 ¢1~8inchに対応するSPMと、 ¢4mm以下
● 長時間の疲労試験に対応
のマイクロスピーカに対応したMSPMの2種類を用意してい
● 適切な部品選定と品質維持 ます。本測定モジュールによって、線形/非線形領域のスティ
フネス特性だけではなく、粘弾性の影詈や、温度/湿度等の
● シンプルかつ費用対効果の高い測定系 外部要因に対する性能依存の評価も可能です。
■S PM set ■M SPM set
4500
Km,(x
3500
2500
2000
1500
1000
500
-15 -IO -5 0 5 10
displacement x[ mm]
1 材料特性測定 = -~,I MPM
● 動的な測定手法による評価 MPMモジュールではスピーカ部品で使用される材料のみ特性を、ビーム法 (ASTME
756-93)による動的な測定で取得します。ヤング率E、損失係数nを求めることが可能です。
● シンプルに堅牢性を試験 プラスチック薄膜やゴム、各種紙材、含浸された材料や複合材料にも対応。 1cm程度の短
冊状に材料を切り抜き、測定用の治具に取り付けた上で測定 します。シンプルな測定方法
● スピーカ材料に特化したシステム
によって、信頼性の高い材料特性を取得できますので、スピーカ設計者と材料メーカのやり
● 部品特性を簡単に取得 取りもシンプルにします。
Il
u 03
.
」 |
0 0.
六
displace )
lll!nt
e
L
s~nsor L
s
s
o
7
0.01
10° 101 102 103 104 105
Young'sE m odulus Young -sM odulus E[ Mpa]
.OS:S rac:tor
,.
――5432ー
3次元ひずみ測定 ご三 ~J DIS
● 定常状態におけるひずみを測定 DISモジュールでは、 1つもしくは2つのサイン波を、周波数
と振幅をスイープさせることで、ユニットもしくはオーディ
● 大信号時における振る舞いの解析 オシステムの大信号時の振る舞い(音圧、振幅等)を測
定できます。ターミナルの電圧は自動で指定の値に調整
● 高調波ひずみ、相互変調ひずみ測定のための自由度の高い
されます。ポイスコイルの温度をインピーダンスより測定
印加電圧/信号設定
し、温度が上昇し、過度な負荷がかかっている場合には、
● ボイスコイル変位測定(ピーク、RMS、DC成分) 自動で試験をストップします。定常状態におけるDC成分
や基本波、高調波、相互変調ひずみを結果として得るこ
● 振幅出力の圧縮(コンプレッション)を測定 とができます。
● 自動でユニットヘの過負荷を防止
_ .,
—•一,__ . ,4 .. 1
今 I l"i、に ・-亀 .. .. 亀••讐
X
mm li+ne12adr Bor ediction 」compressio n
U 4V 1"""1. peak value
I ヽ
U IV
-" ,ー [
./,' .. -,; bottom value
― . .
.囀.
10 100 "" "-'・.-
Frequency [Hz]
I シミュレーション ーニ -~ !I SIM
● 非線形のモデルを用いることで、大信号時のドライバの挙動をシミュレーション可能
● 実測データで取得したパラメータを元に、任意特性を自由に変更可能
● ドライバ設計の最適化/コスト削減、更に、エンクロージャを含むシステムの設計に応用可能
● 各非線形性のひずみに対する寄与を定置化
SIMモジュールでは、 LSIでの測定デー
タを元に、作り上げたドライバモデルの Lumped Parameter Transfer Functions
任意特性 (Kms(x)やBl(x)等)を編集
し、新しいドライバとして大信号時のひ ロロロロビ f闘
ずみ塁等をシミュレーションすることが
できます。シミュレーションされたドライ
Generator(+
バヘの印加電圧、スイープ周波数等も
任意に設定が可能です (DISモジュー
ルとと同様の設定方法)。更に、ひずみ
星だけではなく、ボイス コイル変位、温
■SI Mの概念図
度変化などの機械的特性も、実測せず
にシミュレーションにより求めることが
できます。
Signal Analysis
■1 0
|モデルベース聴感試験 — • tiSIM-AU R
● 非線形/温度モデルを考慮した聴感試験用音源の出力 SIM-AURモジュールでは、 LSIで測定したデータもしくはSIMによっ
て作り上げたスピーカモデルに対して、音楽などの任意音源をソフ ト
● 磁気回路及びサスペンションなどの非線形性を考慮 ウェア上で入力すると、音源の時間毎のひずみ星や内部温度、各非
線形性の変化をシミュレーションすることができます。実際に試作
● 各非線形性それぞれのひずみに対する寄与を分離
品を製作せずに、性能を知ることができますので、コス ト削減に大き
することで、原因特定を容易に
く貢献します。さらに、ひずみ塁を自由に増減させた時の音楽を用い
● 設計及びコストパフォーマンスの最適化 た聴感試験も可能ですので、経営/マーケティング部門と設計開発
部門のインターフェースとして最適なツールとなっております。
Temperature Cone Velocity Distortion Displacement Sound Pressure
■時間vs温度のグラフ ■時間vsひずみ量のグラフ
State Variables Manaement
gDei1
合 c S0n
▲
n・ヽ0鴫..一n
n- I 『
一
一
●
MUSIC
Listening Test ・. .
●
合 DeSl
gn
D
e c S
I
on
Pa-ameters
ロロロロビ
|非定常ひずみ聴感試験 ニーiflDIF-AU R
● スピーカモデル不要の解析手法 DIF-AURモジュールでは、リファレンスとなる音源と、実際に試験
で得られた音源の差分をとることで、線形/非線形ひずみだけでは
● モデル化のできない、ボトミングやボイスコイル擦 なく、モデル化のできない、ボ トミングやボイスコイル擦れ、エア
れ、エアリーク等の異音に特化した聴感試験 リーク等の非定常なひずみ(異音)を抽出し、聞くことができます。
ひずみの音星は自由に増減が可能なため、品質維持の閾値をど
● 生産ライン試験にも応用可能
のように設定するか、聴感試験と組み合わせることで、定量的に、
判断することができるようになります。スピーカだけではなく、車室
内インテリアのビリつきに対しても、応用が可能です。
Small Signal Recording
Management Dec1s1on
X'R
↑
I
I
三 u(t) 逍OUT
A,dioSoucce I
PA
XT •
Large Signal Recording Listening Test
▼
Design Dec1s1on
11■
Quality Controlシステム
統計的に
完全自動化 プロセス
コントロール
作業者向けの
シンプルな オフラインでの
インターフェース 再解析
独自スイープ
合否判定の
手法による
自動生成
高速試験
費用対効果の高い 欠陥の自動
モジュラー形式での クラス分け
システムアップ
R&Dシステムの
データと 根本原因追究
完全互換
ビリつき音
高感度検出 ひずみ評価
● 世界中のオーディオメーカの生産ラインで多数導入 KLIPPEL QCシステムは、生産ラインにおける測定および製造前に
事例あり 実施する定型の測定作業に特化したシステムです。要求に応じて
機能を追加するモジュラー形式の採用によりコス トを抑え、かつ、
● 生産ライン上で行われる共通の試験内容は全て対応 あらゆるオーディオ機器(マイクロスピーカ、ウ ーファ、ツイータ、ス
ピーカボックス/システム、ヘッドホン、 PC、スマートフォン等)の性
● 生産ライン上の試験に特化することで低価格を実現
能評価に対応します。 R&Dシステムと比べ、シンプルなインター
● 独自アルゴリズムでビリつき音(Rub&Buzz)を超高 フェースを採用し、エンジニアだけではなくオペ レー タにもご使用
感度で検出可能 いただきやすくなっています。生産ラインのノイズ環境下で聞こえ
ないような信頼性に対する欠陥を高精度で抽出するだけではな
● 生産ラインだけではなく、研究開発における基本性能 く、生産における究極の目的である、歩留り改善にも貢献します。
測定でも実績多数 測定結果から、欠陥の原因追究を即座に行い、ボイスコイル中心
位置の修正を生産ライン上で実施するといった応用も可能。従来
● 合否判定閾値の自動計算及び自由度の高いカスタ より聴感で評価してきた定性的な測定を、本システムにより定量
マイズが可能 化します。これらの測定結果はR&Dシステムと完全互換、それによ
り開発設計者へのフィー ドバックが容易にでき、将来の製品改善
● 外部ノイズ自動除外機能、統計処理等、多数のオプ
に生かすことができます。
ションにより要求に対応
● 複雑なテストプロセスにも柔軟に対応
■1 2
1 ハードウェア I
-----------
Production Process ¢:::) 『
l
蕊 MasterS erver Export, PostP rocessing
& Statistics
--・---------
Ambience Mic
Interface
Card : 口~:こ鬱
Test Enclosure
DUT
Test Mic
1
訓 QCSys<em 一.~
a1u ParallelP roduction
17 Lines
u
o
1
p
n
p
0
J
d
... ... .ニ・ 訓QCSyst,m -------., 間
● , ...... . - .. - - .
I~ ·EIEIEIEI El EIEI国ElElニ・] Diagnostics
Station
Multiplexer Climate Footswitch GPIB Device
QRC ode Reader
(e.g.D MM)
Sensor
● 堅牢性の高いハードウェア群 QCシステムは生産ラインにおける試験の完全
自動化を実現します。様々なハードウェア、自
● GPIOを持ち、様々な機器からの入力に対応 由度の高いソフ トウェアによって、ライン上で
のデータ監視および遠隔操作に対応します。
● GPIOからのデータ出力により生産システムのフレームワークとの連携
複数の生産ラインは、マスターサーバーと同
● 作業定型化により生産時間のばらつきを低減 期され、マスターサーバーで設定 した測定プ
ロセスは全ての生産ラインと同期します。
● 複数の生産ラインと同期したデータ管理 また、オフラインでの統計処理により欠陥把
握、製品のクラス分けを実施。歩留りを最大
● 統計的な処理を用いたプロセスコントロールと欠陥検知
化します。
● 遠隔監視に対応
● オーディオアンプ ● QRバーコードスキャナ ● マイクロフォン
三 ● 10テスタ ● GPIBコントローラ ● マルチプレクサ(信号分岐)
● フットスイッチ ● 温度/湿度センサ ● 高感度カスタマイズ(20000まで対応)等
13■
Page14
11111111111111.jpg
スタンダードシステム
I i口~
シンプルな操作
測定設定設計者には自由度の高い設定画面を、作業者に対してはでき
るだけシンプルな設定画面を、別々のアイコンからアクセスしますので、 0-
管理が容易に行えます。また、あらかじめ用意された代表的な測定設定
をカスタマイズできるので、素早く測定設定を作成できます。各測定設
定をバーコード情報とリンクさせることで、自動で設定を読み込ませるこ
ともできます。
QCスタ ート画面
瞬時に測定完了 PASS
一般的なユニットに対する試験はサインスイープによって、約200msec
で完了できます。もちろん、測定対象によってはより長い時間試験時間
を設け、大振幅時に発生するビリつき音の検出するような設定をするこ bcc.J., __
疇...-
とも可能です。周波数範囲毎にスイープ速度や振幅値をカスタマイズす -=
---;
~」_L_.~
ることも可能で、システムに縛られない、試験対象に合わせたスイープ設 = ・-=一・
.ー:.: : ._I ニ '¥ lmpedaoce
定を行えます。 -.= -.: ~::ノ'~'、--
Uslogooe,llrnsho.l sllm,los 曹 baslc••cfrlcal aod acoosllcal charncl,.lsllcsas畑 llasdlfficoltlomeam,defecl
symptoms (R,b & B,u) a., checked.
多種多様な測定を一括管理
基本的なインピーダンス、音圧の測定だけではなく、極性、感度、任意
音源に対する音圧、高調波ひずみ、相互変調ひずみ、 T/Sパラメータな
ど、様々な指標の測定を自動で順番に行うよう、設計が可能になってい
ます。外部ハードウェアより得られる指標も一括で管理され、閾値を設
け、合否判定に用いることができます。
合否判定閾値の自動設定
8
QCシステムでは標準スピーカ(ゴールデンユニット)の測定データから、 ⑩
ーo
閾値を自動で算出します。ゴールデンユニットは 1 つだけではなく、複数 o
,.』o
o
のゴールデンユニットの測定データを平均した値に対する閾値を自動 "g
'g
で計算することも可能です。それではなく、任意の閾値曲線の作成/読 』'8
"'5
み込みや、ジッターに対する公差、グレード毎の閾値等、高い自由度を
持った閾値設定が可能です。
高感度Rub&Buzz(ビリつき音)検出
ー0
[9"0
]0
"''
8
生産品質の悪化によるBl値やスティフネス、振動質量の不釣り合いは、 "0
6
時としてボイスコイルの接触やボトミングを発生させます。その他にも部 ~°'0
品の接触や異物は、高調波の可聴音となり、オーディオ音質を悪化さ 叩
Rub & Buzz
g
せます。それに対し、 10次以上の高調波に善目し、高精度かつ高感度で 100
"'"''"'
上記の異音 (Rub&Buzz)を検出します。聴感では検知できない、微小な
異音も検知可能。潜在的な欠陥を持った製品を市場に出してしまうこ
とを防ぎます。
Impulsive Noise from Production
外部ノイズ自動特定
生産環境下では、時として、他の機器からのノイズが入ることがありま
す。QCシステムでは、測定用マイクロフォンの他に外部ノイズ測定用のマ
イクを設けることが可能。差分から、外部ノイズが入ったのか否かを判
断し、 警告を出します。
■1 4
Page15
111111111111111.jpg
I 外部ノイズ自動除外 ·•il~』
PNIモジュールは、スタンダー ドシステムに搭
● 外部ノイズを受けたことを検知し、自動で再測定
載された外部ノイズ検知機能に基づき、外部
● ノイズの影響を受けた周波数に関しては測定データを除外 ノイズを除外した測定データを、自動で得る
ことができます。外部ノイズと判断された周波
● 測定対象の欠陥は除外せず、外部からのノイズのみを除外 数領域については測定結果を保存せず、それ
以外の周波数領域の結果は保存 します。自
● 非定常ノイズに対する確実な対策
動で再測定を行うことで、上記の作業を繰り
返します。全周波数領域のデータがそろい次
第、測定を終了します。定常音に対する除外
は困難ですが、突発的に生じる非定常な
l
d
S 外部ノイズであれば、たとえ完全に静
かになることがなくとも、測定を完
了することができます。
l
d
S
100%
F四 ,eoo,
|モータサスペンションチェ三ごク1--ヽlMSC
● ユニットの非線形性の検査 MSCモジュールでは、 Kilppelの特許技術によって、ボイスコイルオ
フセット塁を絶対値[m叫で、 しかも電気計測のみ、変位計不要で
● 変位計不要、高速で測定完了 測定可能です。更に、ボイスコイルの非対称性がどの程度生じて
いるか、パーセン トで表示します。これらはユニッ トの大信号時の
● ボイスコイルオフセットの絶対値算出
音質に直結 します。生産ライン上でオフセット量の検査ができ、そ
● スティフネス対称性の算出 の修正もできますので、生産品質の向上に大きく貢献します。
● 欠陥の原因追究に活用可能
PASS
〗戸/ >entedB
tox
sy sem
•!,"Hl
同
il
Coll Offset: 0.22 mm
Amplifier
15■
Page16
1111111111111111.jpg
Iバランスドアマチュアドライバ二 オ1フーEセ~介 検査
ミ旦三E!司alBAC
■B A断面図
● BA型ユニット内のアマチュアのオフセットを
μmオーダで測定可能
● 電気計測のみ、変位計測不要 爪
● 高速(0.5-2秒)で測定を完了 三
● 線形特性(Re,fs, Qts, Le)測定可能
■B AC測定画面
● 外部ノイズの影響を受けず測定可能
BA型のドライバ内部の梁(アマチュア)と磁石間のオフセッ ト
は、ドライバの性能を左右する特性であり、最大の音圧(変位) PASS
やひずみの発生に影詈を与えます。音質のいいBA型のドライバ
を実現するためには、磁石間の中心位置に梁あることが重要
です。通常、オフセッ ト位置は機械的な計測が必須となります。
しかし、 Klippelの特許技術により、電気測定のみから、アマチュ
アのオフセッ ト位置を絶対値で求めることができます。生産ラ
インでも応用できる、短時間計測手法ですので、不良品の流出
を抑え、生産品質の向上に貢献します。
I 入力信号イコライジング 1r 1 ・`“ー日昌
● 印加電圧の周波数特性を自由に調整可能
Active Speaker
● 目標値以内の音圧/電気特性となるまで自動
で補正をリピート
● ケーブル長が長い場合の電圧補正 開
● マイクロフォンの感度測定
Alignment
EQAモジュールでは、音圧、電圧等の周波数応答を、目標
値以内に収まるような印加電圧に自動で調整を行いま
SP Lv s. Frequency
す。例えば、システムとターミナル間のケーブル長が長い場
合、ケーブルの容星の影詈で電圧の低下が生じますが、
ターミナルでの印加電圧が全周波数で一定となるような
補正曲線を算出し、それを元にターミナルに一定の電圧
を供給します。その他にも、基準となるスピーカからの音圧
が一定になるような補正曲線を算出できるので、マイク ロ
フォンの周波数応答の測定にも応用可能です。
■1 6
Page17
11111111111111111.jpg
1 外部機器同期計測 =〗~c言c_~戸~― J-= SYN
冒直
● 同期用信号をトリガーとした自動計測
● 測定用信号の印加の為の直接接続ができない機 Audio device
器 (Bluetooth,スマートフォン, AUX非搭載ヘッド with varying
delay
ユニット等)に対しても同期計測が可能
● 同期/計測用信号はWaveファイルを使用
Bluetooth搭載のオーディオ機器のように、 QCシステムとケーブ
ルで接続できない場合、その遅延時間がわからないため、シス
テムとの同期が必要となるf特及びひずみの計測が正確に行え
ません。そのような機器の同期計測のために、SYNモジュールで
は、試験信号の前に同期用の信号を付加、その信号をシステム Stand-alone
が検知し、同期計測を開始します。データ再生しか対応しない audio system
機器に対しては、 Waveファイルで同期/測定用信号を出力し、
その音源をリピートさせることで測定が可能です。
』QCSystem .., !l間
I
I エアリーク検知/エアリーク位1~f竺二三;;1ー I
● エアリークの有無を特定 ● 他の欠陥との切り分け可能
● 外乱を検知すると自動で再測定 ● 生産ライン上の検査で使用するALD
● 原因箇所特定用途で使用するALS ● エアリーク音等の異音を増幅し試聴可能
ALD/ALSモジュールでは、エ
アリークなどにより生じる空気 Port Noise
ノイズを含む異音を、独自の処
理により分離、定量化します。 Off-line
:;:,
Air Noise/} Diagnostics
それにより、生産ライン上での ニ&I}
ミ
検査にも導入が可能です。 や
Leak
この定塁化技術を応用し、適 ヽざ
常のマイクロフォンで異音の
発生源を特定することも可能
です。測定対象にマイクロフォ
ンを近づけ、センシングすると、 QCS ystem
異音の発生源でのみ、異音の
End-of-Line
大きさを示す指標が大きくな Test
ります。抽出した異音はヘッド
ホンによって、その場で聞くこ
とができます。
17■
Page18
111111111111111111.jpg
Iサスペンションパーツ線ーロ形特性ロ五測定 二 一LST
● 組立前のサスペンション部品の試験
● スティフネス及び共振(fr,Q)の測定 Displacement
● パッシブラジエータの振動質量
● 部品のセット及び測定は超短時間で完了 PASS
● サプライヤーとの仕様のやり取りに有効 ~
LSTモジュールでは、スパイダーやコ ーン、サラウンド、
パッシブラジエータ等のサスペンション部品単体の生 ■パーツ写真 fHI
産品質チェックをシンプルかつ素早く完了できます。サ
Bo
スペンション部品は空気圧により加振され、レーザ変
位計により測定されます。それにより、共振周波数やス
o,rn
ティフネス、振動質星の変化等の動的な線形機械特 g,.
性を算出します。治具へのサスペンション部品の固定
i.l!'! RingS et Mounting
は置くだけで完了しますので、生産ライン上でも効率よ
く短時間で測定を行えます。 nCones
1 欠陥原因の自動クラス分け 三 1~— _ _~_ 1 A DC
● 測定結果の傾向を自動で検出
•eg
[
•••
● 根本原因の解析 l
l
● 生産ラインでの測定結果から欠陥を瞬時に同定
■A DC周波数応答画面
● 生産製造時に情報の蓄積をし、研究開発にとって
有用な情報をフィードバック
Off-L;ne StaUsU<S Off-L;ne o;agnosU<S
FAIL
9
9
9
9
9
9
9
9
9
9
9
9
9
9
9
9
9
9
9
9
Hu a 9
n 9
D t 9
ef的 m
cass 9
nS et
n9
9 9
9 pe
9 pe tot s pcio
PASS FAIL y
, 9
,
'
-
ADCモジュールでは、統計処理の一種であるクラスター分析によっ ビリつき音が発生しているクラス等に分けることができ、生産ライン
て、欠陥の根本原因解析を行います。生産ライン上で取得した大量 上で瞬時に原因を判断します。この'情報は、生産ラインにおける改
のデータから、傾向を見つけ、クラス分けを自動で行います。クラス 善点を明確にするだけではなく、研究開発にとっても有用な情報を
分け後の傾向から、根本原因を分析することで、例えば、理想的な フィードバックします。
特性を持つクラスや、異物が混入しているクラス、コイル接触による
■1 8
Page19
1111111111111111111.jpg
測定項目ガイド
モジュール
測定したい特性 R&Dシステム パーツ ユニット システム
-QC・システム・~
LPM,MMT,LSl,PWT,SPM
線形特性パラメータ (T/Sパラメータを含む)
QC,M SC,B AC,L ST
LSI,P WT,S PM, BFS ゜゜゜
非線形特性パラメータ (Bl(x)等)
MSC, BAC
磁束密度(磁場のマッピング) BFS ゜゜゜
LSI
ポイスコイルオフセット (Bl対称性) ゜゜
MSC,B AC
LSI,D IS,S IM, PWT ゜゜゜
ポイスコイル最大変位 Xmax
MSC,B AC ゜
温度/熱パラメータ LSI,P WT ゜
粘動性の影響(クリープ現象等) LPM,M MT, LSI,S PM ゜゜
材料特性(ヤング率、減衰率) MPM, MPI ゜゜゜
LPM,T RF
電気インピーダンス ゜
QC,M SC,B AC ゜゜
TRF,D IS,L PM
振幅/位相応答 (感度等) ゜゜
QC ゜゜
TRF
過渡解析 (インパルス応答,減衰スペク トラム) ゜゜゜
QC ゜
遠方音場指向性 (ポーラプロット、バルーンプロッ)ト POL,N FS, SCN, TRF ゜゜
三次元音場(近接/遠方) NFS ゜゜
音圧パワー NFS,S CN,L PM ゜゜
TRF,D IS,S IM
高調波ひずみ (n次, THD,THDN) ゜゜
QC ゜゜
DIS,S IM
相互変調ひずみ ゜゜
QC ゜゜
インコヒーレンス QC ゜゜
振幅変調 DIS-PRO,S IM ゜゜
LPM
マルチトーンひずみ ゜゜
QC ゜
ひずみ全般の原因 (Bl(x),Cms(x), Le(x), Le(i)等のひずみに対する寄与) LSI,S IM,A UR,S IM-AUR ゜゜゜
TRF-PRO,D IF-AUR
異音(ビリつき音(rub& buzz),エ アリーク,異物混入) ゜゜
QC,M HT, LD,S tethoscope ゜゜
TRF
極性,時間減衰 ゜゜
QC ゜
Hl-2 (重みづけしたひずみ解析) DIS ゜゜
不安定性(駆動時のDC変位解析等) DIS,S IM, TRF,L SI,A UR ゜゜
AUR,S IM-AUR,D IF-AUR ゜
聴感試験,ひずみの聴感評価 ゜゜
Stethoscope ゜゜
DIS,L SI,P WT,S IM,TRF
振幅の圧縮(温度、非線形による) ゜゜
QC ゜゜
コーンの表面振動 SCN, TRF ゜
コイル、マグネット温度 LSI,P WT,A DIS,S IM ゜゜
加速寿命試験,エイジング,欠陥,環境試験 PWT,S PM ゜゜
゜゜゜
Klippel GmbHについて
Kilppel社はスピーカのための新しい、制御・測定システムを実現するためにWolfgang
Kilppel氏によって 1997年に設立された会社です。同社の製品は20年以上にわたる研究に基
づき、多数の学術文献と特許を有しています。その高度な測定技術とスピーカの理論モデル
し 化によって、多数のオーディオメーカの研究開発、生産ラインに導入されており、世界的な業
`
), 界標準システムとして、その地位を確立しています。
,
』 ) 鯛 ー へ
1 給` 近年ではスピーカの線形化及び自己保護を実現するアクティブコントロ ールアルゴリズムを
, , ー. 5
開発し、スピーカをはじめとする音響製品の更なる発展に、大きく貢献しています。
、,、.
19■
Page20
11111111111111111111.jpg
株式会社東陽テクニカ オートモーティブ・ソリューション部
〒103-8284 東京都中央区八重洲1-1-6
TEL.03-3245-1242 (直通) FAX.03-3246-0645 E-Mail : web-car@toyo.co.jp
www.toyo.eo.jp/mecha/
大 阪 支 店 〒532-0003 大阪府大阪市淀川区宮原1-6-1 (新大阪ブリックビル) TEL.06-6399-9771 FAX.06-6399-9781
名 古 屋 支 店 〒460-0008 愛知県名古屋市中区栄2-3-1(名古屋広小路ビルヂング) TEL.052-253-6271 FAX.052-253-6448
宇 都 宮営業所 〒321-0953 栃木県宇都宮市東宿郷2-4-3 (宇都宮大塚ビル) TEL.028-678-9117 FAX.028-638-5380
電子技術センタ ー 〒103-8284 東京都中央区八重洲1-1-6 TEL.03-3279-0771 FAX.03-3246-0645 JQA-EM4908 JQA-QM8795
テクノロジーインタ ーフェ ースセンタ ー 〒103-0021 東京都中央区日本橋本石町1-1-2 TEL.03-3279-0771 FAX.03-3246-0645 電子技術センター
※本カタログに記載された商品の機能・性能は断りなく変更されることがあります。
※本カタログに記載されている社名・ロゴは各社の商標及び登録商標です。各社の商標及び登録商標はそれぞれの所有者に婦属します。
KLP-481 0-00-1709001 -1 70-.50-L42-CA