



Cutting tools for molds & dies machining
掲載製品
・刃先交換式工具
・ソリッドエンドミル
・穴加工工具
・面取り工具
・ねじ切り工具
◆詳細はカタログをダウンロードしご覧いただくか、お気軽にお問い合わせ下さい。
このカタログについて
| ドキュメント名 | 金型加工用工具 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 23.5Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社MOLDINO (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
金
型 アイコンの説明 Meaning of icons
加
工 金型加工用工具
用 加工用途 工具材質 刃先交換式工具諸元
Applications Tool Materials Statistics for indexable tools
工
具 Cutting tools for molds & dies machining 高能率 高能率側面切削 Adaptive milling 超硬 Carbide ボデー単体 外径公差 Tolerance on dia.
側面切削 負荷制御ツールパスによる高能率側面切削に対応します。 工具材質に超硬合金を使用しています。 0
Adaptive milling Compatible with adaptive milling using load control tool paths -0.2 ボデー単体の外径の許容差を示します。
Carbide Carbide is used in the tool material. Shows the tool diameter tolerance for the body unit.
平面 平面切削 Planing インサート インサート精度 Tolerance class
平面切削に使用できます。 N インサートの精度を示します。
[刃先交換式工具] Shows tolerance class of insert
Indexable tools Planing Can be used for planing.
側面 側面切削 Side Cutting 切込み角度 Notch angle
[ソリッドエンドミル] Sol id end mi l ls 側面切削に使用できます。 切込み角度を示します。
Side Cutting Can be used for side cutting. Shows notch angle.
[穴 加 工 工 具] Dri l ls 溝切削 Slotting コーティング
溝切削に使用できます。 Coating
[面 取 り 工 具] Chamfer ing tools Slotting Can be used for slotting.
彫込み 彫込み加工 Die-sinking TH3 TH3コーティング TH3Coating
[ね じ 切 り 工 具] Thread mi l ls 彫込み加工に使用できます。 TH3コーティングを施してあります。
Die-sinking Can be used for die-sinking. TH3 coating has been applied.
曲面 曲面加工 Profiling ATHコーティング ATHCoating ドリル・ノンステップボーラー諸元
曲面加工に使用できます。 ATHコーティングを施してあります。 Statistics for Drill, Non Step Borer
Profiling Can be used for profiling. ATH coating has been applied.
図、表等のデータは試験結果の一例であり、保証値ではありません。
R
「 」は株式会社MOLDINOの登録商標です。 R加工 Radius THコーティング THCoating 外径公差 Tolerance on dia.
R加工に使用できます。 THコーティングを施してあります。 外径の許容差を示します。
The diagrams and table data are examples of test results, and are not guaranteed values. Radius Can be used for radius cutting. TH coating has been applied. Shows the tool diameter tolerance.
“ ” is a registered trademark of MOLDINO Tool Engineering, Ltd. ヘリカル ヘリカル加工 Helical PNコーティング PNCoating 先端角度 Tip angle
安 全 上 の ご 注 意 ヘリカル加工に使用できます。 PNコーティングを施してあります。 ドリルの先端角を示します。
Attentions on Safety Helical Can be used for helical cutting. PN coating has been applied. Shows the drill tip angle.
1. 取扱上のご注意 1. Cautions regarding handling 取り 取りのこし加工 Rest Material Machining ねじれ角度 Helix angle
(1)工具をケース(梱包)から取り出す際は、工具の飛び出し、落下にご注意ください。特に工具刃部との接 のこし
(1) When removing the tool from its case (packaging), be careful that the tool does not pop out or is
触には十分ご注意をお願いします。 dropped. Be particularly careful regarding contact with the tool flutes. 取りのこし加工に使用できます。 溝のねじれ角度を示します。
(2)鋭利な切れ刃を有する工具を取扱う際は、切れ刃を素手で直接触れないように注意してください。 (2) When handling tools with sharp cutting flutes, be careful not to touch the cutting flutes directly with Rest Material Machining Can be used for side-open cavity cutting. Low Helix Shows the helix angle of the flute.
2. 取付け時のご注意 your bare hands.
(1)ご使用前に、工具の傷・割れ等の外観確認を行っていただき、コレットチャック等への取付けは確実に 2. Cautions regarding mounting
行ってください。 玉ブチ
(1) Before use, check the outside appearance of the tool for scratches, cracks, etc. and that it is firmly 玉ブチ加工 Corner Recessing シャンク径公差 Tolerance on shank
(2)ご使用にあたって、インサートのセッティングは確実に行こなっていただき、アーバ等への取付けも確実に mounted in the collet chuck, etc. 玉ブチ加工に使用できます。 シャンク径の許容差を示します。
行ってください。 (2) When preparing for use, be sure that the inserts are firmly mounted in place and that they are firmly Corner Recessing Can be used for corner recessing. Shows shank diameter tolerance.
(3)ご使用中に、異常な振動等が発生した場合は、直ちに機械を停止させて、その振動の原因を取り除い mounted on the arbor, etc.
てください。 (3) If abnormal chattering, etc. occurs during use, stop the machine immediately and remove the cause
3. 使用上のご注意 of the chattering. 細部 細部加工 Miniature エンドミル諸元 エンドミル エンドミルシャンク End Mill Shank
(1)切削工具あるいは被削材の寸法・回転の方向は、あらかじめ確認しておいてください。 3. Cautions during use
(2)標準切削条件表の数値は、新しい作業の立上げの目安としてご利用ください。切込みが大きい場合、 細部加工に使用できます。 Statistics for End Mills シャンク エンドミルシャンク仕様です。
使用機械の剛性が小さい場合あるいは被加工物の性状に応じて切削条件を適正に調整してご使用 (1) Before use, confirm the dimensions and direction of rotation of the tool and milling work material.
Miniature Can be used for miniature cutting. Em Shank Follows end mill shank specifications.
ください。 (2) The numerical values in the standard cutting conditions table should be used as criteria when starting
(3)切削工具材料は硬質の材料です。ご使用中に破損して飛散する場合があります。また、切りくずが飛 new work. The cutting conditions should be adjusted as appropriate when the cutting depth is large,
散することがあります。これらの飛散物等は作業者を切傷させ、火傷あるいは目に入って負傷させる恐 the rigidity of the machine being used is low, or according to the conditions of the work material. 穴あけ ねじれ30° ねじれ30°
(3) Cutting tools are made of a hard material. During use, they may break and fly off. In addition, cutting 穴あけ加工 Drilling ねじれ角度 Helix Angle
れがありますので、工具をご使用中はその周囲に安全カバーを取付け、保護めがね等の保護具を着用
して安全な環境下での作業をお願いいたします。 chips may also fly off. Since there is a danger of injury to workers, fire, or eye damage from such 穴あけ加工に使用できます。 刃部のねじれ角度を示します。
(4)切削中に発生する火花や、破損による発熱や、切りくずによる引火・火災の危険があります。引火や flying pieces, a safety cover should be attached when work is performed and safety equipment such Drilling Can be used for drilling. Helix angle Helix angle Shows the helix angle of the flute section.
爆発の危険のあるところでは使用しないでください。不水溶性切削液をご使用される場合は防火対 as safety goggles should be worn to create a safe environment for work.
策を必ず行なってください。 (4) There is a risk of fire or inflammation due to sparks, heat due to breakage, and cutting chips. Do not
(5)工具を本来の目的以外にはご使用にならないでください。 use where there is a risk of fire or explosion. Please caution of fire while using oil base coolant, fire ねじ切り ねじ切り加工 Threading 外径公差 外径公差 Tolerance on dia.
prevention is necessary.
4. 再研削時のご注意 (5) Do not use the tool for any purpose other than that for which it is intended. ねじ切り加工に使用できます。 外径の許容差を示します。
(1)再研削時期が不適当であると工具が破損する恐れがあります。適正な工具と交換するか、再研削を 4. Cautions regarding regrinding Treading Can be used for Threading. Dia.tolerance Shows tool diameter tolerance.
行ってください。
(2)工具を再研削しますと粉塵が発生します。再研削時にはその周囲に安全カバーを取付け、保護め (1) If regrinding is not performed at the proper time, there is a risk of the tool breaking. Replace the tool
がね等の保護具を着用してください。 with one in good condition, or perform regrinding. 面取り 面取り加工 Chamfering RE公差 ボール半径公差 Tolerance on RE
(3)本製品には特定化学物質に指定された コバルト及びその無機化合物が含まれています。再研削等の (2) Grinding dust will be created when regrinding a tool. When regrinding, be sure to attach a safety
cover over the work area and wear safety clothes such as safety goggles, etc. ボール半径の許容差を示します。
加工を加える場合は特定化学物質障害予防規則(特化則)に従った取扱いをしてください。 面取り加工に使用できます。
(3) This product contains the specified chemical substance cobalt and its inorganic compounds. When Chamfering Can be used for Chamfering. RE tolerance Shows RE tolerance of flute tip.
5. 工具に関して、安全上の問題点・不明の点・その他相談がありましたら フ リ ーダ イ ヤ ル 技 術 相 談 へ performing regrinding or similar processing, be sure to handle the processing in accordance with
ご相談ください。 thelocal laws and regulations regarding prevention of hazards due to specified chemical substances. 仕上げ分類 RE公差 コーナ半径公差 Tolerance on RE
Types of finishing コーナ半径の許容差を示します。
RE tolerance Shows RE tolerance of flute tip.
ホームページ フリーダイヤル技術相談
https://www.moldino.com 荒加工 Roughing h5 シャンク径公差 Tolerance on shank
MOLDINO Tool Engineering, Ltd. 荒 荒加工に使用できます。 シャンク径の許容差を示します。
Roughing Can be used for roughing. Shows shank diameter tolerance.
本社 〒130-0026 東京都墨田区両国4-31-11(ヒューリック両国ビル8階) 工具選定データベース【 TOOLSEARCH】
03-6890-5101 FAX 03-6890-5134 中仕上げ加工 Semi-Finishing コーナR コーナR付き Corner Radius
International Sales Dept .: +81-3-6890-5103 FAX +81-3-6890-5128 中仕上 中仕上げ加工に使用できます。 コーナR付き工具です。
Semi-Finishing Can be used for semi-finishing. Corner Radius With corner radius.
営業企画部 ☎03-6890-5102 FAX03-6890-5134 海外営業部 ☎03-6890-5103 FAX03-6890-5128
東京営業所 ☎03-6890-5110 FAX03-6890-5133 静岡営業所 ☎054-273-0360 FAX054-273-0361 仕上げ加工 Finishing
東北営業所 ☎022-208-5100 FAX022-208-5102 名古屋営業所 ☎052-687-9150 FAX052-687-9144 仕上 不等分割 不等分割形状 Unequal pitch geometry
仕上げ加工に使用できます。 不等分割形状を採用しています。
新潟営業所 ☎0258-87-1224 FAX0258-87-1158 大阪営業所 ☎06-7668-0190 FAX06-7668-0194 Finishing Can be used for finishing. Unequal pitch Adopt Unequal pitch geometry.
東関東営業所 ☎0294-88-9430 FAX0294-88-9432 中四営業所 ☎082-536-2001 FAX082-536-2003
長野営業所 ☎0268-21-3700 FAX0268-21-3711 九州営業所 ☎092-289-7010 FAX092-289-7012 リブ・細部加工 Rib, Miniature
北関東営業所 ☎0276-59-6001 FAX0276-59-6005 リブ
細部 リブ溝加工、細部の加工に使用できます。
神奈川営業所 ☎046-400-9429 FAX046-400-9435 Rib,Miniature Can be used for rib cutting and miniature cutting.
ヨーロッパ/MOLDINO Tool Engineering Europe GmbH Itterpark 12, 40724 Hilden, Germany. TEL : +49-(0)2103-24820, FAX : +49-(0)2103-248230
アメリカ/MITSUBISHI MATERIALS U.S.A. CORPORATION 41700 Gardenbrook Road, Suite 120, Novi, MI 48375-1320 U.S.A. TEL : +1(248)308-2620, FAX :+1(248)308-2627
メキシコ/MMC METAL DE MEXICO, S.A. DE C.V. Av. La Cañada No.16, Parque Industrial Bernardo Quintana, El Marques, Querétaro, CP 76246, México TEL : +52-442-1926800
ブラジル/MMC METAL DO BRASIL LTDA. Rua Cincinato Braga, 340 13° andar.Bela Vista – CEP 01333-010 São Paulo – SP ., Brasil TEL : +55(11)3506-5600 FAX : +55(11)3506-5677
タ イ/MMC Hardmetal (Thailand) Co.,Ltd. MOLDINO Division 622 Emporium Tower, Floor 22/1-4, Sukhumvit Road, Klongton, Klongtoey, Bangkok 10110, Thailand TEL:+66-(0)2-661-8175 FAX:+66-(0)2-661-8176
イ ン ド/MMC Hardmetal India Pvt Ltd. H.O.: Prasad Enclave, #118/119, 1st Floor, 2nd Stage, 5th main, BBMP Ward #11, (New #38), Industrial Suburb, Yeshwanthpura, Bengaluru, 560 022, Karnataka, India. Tel : +91-80-2204-3600
掲載価格は2024年12月2日改定後の消費税抜きの単価を表示しております。予告なく、改良・改善のために仕様変更することがあります。 2024-12 MOLDINO Tool Engineering, Ltd.
Specifications for the products listed in this catalog are subject to change without notice due to ベジタブルインクで印刷しています。 2024-12(K)
replacement or modification. Printed using vegetable oil ink. Printed in JAPAN 2022-7:FP
Cutting tools for molds & dies machining MOLDINO Tool Engineering, Ltd.
Page2
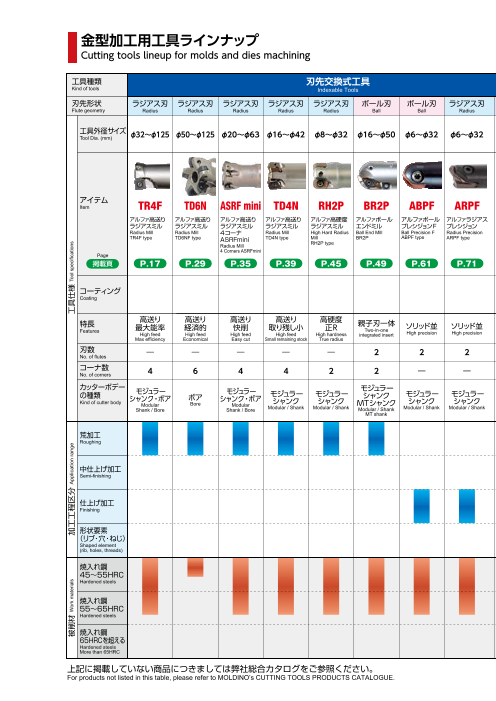
金型加工用工具ラインナップ
Cutting tools lineup for molds and dies machining
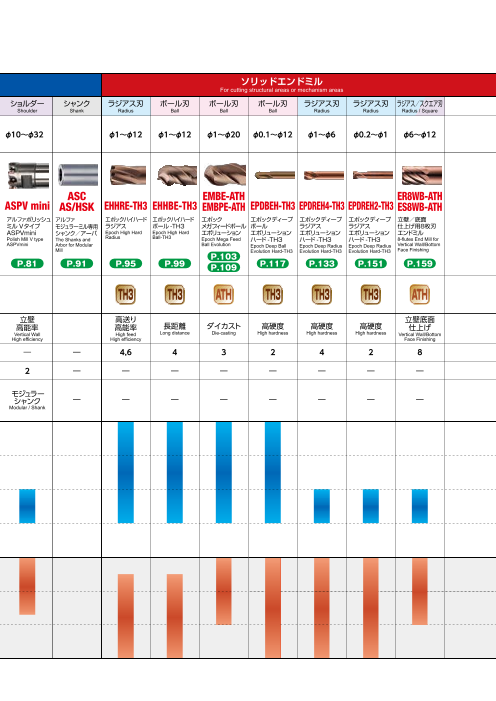
工具種類 刃先交換式工具 形状部加工ソ用リッドエンドミル 形状部加工用 穴加工・面取り・ねじ切り 工具種類
Kind of tools Indexable Tools For cutting sFhoar pceudtt ianrge asstructural areas or mechanism areas For cutting shaped areas Driling, Chamfering, Threading Kind of tools
刃先形状 ラジアス刃 ラジアス刃 ラジアス刃 ラジアス刃 ラジアス刃 ボール刃 ボール刃 ラジアス刃 ショルダー シャンク ラジアス刃 ボール刃 ボール刃 ボール刃 ラジアス刃 ラジアス刃 ラジアス/スクエア刃 テーパボール刃 テーパボール刃 穴あけ SR加工 穴あけ 面取り ねじ切り ねじ切り 刃先形状
Flute geometry Radius Radius Radius Radius Radius Ball Ball Radius Shoulder Shank Radius Ball Ball Ball Radius Radius Radius / Square Taper ball Taper ball Drill SR machining Drill Chamfering Threading Threading Flute geometry
呼び径 呼び径 工具外径サイズ
工具外径サイズ
Tool Dia. (mm) φ32~φ125 φ50~φ125 φ20~φ63 φ16~φ42 φ8~φ32 φ16~φ50 φ6~φ32 φ6~φ32 φ10~φ32 φ1~φ12 φ1~φ12 φ1~φ20 φ0.1~φ12 φ1~φ6 φ0.2~φ1 φ6~φ12 φ0.8~φ1 φ0.6~φ1.2 φ2~φ12 φ3~φ12 φ0.1~φ2.02 φ3~φ16 Thread dia. Thread dia. Tool Dia. (mm)
M2~M20 PT1/16~PT1
№1-64UNC~5/8-11UNC NPT1/16~NPT1 標準在庫品Stocked Items
アイテム ASC EMBE-ATH ER8WB-ATH
Item TR4F TD6N ASRF mini TD4N RH2P BR2P ABPF ARPF ASPV mini AS/HSK EHHRE-TH3 EHHBE-TH3 EMBPE-ATH EPDBEH-TH3 EPDREH4-TH3 EPDREH2-TH3 ES8WB-ATH ECRB-PN EB4HR-ATH NSBH-ATH WHSR-ATH EMSBH-ATH DN2HC-ATH ET-PN EDT-PT-ATH アイテムItem
EDT-TH EDT-NPT-ATH
アルファ高送り アルファ高送り アルファ高送り アルファ高送り アルファ高硬度 アルファボール アルファボール アルファラジアス アルファポリッシュ アルファ エポックハイハード エポックハイハード エポック エポックディープ エポックディープ エポックディープ 立壁/底面 エポック 高精度リブ溝 超硬OH SR 加工用超硬 エポック 高硬度鋼加工用
ラジアスミル ラジアスミル ラジアスミル ラジアスミル ラジアスミル エンドミル プレシジョンF プレシジョン ミルVタイプ モジュラーミル専用 ラジアス ボール -TH3 メガフィードボール ボール ラジアス ラジアス 仕上げ用8枚刃 コンビネーション 加工用テーパ ノンステップボーラー ドリル マイクロステップ 面取り工具 エポック(D) エポックD
Radius Mill Radius Mill 4コーナ Radius Mill High Hard Radius Ball End Mill Ball Precision F Radius Precision ASPVmini シャンク/アーバ Epoch High Hard Epoch High Hard エボリューション エボリューション エボリューション エボリューション エンドミル リブボール ボールエンドミル H Carbide Drill for ボーラーH Chamfering Tool スレッドミル スレッドミル
TR4F type TD6NF type TD4N type Mill BR2P ABPF type Polish Mill V type Radius Ball-TH3 Epoch (D) Thread
ASRFmini ARPF type The Shanks and Epoch Mega Feed ハード -TH3 ハード -TH3 ハード -TH3 8-flutes End Mill for Epoch Combination Taper Ball End Mill Carbide Oil Hole SR machiningH Epoch Micro Step for Hardened Steels PT・NPTねじ用
RH2P type Mill
ASPVmini Ball Evolution Epoch Deep Radius Rib Ball Borer H Epoch D Thread Mill
Radius Mill Arbor for Modular Epoch Deep Ball Epoch Deep Radius Vertical Wall/Bottom for High Accuracy Non Step Borer H
Mill Evolution Hard-TH3 Face Finishing for PT,NPT Threads
4 Corners ASRFmini Evolution Hard-TH3 Evolution Hard-TH3 Rib Slotting
Page P.103 Page
掲載頁 P.17 P.29 P.35 P.39 P.45 P.49 P.3661 P.4761 P.81 P.91 P.95 P.99 P.109 P.117 P.133 P.151 P.159 P.163 P.167 P.173 P.181 P.189 P.197 P.203 P.211 掲載頁
コーティング TH3 TH3 TH3 TH3 TH3 コーティング
Coating Coating
特長 高送り 高送り 高送り 高送り 高硬度 親子刃一体 立壁 高送り 立壁底面 スレッド スレッド
Features 最大能率 経済的 快削 取り残し小 正R Two-in-one ソリッド並 ソリッド並 高能率 高能率 長距離 ダイカスト 高硬度 高硬度 高硬度 仕上げ ノンステップ SRドリル 小径ドリル 面取り 4溝 4溝 特長
High feed High feed High feed High feed High hardness integrated insert High precision High precision Vertical Wall High feed Long distance Die-casting High hardness High hardness High hardness Features
Vertical Wall/Bottom Non step SR drill Miniature drill Chamfering Thread Thread
Max efficiency Economical Easy cut Small remaining stock True radius High efficiency High efficiency Face Finishing 4 flutes 4 flutes
刃数
No. of flutes - - - - - 2 2 2 - - 4,6 4 3 2 4 2 8 2,4 2,4 - - - - - - 刃数
No. of flutes
コーナ数
No. of corners 4 6 4 4 2 2 - - 2 - - - - - - - - - - - - - - - - コーナ数
No. of corners
カッターボデー
の種類 モジュラー モジュラー カッターボデー
ボア
Kind of cutter body シャンク・ボア シャンク・ボア モジュラー モジュラー モジュラー
シャンク モジュラー モジュラー モジュラー
Bore シャンク シャンク MTシャンク シャンク シャンク シャンク - - - - - - - - - - - - - - - - の種類
Modular Modular Kind of cutter body
Shank / Bore Shank / Bore Modular / Shank Modular / Shank Modular / Shank Modular / Shank Modular / Shank Modular / Shank
MT shank
荒加工 荒加工
Roughing Roughing
中仕上げ加工 中仕上げ加工
Semi-finishing Semi-finishing
仕上げ加工 仕上げ加工
Finishing Finishing
形状要素 形状要素
(リブ・穴・ねじ) (リブ・穴・ねじ)
Shaped element Shaped element
(rib, holes, threads) (rib, holes, threads)
焼入れ鋼 焼入れ鋼
45~55HRC 45~55HRC
Hardened steels Hardened steels
焼入れ鋼 焼入れ鋼
55~65HRC 55~65HRC
Hardened steels Hardened steels
焼入れ鋼 焼入れ鋼
65HRCを超える 65HRCを超える
Hardened steels Hardened steels
More than 65HRC More than 65HRC
上記に掲載していない商品につきましては弊社総合カタログをご参照ください。
For products not listed in this table, please refer to MOLDINO’s CUTTING TOOLS PRODUCTS CATALOGUE.
被削材 Work materials 加工工程区分 Application range 工具仕様 Tool specifications
被削材 Work materials 加工工程区分 Application range 工具仕様 Tool specifications
Page3
金型加工用工具ラインナップ
Cutting tools lineup for molds and dies machining
工具種類 刃先交換式工具 形状部加工ソ用リッドエンドミル 形状部加工用 穴加工・面取り・ねじ切り 工具種類
Kind of tools Indexable Tools For cutting sFhoar pceudtt ianrge asstructural areas or mechanism areas For cutting shaped areas Driling, Chamfering, Threading Kind of tools
刃先形状 ラジアス刃 ラジアス刃 ラジアス刃 ラジアス刃 ラジアス刃 ボール刃 ボール刃 ラジアス刃 ショルダー シャンク ラジアス刃 ボール刃 ボール刃 ボール刃 ラジアス刃 ラジアス刃 ラジアス/スクエア刃 テーパボール刃 テーパボール刃 穴あけ SR加工 穴あけ 面取り ねじ切り ねじ切り 刃先形状
Flute geometry Radius Radius Radius Radius Radius Ball Ball Radius Shoulder Shank Radius Ball Ball Ball Radius Radius Radius / Square Taper ball Taper ball Drill SR machining Drill Chamfering Threading Threading Flute geometry
呼び径 呼び径 工具外径サイズ
工具外径サイズ
Tool Dia. (mm) φ32~φ125 φ50~φ125 φ20~φ63 φ16~φ42 φ8~φ32 φ16~φ50 φ6~φ32 φ6~φ32 φ10~φ32 φ1~φ12 φ1~φ12 φ1~φ20 φ0.1~φ12 φ1~φ6 φ0.2~φ1 φ6~φ12 φ0.8~φ1 φ0.6~φ1.2 φ2~φ12 φ3~φ12 φ0.1~φ2.02 φ3~φ16 Thread dia. Thread dia. Tool Dia. (mm)
M2~M20 PT1/16~PT1
№1-64UNC~5/8-11UNC NPT1/16~NPT1 標準在庫品Stocked Items
アイテム ASC EMBE-ATH ER8WB-ATH
Item TR4F TD6N ASRF mini TD4N RH2P BR2P ABPF ARPF ASPV mini AS/HSK EHHRE-TH3 EHHBE-TH3 EMBPE-ATH EPDBEH-TH3 EPDREH4-TH3 EPDREH2-TH3 ES8WB-ATH ECRB-PN EB4HR-ATH NSBH-ATH WHSR-ATH EMSBH-ATH DN2HC-ATH ET-PN EDT-PT-ATH アイテムItem
EDT-TH EDT-NPT-ATH
アルファ高送り アルファ高送り アルファ高送り アルファ高送り アルファ高硬度 アルファボール アルファボール アルファラジアス アルファポリッシュ アルファ エポックハイハード エポックハイハード エポック エポックディープ エポックディープ エポックディープ 立壁/底面 エポック 高精度リブ溝 超硬OH SR 加工用超硬 エポック 高硬度鋼加工用
ラジアスミル ラジアスミル ラジアスミル ラジアスミル ラジアスミル エンドミル プレシジョンF プレシジョン ミルVタイプ モジュラーミル専用 ラジアス ボール -TH3 メガフィードボール ボール ラジアス ラジアス 仕上げ用8枚刃 コンビネーション 加工用テーパ ノンステップボーラー ドリル マイクロステップ 面取り工具 エポック(D) エポックD
Radius Mill Radius Mill 4コーナ Radius Mill High Hard Radius Ball End Mill Ball Precision F Radius Precision ASPVmini シャンク/アーバ Epoch High Hard Epoch High Hard エボリューション エボリューション エボリューション エボリューション エンドミル リブボール ボールエンドミル H Carbide Drill for ボーラーH Chamfering Tool スレッドミル スレッドミル
TR4F type TD6NF type TD4N type Mill BR2P ABPF type Polish Mill V type Radius Ball-TH3 Epoch (D) Thread
ASRFmini ARPF type The Shanks and Epoch Mega Feed ハード -TH3 ハード -TH3 ハード -TH3 8-flutes End Mill for Epoch Combination Taper Ball End Mill Carbide Oil Hole SR machiningH Epoch Micro Step for Hardened Steels PT・NPTねじ用
RH2P type Mill
ASPVmini Ball Evolution Epoch Deep Radius Rib Ball Borer H Epoch D Thread Mill
Radius Mill Arbor for Modular Epoch Deep Ball Epoch Deep Radius Vertical Wall/Bottom for High Accuracy Non Step Borer H
Mill Evolution Hard-TH3 Face Finishing for PT,NPT Threads
4 Corners ASRFmini Evolution Hard-TH3 Evolution Hard-TH3 Rib Slotting
Page P.103 Page
掲載頁 P.17 P.29 P.35 P.39 P.45 P.49 P.3661 P.4761 P.81 P.91 P.95 P.99 P.109 P.117 P.133 P.151 P.159 P.163 P.167 P.173 P.181 P.189 P.197 P.203 P.211 掲載頁
コーティング TH3 TH3 TH3 TH3 TH3 コーティング
Coating Coating
特長 高送り 高送り 高送り 高送り 高硬度 親子刃一体 立壁 高送り 立壁底面 スレッド スレッド
Features 最大能率 経済的 快削 取り残し小 正R Two-in-one ソリッド並 ソリッド並 高能率 高能率 長距離 ダイカスト 高硬度 高硬度 高硬度 仕上げ ノンステップ SRドリル 小径ドリル 面取り 4溝 4溝 特長
High feed High feed High feed High feed High hardness integrated insert High precision High precision Vertical Wall High feed Long distance Die-casting High hardness High hardness High hardness Features
Vertical Wall/Bottom Non step SR drill Miniature drill Chamfering Thread Thread
Max efficiency Economical Easy cut Small remaining stock True radius High efficiency High efficiency Face Finishing 4 flutes 4 flutes
刃数
No. of flutes - - - - - 2 2 2 - - 4,6 4 3 2 4 2 8 2,4 2,4 - - - - - - 刃数
No. of flutes
コーナ数
No. of corners 4 6 4 4 2 2 - - 2 - - - - - - - - - - - - - - - - コーナ数
No. of corners
カッターボデー
の種類 モジュラー モジュラー カッターボデー
ボア
Kind of cutter body シャンク・ボア シャンク・ボア モジュラー モジュラー モジュラー
シャンク モジュラー モジュラー モジュラー
Bore シャンク シャンク MTシャンク シャンク シャンク シャンク - - - - - - - - - - - - - - - - の種類
Modular Modular Kind of cutter body
Shank / Bore Shank / Bore Modular / Shank Modular / Shank Modular / Shank Modular / Shank Modular / Shank Modular / Shank
MT shank
荒加工 荒加工
Roughing Roughing
中仕上げ加工 中仕上げ加工
Semi-finishing Semi-finishing
仕上げ加工 仕上げ加工
Finishing Finishing
形状要素 形状要素
(リブ・穴・ねじ) (リブ・穴・ねじ)
Shaped element Shaped element
(rib, holes, threads) (rib, holes, threads)
焼入れ鋼 焼入れ鋼
45~55HRC 45~55HRC
Hardened steels Hardened steels
焼入れ鋼 焼入れ鋼
55~65HRC 55~65HRC
Hardened steels Hardened steels
焼入れ鋼 焼入れ鋼
65HRCを超える 65HRCを超える
Hardened steels Hardened steels
More than 65HRC More than 65HRC
上記に掲載していない商品につきましては弊社総合カタログをご参照ください。
For products not listed in this table, please refer to MOLDINO’s CUTTING TOOLS PRODUCTS CATALOGUE.
被削材 Work materials 加工工程区分 Application range 工具仕様 Tool specifications
被削材 Work materials 加工工程区分 Application range 工具仕様 Tool specifications
Page4
金型加工用工具ラインナップ
Cutting tools lineup for molds and dies machining
工具種類 刃先交換式工具 形状部加工ソ用リッドエンドミル 形状部加工用 穴加工・面取り・ねじ切り 工具種類
Kind of tools Indexable Tools For cutting sFhoar pceudtt ianrge asstructural areas or mechanism areas For cutting shaped areas Driling, Chamfering, Threading Kind of tools
刃先形状 ラジアス刃 ラジアス刃 ラジアス刃 ラジアス刃 ラジアス刃 ボール刃 ボール刃 ラジアス刃 ショルダー シャンク ラジアス刃 ボール刃 ボール刃 ボール刃 ラジアス刃 ラジアス刃 ラジアス/スクエア刃 テーパボール刃 テーパボール刃 穴あけ SR加工 穴あけ 面取り ねじ切り ねじ切り 刃先形状
Flute geometry Radius Radius Radius Radius Radius Ball Ball Radius Shoulder Shank Radius Ball Ball Ball Radius Radius Radius / Square Taper ball Taper ball Drill SR machining Drill Chamfering Threading Threading Flute geometry
呼び径 呼び径 工具外径サイズ
工具外径サイズ
Tool Dia. (mm) φ32~φ125 φ50~φ125 φ20~φ63 φ16~φ42 φ8~φ32 φ16~φ50 φ6~φ32 φ6~φ32 φ10~φ32 φ1~φ12 φ1~φ12 φ1~φ20 φ0.1~φ12 φ1~φ6 φ0.2~φ1 φ6~φ12 φ0.8~φ1 φ0.6~φ1.2 φ2~φ12 φ3~φ12 φ0.1~φ2.02 φ3~φ16 Thread dia. Thread dia. Tool Dia. (mm)
M2~M20 PT1/16~PT1
№1-64UNC~5/8-11UNC NPT1/16~NPT1 標準在庫品Stocked Items
アイテム ASC EMBE-ATH ER8WB-ATH
Item TR4F TD6N ASRF mini TD4N RH2P BR2P ABPF ARPF ASPV mini AS/HSK EHHRE-TH3 EHHBE-TH3 EMBPE-ATH EPDBEH-TH3 EPDREH4-TH3 EPDREH2-TH3 ES8WB-ATH ECRB-PN EB4HR-ATH NSBH-ATH WHSR-ATH EMSBH-ATH DN2HC-ATH ET-PN EDT-PT-ATH アイテムItem
EDT-TH EDT-NPT-ATH
アルファ高送り アルファ高送り アルファ高送り アルファ高送り アルファ高硬度 アルファボール アルファボール アルファラジアス アルファポリッシュ アルファ エポックハイハード エポックハイハード エポック エポックディープ エポックディープ エポックディープ 立壁/底面 エポック 高精度リブ溝 超硬OH SR 加工用超硬 エポック 高硬度鋼加工用
ラジアスミル ラジアスミル ラジアスミル ラジアスミル ラジアスミル エンドミル プレシジョンF プレシジョン ミルVタイプ モジュラーミル専用 ラジアス ボール -TH3 メガフィードボール ボール ラジアス ラジアス 仕上げ用8枚刃 コンビネーション 加工用テーパ ノンステップボーラー ドリル マイクロステップ 面取り工具 エポック(D) エポックD
Radius Mill Radius Mill 4コーナ Radius Mill High Hard Radius Ball End Mill Ball Precision F Radius Precision ASPVmini シャンク/アーバ Epoch High Hard Epoch High Hard エボリューション エボリューション エボリューション エボリューション エンドミル リブボール ボールエンドミル H Carbide Drill for ボーラーH Chamfering Tool スレッドミル スレッドミル
TR4F type TD6NF type TD4N type Mill BR2P ABPF type Polish Mill V type Radius Ball-TH3 Epoch (D) Thread
ASRFmini ARPF type The Shanks and Epoch Mega Feed ハード -TH3 ハード -TH3 ハード -TH3 8-flutes End Mill for Epoch Combination Taper Ball End Mill Carbide Oil Hole SR machiningH Epoch Micro Step for Hardened Steels PT・NPTねじ用
RH2P type Mill
ASPVmini Ball Evolution Epoch Deep Radius Rib Ball Borer H Epoch D Thread Mill
Radius Mill Arbor for Modular Epoch Deep Ball Epoch Deep Radius Vertical Wall/Bottom for High Accuracy Non Step Borer H
Mill Evolution Hard-TH3 Face Finishing for PT,NPT Threads
4 Corners ASRFmini Evolution Hard-TH3 Evolution Hard-TH3 Rib Slotting
Page P.103 Page
掲載頁 P.17 P.29 P.35 P.39 P.45 P.49 P.3661 P.4761 P.81 P.91 P.95 P.99 P.109 P.117 P.133 P.151 P.159 P.163 P.167 P.173 P.181 P.189 P.197 P.203 P.211 掲載頁
コーティング TH3 TH3 TH3 TH3 TH3 コーティング
Coating Coating
特長 高送り 高送り 高送り 高送り 高硬度 親子刃一体 立壁 高送り 立壁底面 スレッド スレッド
Features 最大能率 経済的 快削 取り残し小 正R Two-in-one ソリッド並 ソリッド並 高能率 高能率 長距離 ダイカスト 高硬度 高硬度 高硬度 仕上げ ノンステップ SRドリル 小径ドリル 面取り 4溝 4溝 特長
High feed High feed High feed High feed High hardness integrated insert High precision High precision Vertical Wall High feed Long distance Die-casting High hardness High hardness High hardness Features
Vertical Wall/Bottom Non step SR drill Miniature drill Chamfering Thread Thread
Max efficiency Economical Easy cut Small remaining stock True radius High efficiency High efficiency Face Finishing 4 flutes 4 flutes
刃数
No. of flutes - - - - - 2 2 2 - - 4,6 4 3 2 4 2 8 2,4 2,4 - - - - - - 刃数
No. of flutes
コーナ数
No. of corners 4 6 4 4 2 2 - - 2 - - - - - - - - - - - - - - - - コーナ数
No. of corners
カッターボデー
の種類 モジュラー モジュラー カッターボデー
ボア
Kind of cutter body シャンク・ボア シャンク・ボア モジュラー モジュラー モジュラー
シャンク モジュラー モジュラー モジュラー
Bore シャンク シャンク MTシャンク シャンク シャンク シャンク - - - - - - - - - - - - - - - - の種類
Modular Modular Kind of cutter body
Shank / Bore Shank / Bore Modular / Shank Modular / Shank Modular / Shank Modular / Shank Modular / Shank Modular / Shank
MT shank
荒加工 荒加工
Roughing Roughing
中仕上げ加工 中仕上げ加工
Semi-finishing Semi-finishing
仕上げ加工 仕上げ加工
Finishing Finishing
形状要素 形状要素
(リブ・穴・ねじ) (リブ・穴・ねじ)
Shaped element Shaped element
(rib, holes, threads) (rib, holes, threads)
焼入れ鋼 焼入れ鋼
45~55HRC 45~55HRC
Hardened steels Hardened steels
焼入れ鋼 焼入れ鋼
55~65HRC 55~65HRC
Hardened steels Hardened steels
焼入れ鋼 焼入れ鋼
65HRCを超える 65HRCを超える
Hardened steels Hardened steels
More than 65HRC More than 65HRC
上記に掲載していない商品につきましては弊社総合カタログをご参照ください。
For products not listed in this table, please refer to MOLDINO’s CUTTING TOOLS PRODUCTS CATALOGUE.
被削材 Work materials 加工工程区分 Application range 工具仕様 Tool specifications
被削材 Work materials 加工工程区分 Application range 工具仕様 Tool specifications
Page5
金
型 アイコンの説明 Meaning of icons
加
工 金型加工用工具
用 加工用途 工具材質 刃先交換式工具諸元
Applications Tool Materials Statistics for indexable tools
工
具 Cutting tools for molds & dies machining 高能率 高能率側面切削 Adaptive milling 超硬 Carbide ボデー単体 外径公差 Tolerance on dia.
側面切削 負荷制御ツールパスによる高能率側面切削に対応します。 工具材質に超硬合金を使用しています。 0
Adaptive milling Compatible with adaptive milling using load control tool paths -0.2 ボデー単体の外径の許容差を示します。
Carbide Carbide is used in the tool material. Shows the tool diameter tolerance for the body unit.
平面 平面切削 Planing インサート インサート精度 Tolerance class
平面切削に使用できます。 N インサートの精度を示します。
[刃先交換式工具] Shows tolerance class of insert
Indexable tools Planing Can be used for planing.
側面 側面切削 Side Cutting 切込み角度 Notch angle
[ソリッドエンドミル] Sol id end mi l ls 側面切削に使用できます。 切込み角度を示します。
Side Cutting Can be used for side cutting. Shows notch angle.
[穴 加 工 工 具] Dri l ls 溝切削 Slotting コーティング
溝切削に使用できます。 Coating
[面 取 り 工 具] Chamfer ing tools Slotting Can be used for slotting.
彫込み 彫込み加工 Die-sinking TH3 TH3コーティング TH3Coating
[ね じ 切 り 工 具] Thread mi l ls 彫込み加工に使用できます。 TH3コーティングを施してあります。
Die-sinking Can be used for die-sinking. TH3 coating has been applied.
曲面 曲面加工 Profiling ATHコーティング ATHCoating ドリル・ノンステップボーラー諸元
曲面加工に使用できます。 ATHコーティングを施してあります。 Statistics for Drill, Non Step Borer
Profiling Can be used for profiling. ATH coating has been applied.
図、表等のデータは試験結果の一例であり、保証値ではありません。
R
「 」は株式会社MOLDINOの登録商標です。 R加工 Radius THコーティング THCoating 外径公差 Tolerance on dia.
R加工に使用できます。 THコーティングを施してあります。 外径の許容差を示します。
The diagrams and table data are examples of test results, and are not guaranteed values. Radius Can be used for radius cutting. TH coating has been applied. Shows the tool diameter tolerance.
“ ” is a registered trademark of MOLDINO Tool Engineering, Ltd. ヘリカル ヘリカル加工 Helical PNコーティング PNCoating 先端角度 Tip angle
安 全 上 の ご 注 意 ヘリカル加工に使用できます。 PNコーティングを施してあります。 ドリルの先端角を示します。
Attentions on Safety Helical Can be used for helical cutting. PN coating has been applied. Shows the drill tip angle.
1. 取扱上のご注意 1. Cautions regarding handling 取り 取りのこし加工 Rest Material Machining ねじれ角度 Helix angle
(1)工具をケース(梱包)から取り出す際は、工具の飛び出し、落下にご注意ください。特に工具刃部との接 のこし
(1) When removing the tool from its case (packaging), be careful that the tool does not pop out or is
触には十分ご注意をお願いします。 dropped. Be particularly careful regarding contact with the tool flutes. 取りのこし加工に使用できます。 溝のねじれ角度を示します。
(2)鋭利な切れ刃を有する工具を取扱う際は、切れ刃を素手で直接触れないように注意してください。 (2) When handling tools with sharp cutting flutes, be careful not to touch the cutting flutes directly with Rest Material Machining Can be used for side-open cavity cutting. Low Helix Shows the helix angle of the flute.
2. 取付け時のご注意 your bare hands.
(1)ご使用前に、工具の傷・割れ等の外観確認を行っていただき、コレットチャック等への取付けは確実に 2. Cautions regarding mounting
行ってください。 玉ブチ
(1) Before use, check the outside appearance of the tool for scratches, cracks, etc. and that it is firmly 玉ブチ加工 Corner Recessing シャンク径公差 Tolerance on shank
(2)ご使用にあたって、インサートのセッティングは確実に行こなっていただき、アーバ等への取付けも確実に mounted in the collet chuck, etc. 玉ブチ加工に使用できます。 シャンク径の許容差を示します。
行ってください。 (2) When preparing for use, be sure that the inserts are firmly mounted in place and that they are firmly Corner Recessing Can be used for corner recessing. Shows shank diameter tolerance.
(3)ご使用中に、異常な振動等が発生した場合は、直ちに機械を停止させて、その振動の原因を取り除い mounted on the arbor, etc.
てください。 (3) If abnormal chattering, etc. occurs during use, stop the machine immediately and remove the cause
3. 使用上のご注意 of the chattering. 細部 細部加工 Miniature エンドミル諸元 エンドミル エンドミルシャンク End Mill Shank
(1)切削工具あるいは被削材の寸法・回転の方向は、あらかじめ確認しておいてください。 3. Cautions during use
(2)標準切削条件表の数値は、新しい作業の立上げの目安としてご利用ください。切込みが大きい場合、 細部加工に使用できます。 Statistics for End Mills シャンク エンドミルシャンク仕様です。
使用機械の剛性が小さい場合あるいは被加工物の性状に応じて切削条件を適正に調整してご使用 (1) Before use, confirm the dimensions and direction of rotation of the tool and milling work material.
Miniature Can be used for miniature cutting. Em Shank Follows end mill shank specifications.
ください。 (2) The numerical values in the standard cutting conditions table should be used as criteria when starting
(3)切削工具材料は硬質の材料です。ご使用中に破損して飛散する場合があります。また、切りくずが飛 new work. The cutting conditions should be adjusted as appropriate when the cutting depth is large,
散することがあります。これらの飛散物等は作業者を切傷させ、火傷あるいは目に入って負傷させる恐 the rigidity of the machine being used is low, or according to the conditions of the work material. 穴あけ ねじれ30° ねじれ30°
(3) Cutting tools are made of a hard material. During use, they may break and fly off. In addition, cutting 穴あけ加工 Drilling ねじれ角度 Helix Angle
れがありますので、工具をご使用中はその周囲に安全カバーを取付け、保護めがね等の保護具を着用
して安全な環境下での作業をお願いいたします。 chips may also fly off. Since there is a danger of injury to workers, fire, or eye damage from such 穴あけ加工に使用できます。 刃部のねじれ角度を示します。
(4)切削中に発生する火花や、破損による発熱や、切りくずによる引火・火災の危険があります。引火や flying pieces, a safety cover should be attached when work is performed and safety equipment such Drilling Can be used for drilling. Helix angle Helix angle Shows the helix angle of the flute section.
爆発の危険のあるところでは使用しないでください。不水溶性切削液をご使用される場合は防火対 as safety goggles should be worn to create a safe environment for work.
策を必ず行なってください。 (4) There is a risk of fire or inflammation due to sparks, heat due to breakage, and cutting chips. Do not
(5)工具を本来の目的以外にはご使用にならないでください。 use where there is a risk of fire or explosion. Please caution of fire while using oil base coolant, fire ねじ切り ねじ切り加工 Threading 外径公差 外径公差 Tolerance on dia.
prevention is necessary.
4. 再研削時のご注意 (5) Do not use the tool for any purpose other than that for which it is intended. ねじ切り加工に使用できます。 外径の許容差を示します。
(1)再研削時期が不適当であると工具が破損する恐れがあります。適正な工具と交換するか、再研削を 4. Cautions regarding regrinding Treading Can be used for Threading. Dia.tolerance Shows tool diameter tolerance.
行ってください。
(2)工具を再研削しますと粉塵が発生します。再研削時にはその周囲に安全カバーを取付け、保護め (1) If regrinding is not performed at the proper time, there is a risk of the tool breaking. Replace the tool
がね等の保護具を着用してください。 with one in good condition, or perform regrinding. 面取り 面取り加工 Chamfering RE公差 ボール半径公差 Tolerance on RE
(3)本製品には特定化学物質に指定された コバルト及びその無機化合物が含まれています。再研削等の (2) Grinding dust will be created when regrinding a tool. When regrinding, be sure to attach a safety
cover over the work area and wear safety clothes such as safety goggles, etc. ボール半径の許容差を示します。
加工を加える場合は特定化学物質障害予防規則(特化則)に従った取扱いをしてください。 面取り加工に使用できます。
(3) This product contains the specified chemical substance cobalt and its inorganic compounds. When Chamfering Can be used for Chamfering. RE tolerance Shows RE tolerance of flute tip.
5. 工具に関して、安全上の問題点・不明の点・その他相談がありましたら フ リ ーダ イ ヤ ル 技 術 相 談 へ performing regrinding or similar processing, be sure to handle the processing in accordance with
ご相談ください。 thelocal laws and regulations regarding prevention of hazards due to specified chemical substances. 仕上げ分類 RE公差 コーナ半径公差 Tolerance on RE
Types of finishing コーナ半径の許容差を示します。
RE tolerance Shows RE tolerance of flute tip.
ホームページ フリーダイヤル技術相談
https://www.moldino.com 荒加工 Roughing h5 シャンク径公差 Tolerance on shank
MOLDINO Tool Engineering, Ltd. 荒 荒加工に使用できます。 シャンク径の許容差を示します。
Roughing Can be used for roughing. Shows shank diameter tolerance.
本社 〒130-0026 東京都墨田区両国4-31-11(ヒューリック両国ビル8階) 工具選定データベース【 TOOLSEARCH】
03-6890-5101 FAX 03-6890-5134 中仕上げ加工 Semi-Finishing コーナR コーナR付き Corner Radius
International Sales Dept .: +81-3-6890-5103 FAX +81-3-6890-5128 中仕上 中仕上げ加工に使用できます。 コーナR付き工具です。
Semi-Finishing Can be used for semi-finishing. Corner Radius With corner radius.
営業企画部 ☎03-6890-5102 FAX03-6890-5134 海外営業部 ☎03-6890-5103 FAX03-6890-5128
東京営業所 ☎03-6890-5110 FAX03-6890-5133 静岡営業所 ☎054-273-0360 FAX054-273-0361 仕上げ加工 Finishing
東北営業所 ☎022-208-5100 FAX022-208-5102 名古屋営業所 ☎052-687-9150 FAX052-687-9144 仕上 不等分割 不等分割形状 Unequal pitch geometry
仕上げ加工に使用できます。 不等分割形状を採用しています。
新潟営業所 ☎0258-87-1224 FAX0258-87-1158 大阪営業所 ☎06-7668-0190 FAX06-7668-0194 Finishing Can be used for finishing. Unequal pitch Adopt Unequal pitch geometry.
東関東営業所 ☎0294-88-9430 FAX0294-88-9432 中四営業所 ☎082-536-2001 FAX082-536-2003
長野営業所 ☎0268-21-3700 FAX0268-21-3711 九州営業所 ☎092-289-7010 FAX092-289-7012 リブ・細部加工 Rib, Miniature
北関東営業所 ☎0276-59-6001 FAX0276-59-6005 リブ
細部 リブ溝加工、細部の加工に使用できます。
神奈川営業所 ☎046-400-9429 FAX046-400-9435 Rib,Miniature Can be used for rib cutting and miniature cutting.
ヨーロッパ/MOLDINO Tool Engineering Europe GmbH Itterpark 12, 40724 Hilden, Germany. TEL : +49-(0)2103-24820, FAX : +49-(0)2103-248230
アメリカ/MITSUBISHI MATERIALS U.S.A. CORPORATION 41700 Gardenbrook Road, Suite 120, Novi, MI 48375-1320 U.S.A. TEL : +1(248)308-2620, FAX :+1(248)308-2627
メキシコ/MMC METAL DE MEXICO, S.A. DE C.V. Av. La Cañada No.16, Parque Industrial Bernardo Quintana, El Marques, Querétaro, CP 76246, México TEL : +52-442-1926800
ブラジル/MMC METAL DO BRASIL LTDA. Rua Cincinato Braga, 340 13° andar.Bela Vista – CEP 01333-010 São Paulo – SP ., Brasil TEL : +55(11)3506-5600 FAX : +55(11)3506-5677
タ イ/MMC Hardmetal (Thailand) Co.,Ltd. MOLDINO Division 622 Emporium Tower, Floor 22/1-4, Sukhumvit Road, Klongton, Klongtoey, Bangkok 10110, Thailand TEL:+66-(0)2-661-8175 FAX:+66-(0)2-661-8176
イ ン ド/MMC Hardmetal India Pvt Ltd. H.O.: Prasad Enclave, #118/119, 1st Floor, 2nd Stage, 5th main, BBMP Ward #11, (New #38), Industrial Suburb, Yeshwanthpura, Bengaluru, 560 022, Karnataka, India. Tel : +91-80-2204-3600
掲載価格は2024年12月2日改定後の消費税抜きの単価を表示しております。予告なく、改良・改善のために仕様変更することがあります。 2024-12 MOLDINO Tool Engineering, Ltd.
Specifications for the products listed in this catalog are subject to change without notice due to ベジタブルインクで印刷しています。 2024-12(K)
replacement or modification. Printed using vegetable oil ink. Printed in JAPAN 2022-7:FP
Cutting tools for molds & dies machining MOLDINO Tool Engineering, Ltd.
Page7
金型加工用工具
Cutting tools for molds & dies machining
MOLDINO一押し工具 MOLDINO's Recommended Tools
プラスチック金型用 for Plastic molds 2
プレス金型用 for Stamping dies 3
鍛造金型用 for Forging dies 4
ダイカスト金型用 for Die-casting molds 5
工具形状別(刃先交換式工具) by tool shape (Indexable tools) 6
工具形状別(ソリッドエンドミル)by tool shape (Solid end mills) 8
加工形状別 by machining shape 12
コーティング 14
Coating
刃先交換式工具 17
Indexable Tools
ソリッドエンドミル 95
Solid End Mills
穴加工・面取り・ねじ切り工具 173
Drilling, Chamfering, Threading tools
2022-6
Page8
MOLDINO 一押し工具 プラスチック金型用
MMOLDIONO'Ls RDecomINmenOded 推Tools奨 (for 工Plast具ic m(oldプs) ラ向け) MOLDINO推奨工具(プレス向け)
MOLDINO’s Recommended Tools ( for Plast ic molds) MOLDINO’s Recommended Tools ( for Stamping d ies)
型 種 荒加工 仕上げ加工 型 種 荒加工 仕上げ加工
Mold type Roughing Finishing Die type Roughing Finishing
構造部 TR4F P.17 AHU ASPV mini P.81 ER(S)8WB P.159 構造部 TR4F P.17 AHU ASPV
Structure 荒加工(等高線) 荒加工~中仕上 ミニシリーズ 壁面仕上げ Structure 荒加工(等高線) 荒加工~中仕上 中仕上~仕上加工
超高送りラジアス工具 90°タイプ Mini series Wall finishing (FC、FCD) 超高送りラジアス工具 90°タイプ 多刃による高能率加工
Roughing (Contouring) Roughing ~ Semi finishing Roughing (Contouring) Roughing ~ Semi finishing Semi finishing ~ Finishing
Ultra high feed radius tool 90° type Ultra high feed radius tool 90° type High efficiency cutting with multi-flute
φ63~φ50 φ63~φ20 φ32~φ10 φ12~φ10 φ63~φ50 φ63~φ20 φ63~φ25
AVアーバ AV Arbor ARPF P.71 AME ASV ARPF P.71
荒、仕上げ 中仕上~仕上加工 荒加工 荒加工~仕上げ 中仕上~仕上加工
防振アーバ 高精度加工 Roughing 多機能工具 高精度加工
Roughing, Finishing Semi finishing ~ Finishing Roughing ~ Finishing Semi finishing ~ Finishing
Damped Arbor High accuracy cutting Multi function tool High accuracy cutting
φ63~φ40 φ30~φ10 φ50~φ32 φ63~φ50 φ30~φ25
バンパー TR4F P.17 TD4N P.39 ABPF SC P.61 アウターパネル TR4F P.17 ABPF ST P.61 HGOB
Bumper 荒加工(等高線) 荒加工(等高線) 中仕上~仕上加工 Outer panel 荒加工(等高線) 中仕上~仕上加工 隅部
(S50C、SCM) 超高送りラジアス工具 削り残し低減設計 高精度加工 (FC/FCD) 超高送りラジアス工具 高精度加工 2枚刃タフ刃形
Roughing (Contouring) Roughing (Contouring) Semi finishing ~ Finishing Roughing (Contouring) Semi finishing ~ Finishing Corner recessing
Ultra high feed radius tool Design to reduce remaining stock High accuracy cutting Ultra high feed radius tool High accuracy cutting 2 flutes tough cutting edge
φ80~φ50 φ32~φ16 φ30~φ20 φ63~φ50 φ30~φ10 φ12~φ4
BR2P P.49 ETM EPDBE-PN BR2P P.49 ABP4F EMBE-ATH P.103
中仕上(走査線) 中仕上( 隅取) 中仕上~仕上加工 荒~中仕上(走査線) 中仕上→仕上げ 隅部
ねじれ切れ刃でビビリ抑制 オーバル形状でビビリ抑制 (隅取) ねじれ切れ刃でビビリ抑制 能率追及型 3枚刃能率向上
Semi finishing (Scan line) Semi finishing (Corner recessing) Semi finishing ~ Finishing Semi finishing (Scan line) Semi finishing to finishing Corner recessing
Helical cutting edge suppresses vibration Oval shape suppresses vibration (Corner recessing) Helical cutting edge suppresses vibration Efficiency pursuit type Improves efficiency with 3 flutes
φ30~φ20 φ16~φ6 φ10~φ1 φ50~φ20 φ30~φ20 φ12~φ4
ドアトリム TR4F P.17 TD4N P.39 ABPF SC P.61 EPDBE-PN センターピラー TR4F P.17 ASRF mini P.35 ABPF SH P.61 EPBTS
Door trim 荒加工(等高線) 荒加工(等高線) 中仕上~仕上加工 中仕上~仕上加工 Center pillar 荒加工(等高線) 荒加工(等高線) 中仕上~仕上加工 隅部
M (HPM7) 超高送りラジアス工具 削り残し低減設計 高精度加工 (隅取) (SKD11) 超高送りラジアス工具 低抵抗 高硬度材対応 高精度加工 2枚刃タフ刃形
O Roughing (Contouring) Roughing (Contouring) Semi finishing ~ Finishing Semi finishing ~ Finishing Roughing (Contouring) Roughing (Contouring) Semi finishing ~ Finishing Corner recessing
L Ultra high feed radius tool Design to reduce remaining stock High accuracy cutting (Corner recessing) Ultra high feed radius tool Low cutting force, usable for hard milling High accuracy cutting 2 flutes tough cutting edge
D φ63~φ50 φ32~φ16 φ30~φ20 φ10~φ1 φ63~φ50 φ32~φ20 φ30~φ10 φ12~φ4
I
N P.49
O BR2P ETM ECRB P.163 BR2P P.49 EMBE-ATH P.103
一 中仕上(走査線) 中仕上( 隅取) 補強リブ 中仕上(走査線) 隅部
押 ねじれ切れ刃でビビリ抑制 オーバル形状でビビリ抑制 放電から直彫りへ Semi finishing (Scan line) 3枚刃能率向上
Semi finishing (Scan line) Semi finishing (Corner recessing) Stiffening rib Corner recessing
し Helical cutting edge suppresses vibration Oval shape suppresses vibration Replaces EDM to milling Improves efficiency with 3 flutes
工 φ30~φ20 φ16~φ6 φ1~φ0.8 φ30~φ20 φ12~φ4
具
ランプ Lamp TD4N P.39 ABPF SC P.61 ダイカットロール
レンズ Lens 荒加工(等高線) 中仕上~仕上加工 Die cut roll
(HPM7、P20) 削り残し低減設計 高精度加工 (HSS)
Roughing (Contouring) Semi finishing ~ Finishing
Design to reduce remaining stock High accuracy cutting EHHRE-TH3 P.95 EHHBE-TH3 P.99 EPDBEH-TH3 P.117 EPDREH-TH3 P.133
エクステンション Extension φ32~φ16 φ20~φ16 荒加工(等高線) 荒加工(等高線) 中仕上~仕上加工(等高線) 中仕上~仕上加工(等高線)
(NAK80、CENA-V、P-21) 高硬度直彫り 高硬度直彫り 高硬度直彫り 高硬度直彫り
ETM EMBPE P.109 EPDBEH-TH3 P.117 Roghing (Contouring) Roghing (Contouring) Semi finishing ~ Finishing (Contouring) Semi finishing ~ Finishing (Contouring)
リフレクター Reflector Hard milling Hard milling Hard milling Hard milling
(STAVAX、HPM38) φ4~φ2 φ4~φ2 R0.5~R0.1 φ1~φ0.2
コ 中仕上( 隅取) 中仕上~仕上加工 中仕上~仕上加工
ー オーバル形状でビビリ抑制 Semi finishing ~ Finishing Semi finishing ~ Finishing
Semi finishing (Corner recessing)
テ ハウジング Housing
Oval shape suppresses vibration
ィ (SC、SCM、P20)
ン φ10~φ6 φ10~φ1 φ2~φ0.6
グ コネクター リードフレーム
Connector Lead frame
刃 (PD613) (HSS)
先 EHHBE-TH3 P.99 EPDREH-TH3 P.133 EPDBEH-TH3 P.117 EPDREH-TH3 P.133 EHHRE-TH3 P.95 EPDBEH-TH3 P.117 EPDREH-TH3 P.133
交
換 荒加工(等高線) 荒~中仕上加工(等高線) 中仕上~仕上加工(等高線) 中仕上~仕上加工(等高線) 荒加工(等高線) 中仕上~仕上加工(等高線) 中仕上~仕上加工(等高線)
式 4枚刃高硬度直彫り 高硬度直彫り 高硬度直彫り 高硬度直彫り 高硬度直彫り 高硬度直彫り 高硬度直彫り
工 Roughing (Contouring) Roughing ~ Semi finishing (Contouring) Semi finishing ~ Finishing (Contouring) Semi finishing ~ Finishing (Contouring) Roghing (Contouring) Semi finishing ~ Finishing (Contouring) Semi finishing ~ Finishing (Contouring)
4 flutes hard milling Hard milling Hard milling Hard milling Hard milling Hard milling Hard milling
具
イメージ R1~R0.5 φ1~φ0.4 R1~R0.05 φ0.6~φ0.2 φ3~φ1 R0.5~R0.1 φ1~φ0.2
ソ
リ
ッ
ド
エ
ン レンズホルダー EHHRE-TH3 P.95 EPDBEH-TH3 P.117 EPDREH-TH3 P.133
ド Lens holder 荒加工(等高線) 中仕上~仕上加工(等高線) 中仕上~仕上加工(等高線)
ミ
ル (STAVAX) 高硬度直彫り 高硬度直彫り 高硬度直彫り
Roghing (Contouring) Semi finishing ~ Finishing (Contouring) Semi finishing ~ Finishing (Contouring)
Hard milling Hard milling Hard milling
穴
加 φ3~φ1 R0.5~R0.1 φ1~φ0.2
工
・
面
取 冷却穴関係 WHNSB NSBH P.173 EDT-PT P.211
り
・ Cooling hole related 冷却穴(穴あけ) 冷却穴(穴あけ) PTネジ加工(スレッド)
ね
じ (SKD61) 深穴への穴あけ 高硬度穴あけ 高硬度直彫り(高品位ネジ)
切 Cooling hole (Drilling) Cooling hole (Drilling) For PT threads - threading hardened
Deep hole drilling for hardness steels (high quality surface)
り
40D~50D φ12~φ3 PT1~PT1/16 本カタログに掲載していない商品につきましては弊社総合カタログをご参照ください。
For products not listed in this catalogue, please refer to MOLDINO’s CUTTING TOOLS PRODUCTS CATALOGUE.
2
Page9
MOLDINO推奨工具(プラ向け) MOLDINO 一押し工具 プレス金型用
MOMLDINOO's LRecDommINendeOd To推ols (奨for S工tamp具ing( diesプ) レス向け)
MOLDINO’s Recommended Tools ( for Plast ic molds) MOLDINO’s Recommended Tools ( for Stamping d ies)
型 種 荒加工 仕上げ加工 型 種 荒加工 仕上げ加工
Mold type Roughing Finishing Die type Roughing Finishing
構造部 TR4F P.17 AHU ASPV mini P.81 ER(S)8WB P.159 構造部 TR4F P.17 AHU ASPV
Structure 荒加工(等高線) 荒加工~中仕上 ミニシリーズ 壁面仕上げ Structure 荒加工(等高線) 荒加工~中仕上 中仕上~仕上加工
超高送りラジアス工具 90°タイプ Mini series Wall finishing (FC、FCD) 超高送りラジアス工具 90°タイプ 多刃による高能率加工
Roughing (Contouring) Roughing ~ Semi finishing Roughing (Contouring) Roughing ~ Semi finishing Semi finishing ~ Finishing
Ultra high feed radius tool 90° type Ultra high feed radius tool 90° type High efficiency cutting with multi-flute
φ63~φ50 φ63~φ20 φ32~φ10 φ12~φ10 φ63~φ50 φ63~φ20 φ63~φ25
AVアーバ AV Arbor ARPF P.71 AME ASV ARPF P.71
荒、仕上げ 中仕上~仕上加工 荒加工 荒加工~仕上げ 中仕上~仕上加工
防振アーバ 高精度加工 Roughing 多機能工具 高精度加工
Roughing, Finishing Semi finishing ~ Finishing Roughing ~ Finishing Semi finishing ~ Finishing
Damped Arbor High accuracy cutting Multi function tool High accuracy cutting
φ63~φ40 φ30~φ10 φ50~φ32 φ63~φ50 φ30~φ25
バンパー TR4F P.17 TD4N P.39 ABPF SC P.61 アウターパネル TR4F P.17 ABPF ST P.61 HGOB
Bumper 荒加工(等高線) 荒加工(等高線) 中仕上~仕上加工 Outer panel 荒加工(等高線) 中仕上~仕上加工 隅部
(S50C、SCM) 超高送りラジアス工具 削り残し低減設計 高精度加工 (FC/FCD) 超高送りラジアス工具 高精度加工 2枚刃タフ刃形
Roughing (Contouring) Roughing (Contouring) Semi finishing ~ Finishing Roughing (Contouring) Semi finishing ~ Finishing Corner recessing
Ultra high feed radius tool Design to reduce remaining stock High accuracy cutting Ultra high feed radius tool High accuracy cutting 2 flutes tough cutting edge
φ80~φ50 φ32~φ16 φ30~φ20 φ63~φ50 φ30~φ10 φ12~φ4
BR2P P.49 ETM EPDBE-PN BR2P P.49 ABP4F EMBE-ATH P.103
中仕上(走査線) 中仕上( 隅取) 中仕上~仕上加工 荒~中仕上(走査線) 中仕上→仕上げ 隅部
ねじれ切れ刃でビビリ抑制 オーバル形状でビビリ抑制 (隅取) ねじれ切れ刃でビビリ抑制 能率追及型 3枚刃能率向上
Semi finishing (Scan line) Semi finishing (Corner recessing) Semi finishing ~ Finishing Semi finishing (Scan line) Semi finishing to finishing Corner recessing
Helical cutting edge suppresses vibration Oval shape suppresses vibration (Corner recessing) Helical cutting edge suppresses vibration Efficiency pursuit type Improves efficiency with 3 flutes
φ30~φ20 φ16~φ6 φ10~φ1 φ50~φ20 φ30~φ20 φ12~φ4
ドアトリム TR4F P.17 TD4N P.39 ABPF SC P.61 EPDBE-PN センターピラー TR4F P.17 ASRF mini P.35 ABPF SH P.61 EPBTS
Door trim 荒加工(等高線) 荒加工(等高線) 中仕上~仕上加工 中仕上~仕上加工 Center pillar 荒加工(等高線) 荒加工(等高線) 中仕上~仕上加工 隅部
(HPM7) 超高送りラジアス工具 削り残し低減設計 高精度加工 (隅取) (SKD11) 超高送りラジアス工具 低抵抗 高硬度材対応 高精度加工 2枚刃タフ刃形
Roughing (Contouring) Roughing (Contouring) Semi finishing ~ Finishing Semi finishing ~ Finishing Roughing (Contouring) Roughing (Contouring) Semi finishing ~ Finishing Corner recessing
Ultra high feed radius tool Design to reduce remaining stock High accuracy cutting (Corner recessing) Ultra high feed radius tool Low cutting force, usable for hard milling High accuracy cutting 2 flutes tough cutting edge
φ63~φ50 φ32~φ16 φ30~φ20 φ10~φ1 φ63~φ50 φ32~φ20 φ30~φ10 φ12~φ4
BR2P P.49 ETM ECRB P.163 BR2P P.49 EMBE-ATH P.103
中仕上(走査線) 中仕上( 隅取) 補強リブ 中仕上(走査線) 隅部
ねじれ切れ刃でビビリ抑制 オーバル形状でビビリ抑制 放電から直彫りへ Semi finishing (Scan line) 3枚刃能率向上
Semi finishing (Scan line) Semi finishing (Corner recessing) Stiffening rib Corner recessing
Helical cutting edge suppresses vibration Oval shape suppresses vibration Replaces EDM to milling Improves efficiency with 3 flutes
φ30~φ20 φ16~φ6 φ1~φ0.8 φ30~φ20 φ12~φ4
ランプ Lamp TD4N P.39 ABPF SC P.61 ダイカットロール
レンズ Lens 荒加工(等高線) 中仕上~仕上加工 Die cut roll
(HPM7、P20) 削り残し低減設計 高精度加工 (HSS)
Roughing (Contouring) Semi finishing ~ Finishing
Design to reduce remaining stock High accuracy cutting EHHRE-TH3 P.95 EHHBE-TH3 P.99 EPDBEH-TH3 P.117 EPDREH-TH3 P.133
エクステンション Extension φ32~φ16 φ20~φ16 荒加工(等高線) 荒加工(等高線) 中仕上~仕上加工(等高線) 中仕上~仕上加工(等高線)
(NAK80、CENA-V、P-21) 高硬度直彫り 高硬度直彫り 高硬度直彫り 高硬度直彫り
ETM EMBPE P.109 EPDBEH-TH3 P.117 Roghing (Contouring) Roghing (Contouring) Semi finishing ~ Finishing (Contouring) Semi finishing ~ Finishing (Contouring)
リフレクター Reflector Hard milling Hard milling Hard milling Hard milling
(STAVAX、HPM38) 中仕上( 隅取) 中仕上~仕上加工 中仕上~仕上加工 φ4~φ2 φ4~φ2 R0.5~R0.1 φ1~φ0.2
オーバル形状でビビリ抑制 Semi finishing ~ Finishing Semi finishing ~ Finishing
ハウジング Housing Semi finishing (Corner recessing)
Oval shape suppresses vibration
(SC、SCM、P20) φ10~φ6 φ10~φ1 φ2~φ0.6
コネクター リードフレーム
Connector Lead frame
(PD613) (HSS)
EHHBE-TH3 P.99 EPDREH-TH3 P.133 EPDBEH-TH3 P.117 EPDREH-TH3 P.133 EHHRE-TH3 P.95 EPDBEH-TH3 P.117 EPDREH-TH3 P.133
荒加工(等高線) 荒~中仕上加工(等高線) 中仕上~仕上加工(等高線) 中仕上~仕上加工(等高線) 荒加工(等高線) 中仕上~仕上加工(等高線) 中仕上~仕上加工(等高線)
4枚刃高硬度直彫り 高硬度直彫り 高硬度直彫り 高硬度直彫り 高硬度直彫り 高硬度直彫り 高硬度直彫り
Roughing (Contouring) Roughing ~ Semi finishing (Contouring) Semi finishing ~ Finishing (Contouring) Semi finishing ~ Finishing (Contouring) Roghing (Contouring) Semi finishing ~ Finishing (Contouring) Semi finishing ~ Finishing (Contouring)
4 flutes hard milling Hard milling Hard milling Hard milling Hard milling Hard milling Hard milling
イメージ R1~R0.5 φ1~φ0.4 R1~R0.05 φ0.6~φ0.2 φ3~φ1 R0.5~R0.1 φ1~φ0.2
レンズホルダー EHHRE-TH3 P.95 EPDBEH-TH3 P.117 EPDREH-TH3 P.133
Lens holder 荒加工(等高線) 中仕上~仕上加工(等高線) 中仕上~仕上加工(等高線)
(STAVAX) 高硬度直彫り 高硬度直彫り 高硬度直彫り
Roghing (Contouring) Semi finishing ~ Finishing (Contouring) Semi finishing ~ Finishing (Contouring)
Hard milling Hard milling Hard milling
φ3~φ1 R0.5~R0.1 φ1~φ0.2
冷却穴関係 WHNSB NSBH P.173 EDT-PT P.211
Cooling hole related 冷却穴(穴あけ) 冷却穴(穴あけ) PTネジ加工(スレッド)
(SKD61) 深穴への穴あけ 高硬度穴あけ 高硬度直彫り(高品位ネジ)
Cooling hole (Drilling) Cooling hole (Drilling) For PT threads - threading hardened
Deep hole drilling for hardness steels (high quality surface)
40D~50D φ12~φ3 PT1~PT1/16 本カタログに掲載していない商品につきましては弊社総合カタログをご参照ください。
For products not listed in this catalogue, please refer to MOLDINO’s CUTTING TOOLS PRODUCTS CATALOGUE.
3
MOLDINO's Recommended Tools Coating Indexable Tools Solid End Mills Drilling, Chamfering, Threading
Page10
MOLDINO 一押し工具 鍛造金型用
MMOLDOINOL's RDecoImNmenOded推 Tools奨 (for工 Forg具ing( dies鍛) 造) MOLDINO推奨工具(ダイキャスト向け)
MOLDINO’s Recommended Tools (Forging d ies) MOLDINO’s Recommended Tools ( for Die-cast ing molds)
型 種 荒加工 仕上げ加工 型 種 荒加工 仕上げ加工
Die type Roughing Finishing Mold type Roughing Finishing
クランクシャフト TR4F P.17 RH2P P.45 ABPF SH P.61 EMBE-ATH P.103 ウォータージャケット ASPV mini P.81
Crankshaft 荒加工(等高線) 中荒加工(等高線) 中仕上~仕上加工 仕上加工(等高線) Water jacket 中仕上~仕上加工
(SKD61) 高能率高送り 高硬度直彫り 高精度加工 3枚刃能率向上 (SKD61) 高能率仕上加工
Roughing (Contouring) Medium roughing (Contouring) Semi finishing ~ Finishing Finishing (Contouring)
High efficiency high feed Hard milling High accuracy cutting Improves efficiency with 3 flutes TD4N P.39 ASR多刃 Semi finishing ~ Finishing
High efficiency finishing
φ63~φ32 φ32~φ12 φ20~φ16 R6~R2 荒加工(等高線) 荒加工(等高線) φ20~φ16
高能率 削り残し低減 削り残し低減設計
ASR多刃 EHHRE-TH3 P.95 EHHBE-TH3 P.99 Roughing (Contouring) Roughing (Contouring)
High efficiency, reduces remaining stock Design to reduce cutting remain GF2T
荒加工(等高線) 中荒加工(等高線) 中仕上加工(等高線) φ32~φ20 φ32~φ16 中仕上~仕上加工
削り残し低減設計 高硬度直彫り 4枚刃高硬度直彫り 異形工具による高能率加工
Roughing (Contouring) Medium roghing (Contouring) Semi finishing (Contouring) Semi finishing ~ Finishing
Design to reduce remaining stock Hard milling Hard milling with 4 flutes High efficiency with special shape tools
φ32~φ16 φ12~φ8 R6~R4 φ35~φ20
コンロッド TR4F P.17 ETM EMBE-ATH P.103 EPDBEH-TH3 P.117 シリンダーヘッド TR4F P.17 ASRF mini P.35 EPDBPE-ATH
Connecting rod 荒加工(等高線) 中荒加工(等高線) 中仕上~仕上加工(等高線) 仕上加工(等高線) Cylinder head 荒加工(等高線) 荒加工(等高線) 中仕上~仕上加工(等高線)
(SKD61) 高能率高送り 高硬度直彫り 3枚刃能率向上 高硬度直彫り 高能率高送り 高能率高送り 高精度直彫り
Roughing (Contouring) Miedium roughing (Contouring) Semi finishing ~ Finishing (Contouring) Finishing (Contouring) (SKD61) Roughing (Contouring) Roughing (Contouring) Semi finishing ~ Finishing (Contouring)
High efficiency high feed Hard milling Improves efficiency with 3 flutes Hard milling High efficiency, high feed High efficiency high feed High accuracy hard milling
φ63~φ32 φ12~φ8 φ10~φ6 R3~R0.5 φ63~φ32 φ32~φ20 R3~R0.5
TD4N P.39 ABPF SH P.61 EPP-TH ASR多刃 EPSM-PN ETM(P) DN2HC P.197
荒加工(等高線) 中仕上~仕上加工 底面仕上加工(等高線) 荒加工(等高線) 荒加工(高能率側面) 中荒加工(等高線) ガス抜きV溝加工(5軸加工)
高能率高送り 高精度加工 高硬度直彫り 削り残し低減設計 加工熱反り防止 4枚刃高能率直彫り 放電から直彫りへの置き換え
Roughing (Contouring) Semi finishing ~ Finishing Bottom face finishing (Contouring) Roughing (Contouring) Roughing (Adaptive milling) Middle roughing (Contouring) V slotting for mold bumping (5-axis)
High efficiency high feed High accuracy cutting Hard milling Design to reduce remaining stock Prevents warping due to cutting heat High efficiency hard milling with 4 flutes Replaces EDM to milling
φ32~φ20 φ20~φ16 φ12~φ6 φ32~φ16 φ12~φ10 φ10~φ4 φ10~φ4
ベベルギア バルブボディー TR4F P.17 TD4N P.39 ABPF P.61 EMBPE-ATH P.109
Bevel gear Valve body 荒加工(等高線) 荒加工(等高線) 中仕上~仕上加工 中仕上加工(等高線)
M (YXR33) (SKD61) 高能率高送り 高能率 削り残し低減 高精度加工 3枚刃高能率加工
O P.99 Roughing (Contouring) Roughing (Contouring) Semi finishing ~ Finishing
L TD4N P.39 EHHRE-TH3 P.95 EHHBE-TH3 EPDBEH-TH3 P.117 Semi finishing (Contouring)
High efficiency high feed High efficiency, reduces remaining stock High accuracy cutting High efficiency with 3 flutes
D 荒加工(等高線) 中荒加工(等高線) 中仕上加工(等高線) 仕上加工(等高線) φ63~φ32 φ32~φ16 φ20~φ16 R1.5~R0.75
I 高能率 削り残し低減 高硬度直彫り 4枚刃高硬度直彫り 高硬度直彫り
N Roughing (Contouring) Medium roghing (Contouring) Semi finishing (Contouring) Finishing (Contouring)
High efficiency, reduces remaining stock Hard milling Hard milling with 4 flutes Hard milling
O ETM ETRP EPDRF-TH
一 φ32~φ16 φ12~φ8 R6~R0.5 R5~R0.5 荒加工(等高線) 中荒加工(等高線) 底面・隅加工(等高線)
押 高能率直彫り 高能率直彫り 4枚刃高能率加工
Roghing (Contouring) Middle roughing (Contouring) For bottom face, corner (Contouring)
し High efficiency milling High efficiency milling High efficiency with 4 flutes
工 φ10~φ4 φ4~φ1.5 φ3~φ1.5
具
インバーターケース TD4N P.39 ARPF P.71
Inverter case 荒加工(等高線) 仕上加工(等高線)
(SKD61) 高能率高送り 高精度加工
Roughing (Contouring) Finishing (Contouring)
High efficiency high feed High accuracy cutting
φ32~φ20 φ32~φ12
ASR多刃 ETM
コ 荒加工(等高線) 荒加工(等高線)
ー 削り残し低減設計 高能率直彫り
Roughing (Contouring) Roghing (Contouring)
テ Design to reduce remaining stock High efficiency milling
ィ
ン φ32~φ20 φ10~φ4
グ ヒートシンク
Heat sink
刃 (SKD61)
先 ETRP EMBPE-ATH P.109 EB4HR P.167
交
換 中荒加工(等高線) 中仕上加工(等高線) 仕上加工(等高線)
式 高能率直彫り 3枚刃高能率加工 高品位仕上面(段差無し)
工 Medium roughing (Contouring) Semi finishing (Contouring) Finishing (Contouring)
High efficiency milling High efficiency with 3 flutes High quality finishing surface (less steps)
具 φ4~φ1.5 R1.5~R0.75 R0.6~R0.3
ソ
リ
ッ
ド
エ
ン 冷却穴関係 WHNSB NSBH P.173 EDT-PT P.211
ド Cooling hole related 冷却穴(穴あけ) 冷却穴(穴あけ) PTネジ加工(スレッド)
ミ
ル (SKD61) 深穴への穴あけ 高硬度穴あけ 高硬度直彫り(高品位ネジ)
Cooling hole (Drilling) Cooling hole drilling For PT threads - threading hardened
Deep hole drilling Hardened steels drilling steels (high quality surface)
穴
加 40D~50D φ12~φ3 PT1~PT1/16
工
・
面 WHSR P.181
取
り
・ 冷却SR穴(穴あけ)
ね
じ 割れ防止SR直彫り加工
切 Cooling SR hole (Drilling)
り 本カタログに掲載していない商品につきましては弊社総合カタログをご参照ください。 SR machining to suppress cracking
For products not listed in this catalogue, please refer to MOLDINO’s CUTTING TOOLS PRODUCTS CATALOGUE. φ12~φ3
4
Page11
MOLDINO推奨工具(鍛造) MOLDINO 一押し工具 ダイカスト金型用
MOMLDINOO's LReDcomImNendOed T推ools (奨for D工ie-ca具stin(g mダolds)イキャスト向け)
MOLDINO’s Recommended Tools (Forging d ies) MOLDINO’s Recommended Tools ( for Die-cast ing molds)
型 種 荒加工 仕上げ加工 型 種 荒加工 仕上げ加工
Die type Roughing Finishing Mold type Roughing Finishing
クランクシャフト TR4F P.17 RH2P P.45 ABPF SH P.61 EMBE-ATH P.103 ウォータージャケット ASPV mini P.81
Crankshaft 荒加工(等高線) 中荒加工(等高線) 中仕上~仕上加工 仕上加工(等高線) Water jacket 中仕上~仕上加工
(SKD61) 高能率高送り 高硬度直彫り 高精度加工 3枚刃能率向上 (SKD61) 高能率仕上加工
Roughing (Contouring) Medium roughing (Contouring) Semi finishing ~ Finishing Finishing (Contouring)
High efficiency high feed Hard milling High accuracy cutting Improves efficiency with 3 flutes TD4N P.39 ASR多刃 Semi finishing ~ Finishing
High efficiency finishing
φ63~φ32 φ32~φ12 φ20~φ16 R6~R2 荒加工(等高線) 荒加工(等高線) φ20~φ16
高能率 削り残し低減 削り残し低減設計
ASR多刃 EHHRE-TH3 P.95 EHHBE-TH3 P.99 Roughing (Contouring) Roughing (Contouring)
High efficiency, reduces remaining stock Design to reduce cutting remain GF2T
荒加工(等高線) 中荒加工(等高線) 中仕上加工(等高線) φ32~φ20 φ32~φ16 中仕上~仕上加工
削り残し低減設計 高硬度直彫り 4枚刃高硬度直彫り 異形工具による高能率加工
Roughing (Contouring) Medium roghing (Contouring) Semi finishing (Contouring) Semi finishing ~ Finishing
Design to reduce remaining stock Hard milling Hard milling with 4 flutes High efficiency with special shape tools
φ32~φ16 φ12~φ8 R6~R4 φ35~φ20
コンロッド TR4F P.17 ETM EMBE-ATH P.103 EPDBEH-TH3 P.117 シリンダーヘッド TR4F P.17 ASRF mini P.35 EPDBPE-ATH
Connecting rod 荒加工(等高線) 中荒加工(等高線) 中仕上~仕上加工(等高線) 仕上加工(等高線) Cylinder head 荒加工(等高線) 荒加工(等高線) 中仕上~仕上加工(等高線)
(SKD61) 高能率高送り 高硬度直彫り 3枚刃能率向上 高硬度直彫り 高能率高送り 高能率高送り 高精度直彫り
Roughing (Contouring) Miedium roughing (Contouring) Semi finishing ~ Finishing (Contouring) Finishing (Contouring) (SKD61) Roughing (Contouring) Roughing (Contouring) Semi finishing ~ Finishing (Contouring)
High efficiency high feed Hard milling Improves efficiency with 3 flutes Hard milling High efficiency, high feed High efficiency high feed High accuracy hard milling
φ63~φ32 φ12~φ8 φ10~φ6 R3~R0.5 φ63~φ32 φ32~φ20 R3~R0.5
TD4N P.39 ABPF SH P.61 EPP-TH ASR多刃 EPSM-PN ETM(P) DN2HC P.197
荒加工(等高線) 中仕上~仕上加工 底面仕上加工(等高線) 荒加工(等高線) 荒加工(高能率側面) 中荒加工(等高線) ガス抜きV溝加工(5軸加工)
高能率高送り 高精度加工 高硬度直彫り 削り残し低減設計 加工熱反り防止 4枚刃高能率直彫り 放電から直彫りへの置き換え
Roughing (Contouring) Semi finishing ~ Finishing Bottom face finishing (Contouring) Roughing (Contouring) Roughing (Adaptive milling) Middle roughing (Contouring) V slotting for mold bumping (5-axis)
High efficiency high feed High accuracy cutting Hard milling Design to reduce remaining stock Prevents warping due to cutting heat High efficiency hard milling with 4 flutes Replaces EDM to milling
φ32~φ20 φ20~φ16 φ12~φ6 φ32~φ16 φ12~φ10 φ10~φ4 φ10~φ4
ベベルギア バルブボディー TR4F P.17 TD4N P.39 ABPF P.61 EMBPE-ATH P.109
Bevel gear Valve body 荒加工(等高線) 荒加工(等高線) 中仕上~仕上加工 中仕上加工(等高線)
(YXR33) (SKD61) 高能率高送り 高能率 削り残し低減 高精度加工 3枚刃高能率加工
TD4N P.39 EHHRE-TH3 P.95 EHHBE-TH3 P.99 EPDBEH-TH3 P.117 Roughing (Contouring) Roughing (Contouring) Semi finishing ~ Finishing Semi finishing (Contouring)
High efficiency high feed High efficiency, reduces remaining stock High accuracy cutting High efficiency with 3 flutes
荒加工(等高線) 中荒加工(等高線) 中仕上加工(等高線) 仕上加工(等高線) φ63~φ32 φ32~φ16 φ20~φ16 R1.5~R0.75
高能率 削り残し低減 高硬度直彫り 4枚刃高硬度直彫り 高硬度直彫り
Roughing (Contouring) Medium roghing (Contouring) Semi finishing (Contouring) Finishing (Contouring)
High efficiency, reduces remaining stock Hard milling Hard milling with 4 flutes Hard milling ETM ETRP EPDRF-TH
φ32~φ16 φ12~φ8 R6~R0.5 R5~R0.5 荒加工(等高線) 中荒加工(等高線) 底面・隅加工(等高線)
高能率直彫り 高能率直彫り 4枚刃高能率加工
Roghing (Contouring) Middle roughing (Contouring) For bottom face, corner (Contouring)
High efficiency milling High efficiency milling High efficiency with 4 flutes
φ10~φ4 φ4~φ1.5 φ3~φ1.5
インバーターケース TD4N P.39 ARPF P.71
Inverter case 荒加工(等高線) 仕上加工(等高線)
(SKD61) 高能率高送り 高精度加工
Roughing (Contouring) Finishing (Contouring)
High efficiency high feed High accuracy cutting
φ32~φ20 φ32~φ12
ASR多刃 ETM
荒加工(等高線) 荒加工(等高線)
削り残し低減設計 高能率直彫り
Roughing (Contouring) Roghing (Contouring)
Design to reduce remaining stock High efficiency milling
φ32~φ20 φ10~φ4
ヒートシンク
Heat sink
(SKD61)
ETRP EMBPE-ATH P.109 EB4HR P.167
中荒加工(等高線) 中仕上加工(等高線) 仕上加工(等高線)
高能率直彫り 3枚刃高能率加工 高品位仕上面(段差無し)
Medium roughing (Contouring) Semi finishing (Contouring) Finishing (Contouring)
High efficiency milling High efficiency with 3 flutes High quality finishing surface (less steps)
φ4~φ1.5 R1.5~R0.75 R0.6~R0.3
冷却穴関係 WHNSB NSBH P.173 EDT-PT P.211
Cooling hole related 冷却穴(穴あけ) 冷却穴(穴あけ) PTネジ加工(スレッド)
(SKD61) 深穴への穴あけ 高硬度穴あけ 高硬度直彫り(高品位ネジ)
Cooling hole (Drilling) Cooling hole drilling For PT threads - threading hardened
Deep hole drilling Hardened steels drilling steels (high quality surface)
40D~50D φ12~φ3 PT1~PT1/16
WHSR P.181
冷却SR穴(穴あけ)
割れ防止SR直彫り加工
Cooling SR hole (Drilling)
本カタログに掲載していない商品につきましては弊社総合カタログをご参照ください。 SR machining to suppress cracking
For products not listed in this catalogue, please refer to MOLDINO’s CUTTING TOOLS PRODUCTS CATALOGUE. φ12~φ3
5
MOLDINO's Recommended Tools Coating Indexable Tools Solid End Mills Drilling, Chamfering, Threading
Page12
MOLDINO 一押し工具 工具形状別(刃先交換式工具)
MMOLDIONO'Ls RDecomINmenOded 推Tools奨 by t工ool sh具ape (Indexable tool)
MOLDINO’s Recommended Tools
工具形状 荒加工 荒加工 仕上げ加工
Tool shape Roughing Roughing Finishing
TD6N
6コーナ 強断続
6 corners Interrupted cutting
P.29
TR4F TD4N ASRFmini
4コーナ 最高能率 削り残り低減 ミニシリーズ
4 corners Maximum efficiency Reduces remaining stock Mini series
高送りラジアス P.17 P.39 P.35
High feed radius
ASRT
3コーナ 3コーナ
4 corners 3 corners
ASR ASR多刃 ASM RH2P
M
O
L 2コーナ 元祖高送り 多刃 ミニシリーズ 高硬度用
D 2 corners High feed pioneer Multi flutes Mini series for Hardened steel
I
N
O P.45
一
押
し SS4P
工
具 4コーナ 多コーナ
4 corners Multi corners
ショルダー
Shoulder
AHJ AHU ASM ASPV ASPVmini
2コーナ
コ 多機能 肩削り ミニシリーズ 底面立ち壁 ミニシリーズ
2 corners
ー Multi functions Shoulder cutting Mini series Bottom Face/Vertical Wall Mini series
テ
ィ P.81
ン
グ
ABP4F
刃
先 4枚刃 高能率
交 4 flutes
換 High efficiency
式
工
具 ボール
Ball
ソ BR2P ABPF
リ
ッ
ド 2枚刃 低抵抗 高精度
エ 2 flutes
ン Low cutting force High accuracy
ド
ミ P.49 P.61
ル
穴
加
工 ARPF
・
面
取
り ラジアス 2枚刃
・ 高精度
ね Radius 2 flutes High accuracy
じ
切
り P.71
6 本カタログに掲載していない商品につきましては弊社総合カタログをご参照ください。 For products not listed in this catalogue, please refer to MOLDINO’s CUTTING TOOLS PRODUCTS CATALOGUE.
Page13
MOLDINO推奨工具
MOLDINO’s Recommended Tools
工具形状 荒加工 荒加工 仕上げ加工
Tool shape Roughing Roughing Finishing
TD6N
6コーナ 強断続
6 corners Interrupted cutting
P.29
TR4F TD4N ASRFmini
4コーナ 最高能率 削り残り低減 ミニシリーズ
4 corners Maximum efficiency Reduces remaining stock Mini series
高送りラジアス P.17 P.39 P.35
High feed radius
ASRT
3コーナ 3コーナ
4 corners 3 corners
ASR ASR多刃 ASM RH2P
2コーナ 元祖高送り 多刃 ミニシリーズ 高硬度用
2 corners High feed pioneer Multi flutes Mini series for Hardened steel
P.45
SS4P
4コーナ 多コーナ
4 corners Multi corners
ショルダー
Shoulder
AHJ AHU ASM ASPV ASPVmini
2コーナ 多機能 肩削り ミニシリーズ 底面立ち壁 ミニシリーズ
2 corners Multi functions Shoulder cutting Mini series Bottom Face/Vertical Wall Mini series
P.81
ABP4F
4枚刃 高能率
4 flutes High efficiency
ボール
Ball BR2P ABPF
2枚刃 低抵抗 高精度
2 flutes Low cutting force High accuracy
P.49 P.61
ARPF
ラジアス 2枚刃 高精度
Radius 2 flutes High accuracy
P.71
本カタログに掲載していない商品につきましては弊社総合カタログをご参照ください。 For products not listed in this catalogue, please refer to MOLDINO’s CUTTING TOOLS PRODUCTS CATALOGUE. 7
MOLDINO's Recommended Tools Coating Indexable Tools Solid End Mills Drilling, Chamfering, Threading
Page14
M
MMOOOL
OLLDLDDIIN
DI
NOO''s
IN
s
NO
RReO一eccoom一押mm 押しし工工具具 工工具具形形状状別別((ソソリリッッドドエエンンドドミミルル)
meennddeedd TToooollss bbyy ttooooll sshhaappee ((SSoolliidd eenndd mmiillll))
)
M
高硬度鋼/一般鋼 for Hardened steels / General steels
高硬度鋼 一般鋼
工具形状 Hardened steels General steels
Tool shape
レギュラー ディープ ペンシルネック リブ レギュラー ディープ ペンシルネック リブ
Regular Deep Pencil neck Rib Regular Deep Pencil neck Rib
EPBTS CBN-EHB EPDBPE-ATH HGOB-PN EPDBE-PN EPDBPE-ATH
より高硬度 cBNエンドミル 深い加工 高強度 加工面良好 深い加工
Super hard milling cBN end mill Deep milling High strength Good surface Deep milling
EPBT EPDBEH-TH3 P.117
2枚刃
2 flutes 高硬度用 更に高硬度
Hard milling Ultra hard milling
EPDBE-ATH
ボール
Ball 高硬度用
Hard milling
EMBE P.103 .109 P.103
M EMBPE P EMBE EMBPE P.109
O 3枚刃
L 3 flutes 高硬度用 深い加工 高硬度用 深い加工
D Hard milling Deep milling Hard milling Deep milling
I
N
O
一 EHHBE P.99 EB4HR/ECRB EPHB-PN EB4HR/ECRB
押
し 4・6枚刃
工 4,6 flutes 高硬度用 リブ加工用 5軸加工 リブ加工用
具 Hard milling Rib slotting for 5-axis machining Rib slotting
EB4HR P.167 ECRB P.163 EB4HR P.167 ECRB P.163
CBN-EPSR EPDRP-TH EPDRP-TH
cBNエンドミル 深い加工 深い加工
cBN end mill Deep milling Deep milling
2枚刃
コ 2 flutes P.151
ー EPDREH2-TH3
テ
ィ
ン 更に高硬度
グ Ultra hard milling
刃
先 EPP-TH EPDREH4-TH3 P.133 EPSM-PN EPDRF-TH
交
換 ラジアス 高い安定性 更に高硬度 高能率 高精度仕上げ
式 Radius High stability Ultra hard milling High accuracy milling
工 安定加工
具 High efficiency
4枚刃 stable milling
ソ 4 flutes
リ ETM-TH ETR-TH ETRP-TH ETM-TH ETR-TH ETRP-TH
ッ
ド 高能率加工 高能率加工 高能率深彫り 高能率加工 高能率加工 高能率深彫り
エ
ン High efficiency milling High efficiency milling High efficiency High efficiency milling High efficiency milling High efficiency deep
ド deep milling milling
ミ
ル
穴 ER8WB P.159 CEPR-TH ER8WB P.159 CEPR
加
工
・ 6・8枚刃 立壁底面
面 高能率
取 6, 8 flutes 立壁底面仕上 高能率 高速
Vertical Wall/Bottom High efficiency 仕上 High speed,
り
・ Face Finishing Vertical Wall/Bottom high fficiency
ね
じ Face Finishing
切
り 本カタログに掲載していない商品につきましては弊社総合カタログをご参照ください。
For products not listed in this catalogue, please refer to MOLDINO’s CUTTING TOOLS PRODUCTS CATALOGUE.
8
Page15
MOLDINO一押し工具 工具形状別(ソリッドエンドミル)
MOLDINO's Recommended Tools by tool shape (Solid end mill)
高硬度鋼/一般鋼 for Hardened steels / General steels
高硬度鋼 一般鋼
工具形状 Hardened steels General steels
Tool shape
レギュラー ディープ ペンシルネック リブ レギュラー ディープ ペンシルネック リブ
Regular Deep Pencil neck Rib Regular Deep Pencil neck Rib
EPBTS CBN-EHB EPDBPE-ATH HGOB-PN EPDBE-PN EPDBPE-ATH
より高硬度 cBNエンドミル 深い加工 高強度 加工面良好 深い加工
Super hard milling cBN end mill Deep milling High strength Good surface Deep milling
EPBT EPDBEH-TH3 P.117
2枚刃
2 flutes 高硬度用 更に高硬度
Hard milling Ultra hard milling
EPDBE-ATH
ボール
Ball 高硬度用
Hard milling
EMBE P.103 EMBPE P.109 EMBE P.103 EMBPE P.109
3枚刃
3 flutes 高硬度用 深い加工 高硬度用 深い加工
Hard milling Deep milling Hard milling Deep milling
EHHBE P.99 EB4HR/ECRB EPHB-PN EB4HR/ECRB
4・6枚刃
4,6 flutes 高硬度用 リブ加工用 5軸加工 リブ加工用
Hard milling Rib slotting for 5-axis machining Rib slotting
EB4HR P.167 ECRB P.163 EB4HR P.167 ECRB P.163
CBN-EPSR EPDRP-TH EPDRP-TH
cBNエンドミル 深い加工 深い加工
cBN end mill Deep milling Deep milling
2枚刃
2 flutes EPDREH2-TH3 P.151
更に高硬度
Ultra hard milling
EPP-TH EPDREH4-TH3 P.133 EPSM-PN EPDRF-TH
ラジアス 高能率
Radius 高い安定性 更に高硬度 高精度仕上げ
High stability Ultra hard milling 安定加工 High accuracy milling
High efficiency
4枚刃 stable milling
4 flutes ETM-TH ETR-TH ETRP-TH ETM-TH ETR-TH ETRP-TH
高能率加工 高能率加工 高能率深彫り 高能率加工 高能率加工 高能率深彫り
High efficiency milling High efficiency milling High efficiency High efficiency milling High efficiency milling High efficiency deep
deep milling milling
ER8WB P.159 CEPR-TH ER8WB P.159 CEPR
6・8枚刃 立壁底面
6, 8 flutes 立壁底面仕上 高能率 高速高能率
Vertical Wall/Bottom High efficiency 仕上 High speed,
Face Finishing Vertical Wall/Bottom high fficiency
Face Finishing
本カタログに掲載していない商品につきましては弊社総合カタログをご参照ください。
For products not listed in this catalogue, please refer to MOLDINO’s CUTTING TOOLS PRODUCTS CATALOGUE.
9
MOLDINO's Recommended Tools Coating Indexable Tools Solid End Mills Drilling, Chamfering, Threading
Page16
MMOOLLDDIINNOO一一押押しし工工具具 工工具具形形状状別別((ソ
MOLDINO's Recoommmmeennddeedd TToooollss bbyy ttooooll sshhaappee ((SSoo
ソリリッッドドエエンンドドミミルOLDINO's Rec ル)M lliidd eenndd mmiillll))
)
高硬度鋼/一般鋼 for Hardened steels / General steels
高硬度鋼 一般鋼
工具形状 Hardened steels General steels
Tool shape
レギュラー ディープ ペンシルネック リブ レギュラー ディープ ペンシルネック リブ
Regular Deep Pencil neck Rib Regular Deep Pencil neck Rib
EPDSE-ATH HGOS-PN EPDSE-PN
2枚刃
2 flutes 高硬度用 汎用加工 加工面良好
Hard milling General purpose Good surface
EPP-TH EPSM-PN EPPLS
スクエア 4枚刃 高い安定性 高能率 ロング
Square 4 flutes High stability 安定加工 シャンク
High efficiency Long shank
stable milling
ES8WB P.159 CEPR-TH ES8WB P.159 CEPR
6・8枚刃
flutes 立壁底面仕上 高能率 立壁底面
6, 8 高速高能率
Vertical Wall/Bottom High efficiency 仕上 High speed,
Face Finishing Vertical Wall/Bottom high fficiency
Face Finishing
5
M EHHRE P.95 EHHRE P.9
O 高送り 4・6枚刃
L lutes 高送り 高送り
D High feed 4,6 f High feed High feed
I
N
O
一
押
し
工
具 非鉄(銅・グラファイト) Non ferrous (Copper, Graphite)
非鉄(銅・グラファイト)
工具形状 Non ferrous (Copper, Graphite)
Tool shape
レギュラー ディープ
Regular Deep
コ
ー EPAB-SD EPDB-SD
テ
ィ ボール 2枚刃 銅高品位 銅高品位
ン Ball 2 flutes
グ 仕上げ 仕上げ
High accuracy High accuracy
finishing for copper finishing for copper
刃
先 EGR-HD EGDR-HD
交 ラジアス 2枚刃
換 グラファイト グラファイト
式 Radius 2 flutes 加工 加工
工
具 for Graphite for Graphite
ソ EPAS-SD EPDS-SD
リ
ッ スクエア 2枚刃
ド 銅高品位 銅高品位
エ Square 2 flutes 仕上げ 仕上げ
ン
ド High accuracy High accuracy
finishing for copper finishing for copper
ミ
ル
穴
加
工
・
面
取
り
・
ね
じ
切
り 本カタログに掲載していない商品につきましては弊社総合カタログをご参照ください。
For products not listed in this catalogue, please refer to MOLDINO’s CUTTING TOOLS PRODUCTS CATALOGUE.
10
Page17
MOLDINO一押し工具 工具形状別(ソリッドエンドミル)
MOLDINO's Recommended Tools by tool shape (Solid end mill)
高硬度鋼/一般鋼 for Hardened steels / General steels
高硬度鋼 一般鋼
工具形状 Hardened steels General steels
Tool shape
レギュラー ディープ ペンシルネック リブ レギュラー ディープ ペンシルネック リブ
Regular Deep Pencil neck Rib Regular Deep Pencil neck Rib
EPDSE-ATH HGOS-PN EPDSE-PN
2枚刃
2 flutes 高硬度用 汎用加工 加工面良好
Hard milling General purpose Good surface
EPP-TH EPSM-PN EPPLS
スクエア 4枚刃 高能率 ロング
Square 4 flutes 高い安定性
High stability 安定加工 シャンク
High efficiency Long shank
stable milling
ES8WB P.159 CEPR-TH ES8WB P.159 CEPR
6・8枚刃 立壁底面仕上 高能率 立壁底面
6, 8 flutes 高速高能率
Vertical Wall/Bottom High efficiency 仕上 High speed,
Face Finishing Vertical Wall/Bottom high fficiency
Face Finishing
EHHRE P.95 EHHRE P.95
高送り 4・6枚刃 高送り 高送り
High feed 4,6 flutes High feed High feed
非鉄(銅・グラファイト) Non ferrous (Copper, Graphite)
非鉄(銅・グラファイト)
工具形状 Non ferrous (Copper, Graphite)
Tool shape
レギュラー ディープ
Regular Deep
EPAB-SD EPDB-SD
ボール 2枚刃 銅高品位 銅高品位
Ball 2 flutes 仕上げ 仕上げ
High accuracy High accuracy
finishing for copper finishing for copper
EGR-HD EGDR-HD
ラジアス 2枚刃 グラファイト グラファイト
Radius 2 flutes 加工 加工
for Graphite for Graphite
EPAS-SD EPDS-SD
スクエア 2枚刃 銅高品位 銅高品位
Square 2 flutes 仕上げ 仕上げ
High accuracy High accuracy
finishing for copper finishing for copper
本カタログに掲載していない商品につきましては弊社総合カタログをご参照ください。
For products not listed in this catalogue, please refer to MOLDINO’s CUTTING TOOLS PRODUCTS CATALOGUE.
11
MOLDINO's Recommended Tools Coating Indexable Tools Solid End Mills Drilling, Chamfering, Threading
Page18
MMOLODLINDOI一N押Oし推工具奨 工加具工(形状加別工形状)
MMOLODLIDNION'Os ’Rse Rcoemcommemndeendd eTodo Tlso obyls m (Cacuht itniningg sshhaappee)
加工方法 工具種類 高硬度材 一般材 非鉄(銅・グラファイト)
Machining method Kind of tools Hardened steels General steels Non ferrous (Copper, Graphite)
等高線加工 Contouring 工具形状の表を参照 工具形状の表を参照
Refer to list of tool shape Refer to list of tool shape
走査線加工 Scan line milling
溝・側面・ヘリカル EPP-TH EPSM EPAS-SD
Slotting, Side milling, Helical
刃先形状 スクエア/ラジアス 刃先形状 スクエア/ラジアス 刃先形状 スクエア(銅)
Flute shape Square / Radius Flute shape Square / Radius Flute shape Square (Copper)
特 長 高い安定性 特 長 高能率安定加工 特 長 銅高品位仕上げ
ソリッド Features High stability Features High efficiency stable milling Features High quality finishing for copper
Solid EGR-HD
刃先形状 ラジアス(グラファイト)
Flute shape Radius (Graphite)
特 長 高強度長寿命
Features High strength, long life
ASPVmini ASM
刃先交換式 刃先形状 ラジアス 刃先形状 ラジアス
Indexable type Flute shape Radius Flute shape Radius
特 長 低抵抗加工 P.81 特 長 高能率安定加工
Features Low cutting force Features High efficiency stable milling
側面 CEPR-TH ES(R)8WB
M
O Side milling ソリッド 刃先形状 スクエア/ラジアス 刃先形状 スクエア/ラジアス
L Solid Flute shape RadSquare / Radiusius Flute shape Square / Radius
D
I 特 長 高能率 特 長 高精度 P.159
N Features High efficiency Features High accuracy
O
一 高能率側面(トロコイド) EHHBE/EMBE EPSM
押
し Adaptive milling (Trochoid) ソリッド 刃先形状 ボール 刃先形状 スクエア/ラジアス
工 Solid Flute shape Ball Flute shape Square / Radius
具
特 長 高能率 P.99 P.109 特 長 高能率
Features High efficiency EHHBE EMBE Features High efficiency
バーチカル ASPV ASPV
Vertical 刃先交換式 刃先形状 ラジアス 刃先形状 ラジアス
Indexable type Flute shape Radius Flute shape Radius
特 長 往復切削 特 長 往復切削
Features Reciprocating cutting Features Reciprocating cutting
コ
ー
テ 穴あけ NSBH WHNSB WHNSB-SD
ィ
ン Drilling ソリッド 刃先形状 ドリル 刃先形状 ドリル 刃先形状 ドリル
グ Solid Flute shape Drill Flute shape Drill Flute shape Drill
特 長 ノンステップ加工 P.173 特 長 ノンステップ加工 特 長 ノンステップ加工
Features Non step drilling Features Non step drilling Features Non step drilling
刃
先
交 ねじ切り EDT ET
換
式 Threading ソリッド 刃先形状 スレッドミル 刃先形状 スレッドミル
工 Solid Flute shape Thread mill Flute shape Thread mill
具
特 長 下穴無しねじ切り P.203 特 長 高品位安定ねじ切り P.203
Features Threading without pilot hole Features High quality threading
ソ
リ
ッ 面取り DN2HC DN2HC
ド
エ Chanfering ソリッド
ン 刃先形状 V字形状 刃先形状 V字形状
ド Solid Flute shape “V ” shape Flute shape “V ” shape
ミ
ル 特 長 高品位面取り P.197 特 長 高品位面取り P.197
Features High quality chamfering Features High quality chamfering
穴
加
工 CPC
・
面
取 刃先交換式
り 刃先形状 面取り
・ Indexable type Flute shape Chamfering
ね
じ
切 特 長 広範囲面取り
り Features Wide chafering
本カタログに掲載していない商品につきましては弊社総合カタログをご参照ください。 For products not listed in this catalogue, please refer to MOLDINO’s CUTTING TOOLS PRODUCTS CATALOGUE.
12
Page19
MOLDINO推奨工具(加工形状)
MOLDINO’s Recommended Tools (Cut t ing shape)
加工方法 工具種類 高硬度材 一般材 非鉄(銅・グラファイト)
Machining method Kind of tools Hardened steels General steels Non ferrous (Copper, Graphite)
等高線加工 Contouring 工具形状の表を参照 工具形状の表を参照
Refer to list of tool shape Refer to list of tool shape
走査線加工 Scan line milling
溝・側面・ヘリカル EPP-TH EPSM EPAS-SD
Slotting, Side milling, Helical
刃先形状 スクエア/ラジアス 刃先形状 スクエア/ラジアス 刃先形状 スクエア(銅)
Flute shape Square / Radius Flute shape Square / Radius Flute shape Square (Copper)
特 長 高い安定性 特 長 高能率安定加工 特 長 銅高品位仕上げ
ソリッド Features High stability Features High efficiency stable milling Features High quality finishing for copper
Solid EGR-HD
刃先形状 ラジアス(グラファイト)
Flute shape Radius (Graphite)
特 長 高強度長寿命
Features High strength, long life
ASPVmini ASM
刃先交換式 刃先形状 ラジアス 刃先形状 ラジアス
Indexable type Flute shape Radius Flute shape Radius
特 長 低抵抗加工 P.81 特 長 高能率安定加工
Features Low cutting force Features High efficiency stable milling
側面 CEPR-TH ES(R)8WB
Side milling ソリッド 刃先形状 スクエア/ラジアス 刃先形状 スクエア/ラジアス
Solid Flute shape RadSquare / Radiusius Flute shape Square / Radius
特 長 高能率 特 長 高精度 P.159
Features High efficiency Features High accuracy
高能率側面(トロコイド) EHHBE/EMBE EPSM
Adaptive milling (Trochoid) ソリッド 刃先形状 ボール 刃先形状 スクエア/ラジアス
Solid Flute shape Ball Flute shape Square / Radius
特 長 高能率 P.99 P.109 特 長 高能率
Features High efficiency EHHBE EMBE Features High efficiency
バーチカル ASPV ASPV
Vertical 刃先交換式 刃先形状 ラジアス 刃先形状 ラジアス
Indexable type Flute shape Radius Flute shape Radius
特 長 往復切削 特 長 往復切削
Features Reciprocating cutting Features Reciprocating cutting
穴あけ NSBH WHNSB WHNSB-SD
Drilling ソリッド 刃先形状 ドリル 刃先形状 ドリル 刃先形状 ドリル
Solid Flute shape Drill Flute shape Drill Flute shape Drill
特 長 ノンステップ加工 P.173 特 長 ノンステップ加工 特 長 ノンステップ加工
Features Non step drilling Features Non step drilling Features Non step drilling
ねじ切り EDT ET
Threading ソリッド 刃先形状 スレッドミル 刃先形状 スレッドミル
Solid Flute shape Thread mill Flute shape Thread mill
特 長 下穴無しねじ切り P.203 特 長 高品位安定ねじ切り P.203
Features Threading without pilot hole Features High quality threading
面取り DN2HC DN2HC
Chanfering ソリッド 刃先形状 V字形状 刃先形状 V字形状
Solid Flute shape “V ” shape Flute shape “V ” shape
特 長 高品位面取り P.197 特 長 高品位面取り P.197
Features High quality chamfering Features High quality chamfering
CPC
刃先交換式 刃先形状 面取り
Indexable type Flute shape Chamfering
特 長 広範囲面取り
Features Wide chafering
本カタログに掲載していない商品につきましては弊社総合カタログをご参照ください。 For products not listed in this catalogue, please refer to MOLDINO’s CUTTING TOOLS PRODUCTS CATALOGUE.
13
MOLDINO's Recommended Tools Coating Indexable Tools Solid End Mills Drilling, Chamfering, Threading
Page20
コーティング
Coating
高硬度鋼加工用新コーティング TH3 進化した耐熱コーティング ATH
Newly developed coating "TH3" for hardened steel machining Improved heat-resistant coating
特長及び性能 Features and performance 皮膜構造 Coating structure 特長及び性能 Features and performance
● 優れた耐摩耗性・耐熱性を有する高硬度皮膜 優れた耐熱衝撃性を ●THコーティングの硬度と耐酸化性をさらに改善。高硬度材切削加工の ●Hardness and oxidation resistance of TH Coating is further improved.
● 優れた耐衝撃性を有し、突発的な欠損を抑制 有する機能皮膜 d higher efficient when cutting high-hardness
Funcitional layer with excellent 長寿命化、高能率化が可能になりました。 Enables longer life an
materials. (Si nano composite coating with finer crystal particles)
● 焼入れ鋼など50HRCを超える高硬度鋼の加工領域において長寿命 thermal shock resistance (結晶粒子がさらに微細化したSi系ナノコンポジットコーティングです) ●Exhibits amazing performance when cutting high-hardness materials
・High hardness coating with excellent wear resistance and heat resistance 優れた耐摩耗性、 (55HRC or higher)
・Has excellent thermal shock resistance enables to suppress sudden chipping 耐熱性を有する新皮膜 ●高硬度材料(55HRC以上)の切削加工に良好な性能を発揮します。 ●Long life for both dry cutting and wet cutting
・Long tool life when cutting high-hardness materials (50HRC or higher) such as hardened steel New layer with excellent wear
resistance and heat resistance ●ドライでもウェットでも長寿命。
ターゲットとなる鋼種 Target steel grade ナノ組織を採用
Adopts nano-size composition
● 焼入れ鋼などの高硬度鋼(特に50HRC以上)、ハイス鋼 超硬母材 Carbide
・Hardened steel (especially 50HRC or higher), high-speed steel
! “TH3”のココがポイント! 新皮膜は“ナノ組織”の適用により、皮膜の破壊単位を小さくする事に成功! 驚異の高密着性と耐摩耗性のコーティング
Point New coating achieves to reduce destruction unit of layer by applying "nano-size composition". PN
New coating with amazing adhesion and wear resustance
従来皮膜 Conventional coating 大きく破壊 新 皮 膜 New coating
Big destruction
切削抵抗 切削抵抗 小さく破壊
Small destruction
Cutting force Cutting force 特長及び性能 Features and performance
●Al含有量の最適化により、特に工具母材との密着性に優れた耐熱コーティング材料です。
M ●AlCr系コーティング皮膜へのSi添加により、良好な耐摩耗性を示します。
O
L ●プラスチック金型等の工具への溶着が起こりやすい材料の切削に対して、良好な切削寿命を示します。( 従来対比切削寿命2倍)
D HPM-MAGICをはじめとしたプリハードン鋼、炭素鋼、合金鋼、SUS系、SKD61、SKD11等の切削加工で長寿命です。
I
N 超硬母材 Carbide 超硬母材 Carbide 超硬母材 Carbide 超硬母材 Carbide ●耐熱性の向上により、ウェット切削及びドライ切削においても長寿命化が可能です。
O 注)本工具のPNコーティングはその性質上、通電性が微小です。従って、通電方式の工具長測定装置をご使用の際にはご注意ください。
一 ・A heat-resistant coating material with excellent adhesion to the tool substrate was achieved by optimizing the Al content.
押 ・Exhibits with good wear resistance due to doping of the AlCr coating layer with Si.
し ・Exhibits excellent cutting life for cutting materials such as plastic molds, etc. where tool seizure often occurs. (2x the cutting life compared to conventional products.)
工 Provides the long life in cutting processing of materials starting with HPM-MAGIC and including prehardened steel, carbon steel, alloy steel, SUS, SKD61, SKD11, etc.
具 ・By improving heat resistance, long life are possible for both wet cutting and dry cutting.
Note) This product obtains less electric conductivity. Therefore, Please caution of using electric transmitted measuring systems.
AJコーティングシリーズ PNコーティングの密着性 Adhesion of PN Coating 母材:超硬合金 Substrate: Carbide alloy PNコーティングの皮膜断面組織と特性
Cross-sectional structure and characteristics of PN Coating membrane
AJ Coating series 従来コーティング品 PNコーティング
Conventional coating PN Coating Improved adhesion strength ❶密着強度が向上
剥離なし 皮膜構造 Coating structure
特長 ↓ ❷潤滑性を向上させた
Features 皮膜の組織 AJコーティング 優れた密着性 膜表面
Layer structure Coating
コ ● 従来膜よりもAl含有量を増加した新組成系のAlTiN系皮膜を採用。 No peeling Membrane surface with improved
↓ lubrication characteristics
ー Coating is peeling. Superior
テ ● 耐摩耗性・耐チッピング性および耐熱性に優れる! 皮膜構造 Coating structure 耐溶着性・低抵抗 adhesion
コーティング剥離あり
ィ ・Employs an AlTiN layer with a new composition created by increasing the Al content of conventional コーティング表層 超硬母材 Carbide
ン layers. Welding-resistant
グ ・Excellent wear resistance, chipping resistance, and heat resistance! low-cutting-force coating
surface layer
新技術!! New technology!!
刃
先 ● 高Al含有の新コーティング膜は、新組成系の採用と組織の適正化により、耐摩耗 耐摩耗性・
交 耐チッピング性に
換 性と耐チッピング性を改善! 優れたコーティング
式 ● 耐溶着性に優れた低摩擦効果のコーティング最表層を採用。被削材の溶着が低 Coating with excellent wear
工 resistance and
ipping resistance
具 減し切削抵抗が低下! ch
・The new layer with high Al content employs a new composition and optimizes the structure to improve
wear resistance and chipping resistance! 超硬母材 Carbide
ソ ・Employs a low-friction-effect coating with excellent welding resistance as the top-most surface layer.
リ This reduces welding to the work and decreases cutting force!
ッ
ド
エ
ン
ド
ミ
ル
穴
加
工
・
面
取
り
・
ね
じ
切
り
14