




長い突き出しの加工やダイカスト金型の高機能材加工に強みを発揮!
ダイカスト金型【高機能材】の高能率加工あきらめていませんか??
◼︎現場での課題No,1
『高機能材の加工に時間がかかる生産性を改善したい』
課題解決のご提案!
【高機能材加工で高能率かつ寿命延長!!】
◼︎現場での課題No,2
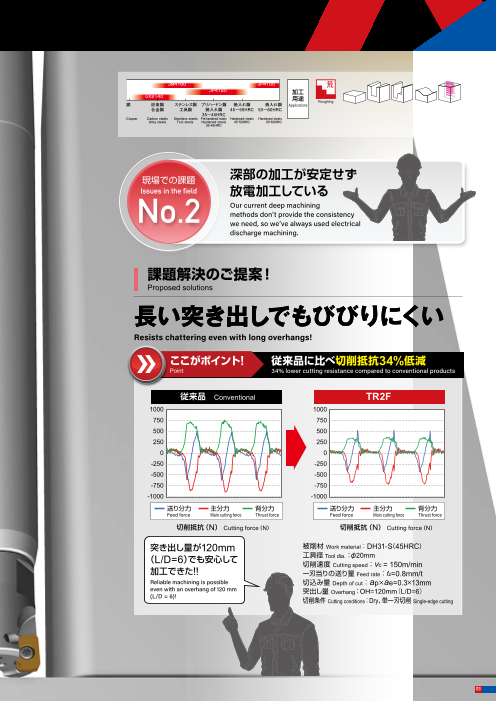
『深部の加工が安定せず放電加工している』
課題解決のご提案!
【長い突き出しでもびびりにくい】
◆詳細はカタログをダウンロードしご覧いただくか、お気軽にお問い合わせ下さい。
このカタログについて
| ドキュメント名 | アルファ 高送りラジアスミル TR2F |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 4.3Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社MOLDINO (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
NEW
アルファ
高送りラジアスミルTR2F
Radius Mill TR2F
長い突き出しの加工や
ダイカスト金型の
高機能材加工に
強みを発揮!
MOLDINO Tool Engineering, Ltd.
New Produc t News No.2501 2025-2
Page2
TR2Fの特長
TR2F Features
“ダイカスト金型【高機能材】の JM4160 JP4105 荒
JP4120 加工
高能率加工あきらめていませんか??” GX2140 用途 Roughing
銅 炭素鋼 ステンレス鋼 プリハードン鋼 焼入れ鋼 焼入れ鋼
合金鋼 工具鋼 焼入れ鋼 45~50HRC 50~60HRC
35~45HRC
Copper Carbon steels Stainless steels Pre-hardened steels Hardened steels Hardened steels
Alloy steels Tool steels Hardened steels 45̃50HRC 50̃60HRC
35̃45HRC
現場での課題 深部の加工が安定せず
現場での課題 高機能材の加工に時間がかかる Issues in the field 放電加工している
Issues in the field
No.1 生産性を改善したい No.2
課題解決のご提案!
課題解決のご提案! Proposed solutions
Proposed solutions
高機能材加工で高能率かつ寿命延長!! 長い突き出しでもびびりにくい
100~150m/min ここがポイント! 従来品に比べ切削抵抗34%低減
高能率実現 Point
切削速度Vc
従来品 Conventional TR2F
1000 1000
ここがポイント! 従来品に比べ寿命2.3倍 750 750
Point
500 500
250 250
従来品 Conventional TR2F 0 0
-250 -250
-500 -500
-750 -750
-1000 -1000
送り分力 主分力 背分力 送り分力 主分力 背分力
切削抵抗(N) Cutting force(N) 切削抵抗(N) Cutting force(N)
突き出し量が120mm 被削材 Work material:DH31-S(45HRC)
工具径 Tool dia.:φ20mm
●独自の刃形により高速条件でも良好な切りくずを実現 (L/D=6)でも安心して 切削速度 Cutting speed:vc = 150m/min
加工できた!! 一刃当りの送り量 Feed rate: fz=0.8mm/t
被削材 Work material:DH31-S(45HRC)
切込み量 Depth of cut:ap×ae=0.3×13mm
切削速度を上げることが 工具径
Tool dia.:φ20mm 突出し量 Overhang:OH=120mm(L/D=6)
でき生産性が向上した!! 切削速度 Cutting speed:vc = 120m/min 切削条件 Cutting conditions:Dry、単一刃切削 Single-edge cutting
一刃当りの送り量 Feed rate: fz=0.8mm/t
切込み量 Depth of cut:ap×ae=0.3×13mm
突出し量 Overhang:OH=120mm(L/D=6)
02
Page3
TR2Fの特長
TR2F Features
“ダイカスト金型【高機能材】の JM4160 JP4105 荒
JP4120 加工
高能率加工あきらめていませんか??” GX2140 用途 Roughing
銅 炭素鋼 ステンレス鋼 プリハードン鋼 焼入れ鋼 焼入れ鋼
合金鋼 工具鋼 焼入れ鋼 45~50HRC 50~60HRC
35~45HRC
Copper Carbon steels Stainless steels Pre-hardened steels Hardened steels Hardened steels
Alloy steels Tool steels Hardened steels 45̃50HRC 50̃60HRC
35̃45HRC
現場での課題 深部の加工が安定せず
現場での課題 高機能材の加工に時間がかかる Issues in the field 放電加工している
Issues in the field
No.1 生産性を改善したい No.2
課題解決のご提案!
課題解決のご提案! Proposed solutions
Proposed solutions
高機能材加工で高能率かつ寿命延長!! 長い突き出しでもびびりにくい
100~150m/min ここがポイント! 従来品に比べ切削抵抗34%低減
高能率実現 Point
切削速度Vc
従来品 Conventional TR2F
1000 1000
ここがポイント! 従来品に比べ寿命2.3倍 750 750
Point
500 500
250 250
従来品 Conventional TR2F 0 0
-250 -250
-500 -500
-750 -750
-1000 -1000
送り分力 主分力 背分力 送り分力 主分力 背分力
切削抵抗(N) Cutting force(N) 切削抵抗(N) Cutting force(N)
突き出し量が120mm 被削材 Work material:DH31-S(45HRC)
工具径 Tool dia.:φ20mm
●独自の刃形により高速条件でも良好な切りくずを実現 (L/D=6)でも安心して 切削速度 Cutting speed:vc = 150m/min
加工できた!! 一刃当りの送り量 Feed rate: fz=0.8mm/t
被削材 Work material:DH31-S(45HRC)
切込み量 Depth of cut:ap×ae=0.3×13mm
切削速度を上げることが 工具径
Tool dia.:φ20mm 突出し量 Overhang:OH=120mm(L/D=6)
でき生産性が向上した!! 切削速度 Cutting speed:vc = 120m/min 切削条件 Cutting conditions:Dry、単一刃切削 Single-edge cutting
一刃当りの送り量 Feed rate: fz=0.8mm/t
切込み量 Depth of cut:ap×ae=0.3×13mm
突出し量 Overhang:OH=120mm(L/D=6)
03
Page4
切削性能
Cutt ing per formance
、 における高機能材加工()での寿命曲線
0.4 従来品
加工後 切削条件 Cutting conditions
従来品G
Conventional tool G 従来品Y 被 削 材 DH31-S( 45HRC)
Conventional tool Y Work material
0.3 工 具 型 番 TR2F2020M
Tool
インサート型番 BPNW0603ER-05
Insert model
0.2 切 削 速 度 vc = 120m/min
Cutting speed
BPNW0603ER-05 従来品
加工後 1刃当りの送り量 fz = 0.8mm/t
(JP4120)
Feed per tooth
0.1 切 込 み 量 ap × ae = 0.3 × 13mm
Cutting depth
突 出 し 量 120mm
Overhang
0
0 10 20 30 40 50 60 70 80 90 100 エアーブロー、 単一刃切削
Air-blow Single flute cutting
切削時間 (min)
加工後
Cutting time
長い突き出しでも長寿命を実現
、 における高機能材加工()での寿命曲線
0.4 切削条件 Cutting conditions
BPNW0603ER-05 従来品
加工後
(JP4120) 被 削 材 DH31-S( 45HRC)
Work material
0.3 工 具 型 番 TR2F2020M
Tool
従来品G インサート型番 BPNW0603ER-05
Conventional tool G Insert model
0.2 切 削 速 度 vc = 150m/min
Cutting speed
加工後 1刃当りの送り量 fz = 0.8mm/t
Feed per tooth
0.1 切 込 み 量 ap × ae = 0.3 × 13mm
Cutting depth
突 出 し 量 120mm
Overhang
0
0 10 20 30 40 50 60 70 80 エアーブロー、 単一刃切削
Air-blow Single flute cutting
切削時間 (min)
Cutting time
切削速度を上げた条件でも長寿命かつ安定した損傷形態
刃形の特長
高機能材の加工に適した快削刃形により切削抵抗を低減
合力 Resultant force 切削条件 Cutting conditions
被 削 材 DH31-S( 45HRC)
Work material
従来品 工 具 径 φ20mm
Tool diameter
切 削 速 度 vc = 150m/min
Cutting speed
1刃当りの送り量 fz = 0.8mm/t
Feed per tooth
切 込 み 量 ap × ae = 0.3 × 13mm
Cutting depth
突 出 し 量 OH=120mm( L/D=6)
0 500 1,000 1,500 Overhang
切削抵抗( N) Cutting force
04
逃げ面最大摩耗幅 VBmax (mm) 逃げ面最大摩耗幅 VBmax (mm)
Flank wear Flank wear
Page5
ラインナップ
Line Up
シャンクタイプ TR2F20 - (R- ) は数字、 は英文字が入ります。
Shank type Numeric figure in a circle and Alphabetical character comes in a square .
Fig.1( 一般形)
(Standard type)
LH LS
LF
Fig.2( アンダーカット形)
(Undercut type)
LH LS
エアー穴付き
LF With air hole
タイプ 商品コード 在庫 刃数 寸 法 Size (mm) 形状 適用インサート 希望小売価格(円)
No.of Suggested
Type Item code Stock
flutes DCX DC LF LH LS DCONMS Shape Recommended insert
retail price( ¥)
TR2F2016S-2 ● 2 16 7 100 30 70 16 Fig.1 46,000
TR2F2017S-2 ● 2 17 8 100 25 75 16 50,000
Fig.2
レ TR2F2018S-2 ● 2 18 9 100 25 75 16 50,000
ギ TR2F2020S-3 ● 3 20 11 130 50 80 20 Fig.1 50,000
ュ
ラ TR2F2022S-3 ● 3 22 13 130 30 100 20 Fig.2 57,000
ー
TR2F2025S-4 ● 4 25 16 140 60 80 25 62,000
TR2F2030S-4 ● 4 30 21 150 70 80 32 Fig.1 65,000
TR2F2032S-5 ● 5 32 23 150 70 80 32 68,500
TR2F2035S-5 ● 5 35 26 150 45 105 32 75,000
Fig.2
TR2F2040S-6 ● 6 40 31 150 45 105 32 83,000
TR2F2016L-2 ● 2 16 7 150 50 100 16 Fig.1 51,000
TR2F2016L15R-2 ● 2 16 7 150 25 125 15 BP 0603 R-05 51,000
Fig2
TR2F2018L16R-2 ● 2 18 9 150 25 125 16 54,000
TR2F2020L-3 ● 3 20 11 160 80 80 20 Fig.1 54,000
TR2F2020L18R-3 ● 3 20 11 160 30 130 18 55,000
ロ Fig.2
ン TR2F2022L20R-3 ● 3 22 13 160 30 130 20 58,000
グ
TR2F2025L-4 ● 4 25 16 180 100 80 25 Fig.1 64,000
TR2F2025L23R-4 ● 4 25 16 180 35 145 23 64,000
Fig.2
TR2F2028L25R-4 ● 4 28 19 180 35 145 25 72,000
TR2F2032L-5 ● 5 32 23 200 120 80 32 Fig.1 72,000
TR2F2032L30R-5 ● 5 32 23 200 40 160 30 72,000
TR2F2035L32R-5 ● 5 35 26 200 45 155 32 Fig2 80,000
TR2F2040L-6 ● 6 40 31 220 45 175 32 92,000
部品番号 Parts
部品名 Parts クランプねじ Clamp screw ドライバー Screw driver ねじ焼き付き防止
Screw anti-seizure agent
形状
Shape
締付トルク 希望小売価格(円) 希望小売価格(円) 希望小売価格(円)
適用カッタ (N・m) Suggested Suggested Suggested
Cutter body Fastening torque retail price( ¥) retail price( ¥) retail price( ¥)
TR2F20 S/L/M/B T08-2506A 1.1 1,100 104-T8 1,980 P-37 1,120
【注意】 クランプねじは消耗品です。使用環境により交換寿命は変化しますので早めの交換をお願い致します。
【Note】 The clamp screw is a consumable part. Since replacement life depends on the use environment, it is recommended that it be replaced at an early stage.
●印:標準在庫品です。●:Stocked items.
05
Long Regular
DCX DCX
DC DC
DCONMS DCONMS
θk
Page6
ラインナップ
Line Up
モジュラータイプ TR2F20 M- は数字、 は英文字が入ります。
Modular type Numeric figure in a circle and Alphabetical character comes in a square .
LF DRVS(切欠部幅)
THSZMS (Notch width)
L1 エアー穴付き
L2
With air hole
商品コード 在庫 刃数 寸 法 Size (mm) 適用インサート 希望小売価格(円)
No.of Suggested
Item code Stock
flutes DCX DC LF L1 L2 DCONMS DHUB THSZMS DRVS Recommended Insert
Retail Price( ¥)
TR2F2016M-2 ● 2 16 7 25 5.5 17 8.5 12.8 M8 10 46,000
TR2F2017M-2 ● 2 17 8 25 5.5 17 8.5 12.8 M8 10 47,500
TR2F2018M-2 ● 2 18 9 25 5.5 17 8.5 12.8 M8 10 47,500
TR2F2020M-3 ● 3 20 11 30 5.5 19 10.5 17.8 M10 15 47,500
TR2F2021M-3 ● 3 21 12 30 5.5 19 10.5 17.8 M10 15 57,000
TR2F2022M-3 ● 3 22 13 30 5.5 19 10.5 17.8 M10 15 57,000
TR2F2025M-4 ● 4 25 16 35 5.5 22 12.5 20.8 M12 17 57,000
TR2F2026M-4 ● 4 26 17 35 5.5 22 12.5 20.8 M12 17 BP 0603 R-05 59,000
TR2F2028M-4 ● 4 28 19 35 5.5 22 12.5 20.8 M12 17 59,000
TR2F2030M-4 ● 4 30 21 40 6 23 17 28.8 M16 22 57,000
TR2F2032M-5 ● 5 32 23 40 6 23 17 28.8 M16 22 59,000
TR2F2033M-5 ● 5 33 24 40 6 23 17 28.8 M16 22 65,000
TR2F2035M-5 ● 5 35 26 40 6 23 17 28.8 M16 22 65,000
TR2F2040M-6 ● 6 40 31 40 6 23 17 28.8 M16 22 75,000
TR2F2042M-6 ● 6 42 33 40 6 23 17 28.8 M16 22 75,000
【注意】 モジュラーミル及び専用シャンク、専用アーバの「工具端面」「モジュラーねじ部」にグリースなどの潤滑剤は塗布しないでください。
【Note】 Do not apply lubricants such as grease,etc. to the "contact faces" and "modular screws" of the "modular mill","dedicated shanks" and "dedicated arbor".
ボアタイプ Bore type TR2F20 B - は数字、 は英文字が入ります。
Numeric figure in a circle and Alphabetical character comes in a square .
DHUB
DCONMS
KWW
DCCB
DC エアー穴付き
DCX
With air hole
タイプ 商品コード 在庫 Size (mm)
刃数 寸 法 適用インサート 希望小売価格(円)
Suggested
Type Item code Stock No.of
flutes DCX DC DHUB LF CBDP KWW b DCONMS DCCB Recommended insert
retail price( ¥)
内径インチサイズ
Internal diameter inch size TR2F2050B-7 ● 7 50 41 47 50 19 8.4 5 22.225 17 90,000
TR2F2040BM-6 ● 6 40 31 32 40 19 8.4 5.6 16 13.5 85,000
内径ミリ TR2F2042BM-6 ● 6 42 33 32 40 19 8.4 5.6 16 13.5 BP 0603 R-05 85,000
サイズ
Internal diameter
mm size TR2F2050BM-7 ● 7 50 41 47 50 20 10.4 6.3 22 17 95,000
TR2F2052BM-7 ● 7 52 43 47 50 20 10.4 6.3 22 17 95,000
【注意】アーバ用ねじは付属しません。
【Note】Arbor screw is not included.
●印:標準在庫品です。●:Stocked items.
06
DCX
DC
DCONMS
DHUB
b
CBDP
LF
Page7
インサート Insert
一般加工用刃形 ブレーカ付き刃形 高機能材向け刃形
Standard machining cutting edge profile Cutting edge with breaker Cutting edge for high-performance materials
W1 S W1 S W1 S
Fig.1 Fig.2 Fig.3
P 鋼 Carbon steels
:一般切削・第一推奨
M SUS等 SUS, etc. General cutting, First recommendation
K FC・FCD Cast irons :一般切削・第二推奨
General cutting, Second recommendation
H 高硬度材 Hardened steels
商品コード 精度 AJコーティング GXコーティング 寸 法 Size (mm)
AJ Coating GX Coating 形 状 希望小売価(円)
Item code Tolerance
class Shape Suggested Retail Price( ¥)
JP4105 JP4120 JM4160 GX2140 W1 S
BPNW0603TR-05 N 級 N ● ● ● ● Fig.1 1,390
3.18
BPMT0603TR-05 M 級 M ● ● ● 6.35 Fig.2 1,390
BPNW0603ER-05 N 級 N ● ● 3.05 Fig.3 1,390
【注意】GXコーティングは通電式タッチセンサーに反応しませんのでご注意ください。
【Note】Please note that the GX Coating do not cause a reaction in conductive touch sensors.
被削材別推奨材種マップ
Grade map for work materials
被削材硬度 Work Hardness 被削材硬度 Work Hardness 被削材硬度 Work Hardness 被削材硬度 Work Hardness
低い Low High 高い 低い Low High 高い 低い Low High 高い 低い Low High 高い
不
安
定
加
工 JM4160 JM4160 JM4160 GX2140
JP4120
GX2140 JP4105 JP4120 JP4120 JP4120
安
定
加
工
一般構造用鋼 炭素鋼・合金鋼 炭素鋼・合金鋼 焼入れ鋼 焼入れ鋼 ダイカスト金型用 ステンレス鋼系材料 鋳鉄
(200HB以下)(30HRC以下)(30~45HRC)(45~50HRC)(50~60HRC) 高機能材料 SUS FC,FCD
Mild steels Carbon steels, Alloy steels Carbon steels Hardened steels Hardened steels High-performance materials Stainless steel materials Cast irons
(200HB or less) (30HRC or less) Alloy steels Pre-Harden steels for die-casting molds
07
Stable Unstable
machining machining
Page8
ラインナップ
Line Up
モジュラーミル専用シャンク Special Shanks for Modular Mills
■ 超硬シャンク LF LF
Carbide Shank LB1 LS LB1 LS
THSZWS THSZWS
Bタイプ B type Cタイプ C type
商品コード 在庫 寸 法 Size(mm) タイプ 適用カッタ エアー穴有無 希望小売価格(円)
ted
Item code Stock Type Cutter body With/ Sugges
DCONWS THSZWS LF LB1 LS BD1 DCONMS D1 without air hole retail price (¥)
ASC16-8.5-95-30Z ● 95 30 65 52,910
ASC16-8.5-120-55Z ● 120 55 65 φ16※ 57,820
ASC16-8.5-140-75Z ● 8.5 M8 140 75 65 14.5 16 15.5 B φ17 ○ 61,560
ASC16-8.5-160-95Z ● 160 95 65 φ18 64,790
ASC16-8.5-160-30Z ● 160 30 130 64,790
ASC20-10.5-120-50Z ● 120 50 70 φ20※ 62,460
ASC20-10.5-170-90Z ● 170 90 80
ASC20-10.5-220-120Z ● 10.5 M10 220 120 100 18.5 20 19.5 B φ21 ○ 69,950
φ22 76,920
ASC20-10.5-270-150Z ● 270 150 120 97,560
ASC20-10.5-220-50Z ● 220 70 φ20※
ASC20-10.5-270-50Z ● 10.5 M10 270 50 1
220 18.5 20 19.5 B φ21 ○ 76,920
φ22 97,560
ASC25-12.5-145-65 ● 145 65 80 φ25※ 71,490
ASC25-12.5-215-115 ● .5 M12 215 115 100
ASC25-12.5-265-145 ● 12 265 145 120 23 25 ̶ C φ26 ○ 83,750
φ28 97,560
ASC25-12.5-315-195 ● 315 195 120 125,810
ASC25-12.5-265-65 ● 265 φ25※
φ26
ASC25-12.5-315-65 ● 12.5 M12 315 65 200
250 23 25 ̶ C ○ 97,560
φ28 125,810
ASC32-17-160-80 ● 160 80 80 φ30※ 108,400
ASC32-17-210-110 ● 210 110 100 φ32※ 109,690
ASC32-17-260-140 ● 17 M16 260 140 120 28 32 ̶ C φ33
φ35 ○ 130,330
ASC32-17-310-190 ● 310 190 120 〈φ40〉 176,790
ASC32-17-360-240 ● 360 240 120 〈φ42〉 223,230
ASC32-17-260-80 ● 260 180 φ30※、φ32※ 130,330
ASC32-17-310-80 ● 17 M16 310 80 230 28 32 ̶ C φ33、φ35 ○ 176,790
ASC32-17-360-80 ● 360 280 〈φ40〉、〈φ42〉 223,230
■ フリーネック超硬シャンク Free-neck carbide shank - 干渉を気にせず突き出し量が調整できる
Adjustable overhang length eliminates interference concerns.
LF
LB1 LS
テーパタイプ Tapered type
THSZWS
商品コード 寸 法 Size (mm)
在庫 適用カッタ エアー穴有無 希望小売価格(円)
Item code Stock F LB1 LS BD1 DCONMS 対象壁角度 Cutter body With/without Suggested
DCONWS THSZWS L Supported wall angle air hole Retail Price( ¥)
ASC20T-8.5-250-120Z-09 ★ φ8.5 M8 250 120 130 14.5 φ20 0.9°以上
or more φ16 234,000
ASC20T-8.5-250-75Z-14 ★ φ8.5 M8 250 75 175 14.5 φ20 1.4°以上
or more φ17 〇 234,000
ASC25T-8.5-250-80Z-29 ★ φ8.5 M8 250 80 170 14.5 φ25 2.9°以上 φ18
or more 301,000
ASC25T-10.5-300-150Z-09 ★ φ10.5 M10 300 150 150 18.5 φ25 0.9°以上
or more φ20 349,000
ASC25T-10.5-300-95Z-14 ★ φ10.5 M10 300 95 205 18.5 φ25 1.4°以上
or more φ21 〇 349,000
ASC32T-10.5-300-105Z-29 ★ φ10.5 M10 300 105 195 18.5 φ32 2.9°以上 φ22
or more 482,000
LF
ストレートタイプ Straight type
THSZWS
商品コード 在庫 寸 法 Size (mm)
適用カッタ エアー穴有無 希望小売価格(円)
Item code Stock DCONWS THSZWS LF DCONMS Cutter body With/without Suggested
air hole Retail Price( ¥)
ASC15-8.5-210-0Z ★ φ8.5 M8 210 φ15 φ16、φ17、φ18 99,500
ASC16-8.5-130-0Z ★ φ8.5 M8 130
6-8.5-210-0Z ★ φ8.5 M8 210 φ16 φ16※、φ17、φ18 〇 91,000
ASC1 125,000
ASC18-10.5-240-0Z ★ φ10.5 M10 240 φ18 φ20、φ21、φ22 158,000
ASC20-10.5-150-0Z ★ φ10.5 M10 150 φ20 φ20※、φ21、φ22 〇 119,000
ASC20-10.5-250-0Z ★ φ10.5 M10 250 175,000
ASC23-12.5-300-0Z ★ φ12.5 M12 300 φ23 φ25、φ26、φ28 275,000
ASC25-12.5-175-0Z ★ φ12.5 M12 175
25-12.5-300-0Z ★ φ12.5 M12 300 φ25 φ25※、φ26、φ28 〇 177,500
ASC 309,500
【注意】 ①市販のミーリングチャック、焼ばめホルダーにて使用できます。②<φ40><φ42>寸法は、突き出し長さ 200以下を目安にご使用ください。
③専用アーバ(HSK-A63)、鋼シャンクタイプも標準在庫しています。④※ではカッタ径がシャンク径より小さいため、シャンク首部の干渉が生じます。
【Note】 ①Commercial milling chucks or shrink-fit holders can be used. ②Under normal conditions, the φ40 and φ42 dimensions should be used with overhang lengths up to 200 mm.
③Dedicated arbor (HSK-A63) and steel shank types are also standard stock items.
④For ※ , since the cutter diameter is smaller than the shank diameter, interference occurs at the shank.
●印:標準在庫品です。●:Stocked Items. ★:2025年2月5日発売予定 ★:Scheduled for release on February 5, 2025
08
DCONWS
DCONWS
DCONWS
BD1
BD1
D1
DCONMS
DCONWS
DCONMS
DCONMS
BD1
DCONMS
Page9
標準切切削削条条件件表表(高機能材)
RReceocmommenednede Cdu Cttiuntgt iCnogn Cdiotinodnist i(oHnigsh-performance materials)
モジュラーミル専用シャンク 推奨 工具径DCX φ16(2枚刃) (2 Flutes) φ20(3枚刃) (3 Flutes) φ25(4枚刃) (4 Flutes)
Special Shanks for Modular Mills 被削材 材種 Tool dia.
Work material Recommended 突出し量
inserts grade <3DCX 3 〜 5DCX 5 〜 7DCX >7DCX <3DCX 3 〜 5DCX 5 〜 7DCX >7DCX <3DCX 3 〜 5DCX 5 〜 7DCX >7DCX
■ 超硬シャンク LF LF Overhang
Carbide Shank LB1 LS LB1 LS n (min-1) 3580 3580 2790 1990 2860 2860 2230 1590 2290 2290 1780 1270
Vc(m/min) 180 180 140 100 180 180 140 100 180 180 140 100
THSZWS THSZWS Vf(mm/min) 7160 5730 4460 2390 8590 6880 5350 2860 9170 7330 5700 3060
Bタイプ B type Cタイプ C type 焼鈍材 GX2140
fz(mm/t) 1.0 0.8 0.8 0.6 1.0 0.8 0.8 0.6 1.0 0.8 0.8 0.6
Annealed material
商品 JM4160
コード 在庫 寸 法 Size(mm) タイプ 適用カッタ エアー穴有無 希望小売価格(円) ap(mm) 0.5 0.5 0.4 0.3 0.5 0.5 0.4 0.3 0.5 0.5 0.4 0.3
Stock Type Cutter body With/ Suggested
Item code DCONWS THSZWS LF LB1 LS BD1 DCONMS D1 without air hole retail price (¥) ae(mm) 10 10 10 10 14 14 14 14 19 19 19 19
ASC16-8.5-95-30Z ● 95 30 65 52,910 Q(cm3/min) 36 29 18 7 60 48 30 12 87 70 43 17
ASC16-8.5-120-55Z ● 120 55 65 φ16※ 57,820
ASC16-8.5-140-75Z ● 8.5 M8 140 75 65 14.5 16 15.5 B φ17 ○ 61,560 焼入れ鋼① n (min-1) 2390 2390 1990 1590 1910 1910 1750 1590 1530 1530 1400 1270
ASC16-8.5-160-95Z ● 160 95 65 φ18 64,790 Hardened steels ① Vc(m/min) 120 120 100 80 120 120 110 100 120 120 110 100
ASC16-8.5-160-30Z ● 160 30 130 64,790 (42〜 48HRC) V f (mm/min) 3820 2860 2390 950 4580 3440 3150 1430 4890 3670 3360 1530
ASC20-10.5-120-50Z ● 120 50 70 62,460 JP4120
ASC20-10.5-170-90Z ● 170 90 80 φ20※ DAC-i, fz(mm/t) 0.8 0.6 0.6 0.3 0.8 0.6 0.6 0.3 0.8 0.6 0.6 0.3
JM4160
ASC20-10.5-220-120Z ● 10.5 M10 220 120 100 18.5 20 19.5 B φ21 ○ 69,950
76,920 DAC-MAGIC, ap(mm) 0.3 0.3 0.3 0.2 0.3 0.3 0.3 0.2 0.3 0.3 0.3 0.2
φ22 DHA-WORLD,
ASC20-10.5-270-150Z ● 270 150 120 97,560 ae(mm) 10 10 10 10 14 14 14 14 19 19 19 19
etc.
ASC20-10.5-220-50Z ● 220 φ20※ Q(cm3/min) 11 9 7 2 19 14 13 4 28 21 19 6
ASC20-10.5-270-50Z ● 10.5 M10 270 50 170
220 18.5 20 19.5 B φ21 ○ 76,920
φ22 97,560
ASC25-12.5-145-65 ● 145 65 80 71,490 焼入れ鋼② n (min-1) 2390 2390 1990 1590 1910 1910 1750 1590 1530 1530 1400 1270
ASC25-12.5-215-115 ● 215 115 100 φ25※ Hardened steels ② Vc(m/min) 120 120 100 80 120 120 110 100 120 120 110 100
φ26 (42〜 48HRC)
ASC25-12.5-265-145 ● 12.5 M12 265 145 120 23 25 ̶ C ○ 83,750
97,560 V f (mm/min) 2860 2390 1990 950 3440 2860 2630 1430 3670 3060 2800 1530
φ28 JP4120
ASC25-12.5-315-195 ● 315 195 120 125,810 DH31-S, fz(mm/t) 0.6 0.5 0.5 0.3 0.6 0.5 0.5 0.3 0.6 0.5 0.5 0.3
JM4160
ASC25-12.5-265-65 ● 265 φ25※ ap(mm) 0.3 0.3 0.3 0.2 0.3 0.3 0.3 0.2 0.3 0.3 0.3 0.2
φ26 DH31-EX,
ASC25-12.5-315-65 ● 12.5 M12 315 65 200
250 23 25 ̶ C ○ 97,560
φ28 125,810 DIEVAR, ae(mm) 10 10 10 10 14 14 14 14 19 19 19 19
ASC32-17-160-80 ● 160 80 80 φ30※ 108,400 etc.
ASC32-17-210-110 ● 210 110 100 φ32※ Q(cm3/min) 9 7 6 2 14 12 11 4 21 17 16 6
109,690
ASC32-17-260-140 ● 17 M16 260 140 120 28 32 ̶ C φ33
φ35 ○ 130,330 n (min-1) 1190 1190 990 990 950 950 800 800 760 760 640 640
ASC32-17-310-190 ● 310 190 120 〈φ40〉 176,790 焼入れ鋼③ Vc(m/min) 60 60 50 50 60 60 50 50 60 60 50 50
ASC32-17-360-240 ● 360 240 120 〈φ42〉 223,230 Hardened steels ③ V f (mm/min) 1190 950 800 600 1430 1150 950 720 1530 1220 1020 760
ASC32-17-260-80 ● 260 180 130,330 (42〜 48HRC)
φ30※、φ32※
JM4160
fz(mm/t) 0.5 0.4 0.4 0.3 0.5 0.4 0.4 0.3 0.5 0.4 0.4 0.3
ASC32-17-310-80 ● 17 M16 310 80 230 28 32 ̶ C φ33、φ35 ○ 176,790 JP4120
ap(mm)
ASC32-17-360-80 ● 360 280 〈φ40〉、〈φ42〉 223,230 DH31, 0.3 0.3 0.3 0.2 0.3 0.3 0.3 0.2 0.3 0.3 0.3 0.2
etc. ae(mm) 10 10 10 10 14 14 14 14 19 19 19 19
Q(cm3/min) 4 3 2 1 6 5 4 2 9 7 6 3
推奨 工具径DCX φ32(5枚刃) (5 Flutes) φ40(6枚刃) (6 Flutes) φ50(7枚刃) (7 Flutes)
被削材 材種 Tool dia.
Work material Recommended 突出し量
inserts grade <3DCX 3 〜 5DCX 5 〜 7DCX >7DCX <3DCX 3 〜 5DCX 5 〜 7DCX >7DCX <3DCX 3 〜 5DCX 5 〜 7DCX >7DCX
Overhang
n (min-1) 1790 1790 1390 990 1430 1430 1110 800 1150 1150 890 640
Vc(m/min) 180 180 140 100 180 180 140 100 180 180 140 100
Vf(mm/min) 8950 7160 5570 2980 8590 6880 5350 2860 8020 6420 4990 2670
焼鈍材 GX2140 fz(mm/t) 1.0 0.8 0.8 0.6 1.0 0.8 0.8 0.6 1.0 0.8 0.8 0.6
Annealed material
ap(mm) 0.5 0.5 0.4 0.3 0.5 0.5 0.4 0.3 0.5 0.5 0.4 0.3
ae(mm) 22 22 22 22 28 28 28 28 30 30 30 30
Q(cm3/min) 98 79 49 20 120 96 60 24 120 96 60 24
焼入れ鋼① n (min-1) 1190 1190 1090 990 950 950 880 800 760 760 700 640
Hardened steels ① Vc(m/min) 120 120 110 100 120 120 110 100 120 120 110 100
(42〜 48HRC) V f (mm/min) 4770 3580 3280 1490 4580 3440 3150 1430 4280 3210 2940 1340
JP4120
DAC-i, fz(mm/t) 0.8 0.6 0.6 0.3 0.8 0.6 0.6 0.3 0.8 0.6 0.6 0.3
JM4160
DAC-MAGIC, ap(mm) 0.3 0.3 0.3 0.2 0.3 0.3 0.3 0.2 0.3 0.3 0.3 0.2
DHA-WORLD, ae(mm) 22 22 22 22 28 28 28 28 30 30 30 30
etc. Q(cm3/min) 31 24 22 7 38 29 26 8 39 29 26 8
焼入れ鋼② n (min-1) 1190 1190 1090 990 950 950 880 800 760 760 700 640
Hardened steels ② Vc(m/min) 120 120 110 100 120 120 110 100 120 120 110 100
(42〜 48HRC) V f (mm/min) 3580 2980 2740 1490 3440 2860 2630 1430 3210 2670 2450 1340
JP4120
DH31-S, fz(mm/t) 0.6 0.5 0.5 0.3 0.6 0.5 0.5 0.3 0.6 0.5 0.5 0.3
JM4160
DH31-EX, ap(mm) 0.3 0.3 0.3 0.2 0.3 0.3 0.3 0.2 0.3 0.3 0.3 0.2
DIEVAR, ae(mm) 22 22 22 22 28 28 28 28 30 30 30 30
etc. Q(cm3/min) 24 20 18 7 29 24 22 8 29 24 22 8
n (min-1) 600 600 500 500 480 480 400 400 380 380 320 320
焼入れ鋼③ Vc(m/min) 60 60 50 50 60 60 50 50 60 60 50 50
Hardened steels ③ V f (mm/min) 1490 1190 990 750 1430 1150 950 720 1340 1070 890 670
(42〜 48HRC) JM4160
fz(mm/t) 0.5 0.4 0.4 0.3 0.5 0.4 0.4 0.3 0.5 0.4 0.4 0.3
JP4120
DH31, ap(mm) 0.3 0.3 0.3 0.2 0.3 0.3 0.3 0.2 0.3 0.3 0.3 0.2
etc. ae(mm) 22 22 22 22 28 28 28 28 30 30 30 30
Q(cm3/min) 10 8 7 3 12 10 8 4 12 10 8 4
※3D以上の突き出しの条件についてはp.13を参考 ※For conditions involving overhangs of 3D or greater, refer to page 13.
※使用上の注意についてはP.10をご確認下さい。 ※For usage precautions, refer to【Note】on page 11.
09
DCONWS
BD1
D1
DCONMS
DCONWS
BD1
DCONMS
Page10
標準切削条件表
Recommended Cutt ing Condi t ions
推奨 工具径DCX φ16(2枚刃) (2 Flutes) φ20(3枚刃) (3 Flutes) φ25(4枚刃) (4 Flutes) φ32(5枚刃) (5 Flutes) φ40(6枚刃) (6 Flutes) φ50(7枚刃) (7 Flutes)
被削材 材種 Tool dia. 被削材
Work material Recommended 突出し量 Work material
<3DCX 3 〜 5DCX 5 〜 7DCX >7DCX <3DCX 3 〜 5DCX 5 〜 7DCX >7DCX <3DCX 3 〜 5DCX 5 〜 7DCX >7DCX <3DCX 3 〜 5 〜 5 5
Overhang 5DCX 7DCX >7DCX <3DCX 3 〜 〜
inserts grade 5DCX 7DCX >7DCX <3DCX 3 〜 〜
5DCX 7DCX >7DCX
n (min-1) 3580 3580 2790 1990 3370 3370 2620 1870 2290 2290 1780 1270 1790 1790 1390 990 1430 1430 1110 800 1150 1150 890 640
Vc(m/min) 180 180 140 100 180 180 140 100 180 180 140 100 180 180 140 100 180 180 140 100 180 180 140 100
炭素鋼 炭素鋼
合金鋼 V f (mm/min) 7160 5730 4460 2390 10110 8090 6290 3370 9170 7330 5700 3060 8950 7160 5570 2980 8590 6880 5350 2860 8020 6420 4990 2670
GX2140 合金鋼
Carbon steels fz(mm/t) 1 0.8 0.8 0.6 1 0.8 0.8 0.6 1 0.8 0.8 0.6 1 0.8 0.8 0.6 1 0.8 0.8 0.6 1 0.8 0.8 0.6 Carbon steels
Alloy steels JM4160 a Alloy steels
p(mm)
<30HRC 0.5 0.5 0.4 0.3 0.5 0.5 0.4 0.3 0.5 0.5 0.4 0.3 0.5 0.5 0.4 0.3 0.5 0.5 0.4 0.3 0.5 0.5 0.4 0.3
a <30HRC
e(mm) 10 10 10 10 14 14 14 14 19 19 19 19 22 22 22 22 28 28 28 28 30 30 30 30
Q(cm3/min) 36 29 18 7 71 57 35 14 87 70 43 17 98 79 49 20 120 96 60 24 120 96 60 24
n (min-1) 2980 2980 2390 1790 2810 2810 2250 1690 1910 1910 1530 1150 1490 1490 1190 900 1190 1190 950 720 950 950 760 570
合金鋼 Vc(m/min) 150 150 120 90 150 150 120 90 150 150 120 90 150 150 120 90 150 150 120 90 150 150 120 90 合金鋼
工具鋼 V f (mm/min) 3580 3580 2010 1070 5060 5060 2830 1520 4580 4580 2570 1380 4480 4480 2510 1340 4300 4300 2410 1290 4010 4010 2250 1200 工具鋼
Alloy steels Alloy steels
Tool steels JP4120 fz(mm/t) 0.6 0.6 0.4 0.3 0.6 0.6 0.4 0.3 0.6 0.6 0.4 0.3 0.6 0.6 0.4 0.3 0.6 0.6 0.4 0.3 0.6 0.6 0.4 0.3 Tool steels
30〜 ap(mm) 0.5 0.5 0.4 0.3 0.5 0.5 0.4 0.3 0.5 0.5 0.4 0.3 0.5 0.5 0.4 0.3 0.5 0.5 0.4 0.3 0.5 0.5 0.4 0.3 30〜
40HRC ae(mm) 10 10 10 10 14 14 14 14 19 19 19 19 22 22 22 22 28 28 28 28 30 30 30 30 40HRC
Q(cm3/min) 18 18 8 3 35 35 16 6 44 44 20 8 49 49 22 9 60 60 27 11 60 60 27 11
n (min-1) 1990 1990 1590 1190 1870 1870 1500 1120 1270 1270 1020 760 990 990 800 600 800 800 640 480 640 640 510 380
プリハードン鋼 Vc(m/min) 100 100 80 60 100 100 80 60 100 100 80 60 100 100 80 60 100 100 80 60 100 100 80 60 プリハードン鋼
合金鋼 Vf(mm/min) 1990 1590 1270 720 2810 2250 1800 1010 2550 2040 1630 920 2490 1990 1590 900 2390 1910 1530 860 2230 1780 1430 800 合金鋼
Pre-hardened steels Pre-hardened steels
Alloy steels JP4120 fz(mm/t) 0.5 0.4 0.4 0.3 0.5 0.4 0.4 0.3 0.5 0.4 0.4 0.3 0.5 0.4 0.4 0.3 0.5 0.4 0.4 0.3 0.5 0.4 0.4 0.3 Alloy steels
40〜 ap(mm) 0.4 0.4 0.3 0.3 0.4 0.4 0.3 0.3 0.4 0.4 0.3 0.3 0.4 0.4 0.3 0.3 0.4 0.4 0.3 0.3 0.4 0.4 0.3 0.3 40〜
50HRC ae(mm) 10 10 10 10 14 14 14 14 19 19 19 19 22 22 22 22 28 28 28 28 30 30 30 30 50HRC
Q(cm3/min) 8 6 4 2 16 13 8 4 19 16 9 5 22 18 10 6 27 21 13 7 27 21 13 7
n (min-1) 1990 1990 1590 1190 1870 1870 1500 1120 1270 1270 1020 760 990 990 800 600 800 800 640 480 640 640 510 380
Vc(m/min) 100 100 80 60 100 100 80 60 100 100 80 60 100 100 80 60 100 100 80 60 100 100 80 60
ステンレス鋼 V f (mm/min) 2390 2390 1270 720 3370 3370 1800 1010 3060 3060 1630 920 2980 2980 1590 900 2860 2860 1530 860 2670 2670 1430 800 ステンレス鋼
Stainless steels JM4160 fz(mm/t) 0.6 0.6 0.4 0.3 0.6 0.6 0.4 0.3 0.6 0.6 0.4 0.3 0.6 0.6 0.4 0.3 0.6 0.6 0.4 0.3 0.6 0.6 0.4 0.3 Stainless steels
SUS ap(mm) 0.4 0.4 0.3 0.3 0.4 0.4 0.3 0.3 0.4 0.4 0.3 0.3 0.4 0.4 0.3 0.3 0.4 0.4 0.3 0.3 0.4 0.4 0.3 0.3 SUS
ae(mm) 10 10 10 10 14 14 14 14 19 19 19 19 22 22 22 22 28 28 28 28 30 30 30 30
Q(cm3/min) 10 10 4 2 19 19 8 4 23 23 9 5 26 26 10 6 32 32 13 7 32 32 13 7
n (min-1) 3580 3580 2790 1990 3370 3370 2620 1870 2290 2290 1780 1270 1790 1790 1390 990 1430 1430 1110 800 1150 1150 890 640
Vc(m/min) 180 180 140 100 180 180 140 100 180 180 140 100 180 180 140 100 180 180 140 100 180 180 140 100
鋳鉄 V f (mm/min) 8590 6880 5350 2860 12130 9710 7550 4040 11000 8800 6840 3670 10740 8590 6680 3580 10310 8250 6420 3440 9630 7700 5990 3210 鋳鉄
Cast irons Cast irons
FC JP4120 fz(mm/t) 1.2 1 1 0.7 1.2 1 1 0.7 1.2 1 1 0.7 1.2 1 1 0.7 1.2 1 1 0.7 1.2 1 1 0.7 FC
FCD ap(mm) 0.5 0.5 0.4 0.3 0.5 0.5 0.4 0.3 0.5 0.5 0.4 0.3 0.5 0.5 0.4 0.3 0.5 0.5 0.4 0.3 0.5 0.5 0.4 0.3 FCD
ae(mm) 10 10 10 10 14 14 14 14 19 19 19 19 22 22 22 22 28 28 28 28 30 30 30 30
Q(cm3/min) 43 34 21 9 85 68 42 17 105 84 52 21 118 94 59 24 144 116 72 29 144 116 72 29
n (min-1) 1590 1590 1390 1190 1500 1500 1310 1120 1020 1020 890 760 800 800 700 600 640 640 560 480 510 510 450 380
Vc(m/min) 80 80 70 60 80 80 70 60 80 80 70 60 80 80 70 60 80 80 70 60 80 80 70 60
焼入れ鋼 V f (mm/min) 1270 1020 890 570 1800 1440 1260 810 1630 1300 1140 730 1590 1270 1110 720 1530 1220 1070 690 1430 1140 1000 640 焼入れ鋼
Hardened steels JP4105 Hardened steels
50〜 fz(mm/t) 0.4 0.32 0.32 0.24 0.4 0.32 0.32 0.24 0.4 0.32 0.32 0.24 0.4 0.32 0.32 0.24 0.4 0.32 0.32 0.24 0.4 0.32 0.32 0.24
JP4120 50〜
55HRC ap(mm) 0.3 0.3 0.21 0.15 0.3 0.3 0.21 0.15 0.3 0.3 0.21 0.15 0.3 0.3 0.21 0.15 0.3 0.3 0.21 0.15 0.3 0.3 0.21 0.15 55HRC
ae(mm) 10 10 10 10 14 14 14 14 19 19 19 19 22 22 22 22 28 28 28 28 30 30 30 30
Q(cm3/min) 4 3 2 1 8 6 4 2 9 7 5 2 10 8 5 2 13 10 6 3 13 10 6 3
n (min-1) 1190 1190 1190 1190 1120 1120 1120 1120 760 760 760 760 600 600 600 600 480 480 480 480 380 380 380 380
Vc(m/min) 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60
焼入れ鋼 V f (mm/min) 720 570 570 430 1010 810 810 610 920 730 730 550 900 720 720 540 860 690 690 520 800 640 640 480 焼入れ鋼
Hardened steels JP4105 Hardened steels
55〜 fz(mm/t) 0.3 0.24 0.24 0.18 0.3 0.24 0.24 0.18 0.3 0.24 0.24 0.18 0.3 0.24 0.24 0.18 0.3 0.24 0.24 0.18 0.3 0.24 0.24 0.18
JP4120 55〜
62HRC ap(mm) 0.3 0.3 0.21 0.15 0.3 0.3 0.21 0.15 0.3 0.3 0.21 0.15 0.3 0.3 0.21 0.15 0.3 0.3 0.21 0.15 0.3 0.3 0.21 0.15 62HRC
ae(mm) 10 10 10 10 14 14 14 14 19 19 19 19 22 22 22 22 28 28 28 28 30 30 30 30
Q(cm3/min) 2 2 1 1 4 3 2 1 5 4 3 2 6 5 3 2 7 6 4 2 7 6 4 2
【注意】①本表は切削条件の目安を示すものです。機械剛性やツーリング、加工物の状態に合わせて調整してください。
特に、溝切削を伴う、またはそれに近い切込み幅の加工などで、切りくずの噛み込みやビビり振動が発生し、トラブルに至る場合がありますので下記を参考に調整してください。
・回転数、テーブル送り量を 50~ 70%下げる。
・切込み深さ apを 50~ 70%下げる。
・切込み幅 aeを 50~ 70%下げる。
② GXコーティングは通電式タッチセンサーに反応しませんのでご注意ください。
③「JP4105」は高硬度鋼専用材種で、生材には適しません。
④焼入れ鋼(50~60HRC) は、鋼種や工具突き出し量によって被削性が大きく異なる場合があります。加工状況に合わせて、テーブル送り量と切込み深さ apを調整してください。
⑤強断続切削、突出しが長い場合及び湿式切削には「JM4160」を推奨します。
⑥切りくず噛み込みによる工具損傷防止のため、必ずエアーブロー等による切りくず除去を行ってください。
⑦排出した切りくずは、飛散し作業者を切傷させ、火傷あるいは目に入って負傷させる恐れがありますので、ご使用に際してはその周囲に安全カバーを取付け、保護メガネ等の保
護具を着用し、安全な環境で作業されることをお願い致します。
⑧インサートの交換は早めに行い、過度の使用による破損を防止してください。
⑨右記に単位時間当たりの切りくず排出量 Qを示します。 Q(cm3/min)=ap(mm)× ae(mm)×Vf(mm/min)/1000
10
Page11
推奨 工具径DCX φ16(2枚刃) (2 Flutes) φ20(3枚刃) (3 Flutes) φ25(4枚刃) (4 Flutes) φ32(5枚刃) (5 Flutes) φ40(6枚刃) (6 Flutes) φ50(7枚刃) (7 Flutes)
被削材 材種 Tool dia. 被削材
Work material Recommended 突出し量 Work material
<3DCX 3 〜 5DCX 5 〜 7DCX >7DCX <3DCX 3 〜 5DCX 5 〜 7DCX >7DCX <3DCX 3 〜 5DCX 5 〜 7DCX >7DCX <3DCX 3 〜 5 〜
Overhang 5DCX 7DCX >7DCX <3DCX 3 〜 5 〜
inserts grade 5DCX 7DCX >7DCX <3DCX 3 〜 5 〜
5DCX 7DCX >7DCX
n (min-1) 3580 3580 2790 1990 3370 3370 2620 1870 2290 2290 1780 1270 1790 1790 1390 990 1430 1430 1110 800 1150 1150 890 640
Vc(m/min) 180 180 140 100 180 180 140 100 180 180 140 100 180 180 140 100 180 180 140 100 180 180 140 100
炭素鋼 炭素鋼
合金鋼 V f (mm/min) 7160 5730 4460 2390 10110 8090 6290 3370 9170 7330 5700 3060 8950 7160 5570 2980 8590 6880 5350 2860 8020 6420 4990 2670
GX2140 合金鋼
Carbon steels fz(mm/t) 1 0.8 0.8 0.6 1 0.8 0.8 0.6 1 0.8 0.8 0.6 1 0.8 0.8 0.6 1 0.8 0.8 0.6 1 0.8 0.8 0.6 Carbon steels
Alloy steels JM4160 a Alloy steels
p(mm)
<30HRC 0.5 0.5 0.4 0.3 0.5 0.5 0.4 0.3 0.5 0.5 0.4 0.3 0.5 0.5 0.4 0.3 0.5 0.5 0.4 0.3 0.5 0.5 0.4 0.3
a <30HRC
e(mm) 10 10 10 10 14 14 14 14 19 19 19 19 22 22 22 22 28 28 28 28 30 30 30 30
Q(cm3/min) 36 29 18 7 71 57 35 14 87 70 43 17 98 79 49 20 120 96 60 24 120 96 60 24
n (min-1) 2980 2980 2390 1790 2810 2810 2250 1690 1910 1910 1530 1150 1490 1490 1190 900 1190 1190 950 720 950 950 760 570
合金鋼 Vc(m/min) 150 150 120 90 150 150 120 90 150 150 120 90 150 150 120 90 150 150 120 90 150 150 120 90 合金鋼
工具鋼 V f (mm/min) 3580 3580 2010 1070 5060 5060 2830 1520 4580 4580 2570 1380 4480 4480 2510 1340 4300 4300 2410 1290 4010 4010 2250 1200 工具鋼
Alloy steels Alloy steels
Tool steels JP4120 fz(mm/t) 0.6 0.6 0.4 0.3 0.6 0.6 0.4 0.3 0.6 0.6 0.4 0.3 0.6 0.6 0.4 0.3 0.6 0.6 0.4 0.3 0.6 0.6 0.4 0.3 Tool steels
30〜 ap(mm) 0.5 0.5 0.4 0.3 0.5 0.5 0.4 0.3 0.5 0.5 0.4 0.3 0.5 0.5 0.4 0.3 0.5 0.5 0.4 0.3 0.5 0.5 0.4 0.3 30〜
40HRC ae(mm) 10 10 10 10 14 14 14 14 19 19 19 19 22 22 22 22 28 28 28 28 30 30 30 30 40HRC
Q(cm3/min) 18 18 8 3 35 35 16 6 44 44 20 8 49 49 22 9 60 60 27 11 60 60 27 11
n (min-1) 1990 1990 1590 1190 1870 1870 1500 1120 1270 1270 1020 760 990 990 800 600 800 800 640 480 640 640 510 380
プリハードン鋼 Vc(m/min) 100 100 80 60 100 100 80 60 100 100 80 60 100 100 80 60 100 100 80 60 100 100 80 60 プリハードン鋼
合金鋼 Vf(mm/min) 1990 1590 1270 720 2810 2250 1800 1010 2550 2040 1630 920 2490 1990 1590 900 2390 1910 1530 860 2230 1780 1430 800 合金鋼
Pre-hardened steels Pre-hardened steels
Alloy steels JP4120 fz(mm/t) 0.5 0.4 0.4 0.3 0.5 0.4 0.4 0.3 0.5 0.4 0.4 0.3 0.5 0.4 0.4 0.3 0.5 0.4 0.4 0.3 0.5 0.4 0.4 0.3 Alloy steels
40〜 ap(mm) 0.4 0.4 0.3 0.3 0.4 0.4 0.3 0.3 0.4 0.4 0.3 0.3 0.4 0.4 0.3 0.3 0.4 0.4 0.3 0.3 0.4 0.4 0.3 0.3 40〜
50HRC ae(mm) 10 10 10 10 14 14 14 14 19 19 19 19 22 22 22 22 28 28 28 28 30 30 30 30 50HRC
Q(cm3/min) 8 6 4 2 16 13 8 4 19 16 9 5 22 18 10 6 27 21 13 7 27 21 13 7
n (min-1) 1990 1990 1590 1190 1870 1870 1500 1120 1270 1270 1020 760 990 990 800 600 800 800 640 480 640 640 510 380
Vc(m/min) 100 100 80 60 100 100 80 60 100 100 80 60 100 100 80 60 100 100 80 60 100 100 80 60
ステンレス鋼 V f (mm/min) 2390 2390 1270 720 3370 3370 1800 1010 3060 3060 1630 920 2980 2980 1590 900 2860 2860 1530 860 2670 2670 1430 800 ステンレス鋼
Stainless steels JM4160 fz(mm/t) 0.6 0.6 0.4 0.3 0.6 0.6 0.4 0.3 0.6 0.6 0.4 0.3 0.6 0.6 0.4 0.3 0.6 0.6 0.4 0.3 0.6 0.6 0.4 0.3 Stainless steels
SUS ap(mm) 0.4 0.4 0.3 0.3 0.4 0.4 0.3 0.3 0.4 0.4 0.3 0.3 0.4 0.4 0.3 0.3 0.4 0.4 0.3 0.3 0.4 0.4 0.3 0.3 SUS
ae(mm) 10 10 10 10 14 14 14 14 19 19 19 19 22 22 22 22 28 28 28 28 30 30 30 30
Q(cm3/min) 10 10 4 2 19 19 8 4 23 23 9 5 26 26 10 6 32 32 13 7 32 32 13 7
n (min-1) 3580 3580 2790 1990 3370 3370 2620 1870 2290 2290 1780 1270 1790 1790 1390 990 1430 1430 1110 800 1150 1150 890 640
Vc(m/min) 180 180 140 100 180 180 140 100 180 180 140 100 180 180 140 100 180 180 140 100 180 180 140 100
鋳鉄 V f (mm/min) 8590 6880 5350 2860 12130 9710 7550 4040 11000 8800 6840 3670 10740 8590 6680 3580 10310 8250 6420 3440 9630 7700 5990 3210 鋳鉄
Cast irons Cast irons
FC JP4120 fz(mm/t) 1.2 1 1 0.7 1.2 1 1 0.7 1.2 1 1 0.7 1.2 1 1 0.7 1.2 1 1 0.7 1.2 1 1 0.7 FC
FCD ap(mm) 0.5 0.5 0.4 0.3 0.5 0.5 0.4 0.3 0.5 0.5 0.4 0.3 0.5 0.5 0.4 0.3 0.5 0.5 0.4 0.3 0.5 0.5 0.4 0.3 FCD
ae(mm) 10 10 10 10 14 14 14 14 19 19 19 19 22 22 22 22 28 28 28 28 30 30 30 30
Q(cm3/min) 43 34 21 9 85 68 42 17 105 84 52 21 118 94 59 24 144 116 72 29 144 116 72 29
n (min-1) 1590 1590 1390 1190 1500 1500 1310 1120 1020 1020 890 760 800 800 700 600 640 640 560 480 510 510 450 380
Vc(m/min) 80 80 70 60 80 80 70 60 80 80 70 60 80 80 70 60 80 80 70 60 80 80 70 60
焼入れ鋼 V f (mm/min) 1270 1020 890 570 1800 1440 1260 810 1630 1300 1140 730 1590 1270 1110 720 1530 1220 1070 690 1430 1140 1000 640 焼入れ鋼
Hardened steels JP4105 Hardened steels
50〜 fz(mm/t) 0.4 0.32 0.32 0.24 0.4 0.32 0.32 0.24 0.4 0.32 0.32 0.24 0.4 0.32 0.32 0.24 0.4 0.32 0.32 0.24 0.4 0.32 0.32 0.24
JP4120 50〜
55HRC ap(mm) 0.3 0.3 0.21 0.15 0.3 0.3 0.21 0.15 0.3 0.3 0.21 0.15 0.3 0.3 0.21 0.15 0.3 0.3 0.21 0.15 0.3 0.3 0.21 0.15 55HRC
ae(mm) 10 10 10 10 14 14 14 14 19 19 19 19 22 22 22 22 28 28 28 28 30 30 30 30
Q(cm3/min) 4 3 2 1 8 6 4 2 9 7 5 2 10 8 5 2 13 10 6 3 13 10 6 3
n (min-1) 1190 1190 1190 1190 1120 1120 1120 1120 760 760 760 760 600 600 600 600 480 480 480 480 380 380 380 380
Vc(m/min) 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60
焼入れ鋼 V f (mm/min) 720 570 570 430 1010 810 810 610 920 730 730 550 900 720 720 540 860 690 690 520 800 640 640 480 焼入れ鋼
Hardened steels JP4105 Hardened steels
55〜 fz(mm/t) 0.3 0.24 0.24 0.18 0.3 0.24 0.24 0.18 0.3 0.24 0.24 0.18 0.3 0.24 0.24 0.18 0.3 0.24 0.24 0.18 0.3 0.24 0.24 0.18
JP4120 55〜
62HRC ap(mm) 0.3 0.3 0.21 0.15 0.3 0.3 0.21 0.15 0.3 0.3 0.21 0.15 0.3 0.3 0.21 0.15 0.3 0.3 0.21 0.15 0.3 0.3 0.21 0.15 62HRC
ae(mm) 10 10 10 10 14 14 14 14 19 19 19 19 22 22 22 22 28 28 28 28 30 30 30 30
Q(cm3/min) 2 2 1 1 4 3 2 1 5 4 3 2 6 5 3 2 7 6 4 2 7 6 4 2
【Note】① This table provides general guidelines for cutting conditions; in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions.
In particular, when performing shoulder milling in combination with slotting or machining of cutting widths close to slots, etc., chattering vibrations may occur, which can lead
to trouble. Therefore, please consider the following when adjusting the conditions;
・Reduce rotation speed and table feed rate by 50 to 70%
・Reduce cutting depth ap by 50 to 70%
・Reduce cutting width ae by 50 to 70%
② Please note that the GX Coating do not cause a reaction in conductive touch sensors.
③ JP4105 is for the high-hardness steels. It is not suitable for Non-heat-treated steel material.
④ The machinability of hardened steels (50 - 60HRC) can vary significantly depending on the particular steel type and tool overhang. Adjust the table feed rate and cutting depth ap to suit machining conditions.
⑤ For strongly interrupted cutting, when unsupported length is long, or for wet cutting, JM4160 is recommended.
⑥ To prevent tool damage due to chip clogging, always use a chip removal method such as an air blower, etc.
⑦ Since there is a danger of the removed chips flying out and causing injury to workers, fire, or damage to eyes, during use be sure to cover the work area with a safety cover and
have workers wear protective equipment such as glasses, etc. to make the work area safe.
⑧ Perform insert replacement at an early stage to prevent chipping due to excessive use.
⑨ The following equation can be used to determine the metal removal rate per unit time Q; Q(cm3/min)=ap(mm)×ae(mm)×vf(mm/min)/ 1000
11
Page12
工具使用上の注意点
Precautions for use
最大傾斜角とヘリカル穴径 Maximum ramp angle and helical hole diameter
● 中心まで切れ刃がないため傾斜角度と穴径は制限されますが、下図に示すように傾斜切削やヘリカル切削にて、
下穴がなくてもダイレクトに彫り込み加工が可能です。
・ Since the cutting flute do not extend to the center, there are limitations on the ramp angle and hole diameter, but as shown below, cutting
by direct milling without a pilot hole is possible for ramping and helical milling.
ヘリカル穴径 Helical hole diameter.
傾斜角θ 傾斜切削 ヘリカル切削
Ramp angleθ Ramping Helical milling
● 傾斜切削・ヘリカル切削の場合、テーブル送り量は標準切削条件の 50%程度としてください。
・ For ramping and helical cutting, please set the “Vf” to around 50% of recommended cutting condition.
工具径(DCX) Tool dia(. mm) φ16 φ17 φ18 φ20 φ21 φ22 φ25 φ26
最大傾斜角(θ)
傾斜切削 Maximum ramp angle θ 4° 3.5° 3.5° 3° 2.5° 2.5° 2° 2°
Ramping 推奨設定値
Recommendation 2° 1°
ヘリカル切削 ヘリカル穴径
Helical milling Helical hole diameter 22~ 30 24~ 32 26~ 34 30~ 38 32~ 40 34~ 42 40~ 48 42~ 50
工具径(DCX) Tool dia(. mm) φ28 φ32 φ33 φ35 φ40 φ42 φ50 φ52
最大傾斜角(θ)
傾斜切削 Maximum ramp angle θ 2° 2° 2° 2° 1.5° 1.5° 1° 1°
Ramping 推奨設定値
Recommendation 1° 0.5°
ヘリカル切削 ヘリカル穴径
Helical milling Helical hole diameter 46~ 54 54~ 62 56~ 64 60~ 68 70~ 78 74~ 82 90~ 98 94~ 102
【注意】 ①傾斜角θは上記範囲を超えないように設定して下さい。推奨設定値以下での使用を推奨いたします。
②穴径が上記範囲以外の場合は下穴を開けて加工して下さい。
③エアーブロー (センタースルー )による、切りくず除去を十分行い、異常な振動が無いことを確認の上、加工することをお勧めいたします。
【Note】 ① The ramp angle θ should be set within the ranges listed above. Do not exceed the recommended value.
② For hole diameters outside the ranges listed above, a pilot hole should be drilled before milling.
③ It is recommended that the tool be used while performing sufficient chip removal and checking that there are no abnormal vibrations.
プログラミング Rと最大切込み深さ Programming R and maximum cutting depth
● 下記の表を参考に、CAM上の工具形状を定義してください。
・ Please define the tool shape in the CAM as indicated in the following table:
プログラミング R 削り残し量 食い込み量
Programming R( mm) Remains( mm) Depth of cut( mm)
R3.0 0.219 0.365
R2.5 0.298 0.152
R2.0 0.377 0
R1.5 0.457 0
R1.0 0.536 0
4.1
12
削り残し量
Remain
s
プロ
グラ
ミン
グR
Pro
gra
mm
ing
R
Page13
切削事例
Fie ld data
切削条件 使用機械 Machine:BT50 超硬シャンク使用 Uses carbide shank
Cutting 被削材 Work material:DH31-S(45HRC)
conditions vc=120m/min fz=0.8mm/t
工具突き出しOHと切り込み限界
図 BPNW0603ER-05(φ16-2NT) 図 BPNW0603TR-05(φ16-2NT)
、
、
0.5 0.5
0.4 0.4
0.3
0.3
0.2 0.2
0.1 0.1
0 0
0 0.25D 0.5D 0.7D 0.8D 1.0D 溝切削 0 0.25D 0.5D 0.7D 0.8D 1.0D 溝切削
切込み幅 ae Cutting width (mm) 切込み幅 ae Cutting width (mm)
図 BPNW0603ER-05(φ20-3NT) 図 BPNW0603TR-05(φ20-3NT)
、
、
0.5 0.5
0.4
0.4
0.3 0.3
0.2 0.2
0.1 0.1
0 0
0 0.25D 0.5D 0.7D 0.8D 1.0D 溝切削 0 0.25D 0.5D 0.7D 0.8D 1.0D 溝切削
切込み幅 ae Cutting width (mm) 切込み幅 ae Cutting width (mm)
図 BPNW0603ER-05(φ25-4NT) 図 BPNW0603TR-05(φ25-4NT)
、
、
0.5 0.5
0.4
≦ 0.4
≦
0.3 0.3
0.2 0.2
0.1 0.1
0 0
0 0.25D 0.5D 0.7D 0.8D 1.0D 溝切削 0 0.25D 0.5D 0.7D 0.8D 1.0D 溝切削
切込み幅 ae Cutting width (mm) 切込み幅 ae Cutting width (mm)
図 BPNW0603ER-05(φ32-5NT) 図 BPNW0603TR-05(φ32-5NT)
、
、
0.5 0.5
0.4
≦ 0.4
0.3 0.3
≦
0.2 0.2
0.1 0.1
0 0
0 0.25D 0.5D 0.7D 0.8D 1.0D 溝切削 0 0.25D 0.5D 0.7D 0.8D 1.0D 溝切削
切込み幅 ae Cutting width (mm) 切込み幅 ae Cutting width (mm)
13
切込み深さ ap Depth of cut (mm) 切込み深さ ap Depth of cut (mm) 切込み深さ ap Depth of cut (mm) 切込み深さ ap Depth of cut (mm)
切込み深さ ap Depth of cut (mm) 切込み深さ ap Depth of cut (mm) 切込み深さ ap Depth of cut (mm) 切込み深さ ap Depth of cut (mm)
Page14
実績は語る
Fie ld Data
01 ダイカスト金型 インロー部彫込み加工
30min加工後 【被削材 Work material】
DH31(45HRC)
【使用工具 Tool】
TR2F2020M-3(φ20-3枚刃 3 flutes)
BPNW0603TR-05(JM4160)
【切削条件 Cutting conditions】
vc=100m/min
vf=1,400mm/min(fz=0.3mm/t)
ap×ae=0.3×10mm
OH=180mm(L/D=9)
エアブロー Air-blow
●1.4倍の切りくず排出量で加工能率向上
02 ダイカスト金型 構造部中荒加工
30min加工後 【被削材 Work material】
DIEVAR(48HRC)
【使用工具 Tool】
TR2F2020M-3(φ20-3枚刃 3 flutes)
BPNW0603ER-05(JP4120)
【切削条件 Cutting conditions】
vc=125m/min
vf=3,000mm/min(fz=0.5mm/t)
ap×ae=0.35×1.5mm
OH=120mm(L/D=6)
エアブロー Air-blow
●1.5倍の加工能率で従来品と同等の工具寿命
03 ダイカスト金型 入れ子掘り込み加工
50min加工後 【被削材 Work material】
DAC-(i 43HRC)
【使用工具 Tool】
TR2F2032M-5(φ32-5枚刃 5 flutes)
BPNW0603ER-05(JP4120)
【切削条件 Cutting conditions】
vc=130m/min
vf=6,500mm/min(fz=1.0mm/t)
ap×ae=0.3×23mm
OH=105mm(L/D≒3.3)
エアブロー Air-blow
●50min加工後も摩耗が小さく継続切削可能
14
Page15
高送り工具ラインナップ
High-feed tools l ineup
01 ダイカスト金型 インロー部彫込み加工
当社高送り工具のラインナップ High-feed tools lineup
特長 ホルダ インサート
30min加工後 【被削材 Feature Holder Insert
Work material】
プログラ
DH31(45HRC) 型式 経済性 高精度 高硬度 能率 内接円記号 ミング R APMX
Type
【使用工具 (コーナ数) (削り残し小) 対応 (刃数) 工具径 コーナ数 形状 Programming R (mm)
Tool】 Tool dia. Inscribed
Economical High accuracy Supports for high- Efficiency No. of corners Shape (mm)
(mm) circle code
TR2F2020M-3(φ20-3枚刃 3 flutes) (No. of corners) (Less uncut remnants) hardened steel (No. of Flutes)
BPNW0603TR-05(JM4160)
【切削条件 ◎
Cutting conditions】
vc=100m/min TR2F ○ ○ 高能率多刃
~62HRC φ16~52 2 06 2.0 0.5
High Efficiency
v multiflutes
f=1,400mm/min(fz=0.3mm/t)
ap×ae=0.3×10mm
OH=180mm(L/D=9) ◎
エアブロー Air-blow TD4N ◎ ◎ ○ 高能率多刃
~62HRC φ16~40 4 06 2.0 1.0
High Efficiency
multiflutes
●1.4倍の切りくず排出量で加工能率向上
◎ 06 2.0 1.5
ASR 多刃 ○ ○ 高能率多刃 φ16~66 2
Multi-Flutes ~62HRC High Efficiency
multiflutes 12 3.0 2.0
02 ダイカスト金型 構造部中荒加工
○
ASRF-mini ◎ ○
~62HRC 汎用 φ20~63 4 07 2.0 1.2
General
30min加工後 【被削材 Work material】
DIEVAR(48HRC)
【使用工具 Tool】 ○
ASR ○ ○
TR2F2020M-3(φ20-3枚刃 3 flutes) ~60HRC 汎用 φ20~100 2 08~15
General
BPNW0603ER-05(JP4120)
3.0
【切削条件 Cutting conditions】
vc=125m/min ○
ASRT ○ ○ ○
vf=3,000mm/min(fz=0.5mm/t) ~62HRC 汎用 φ25~100 3 09~14 2.0
General
ap×ae=0.35×1.5mm
OH=120mm(L/D=6)
エアブロー Air-blow ○
ASRF ◎ ○
~60HRC 汎用 φ32~100 4 12 4.5
General
●1.5倍の加工能率で従来品と同等の工具寿命
14 1.5
03 ○
ダイカスト金型 入れ子掘り込み加工
TD6N ○ ~50HRC 汎用 φ50~125 6
General
50min加工後 【被削材 14 3.0
Work material】
DAC-(i 43HRC)
3.0
【使用工具 Tool】
TR2F2032M-5(φ32-5枚刃 5 flutes) 12 1.2
BPNW0603ER-05(JP4120)
○
【切削条件 Cutting conditions】 TR4F ◎ ○
~60HRC 汎用 φ32~125 4
v General
c=130m/min
vf=6,500mm/min(fz=1.0mm/t) 15 2.0
ap×ae=0.3×23mm
OH=105mm(L/D≒3.3)
エアブロー ※上記以外にも荒加工用工具を多数ラインナップしております。
Air-blow ※工具仕様の詳細については総合カタログまたはホームページで確認をお願いします。
Various other tools for roughing are also available.
●50min加工後も摩耗が小さく継続切削可能 For more information on tool specifications, please refer to our general catalog or visit our website(. http://www.moldino.com)
15
Page16
図、表等のデータは試験結果の一例であり、保証値ではありません。
「 」は株式会社MOLDINOの登録商標です。
The diagrams and table data are examples of test results, and are not guaranteed values.
“ ” is a registered trademark of MOLDINO Tool Engineering, Ltd.
安 全 上 の ご 注 意 Attentions on Safety
1. 取扱上のご注意 1. Attentions regarding handling
(1)工具をケース(梱包)から取り出す際は、足元への落下あるいは素手の指先へ落して怪我をしないよ (1) When removing the tool from the case (package), be careful not to drop it on your foot or
うに十分なご注意をお願いします。 drop it onto the tips of your bare fingers.
(2)インサートをセットして実際にご使用する場合は、切れ刃を素手で直接触れないように注意してください。 (2) When actually setting the inserts, be careful not to touch the cutting flute directly with
2. 取付け時のご注意 your bare hands.
(1)ご使用にあたって、インサートのセッティングは確実に行っていただき、アーバ等への取付けも確実に 2. Attentions regarding mounting
行ってください。 (1) When preparing for use, be sure that the inserts are firmly mounted in place and that they
(2)ご使用中に、異常な振動等が発生した場合は、直ちに機械を停止させて、その振動の原因を除いて are firmly mounted on the arbor, etc.
ください。 (2) If abnormal chattering occurs during use, stop the machine immediately and remove the
cause of the chattering.
3. 使用上のご注意
(1)切削工具あるいは被削材の寸法・回転の方向は、あらかじめ確認しておいてください。 3. Attentions during use
(1) Before use, confirm the dimensions and direction of rotation of the tool and milling work
(2)標準切削条件表の数値は、新しい作業の立上げの目安としてご利用ください。切込みが大きい場合、 material.
使用機械の剛性が小さい場合あるいは被加工物の性状に応じて切削条件を適正に調整してご使用 (2) The numerical values in the standard cutting conditions table should be used as criteria when
ください。 starting new work. The cutting conditions should be adjusted as appropriate when the cutting
(3)インサートは硬質の材料です。ご使用中に破損して飛散する場合があります。また、切りくずが飛散す depth is large, the rigidity of the machine being used is low, or according to the conditions of
ることがあります。これらの飛散物等は作業者を切傷させ、火傷あるいは目に入って負傷させる恐れが the work material.
ありますので、工具をご使用中はその周囲に安全カバーを取付け、保護めがね等の保護具を着用し (3) The inserts are made of a hard material. During use, they may break and fly off. In addition,
て安全な環境下での作業をお願いいたします。 cutting chips may also fly off. Since there is a danger of injury to workers, fire, or eye damage
・引火や爆発の危険のあるところでは使用しないでください。 from such flying pieces, a safety cover should be installed and safety equipment such as
・不水溶性切削油は、火災の恐れがありますので使用しないでください。 safety glasses should be worn to create a safe environment for work.
(4)工具を本来の目的以外に使用したり、改造したりしないでください。 ・Do not use where there is a risk of fire or explosion.
・Do not use non-water-soluble cutting oils. Such oils may result in fire.
4. 工具に関して、安全上の問題点・不明の点・その他ご相談がありましたら フリーダイヤル技術相談 へ (4) Do not use the tool for any purpose other than that for which it is intended, and do not modify it.
お問い合わせください。
ホームページ フリーダイヤル技術相談
https://www.moldino.com
MOLDINO Tool Engineering, Ltd.
本社 〒130-0026 東京都墨田区両国4-31-11(ヒューリック両国ビル8階) 工具選定データベース【 TOOLSEARCH】
03-6890-5101 FAX 03-6890-5134
International Sales Dept .: +81-3-6890-5103 FAX +81-3-6890-5128
営業企画部 ☎03-6890-5102 FAX03-6890-5134 海外営業部 ☎03-6890-5103 FAX03-6890-5128
東京営業所 ☎03-6890-5110 FAX03-6890-5133 静岡営業所 ☎054-273-0360 FAX054-273-0361
東北営業所 ☎022-208-5100 FAX022-208-5102 名古屋営業所 ☎052-687-9150 FAX052-687-9144
新潟営業所 ☎0258-87-1224 FAX0258-87-1158 大阪営業所 ☎06-7668-0190 FAX06-7668-0194
東関東営業所 ☎0294-88-9430 FAX0294-88-9432 中四営業所 ☎082-536-2001 FAX082-536-2003
長野営業所 ☎0268-21-3700 FAX0268-21-3711 九州営業所 ☎092-289-7010 FAX092-289-7012
北関東営業所 ☎0276-59-6001 FAX0276-59-6005
神奈川営業所 ☎046-400-9429 FAX046-400-9435
ヨーロッパ/MOLDINO Tool Engineering Europe GmbH Itterpark 12, 40724 Hilden, Germany. TEL : +49-(0)2103-24820, FAX : +49-(0)2103-248230
アメリカ/MITSUBISHI MATERIALS U.S.A. CORPORATION 41700 Gardenbrook Road, Suite 120, Novi, MI 48375-1320 U.S.A. TEL : +1(248)308-2620, FAX :+1(248)308-2627
メキシコ/MMC METAL DE MEXICO, S.A. DE C.V. Av. La Cañada No.16, Parque Industrial Bernardo Quintana, El Marques, Querétaro, CP 76246, México TEL : +52-442-1926800
ブラジル/MMC METAL DO BRASIL LTDA. Rua Cincinato Braga, 340 13° andar.Bela Vista – CEP 01333-010 São Paulo – SP ., Brasil TEL : +55(11)3506-5600 FAX : +55(11)3506-5677
タ イ/MMC Hardmetal (Thailand) Co.,Ltd. MOLDINO Division 622 Emporium Tower, Floor 22/1-4, Sukhumvit Road, Klongton, Klongtoey, Bangkok 10110, Thailand TEL:+66-(0)2-661-8175 FAX:+66-(0)2-661-8176
イ ン ド/MMC Hardmetal India Pvt Ltd. H.O.: Prasad Enclave, #118/119, 1st Floor, 2nd Stage, 5th main, BBMP Ward #11, (New #38), Industrial Suburb, Yeshwanthpura, Bengaluru, 560 022, Karnataka, India. Tel : +91-80-2204-3600
掲載価格は2024年12月2日改定後の消費税抜きの単価を表示しております。予告なく、改良・改善のために仕様変更することがあります。
Specifications for the products listed in this catalog are subject to change without notice due to ベジタブルインクで印刷しています。 2025-2(ME-HMT3)
replacement or modification. Printed using vegetable oil ink. Printed in JAPAN 2025-2:FP