


ボール1173アイテム・ラジアス990アイテム・スクエア314アイテム【Total ites掲載】
掲載内容
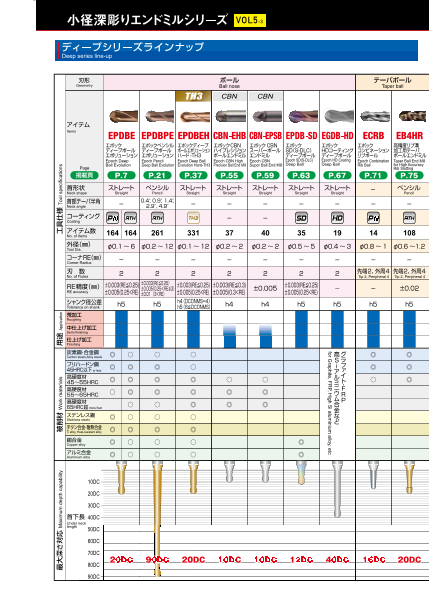
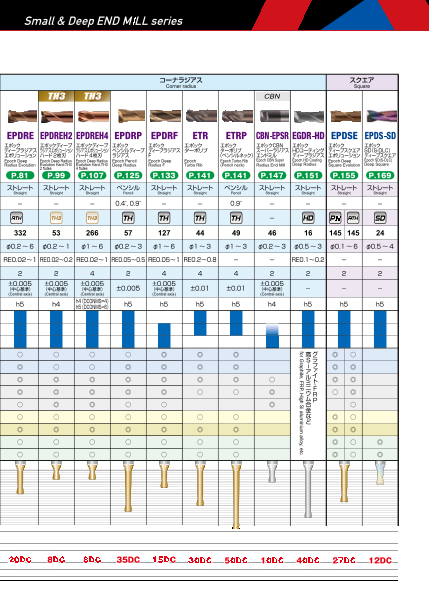
・ディープシリーズラインナップ
・MOLDINO切削工具 選定データベースのご案内
・ラインナップ/アイコンの説明/コーティング材種
・ボールエンドミル
・テーパボールエンドミル
・ラジアスエンドミル
・スクエアエンドミル
・技術データ/アイテム別たわみ性比較/外径・首下長さ別インデックス
◆詳細はカタログをダウンロードしご覧いただくか、お気軽にお問い合わせ下さい。
このカタログについて
| ドキュメント名 | 小径深彫り エンドミルシリーズ VOL5-3 Small & Deep END MILL series |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 24.4Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社MOLDINO (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
小径深彫りエンドミルシリーズ VOL5-3
小
径
深 MOLDINO切削工具 選定データベースのご案内
彫 Database for selection of MOLDINO Tool Engineering Products
り
エ
ン 1 ®
MOLDINO工具選定データベース
ド
ミ 小径深彫り インターネットからアクセスする工具データベースです。最新の高能率・高精度工具
ル を検索し、目的の加工にあった工具を探す事ができます。
A tool database that can be accessed from the internet. You can search for the latest
シ high-efficiency, high-accuracy tools and find the optimum tool for your application.
リ
ー エンドミルシリーズ 2 CAD/CAMサポートデータパック
ズ
一度ダウンロードすると、インターネット不要で利用できます。
V L series VOL5-3
Small & Deep END MIL 1
超硬エンドミルに特化した検索データベースで、干渉角度計算ができます。
O 2 Once the data pack has been downloaded, an internet connection is no longer necessary.
This search database specialized for carbide end mills enables calculation of interference
L angles.
5 ボール 1173 アイテム
3 ラジアス 990 アイテム いずれも寸法・切削条件のエクセルデータのダウンロードが可能、
スクエア 314 アイテム 工具形状DXFデータのダウンロードが可能です。
合 計 2477 アイテム ※DXFデータは全ての工具を網羅していません。未掲載のものは順次作成・公開予定です。
Tool shape DXF data can be downloaded.
*DXF data is not available for all tools. Tool data not yet available will be created and made available in succession.
図、表等のデータは試験結果の一例であり、保証値ではありません。 Ball nose 1173 items
「 」は株式会社MOLDINOの登録商標です。 Radius 990 items
The diagrams and table data are examples of test results, and are not guaranteed values. Square 314 items MOLDINO切削工具 選定データベース
“ ” is a registered trademark of MOLDINO Tool Engineering, Ltd.
Total 2477 items ®
安 全 上 の ご 注 意 Attentions on Safety
1. 取扱上のご注意 1. Cautions regarding handling
(1)工具をケース(梱包)から取り出す際は、工具の飛び出し、落下にご注意ください。特に工具刃部との接 (1) When removing the tool from its case (packaging), be careful that the tool does not pop out or is 工具寸法から 被削材質から 加工形状から
触には十分ご注意をお願いします。 dropped. Be particularly careful regarding contact with the tool flutes. From tool dimensions From work material From machining shape
(2)鋭利な切れ刃を有する工具を取扱う際は、切れ刃を素手で直接触れないように注意してください。 (2) When handling tools with sharp cutting flutes, be careful not to touch the cutting flutes directly with
2. 取付け時のご注意 your bare hands.
(1)ご使用前に、工具の傷・割れ等の外観確認を行っていただき、コレットチャック等への取付けは確実に 2. Cautions regarding mounting あらゆるアプローチから、目的にあった工具を絞り込み検索できます!
行ってください。 (1) Before use, check the outside appearance of the tool for scratches, cracks, etc. and that it is firmly
(2)ご使用中に、異常な振動等が発生した場合は、直ちに機械を停止させて、その振動の原因を取り除い mounted in the collet chuck, etc. インターネットから検索するので、新商品の検索も可能です。
てください。 (2) If abnormal chattering, etc. occurs during use, stop the machine immediately and remove the cause
3. 使用上のご注意 of the chattering. 目的の工具をストックして、工具リストを作成したり、見積もり依頼書
(1)切削工具あるいは被削材の寸法・回転の方向は、あらかじめ確認しておいてください。 3. Cautions during use
(2)標準切削条件表の数値は、新しい作業の立上げの目安としてご利用ください。切込みが大きい場合、 (1) Before use, confirm the dimensions and direction of rotation of the tool and milling work material. を作成することもできます!
使用機械の剛性が小さい場合あるいは被加工物の性状に応じて切削条件を適正に調整してご使用 (2) The numerical values in the standard cutting conditions table should be used as criteria when starting
ください。 new work. The cutting conditions should be adjusted as appropriate when the cutting depth is large, You can narrow down your search for the optimum tool from a variety of approaches.
(3)切削工具材料は硬質の材料です。ご使用中に破損して飛散する場合があります。また、切りくずが飛 the rigidity of the machine being used is low, or according to the conditions of the work material.
散することがあります。これらの飛散物等は作業者を切傷させ、火傷あるいは目に入って負傷させる恐 Searching via the internet enables the latest products to be included in the search.
(3) Cutting tools are made of a hard material. During use, they may break and fly off. In addition, cutting
れがありますので、工具をご使用中はその周囲に安全カバーを取付け、保護めがね等の保護具を着用 chips may also fly off. Since there is a danger of injury to workers, fire, or eye damage from such You can get the desired tool in stock, create a tool list and request of quotation form.
して安全な環境下での作業をお願いいたします。 flying pieces, a safety cover should be attached when work is performed and safety equipment such
(4)切削中に発生する火花や、破損による発熱や、切りくずによる引火・火災の危険があります。引火や as safety goggles should be worn to create a safe environment for work.
爆発の危険のあるところでは使用しないでください。不水溶性切削液をご使用される場合は防火対 (4) There is a risk of fire or inflammation due to sparks, heat due to breakage, and cutting chips. Do not
策を必ず行なってください。 use where there is a risk of fire or explosion. Please caution of fire while using oil base coolant, fire “TOOL SEARCH” へのアクセスは
(5)工具を本来の目的以外にはご使用にならないでください。 prevention is necessary. To access the "TOOL SEARCH" click below.
4. 再研削時のご注意 (5) Do not use the tool for any purpose other than that for which it is intended.
(1)再研削時期が不適当であると工具が破損する恐れがあります。適正な工具と交換するか、再研削を 4. Cautions regarding regrinding
行ってください。
(2)工具を再研削しますと粉塵が発生します。再研削時にはその周囲に安全カバーを取付け、保護め (1) If regrinding is not performed at the proper time, there is a risk of the tool breaking. Replace the tool
がね等の保護具を着用してください。 with one in good condition, or perform regrinding.
(3)本製品には特定化学物質に指定された コバルト及びその無機化合物が含まれています。再研削等の (2) Grinding dust will be created when regrinding a tool. When regrinding, be sure to attach a safety
加工を加える場合は特定化学物質障害予防規則(特化則)に従った取扱いをしてください。 cover over the work area and wear safety clothes such as safety goggles, etc.
(3) This product contains the specified chemical substance cobalt and its inorganic compounds. When
5. 工具に関して、安全上の問題点・不明の点・その他相談がありましたら フ リ ーダ イ ヤ ル 技 術 相 談 へ performing regrinding or similar processing, be sure to handle the processing in accordance with
ご相談ください。 thelocal laws and regulations regarding prevention of hazards due to specified chemical substances.
CAD/CAMサポートデータパック
ホームページ フリーダイヤル技術相談
https://www.moldino.com CAD/CAM Support Data Pack
MOLDINO Tool Engineering, Ltd.
本社 〒130-0026 東京都墨田区両国4-31-1(1 ヒューリック両国ビル8階) 工具選定データベース【 TOOLSEARCH】 超硬エンドミル検索に特化! 深彫り時の干渉角度の計算ができる!!
03-6890-5101 FAX 03-6890-5134
International Sales Dept .: +81-3-6890-5103 FAX +81-3-6890-5128 一度ダウンロードすると、あとはインターネット接続不要です。
営業企画部 ☎03-6890-5102 FAX03-6890-5134 海外営業部 ☎03-6890-5103 FAX03-6890-5128 インストールも不要なので、USBメモリやCDからも起動可能です。
東京営業所 ☎03-6890-5110 FAX03-6890-5133 静岡営業所 ☎054-273-0360 FAX054-273-0361 通常の工具検索に加えて、ワーク勾配角に合わせた首下長の工具を検索
東北営業所 ☎022-208-5100 FAX022-208-5102 名古屋営業所 ☎052-687-9150 FAX052-687-9144
新潟営業所 ☎0258-87-1224 FAX0258-87-1158 大阪営業所 ☎06-7668-0190 FAX06-7668-0194 できるので、特に微小な深彫り加工を強力にサポートします。
東関東営業所 ☎0294-88-9430 FAX0294-88-9432 中四営業所 ☎082-536-2001 FAX082-536-2003 Once the data pack has been downloaded, an internet connection is no longer necessary.
長野営業所 ☎0268-21-3700 FAX0268-21-3711 九州営業所 ☎092-289-7010 FAX092-289-7012 Installation is also not necessary, and the data pack can also be loaded from a USB memory
北関東営業所 ☎0276-59-6001 FAX0276-59-6005 device or CD. In addition to normal tool searches, the tool with the optimum below-neck length
神奈川営業所 ☎046-400-9429 FAX046-400-9435 corresponding to the work inclination angle can also be searched for to provide full support,
ヨーロッパ/MOLDINO Tool Engineering Europe GmbH Itterpark 12, 40724 Hilden, Germany. TEL : +49-(0)2103-24820, FAX : +49-(0)2103-248230 particularly for ultra-small deep carving.
アメリカ/MITSUBISHI MATERIALS U.S.A. CORPORATION 41700 Gardenbrook Road, Suite 120, Novi, MI 48375-1320 U.S.A. TEL : +1(248)308-2620, FAX :+1(248)308-2627
メキシコ/MMC METAL DE MEXICO, S.A. DE C.V. Av. La Cañada No.16, Parque Industrial Bernardo Quintana, El Marques, Querétaro, CP 76246, México TEL : +52-442-1926800
ブラジル/MMC METAL DO BRASIL LTDA. Rua Cincinato Braga, 340 13° andar.Bela Vista – CEP 01333-010 São Paulo – SP ., Brasil TEL : +55(11)3506-5600 FAX : +55(11)3506-5677 必要システム構成:Windows 7,8,10 日本語版・英語版・中国語版
タ イ/MMC Hardmetal (Thailand) Co.,Ltd. MOLDINO Division 622 Emporium Tower, Floor 22/1-4, Sukhumvit Road, Klongton, Klongtoey, Bangkok 10110, Thailand TEL:+66-(0)2-661-8175 FAX:+66-(0)2-661-8176 System requirements: Japanese, English, or Chinese version of Windows 7, 8 or Windows 10.
イ ン ド/MMC Hardmetal India Pvt Ltd. H.O.: Prasad Enclave, #118/119, 1st Floor, 2nd Stage, 5th main, BBMP Ward #11, (New #38), Industrial Suburb, Yeshwanthpura, Bengaluru, 560 022, Karnataka, India. Tel : +91-80-2204-3600
2024-12
掲載価格は2024年12月 2日改定後の消費税抜きの単価を表示しております。予告なく、改良・改善のために仕様変更することがあります。
Specifications for the products listed in this catalog are subject to change without notice due to ベジタブルインクで印刷しています。 2024-12(K)
replacement or modification. Printed using vegetable oil ink. Printed in JAPAN 2017-1:FP
Small & Deep END MILL series MOLDINO Tool Engineering, Ltd.
Page2
VOL5-3
ボール テーパボール ラジアス スクエア
Ball Taper Radius Square
外径 首下長 ストレート ペンシル - ペンシル ストレート ペンシル ストレート
Tool dia. Under Neck Straight Pencil Pencil Straight Pencil Straight
Length EPDBE EPDBEH EPDBEH CBN CBN EPDB EGDB EPDBPE ECRB EB4HR EPDRE EPDREH2 EPDREH4 EPDRF ETR CBN EGDR EPDRP ETRP EPDSE EPDS
(mm) (mm) -PN/ATH -F-TH3 -TH3 -EHB -EPSB -SD -HD -ATH -PN -ATH -ATH -TH3 -TH3 -TH -TH -EPSR -HD -TH -TH -PN/ATH -SD
P.7 P.37 P.37 P.55 P.59 P.63 P.67 P.21 P.71 P.75 P.81 P.99 P.107 P.133 P.141 P.147 P.151 P.125 P.141 P.155 P.169
6 0 ●
4 8 0 ●
10 0 ●
12 0 ●
1 0 ● ●
1 5 ●
2 0 ● ● ● ● ● ● ●
2 5 ● ● ● ●
3 0 ● ● ● ●
P.7 P.21 P.37 P.55 P.59 P.63 P.67 P.71 P.75 P.81 P.99 P.107 P.125 P.133 P.141 P.141 P.147 P.151 P.155 P.169 5 4 0 ● ● ● ● ● ● ●
5 0 ●
6 0 ●
7 4 ●
9 0 ●
10 0 ●
1 2 ● ● ● ●
1 8 ● ●
331 2 0 ● ● ●
2 4 ● ●
3 0 ● ● ● ● ● ●
3 5 ●
コーナRE(㎜) 4 0 ● ●
Corner Radius RE0.02~1 RE0.02~0.2 RE0.02~1 RE0.05~0.5 RE0.05~1 RE0.2~0.8 RE0.1~0.2
4 5 ●
6 5 0 ● ● ● ●
5 4 ●
RE精度(㎜)±0.003(RE≦0.25) ±0.003(RE≦0.25) ±0.003(RE≦0.25) ±0.003(RE≦0.3) 5 5 ●
RE accuracy ±0.005(0.25<RE) ±0.005(0.25<RE≦3)
±0.003(RE≦0.25)
±0.01 (3<RE) ±0.005(0.25<RE) ±0.005(0.3<RE) ±0.005(0.25<RE) 6 0 ●
h4(DCONMS=4) 7 0 ●
h5(6≦DCONMS) 7 2 ●
8 0 ●
9 6 ●
12 0 ●
4 0 ●
7 4 5 ●
6 0 ●
2 4 ●
3 5 ●
5 0 ●
5 5 ●
8 6 0 ●
7 0 ●
8 0 ●
9 8 ●
12 0 ●
3 0 ●
3 5 ●
5 5 ●
●
10 60
6 5 ●
7 5 ●
8 6 ●
12 0 ●
3 6 ●
10DC 6 0 ●
●
20DC 12 75
8 0 ●
30DC 10 6 ●
12 0 ●
40DC
50DC
60DC
70DC
20DC 90DC 20DC 10DC 10DC 12DC 40DC 16DC 20DC 20DC 8DC 8DC 35DC 15DC
80DC 30DC 50DC 10DC 40DC 27DC 12DC
90DC
191
Page3
VOL5-3
ボール テーパボール ラジアス スクエア
Ball Taper Radius Square
外径 首下長 ストレート ペンシル - ペンシル ストレート ペンシル ストレート
Tool dia. Under Neck Straight Pencil Pencil Straight Pencil Straight
Length EPDBE EPDBEH EPDBEH CBN CBN EPDB EGDB EPDBPE ECRB EB4HR EPDRE EPDREH2 EPDREH4 EPDRF ETR CBN EGDR EPDRP ETRP EPDSE EPDS
(mm) (mm) -PN/ATH -F-TH3 -TH3 -EHB -EPSB -SD -HD -ATH -PN -ATH -ATH -TH3 -TH3 -TH -TH -EPSR -HD -TH -TH -PN/ATH -SD
P.7 P.37 P.37 P.55 P.59 P.63 P.67 P.21 P.71 P.75 P.81 P.99 P.107 P.133 P.141 P.147 P.151 P.125 P.141 P.155 P.169
6 0 ●
4 8 0 ●
10 0 ●
12 0 ●
1 0 ● ●
1 5 ●
2 0 ● ● ● ● ● ● ●
2 5 ● ● ● ●
3 0 ● ● ● ●
P.7 P.21 P.37 P.55 P.59 P.63 P.67 P.71 P.75 P.81 P.99 P.107 P.125 P.133 P.141 P.141 P.147 P.151 P.155 P.169 5 4 0 ● ● ● ● ● ● ●
5 0 ●
6 0 ●
7 4 ●
9 0 ●
10 0 ●
1 2 ● ● ● ●
1 8 ● ●
331 2 0 ● ● ●
2 4 ● ●
3 0 ● ● ● ● ● ●
3 5 ●
コーナRE(㎜) 4 0 ● ●
Corner Radius RE0.02~1 RE0.02~0.2 RE0.02~1 RE0.05~0.5 RE0.05~1 RE0.2~0.8 RE0.1~0.2
4 5 ●
6 5 0 ● ● ● ●
5 4 ●
RE精度(㎜)±0.003(RE≦0.25) ±0.003(RE≦0.25) ±0.003(RE≦0.25) ±0.003(RE≦0.3) 5 5 ●
RE accuracy ±0.005(0.25<RE) ±0.005(0.25<RE≦3)
±0.003(RE≦0.25)
±0.01 (3<RE) ±0.005(0.25<RE) ±0.005(0.3<RE) ±0.005(0.25<RE) 6 0 ●
h4(DCONMS=4) 7 0 ●
h5(6≦DCONMS) 7 2 ●
8 0 ●
9 6 ●
12 0 ●
4 0 ●
7 4 5 ●
6 0 ●
2 4 ●
3 5 ●
5 0 ●
5 5 ●
8 6 0 ●
7 0 ●
8 0 ●
9 8 ●
12 0 ●
3 0 ●
3 5 ●
5 5 ●
●
10 60
6 5 ●
7 5 ●
8 6 ●
12 0 ●
3 6 ●
10DC 6 0 ●
●
20DC 12 75
8 0 ●
30DC 10 6 ●
12 0 ●
40DC
50DC
60DC
70DC
20DC 90DC 20DC 10DC 10DC 12DC 40DC 16DC 20DC 20DC 8DC 8DC 35DC 15DC
80DC 30DC 50DC 10DC 40DC 27DC 12DC
90DC
191
Page4
小径深彫りエンドミルシリーズ VOL5-3
小
径
深 MOLDINO切削工具 選定データベースのご案内
彫 Database for selection of MOLDINO Tool Engineering Products
り
エ
ン 1 ®
MOLDINO工具選定データベース
ド
ミ 小径深彫り インターネットからアクセスする工具データベースです。最新の高能率・高精度工具
ル を検索し、目的の加工にあった工具を探す事ができます。
A tool database that can be accessed from the internet. You can search for the latest
シ high-efficiency, high-accuracy tools and find the optimum tool for your application.
リ
ー エンドミルシリーズ 2 CAD/CAMサポートデータパック
ズ
一度ダウンロードすると、インターネット不要で利用できます。
V L series VOL5-3
Small & Deep END MIL 1
超硬エンドミルに特化した検索データベースで、干渉角度計算ができます。
O 2 Once the data pack has been downloaded, an internet connection is no longer necessary.
This search database specialized for carbide end mills enables calculation of interference
L angles.
5 ボール 1173 アイテム
3 ラジアス 990 アイテム いずれも寸法・切削条件のエクセルデータのダウンロードが可能、
スクエア 314 アイテム 工具形状DXFデータのダウンロードが可能です。
合 計 2477 アイテム ※DXFデータは全ての工具を網羅していません。未掲載のものは順次作成・公開予定です。
Tool shape DXF data can be downloaded.
*DXF data is not available for all tools. Tool data not yet available will be created and made available in succession.
図、表等のデータは試験結果の一例であり、保証値ではありません。 Ball nose 1173 items
「 」は株式会社MOLDINOの登録商標です。 Radius 990 items
The diagrams and table data are examples of test results, and are not guaranteed values. Square 314 items MOLDINO切削工具 選定データベース
“ ” is a registered trademark of MOLDINO Tool Engineering, Ltd.
Total 2477 items ®
安 全 上 の ご 注 意 Attentions on Safety
1. 取扱上のご注意 1. Cautions regarding handling
(1)工具をケース(梱包)から取り出す際は、工具の飛び出し、落下にご注意ください。特に工具刃部との接 (1) When removing the tool from its case (packaging), be careful that the tool does not pop out or is 工具寸法から 被削材質から 加工形状から
触には十分ご注意をお願いします。 dropped. Be particularly careful regarding contact with the tool flutes. From tool dimensions From work material From machining shape
(2)鋭利な切れ刃を有する工具を取扱う際は、切れ刃を素手で直接触れないように注意してください。 (2) When handling tools with sharp cutting flutes, be careful not to touch the cutting flutes directly with
2. 取付け時のご注意 your bare hands.
(1)ご使用前に、工具の傷・割れ等の外観確認を行っていただき、コレットチャック等への取付けは確実に 2. Cautions regarding mounting あらゆるアプローチから、目的にあった工具を絞り込み検索できます!
行ってください。 (1) Before use, check the outside appearance of the tool for scratches, cracks, etc. and that it is firmly
(2)ご使用中に、異常な振動等が発生した場合は、直ちに機械を停止させて、その振動の原因を取り除い mounted in the collet chuck, etc. インターネットから検索するので、新商品の検索も可能です。
てください。 (2) If abnormal chattering, etc. occurs during use, stop the machine immediately and remove the cause
3. 使用上のご注意 of the chattering. 目的の工具をストックして、工具リストを作成したり、見積もり依頼書
(1)切削工具あるいは被削材の寸法・回転の方向は、あらかじめ確認しておいてください。 3. Cautions during use
(2)標準切削条件表の数値は、新しい作業の立上げの目安としてご利用ください。切込みが大きい場合、 (1) Before use, confirm the dimensions and direction of rotation of the tool and milling work material. を作成することもできます!
使用機械の剛性が小さい場合あるいは被加工物の性状に応じて切削条件を適正に調整してご使用 (2) The numerical values in the standard cutting conditions table should be used as criteria when starting
ください。 new work. The cutting conditions should be adjusted as appropriate when the cutting depth is large, You can narrow down your search for the optimum tool from a variety of approaches.
(3)切削工具材料は硬質の材料です。ご使用中に破損して飛散する場合があります。また、切りくずが飛 the rigidity of the machine being used is low, or according to the conditions of the work material.
散することがあります。これらの飛散物等は作業者を切傷させ、火傷あるいは目に入って負傷させる恐 Searching via the internet enables the latest products to be included in the search.
(3) Cutting tools are made of a hard material. During use, they may break and fly off. In addition, cutting
れがありますので、工具をご使用中はその周囲に安全カバーを取付け、保護めがね等の保護具を着用 chips may also fly off. Since there is a danger of injury to workers, fire, or eye damage from such You can get the desired tool in stock, create a tool list and request of quotation form.
して安全な環境下での作業をお願いいたします。 flying pieces, a safety cover should be attached when work is performed and safety equipment such
(4)切削中に発生する火花や、破損による発熱や、切りくずによる引火・火災の危険があります。引火や as safety goggles should be worn to create a safe environment for work.
爆発の危険のあるところでは使用しないでください。不水溶性切削液をご使用される場合は防火対 (4) There is a risk of fire or inflammation due to sparks, heat due to breakage, and cutting chips. Do not
策を必ず行なってください。 use where there is a risk of fire or explosion. Please caution of fire while using oil base coolant, fire “TOOL SEARCH” へのアクセスは
(5)工具を本来の目的以外にはご使用にならないでください。 prevention is necessary. To access the "TOOL SEARCH" click below.
4. 再研削時のご注意 (5) Do not use the tool for any purpose other than that for which it is intended.
(1)再研削時期が不適当であると工具が破損する恐れがあります。適正な工具と交換するか、再研削を 4. Cautions regarding regrinding
行ってください。
(2)工具を再研削しますと粉塵が発生します。再研削時にはその周囲に安全カバーを取付け、保護め (1) If regrinding is not performed at the proper time, there is a risk of the tool breaking. Replace the tool
がね等の保護具を着用してください。 with one in good condition, or perform regrinding.
(3)本製品には特定化学物質に指定された コバルト及びその無機化合物が含まれています。再研削等の (2) Grinding dust will be created when regrinding a tool. When regrinding, be sure to attach a safety
加工を加える場合は特定化学物質障害予防規則(特化則)に従った取扱いをしてください。 cover over the work area and wear safety clothes such as safety goggles, etc.
(3) This product contains the specified chemical substance cobalt and its inorganic compounds. When
5. 工具に関して、安全上の問題点・不明の点・その他相談がありましたら フ リ ーダ イ ヤ ル 技 術 相 談 へ performing regrinding or similar processing, be sure to handle the processing in accordance with
ご相談ください。 thelocal laws and regulations regarding prevention of hazards due to specified chemical substances.
CAD/CAMサポートデータパック
ホームページ フリーダイヤル技術相談
https://www.moldino.com CAD/CAM Support Data Pack
MOLDINO Tool Engineering, Ltd.
本社 〒130-0026 東京都墨田区両国4-31-1(1 ヒューリック両国ビル8階) 工具選定データベース【 TOOLSEARCH】 超硬エンドミル検索に特化! 深彫り時の干渉角度の計算ができる!!
03-6890-5101 FAX 03-6890-5134
International Sales Dept .: +81-3-6890-5103 FAX +81-3-6890-5128 一度ダウンロードすると、あとはインターネット接続不要です。
営業企画部 ☎03-6890-5102 FAX03-6890-5134 海外営業部 ☎03-6890-5103 FAX03-6890-5128 インストールも不要なので、USBメモリやCDからも起動可能です。
東京営業所 ☎03-6890-5110 FAX03-6890-5133 静岡営業所 ☎054-273-0360 FAX054-273-0361 通常の工具検索に加えて、ワーク勾配角に合わせた首下長の工具を検索
東北営業所 ☎022-208-5100 FAX022-208-5102 名古屋営業所 ☎052-687-9150 FAX052-687-9144
新潟営業所 ☎0258-87-1224 FAX0258-87-1158 大阪営業所 ☎06-7668-0190 FAX06-7668-0194 できるので、特に微小な深彫り加工を強力にサポートします。
東関東営業所 ☎0294-88-9430 FAX0294-88-9432 中四営業所 ☎082-536-2001 FAX082-536-2003 Once the data pack has been downloaded, an internet connection is no longer necessary.
長野営業所 ☎0268-21-3700 FAX0268-21-3711 九州営業所 ☎092-289-7010 FAX092-289-7012 Installation is also not necessary, and the data pack can also be loaded from a USB memory
北関東営業所 ☎0276-59-6001 FAX0276-59-6005 device or CD. In addition to normal tool searches, the tool with the optimum below-neck length
神奈川営業所 ☎046-400-9429 FAX046-400-9435 corresponding to the work inclination angle can also be searched for to provide full support,
ヨーロッパ/MOLDINO Tool Engineering Europe GmbH Itterpark 12, 40724 Hilden, Germany. TEL : +49-(0)2103-24820, FAX : +49-(0)2103-248230 particularly for ultra-small deep carving.
アメリカ/MITSUBISHI MATERIALS U.S.A. CORPORATION 41700 Gardenbrook Road, Suite 120, Novi, MI 48375-1320 U.S.A. TEL : +1(248)308-2620, FAX :+1(248)308-2627
メキシコ/MMC METAL DE MEXICO, S.A. DE C.V. Av. La Cañada No.16, Parque Industrial Bernardo Quintana, El Marques, Querétaro, CP 76246, México TEL : +52-442-1926800
ブラジル/MMC METAL DO BRASIL LTDA. Rua Cincinato Braga, 340 13° andar.Bela Vista – CEP 01333-010 São Paulo – SP ., Brasil TEL : +55(11)3506-5600 FAX : +55(11)3506-5677 必要システム構成:Windows 7,8,10 日本語版・英語版・中国語版
タ イ/MMC Hardmetal (Thailand) Co.,Ltd. MOLDINO Division 622 Emporium Tower, Floor 22/1-4, Sukhumvit Road, Klongton, Klongtoey, Bangkok 10110, Thailand TEL:+66-(0)2-661-8175 FAX:+66-(0)2-661-8176 System requirements: Japanese, English, or Chinese version of Windows 7, 8 or Windows 10.
イ ン ド/MMC Hardmetal India Pvt Ltd. H.O.: Prasad Enclave, #118/119, 1st Floor, 2nd Stage, 5th main, BBMP Ward #11, (New #38), Industrial Suburb, Yeshwanthpura, Bengaluru, 560 022, Karnataka, India. Tel : +91-80-2204-3600
2024-12
掲載価格は2024年12月 2日改定後の消費税抜きの単価を表示しております。予告なく、改良・改善のために仕様変更することがあります。
Specifications for the products listed in this catalog are subject to change without notice due to ベジタブルインクで印刷しています。 2024-12(K)
replacement or modification. Printed using vegetable oil ink. Printed in JAPAN 2017-1:FP
Small & Deep END MILL series MOLDINO Tool Engineering, Ltd.
Page5
VOL5-3
ラインナップ/アイコンの説明/コーティング材種
Line up, Meaning of icons, Coating materials
ボールエンドミル
Ball End Mills
テーパボールエンドミル
Taper Ball End Mills
ラジアスエンドミル
Radius End Mills
スクエアエンドミル
Square End Mills
技術データ/アイテム別たわみ性比較/外径・首下長さ別インデックス
Technical data / Individual tool deflection comparison / Tool dia. and under neck length index
1
Page6
小径深彫りエンドミルシリーズ VOL5-3
アイコンの説明 再研磨・再コーティング
加工用途
平面切削 曲面加工 玉ブチ加工 まだまだ使える!!
平面切削に使用できます。 曲面加工に使用できます。 玉ブチ加工に使用できます。
側面切削 R加工 細部加工
側面切削に使用できます。 R加工に使用できます。 細部加工に使用できます。
溝切削 テーパボール加工
溝切削に使用できます。 テーパボール加工に使用できます。
彫込み加工 取りのこし加工
彫込み加工に使用できます。 取りのこし加工に使用できます。
ボ 私たちは、お客様のご要望に応じたきめ細かな再研磨、再コーティングによる
ー
ル 仕上げ分類 トータルカスタマーサポートを行います。
エ
ン
ド
ミ 荒加工 仕上げ加工
ル 荒加工に使用できます。 仕上げ加工に使用できます。 ■ボールエンドミルの「RE精度」は、最新の
中仕上げ加工 リブ・細部加工 画像処理精密測定器で測定しています。
テ 中仕上げ加工に使用できます。 リブ溝加工、細部の加工に使用できます。
ー
パ ・
ボ
ー
ル
エ コーティング
ン
ド ※特定アイテムや製品使用状況により保証精度は異なります。
ミ
ル PNコーティング THコーティング 弊社営業にお問い合わせください。
PNコーティングを施してあります。 ナノ結晶系THコーティングを施してあります。
ラ TH3コーティング SDコーティング
ジ TH3コーティングを施してあります。 S-DLCコーティングを施してあります。
ア
ス
エ ATHコーティング HDコーティング
ン ATHコーティングを施してあります。 ダイヤモンドコートを施してあります。
ド
ミ 画像処理精密測定器
ル
工具材質
ス ごあんない
ク
エ 超硬 CBN ■加工可能な工具は、超硬エンドミル・ハイス
ア 工具材質に超硬合金を使用しています。 工具材質にCBNを使用しています。
エ エンドミル・ノンステップボーラー・ドリル・
ン
ド インサートです。
ミ ■再加工が可能なサイズは、RE0.5からです。
ル エンドミル諸元
ねじれ角度 ±0.02 ボール半径公差 ・
刃部のねじれ角度を示します。 ボール半径の許容差を示します。 ・
0
-0.015 ±0.02 外径公差 シャンク径公差
外径の許容差を示します。 シャンク径の許容差を示します。 再研磨対応範囲は次ページを参照ください
2
Page7
小径深彫りエンドミルシリーズ VOL5-3
ソリッドエンドミル用コーティング材種 ソリッドエンドミル用コーティング材種
TH3コーティング PNコーティング
特長と機能 皮膜構造
優れた耐衝撃性を有する 特長と機能
● 優れた耐摩耗性・耐熱性を有する高硬度皮膜の適用により、長寿命化・高能 機能皮膜
率化が可能です。 =WET加工での突発欠 ● Al含有量の最適化により耐熱性に優れ、超硬母材との密着性にも優れたコーティングです。耐熱性の向上により、ドライ切削での長
損を抑制 寿命化が可能です。また、密着性の向上により、ウェット加工でも突発欠損が抑制され長寿命化が可能です。
● 優れた耐熱衝撃性を有する皮膜の適用により、WET加工などでの突発的な ●潤滑性を向上させた膜表面の効果で、プラスチック金型等の工具への溶着の起こりやすい材料の切削に対して、長寿命化が可能です。
欠損を抑制出来ます。 注)本工具のPNコーティングはその性質上、通電性が微小です。従って、通電方式の工具長測定装置をご使用の際にはご注意ください。
● 焼入れ鋼など50HRCを超える高硬度鋼の加工領域において長寿命化が 優れた耐摩耗性、耐熱性 ・
可能です。 を有する新皮膜
・ =長寿命化、高能率化が
可能 ・
・
・
ナノ組織の適用により皮膜 ターゲットとなる被削材
ターゲットとなる被削材 の破壊単位を小さく制御
=高硬度鋼加工での長 ●プリハードン鋼、炭素鋼、合金鋼、SUS系、SKD61、SKD11 など
● 焼入れ鋼などの高硬度鋼(特に50HRC以上)、ハイス鋼 など 超硬母材 寿命化が可能 ・
・
PNコーティングの密着性 母材:超硬合金 PNコーティングの皮膜断面組織と特性
●新皮膜は“ナノ組織”の適用により、皮膜の破壊単位を小さくする事に成功! 高硬度鋼加工での長寿命化が可能です 従来コーティング品 PNコーティング
❶密着強度が向上
剥離なし 皮膜構造
従来皮膜 大きく破壊 新 皮 膜 ↓
優れた密着性
❷潤滑性を向上させた
切削抵抗 切削抵抗 小さく破壊 膜表面
↓
コーティング剥離あり
超硬母材
※独VDI3198規格に基づく評価
超硬母材 超硬母材 超硬母材 超硬母材
SDコーティング
特長と機能
ATHコーティング ● ダイヤモンドに限りなく近い、非常に高硬度な水素フリーDLCコーティングです。高硬度であるために耐摩耗性に優れ、長寿命化が
可能です。
● 不純物が少なく、高耐熱性のDLCコーティングです。耐熱性に優れるために高能率加工が可能です。
特長と機能 ● 新フィルタリング技術を採用し、極めて平滑なDLCコーティングです。耐溶着性に優れるため溶着による刃先への構成刃先を抑制し、
良好な加工面となります。
● THコーティングの硬度と耐酸化性をさらに改善。高硬度鋼切削加工の長寿命化、高能率化が可能です。 ・
(結晶粒子がさらに微細化したSi系ナノコンポジットコーティングです。) ・
● ドライでもウェットでも長寿命化が可能です。 ・
・
・ ターゲットとなる被削材 ● 超硬インサート工具の表面異常粒子の比較
ターゲットとなる被削材 ●アルミニウム合金、樹脂 など 超平滑(新フィルタリング技術)
・
● 焼入れ鋼などの高硬度鋼(特に50HRC以上)、高速度鋼、工具鋼 など 従来DLC
・
3
Ball End Mills Taper Ball End Mills Radius End Mills Square End Mills
Page8
小径深彫りエンドミルシリーズ VOL5-3
ソリッドエンドミル用コーティング材種 ソリッドエンドミル用コーティング材種
TH3コーティング PNコーティング
特長と機能 皮膜構造
優れた耐衝撃性を有する 特長と機能
● 優れた耐摩耗性・耐熱性を有する高硬度皮膜の適用により、長寿命化・高能 機能皮膜
率化が可能です。 =WET加工での突発欠 ● Al含有量の最適化により耐熱性に優れ、超硬母材との密着性にも優れたコーティングです。耐熱性の向上により、ドライ切削での長
損を抑制 寿命化が可能です。また、密着性の向上により、ウェット加工でも突発欠損が抑制され長寿命化が可能です。
● 優れた耐熱衝撃性を有する皮膜の適用により、WET加工などでの突発的な ●潤滑性を向上させた膜表面の効果で、プラスチック金型等の工具への溶着の起こりやすい材料の切削に対して、長寿命化が可能です。
欠損を抑制出来ます。 注)本工具のPNコーティングはその性質上、通電性が微小です。従って、通電方式の工具長測定装置をご使用の際にはご注意ください。
● 焼入れ鋼など50HRCを超える高硬度鋼の加工領域において長寿命化が 優れた耐摩耗性、耐熱性 ・
可能です。 を有する新皮膜
・ =長寿命化、高能率化が
可能 ・
・
・
ナノ組織の適用により皮膜 ターゲットとなる被削材
ターゲットとなる被削材 の破壊単位を小さく制御
=高硬度鋼加工での長 ●プリハードン鋼、炭素鋼、合金鋼、SUS系、SKD61、SKD11 など
● 焼入れ鋼などの高硬度鋼(特に50HRC以上)、ハイス鋼 など 超硬母材 寿命化が可能 ・
・ ボ
ー
ル PNコーティングの密着性 母材:超硬合金 PNコーティングの皮膜断面組織と特性
エ
●新皮膜は“ナノ組織”の適用により、皮膜の破壊単位を小さくする事に成功! 高硬度鋼加工での長寿命化が可能です ン 従来コーティング品 PNコーティング
❶密着強度が向上
ド
ミ 剥離なし 皮膜構造
従来皮膜 大きく破壊 新 皮 膜 ル ↓
優れた密着性
❷潤滑性を向上させた
切削抵抗 切削抵抗 小さく破壊 膜表面
↓
テ コーティング剥離あり
ー 超硬母材
パ ※独VDI3198規格に基づく評価
ボ
ー
ル
超硬母材 超硬母材 超硬母材 超硬母材 エ
ン
ド
ミ
ル SDコーティング
特長と機能
ラ
ATHコーティング ジ ● ダイヤモンドに限りなく近い、非常に高硬度な水素フリーDLCコーティングです。高硬度であるために耐摩耗性に優れ、長寿命化が
ア
ス 可能です。
エ ● 不純物が少なく、高耐熱性のDLCコーティングです。耐熱性に優れるために高能率加工が可能です。
特長と機能 ン ● 新フィルタリング技術を採用し、極めて平滑なDLCコーティングです。耐溶着性に優れるため溶着による刃先への構成刃先を抑制し、
ド 良好な加工面となります。
● THコーティングの硬度と耐酸化性をさらに改善。高硬度鋼切削加工の長寿命化、高能率化が可能です。 ミ
ル ・
(結晶粒子がさらに微細化したSi系ナノコンポジットコーティングです。) ・
● ドライでもウェットでも長寿命化が可能です。 ・
・ ス
・ ク
エ ターゲットとなる被削材 ● 超硬インサート工具の表面異常粒子の比較
ア
ターゲットとなる被削材 エ ●アルミニウム合金、樹脂 など
ン 超平滑(新フィルタリング技術)
・
● 焼入れ鋼などの高硬度鋼(特に50HRC以上)、高速度鋼、工具鋼 など ド
ミ 従来DLC
・ ル
4
Page9
小径深彫りエンドミルシリーズ VOL5-3
High adhesion
Diamond coating ダイヤモンドコーティング Diamond Coating HD
特長と機能 Features and characteristics
● 結晶性の良いダイヤモンドを採用し、高純度なダイヤモンドからなるダイヤモンドコーティングです。非常に高硬度であるために、
長寿命化が可能です。
● ダイヤモンドコーティング専用母材を採用し、独自の前処理技術によりコーティングの密着性が向上しました。突発的な欠損等を
抑制し、長寿命が可能です。
・Coating made of high-purity diamond using diamond with good crystallinity. That extremely high hardness allows for a longer tool life.
・Special material for diamond coating is adopted for base metal. Our exclusive pre-treatment technology is used to provide higher adhesion. Suppresses sudden damage
and results in a longer tool life.
ターゲットとなる被削材 Target work materials
● グラファイト、高Siアルミニウム合金、繊維強化プラスチック(FRP) など
・Graphite, high Si aluminum alloy, fiber reinforced plastic (FRP)
5
Ball End Mills Taper Ball End Mills Radius End Mills Square End Mills
Page10
小径深彫りエンドミルシリーズ VOL5-3
ボ
ー
ル
エ
ン
ド
ミ
ル
テ
ー
パ
ボ
ー
ル
エ
ン
ド
ミ
ル
ラ
ジ
ア
ス
エ
ン
ド
ミ
ル
ス
ク
エ
ア
エ
ン
ド
ミ
ル
6
Page11
小径深彫りエンドミルシリーズ VOL5-3
エポックディープボールエボリューション
たわみ性比較
EPDBE2 - . -
外 観
特 長
刃先と首形状の改良によりタオレを抑制し高精度加工を実現。
ATH&PNコーティングの採用で更なる長寿命加工。 さらに詳しい情報はこちら➡
をご覧ください
仕 様
工具材質 エンドミル諸元 仕上げ分類
コーティング 精度 加工用途
±0.003(RE≦0.25)
±0.005(0.25<RE)
被削材 再研磨対応外径範囲
コーティング 炭素鋼 プリハードン鋼 高硬度材 高硬度材 高硬度材 ステンレス鋼 チタン合金 銅合金 アルミ合金 外周
合金鋼 45HRC以下 45~55HRC 55~65HRC 65HRC超 耐熱合金 ×
エンド
◎ ◎ ◎ ○ ◎ ◎ ◎ ◎ 1~6
【注意】首下長/外径が10DCを超える
○ ◎ ◎ ◎ ○ ○ ◎ ○ ○ 工具の再研磨可否については、弊
社営業にお問い合わせください。
【 】
7
Ball End Mills Taper Ball End Mills Radius End Mills Square End Mills
Page12
小径深彫りエンドミルシリーズ VOL5-3
エポックディープボールエボリューション
Slotting Die-sinking Profiling Radius Miniature Semi Finishing Rib
Epoch Deep Ball Evolution Finishing Miniature
Coating
RE θκ 首R Neck R
2枚刃 DC DCONMS
2 Flutes
APMX
LU
LF (㎜)
ボール半径 RE精度
RE Tolerance on RE
右表 RE≦0.25 ±0.003
EPDBE2 - . -PN Carbide Helix angle 0.25<RE ±0.005
在庫 寸 法 Size(mm) 干渉角度 勾配角に対する実有効首下長 希望小売
商品コード Stock ボール半径 外径 首下長 刃長 首径 全長 シャンク径 首R Interference Effective under neck length 価格(円)
Item code Ball radius Tool dia. Under Neck length Flute length Neck dia. Overall length Shank dia. angle with respect to draft angle
Neck Suggested
PN retail price
RE DC LU APMX DN LF DCONMS R θκ 0.5° 1° 1.5° 2° 3° (¥)
EPDBE2001-0.2-PN ● 0.2 11.76 0.35 0.37 0.39 0.41 0.44 15,210
EPDBE2001-0.3-PN ● 0.05 0.1 0.3 0.08 0.08 45 4 1 11.64 0.46 0.48 0.50 0.52 0.57 15,570
EPDBE2001-0.5-PN ● 0.5 11.40 0.67 0.70 0.73 0.76 0.81 16,860
EPDBE2002-0.5-PN ● 0.5 11.42 0.70 0.72 0.75 0.77 0.82 10,910
EPDBE2002-0.75-PN ● 0.75 11.13 0.96 0.99 1.02 1.05 1.11 10,910
EPDBE2002-1-PN ● 1 10.86 1.22 1.26 1.30 1.33 1.39 10,910
ボ EPDBE2002-1.25-PN ● 1.57 1.61 1.72
EPDBE2002-1.5-PN 0.1 0.2 1.25
1.5 0.15 0.17 50 4 1 10.60 1.48 1.52 11,790
ー ● 10.35 1.74 1.79 1.84 1.88 2.05 11,790
ル EPDBE2002-2-PN ● 2 9.88 2.25 2.32 2.37 2.45 2.71 12,970
エ EPDBE2002-2.5-PN ● 2.5 9.46 2.77 2.84 2.91 3.05 3.37 14,150
ン EPDBE2002-3-PN ● 3 9.07 3.28 3.37 3.48 3.65 4.04 15,210
ド
ミ EPDBE2003-0.5-PN ● 0.5 11.47 0.78 0.82 0.86 0.90 0.98 10,650
ル EPDBE2003-0.75-PN ● 0.75 11.17 1.05 1.10 1.15 1.20 1.29 10,650
EPDBE2003-1-PN ● 1 10.89 1.31 1.38 1.43 1.49 1.59 10,650
EPDBE2003-1.25-PN ● 0.15 0.3 1.25
1.5 0.25 0.27 50 4 2 10.62 1.58 1.65 1.72 1.78 1.89 11,420
EPDBE2003-1.5-PN ● 10.36 1.84 1.92 1.99 2.06 2.18 11,420
テ EPDBE2003-2-PN ● 2 9.88 2.36 2.46 2.55 2.62 2.76 11,420
ー
パ EPDBE2003-2.5-PN ● 2.5 9.45 2.89 3.00 3.10 3.18 3.36 11,790
ボ EPDBE2003-3-PN ● 3 9.05 3.41 3.53 3.64 3.73 4.02 11,790
ー EPDBE2004-0.75-PN ● 0.75 11.21 1.04 1.09 1.14 1.19 1.28 7,280
ル EPDBE2004-1-PN ● 1 10.91 1.31 1.37 1.43 1.48 1.58 7,280
エ EPDBE2004-1.5-PN ● 1.5 10.37 1.84 1.92 1.99 2.06 2.17 7,400
ン
ド EPDBE2004-2-PN ● 2 9.88 2.36 2.46 2.54 2.62 2.75 7,660
ミ EPDBE2004-2.5-PN ● 0.2 0.4 2.5 0.3 0.37 50 4 2 9.43 2.89 3.00 3.09 3.18 3.34 7,920
ル EPDBE2004-3-PN ● 3 9.03 3.41 3.53 3.63 3.73 4.01 8,440
EPDBE2004-3.5-PN ● 3.5 8.65 3.93 4.06 4.18 4.27 4.67 9,090
EPDBE2004-4-PN ● 4 8.30 4.45 4.59 4.71 4.83 5.33 9,090
ラ EPDBE2004-4.5-PN ● 4.5 7.99 4.97 5.12 5.25 5.43 6.00 9,610
ジ EPDBE2005-1-PN ● 1 10.94 1.31 1.37 1.42 1.47 1.57 7,280
ア EPDBE2005-1.5-PN ● 1.5 10.39 1.83 1.91 1.98 2.05 2.17 7,280
ス
エ EPDBE2005-2-PN ● 2 9.88 2.36 2.45 2.54 2.61 2.75 7,280
ン EPDBE2005-2.5-PN ● 2.5 9.42 2.88 2.99 3.09 3.17 3.33 7,280
ド EPDBE2005-3-PN ● 0.25 0.5 3
ミ 4 0.35 0.47 50 4 2 9.00 3.41 3.53 3.63 3.72 3.99 7,280
EPDBE2005-4-PN ● 8.27 4.45 4.59 4.71 4.82 5.32 7,280
ル EPDBE2005-5-PN ● 5 7.64 5.48 5.65 5.78 6.01 6.65 7,400
EPDBE2005-5.5-PN ● 5.5 7.36 6.00 6.17 6.31 6.61 7.31 7,660
EPDBE2005-6-PN ● 6 7.10 6.52 6.70 6.88 7.21 7.97 7,660
EPDBE2005-8-PN ● 8 6.23 8.58 8.79 9.16 9.60 10.63 9,090
ス
ク EPDBE2006-1-PN ● 1 10.98 1.44 1.54 1.63 1.71 1.88 6,270
エ EPDBE2006-2-PN ● 2 9.88 2.52 2.66 2.79 2.91 3.13 5,590
ア EPDBE2006-2.5-PN ● 2.5 9.41 3.05 3.22 3.36 3.49 3.73 5,710
エ EPDBE2006-3-PN ● 3 8.98 3.58 3.77 3.93 4.07 4.32 5,710
ン EPDBE2006-3.5-PN ● 3.5 8.58 4.12 4.32 4.49 4.64 4.91 5,980
ド EPDBE2006-4-PN ● 4 8.22 4.64 4.86 5.04 5.20 5.48 5,980
ミ EPDBE2006-4.5-PN ● 4.5 7.89 5.17 5.40 5.59 5.76 6.06 5,980
ル EPDBE2006-5-PN ● 0.3 0.6 5 0.4 0.57 50 4 4 7.59 5.70 5.94 6.14 6.32 6.63 5,980
EPDBE2006-5.5-PN ● 5.5 7.31 6.22 6.48 6.69 6.87 7.29 5,980
EPDBE2006-6-PN ● 6 7.04 6.75 7.02 7.23 7.42 7.96 5,980
EPDBE2006-7-PN ● 7 6.57 7.79 8.08 8.32 8.52 9.28 6,760
EPDBE2006-8-PN ● 8 6.16 8.84 9.15 9.40 9.61 10.61 7,920
EPDBE2006-9-PN ● 9 5.79 9.88 10.21 10.47 10.79 11.94 8,440
EPDBE2006-10-PN ● 10 5.47 10.92 11.26 11.54 11.99 13.27 8,050
EPDBE2006-12-PN ● 12 4.92 12.99 13.37 13.72 14.38 15.92 9,090
●:標準在庫品です。 ●:Stocked items. 干渉なし: No interference
8
DN
Page13
小径深彫りエンドミルシリーズ VOL5-3
首下詳細形状
首下長 首R 12°
Neck R 実有効 【注意】
Under Neck Length 首下長
The effective エポックディープボールEPDBとは有効首下長が
under-neck 異なります。再度ご確認お願いいたします。
勾配角 length
Draft angle 【Note】
干渉角度θκ
Interference The effective under-neck length is different from
EPDBE2 - . -PN angle Epoch Deep Ball EPDB. Please recheck the
interference region.
在庫 寸 法 Size(mm) 希望小売
商品コード Stock 干渉角度 勾配角に対する実有効首下長
ボール半径 外径 首下長 刃長 首径 全長 シャンク径 首R Interference Effective under neck length 価格(円)
Item code Ball radius Tool dia. Under Neck length Flute length Neck dia. Overall length Shank dia. angle with respect to draft angle S
PN Neck uggested
retail price
RE DC LU APMX DN LF DCONMS R θκ 0.5° 1° 1.5° 2° 3° (¥)
EPDBE2007-2-PN ● 2 9.88 2.52 2.66 2.79 2.90 3.12 5,590
EPDBE2007-4-PN ● 4.86 5.04 5.20 5.48
EPDBE2007-6-PN ● 0.35 0.7 4 8.18
6 0.45 0.67 50 4 4 4.64 5,980
6.98 6.74 7.01 7.23 7.42 7.94 5,980
EPDBE2007-8-PN ● 8 6.09 8.83 9.14 9.39 9.61 10.60 5,980
EPDBE2008-2-PN ● 2 9.87 2.51 2.65 2.78 2.89 3.11 5,590
EPDBE2008-4-PN ● 4 8.14 4.64 4.85 5.03 5.19 5.47 5,980
EPDBE2008-5-PN ● 5.93 6.13 6.31 6.61
EPDBE2008-6-PN ● 0.4 0.8 5 7.48
6 0.5 0.77 50 4 4 5.69 5,980
6.92 6.74 7.01 7.23 7.41 7.92 5,980
EPDBE2008-8-PN ● 8 6.01 8.83 9.14 9.39 9.60 10.58 5,980
EPDBE2008-10-PN ● 10 5.32 10.91 11.26 11.53 11.97 13.23 7,920
EPDBE2009-2-PN ● 2 9.87 2.51 2.65 2.77 2.89 3.10 5,590
EPDBE2009-4-PN ● 4.85 5.03 5.18 5.46
EPDBE2009-6-PN ● 0.45 0.9 4 8.09
6 0.6 0.87 50 4 4 4.64 5,980
6.85 6.74 7.00 7.22 7.41 7.91 5,980
EPDBE2009-8-PN ● 8 5.94 8.83 9.14 9.38 9.60 10.56 5,980
EPDBE2010-2-PN ● 2 9.84 2.54 2.67 2.79 2.90 3.11 4,680
EPDBE2010-3-PN ● 3 8.84 3.61 3.78 3.93 4.06 4.30 4,680
EPDBE2010-4-PN ● 4 8.02 4.66 4.87 5.04 5.20 5.47 5,340
EPDBE2010-5-PN ● 5 7.34 5.72 5.95 6.14 6.31 6.61 5,340
EPDBE2010-6-PN ● 6 6.77 7.02 7.23 7.42 7.92
EPDBE2010-7-PN ● 7 50 6.76 5,710
6.28 7.81 8.09 8.32 8.52 9.25 5,710
EPDBE2010-8-PN ● 8 5.85 8.85 9.15 9.40 9.61 10.58 5,710
EPDBE2010-9-PN ● 0.5 1 9 0.8 0.96 4 4 5.48 9.89 10.21 10.47 10.78 11.91 5,710
EPDBE2010-10-PN ● 10 5.15 10.93 11.27 11.54 11.98 13.23 5,710
EPDBE2010-12-PN ● 12 4.60 13.00 13.37 13.72 14.37 15.89 5,710
EPDBE2010-13-PN ● 13 4.37 14.42 14.86 15.57 17.21 6,760
EPDBE2010-14-PN ● 14 55 14.04
4.16 15.07 15.47 16.00 16.76 18.54 6,760
EPDBE2010-16-PN ● 16 3.79 17.13 17.56 18.28 19.16 21.20 7,920
EPDBE2010-18-PN ● 18 3.49 19.66 20.56 21.55 23.85 7,920
EPDBE2010-20-PN ● 20 60 19.19
3.23 21.25 21.84 22.84 23.94 26.51 9,610
EPDBE2011-2-PN ● 2 9.81 2.58 2.70 2.81 2.92 3.12 6,270
EPDBE2011-4-PN ● 4 7.95 4.69 4.89 5.06 5.21 5.48 7,140
EPDBE2011-6-PN ● 0.55 1.1 6 1 1.05 50 4 4 6.68 6.79 7.04 7.25 7.43 7.94 7,790
EPDBE2011-8-PN ● 8 5.76 8.87 9.17 9.41 9.61 10.59 7,790
EPDBE2011-10-PN ● 10 5.06 10.95 11.28 11.55 12.00 13.25 7,790
EPDBE2012-4-PN ● 4 7.89 4.69 4.88 5.05 5.20 5.47 7,140
EPDBE2012-6-PN ● 6 6.60 7.03 7.24 7.42 7.92
EPDBE2012-8-PN ● 0.6 1.2 8 1.1 1.15 50 6.79 7,790
4 4 5.67 8.87 9.16 9.40 9.61 10.58 7,790
EPDBE2012-10-PN ● 10 4.97 10.95 11.28 11.54 11.99 13.23 7,790
EPDBE2012-12-PN ● 12 55 4.43 13.02 13.38 13.73 14.38 15.89 7,790
EPDBE2014-8-PN ● 8 50 5.48 8.89 9.18 9.41 9.61 10.58 6,760
EPDBE2014-12-PN ● 0.7 1.4 12 1.3 1.34 4 13.39 13.74 14.39 15.89 6,760
EPDBE2014-16-PN ● 55 4 4.24 13.04
16 3.46 17.16 17.57 18.31 19.17 21.20 6,760
EPDBE2015-4-PN ● 4 7.68 4.71 4.89 5.06 5.20 5.46 5,460
EPDBE2015-6-PN ● 6 6.33 7.04 7.25 7.42 7.91
EPDBE2015-8-PN ● 8 50 6.81 5,460
5.39 8.89 9.17 9.41 9.61 10.56 5,710
EPDBE2015-10-PN ● 10 4.68 10.96 11.29 11.55 11.98 13.22 6,230
EPDBE2015-12-PN ● 0.75 1.5 12 1.35 1.44 4 4 4.14 13.03 13.39 13.74 14.38 15.87 6,760
EPDBE2015-14-PN ● 14 55 3.72 15.10 15.48 16.02 16.77 18.52 6,760
EPDBE2015-16-PN ● 16 3.77 17.16 17.57 18.30 19.16 21.18 6,760
EPDBE2015-18-PN ● 18 3.08 19.69 20.58 21.56 23.83 6,760
EPDBE2015-20-PN ● 20 60 19.22
2.84 21.27 21.87 22.86 23.95 干渉なし 6,760
EPDBE2016-8-PN ● 8 50 5.28 8.89 9.17 9.40 9.60 10.55 7,790
EPDBE2016-12-PN ● 13.39 13.73 14.37 15.85
EPDBE2016-16-PN ● 0.8 1.6 12 4.05
16 1.4 1.54 55 4 4 13.03 7,790
3.28 17.16 17.57 18.29 19.15 21.16 7,790
EPDBE2016-20-PN ● 20 60 2.75 21.27 21.87 22.86 23.94 干渉なし 7,790
EPDBE2018-8-PN ● 8 50 5.06 8.91 9.18 9.41 9.61 10.54 6,760
EPDBE2018-12-PN ● 13.40 13.74 14.38 15.85
EPDBE2018-16-PN ● 0.9 1.8 12 3.83
16 1.6 1.73 55 4 4 13.05 6,760
3.09 17.17 17.58 18.31 19.16 21.16 6,760
EPDBE2018-20-PN ● 20 60 2.58 21.28 21.88 22.87 23.95 干渉なし 6,760
9
Ball End Mills Taper Ball End Mills Radius End Mills Square End Mills
Page14
小径深彫りエンドミルシリーズ VOL5-3
エポックディープボールエボリューション
Slotting Die-sinking Profiling Radius Miniature Semi Finishing Rib
Finishing Miniature
Epoch Deep Ball Evolution
Coating
RE θκ 首R Neck R
2枚刃 DC DCONMS
2 Flutes
APMX
LU
LF (㎜)
ボール半径 RE精度
RE Tolerance on RE
右表 RE≦0.25 ±0.003
EPDBE2 - . -PN Carbide Helix angle 0.25<RE ±0.005
在庫 寸 法 Size(mm) 干渉角度 勾配角に対する実有効首下長 希望小売
商品コード Stock ボール半径 外径 首下長 刃長 首径 全長 シャンク径 首R Interference Effective under neck length 価格(円)
Item code Ball radius Tool dia. Under Neck length Flute length Neck dia. Overall length Shank dia. angle with respect to draft angle
Neck Suggested
PN retail price
RE DC LU APMX DN LF DCONMS R θκ 0.5° 1° 1.5° 2° 3° (¥)
EPDBE2020-3-PN ● 3 8.26 3.71 3.84 3.96 4.07 4.29 4,680
EPDBE2020-4-PN ● 4 7.23 4.75 4.92 5.07 5.21 5.45 4,680
EPDBE2020-6-PN ● 6 50 5.78 6.84 7.07 7.26 7.43 7.89 5,340
EPDBE2020-8-PN ● 8 4.81 8.92 9.19 9.42 9.61 10.54 5,710
EPDBE2020-10-PN ● 10 4.12 11.00 11.30 11.56 11.99 13.20 5,710
EPDBE2020-12-PN ● 12 3.61 13.06 13.41 13.76 14.39 15.85 5,710
ボ EPDBE2020-13-PN ● 13 14.90 15.58 17.18
ー EPDBE2020-14-PN ● 16.04 16.78 18.51
ル EPDBE2020-16-PN ● 1 2 14 55 3.39 14.10 14.45 5,710
16 1.7 1.92 4 4 3.20 15.13 15.50 5,710
2.88 17.19 17.59 18.32 19.17 干渉なし 5,710
エ EPDBE2020-18-PN ● 18 2.62 19.24 19.72 20.60 21.57 干渉なし 5,710
ン EPDBE2020-20-PN ● 20 60 2.40 21.30 21.90 22.88 23.96 干渉なし 5,710
ド
ミ EPDBE2020-22-PN ● 22 2.22 23.35 24.08 25.16 26.35 干渉なし 7,920
ル EPDBE2020-25-PN ● 25 65 1.99 26.42 27.35 28.58 干渉なし 干渉なし 8,050
EPDBE2020-30-PN ● 30 70 1.70 31.53 32.80 34.29 干渉なし 干渉なし 9,210
EPDBE2020-35-PN ● 35 75 1.48 36.65 38.24 干渉なし 干渉なし 干渉なし 12,510
EPDBE2020-40-PN ● 40 80 1.31 41.86 43.69 干渉なし 干渉なし 干渉なし 12,510
テ EPDBE2025-6-PN ● 6 7.27 7.43 7.87
ー
パ EPDBE2025-10-PN ● 10 50 5.04 6.88 7.09 6,230
3.43 11.03 11.32 11.56 12.00 13.18 6,570
ボ EPDBE2025-15-PN ● 1.25 2.5 15
20 2 2.4 55
60 4 4 2.46 16.18 16.56 17.20 17.98 干渉なし 7,790
ー EPDBE2025-20-PN ● 1.91 21.32 21.93 22.90 干渉なし 干渉なし 9,090
ル EPDBE2025-25-PN ● 25 65 1.57 26.44 27.38 28.60 干渉なし 干渉なし 9,740
エ EPDBE2025-30-PN ● 30 70 1.33 31.55 32.82 干渉なし 干渉なし 干渉なし 9,740
ン
ド EPDBE2030-8-PN ● 8 9.44 9.62 10.51
ミ EPDBE2030-10-PN ● 10 55 6.19 8.99 9.23 5,850
5.41 11.06 11.34 11.57 12.01 13.16 6,630
ル EPDBE2030-13-PN ● 13 14.94 15.60 17.15
EPDBE2030-16-PN ● 18.36 19.19 21.13
EPDBE2030-20-PN ● 1.5 3 16 60 4.56 14.15 14.48 7,790
20 2.5 2.88 65 6 4 3.93 17.24 17.61 7,790
3.33 21.34 21.96 22.92 23.97 26.44 7,530
ラ EPDBE2030-25-PN ● 25 70 2.79 26.46 27.41 28.62 29.96 干渉なし 7,530
ジ EPDBE2030-30-PN ● 30 75 2.40 31.57 32.85 34.32 35.94 干渉なし 8,570
ア EPDBE2030-35-PN ● 35 80 2.11 36.72 38.30 40.03 41.92 干渉なし 10,910
ス EPDBE2035-15-PN ● 15 60
エ 3.68 16.25 16.60 17.26 18.03 19.81 8,570
ン EPDBE2035-25-PN ● 1.75 3.5 25
35 2.75 3.35 70
80 6 4 2.43 26.49 27.46 28.67 29.99 干渉なし 9,090
ド EPDBE2035-35-PN ● 1.82 36.79 38.36 40.07 干渉なし 干渉なし 11,680
ミ EPDBE2035-45-PN ● 45 90 1.45 47.22 49.25 干渉なし 干渉なし 干渉なし 14,270
ル EPDBE2040-10-PN ● 10 55 4.38 11.10 11.36 11.58 12.00 13.10 5,980
EPDBE2040-13-PN ● 13 14.95 15.59 17.08
EPDBE2040-16-PN ● 16 60 3.57 14.19 14.50 7,790
3.01 17.27 17.63 18.37 19.18 干渉なし 7,790
EPDBE2040-20-PN ● 20 65 2.49 21.37 21.99 22.93 23.96 干渉なし 7,790
ス
ク EPDBE2040-25-PN ● 28.63 29.95 干渉なし
エ EPDBE2040-30-PN ● 2 4 25
30 3 3.85 70
75 6 4 2.05 26.49 27.44 7,790
1.74 31.59 32.89 34.34 干渉なし 干渉なし 7,790
ア EPDBE2040-35-PN ● 35 40.04 干渉なし 干渉なし
エ EPDBE2040-40-PN ● 40 80 1.51 36.78 38.33 8,960
1.34 41.99 43.78 干渉なし 干渉なし 干渉なし 10,120
ン EPDBE2040-45-PN ● 45 90 1.20 47.20 49.23 干渉なし 干渉なし 干渉なし 12,970
ド EPDBE2040-50-PN ● 50 100 1.08 52.42 54.68 干渉なし 干渉なし 干渉なし 13,920
ミ EPDBE2050-20-PN ● 20 65 1.42 21.36 21.95 干渉なし 干渉なし 干渉なし 13,590
ル EPDBE2050-25-PN ● 干渉なし 干渉なし 干渉なし
EPDBE2050-30-PN ● 2.5 5 25
30 3.5 4.85 70
75 6 4 1.14 26.48 27.39 13,590
0.95 31.58 干渉なし 干渉なし 干渉なし 干渉なし 14,580
EPDBE2050-40-PN ● 40 80 0.72 41.97 干渉なし 干渉なし 干渉なし 干渉なし 18,400
EPDBE2060-12-PN ● 12 60 0 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 10,200
EPDBE2060-20-PN ● 干渉なし 干渉なし 干渉なし
EPDBE2060-30-PN ● 3 6 20
30 6 5.85 65
75 6 - 0 干渉なし 干渉なし 10,200
0 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 10,470
EPDBE2060-50-PN ● 50 100 0 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 12,490
●:標準在庫品です。 ●:Stocked items. 干渉なし: No interference
10
DN
Page15
小径深彫りエンドミルシリーズ VOL5-3
エポックディープボールエボリューション
Slotting Die-sinking Profiling Radius Miniature Semi Finishing Rib
Epoch Deep Ball Evolution Finishing Miniature
Coating
RE θκ 首R Neck R
2枚刃 DC DCONMS
2 Flutes
APMX
LU (㎜)
LF ボール半径 RE精度
RE Tolerance on RE
右表 RE≦0.25 ±0.003
EPDBE2 - . -ATH Carbide Helix angle 0.25<RE ±0.005
在庫 寸 法 Size(mm) 干渉角度 勾配角に対する実有効首下長 希望小売
商品コード Stock ボール半径 外径 首下長 刃長 首径 全長 シャンク径 首R Interference Effective under neck length 価格(円)
Item code Ball radius Tool dia. Under Neck length Flute length Neck dia. Overall length Shank dia. angle with respect to draft angle
Neck Suggested
ATH retail price
RE DC LU APMX DN LF DCONMS R θκ 0.5° 1° 1.5° 2° 3° (¥)
EPDBE2001-0.2-ATH ● 0.2 11.76 0.35 0.37 0.39 0.41 0.44 17,920
EPDBE2001-0.3-ATH ● 0.05 0.1 0.3 0.08 0.08 45 4 1 11.64 0.46 0.48 0.50 0.52 0.57 18,400
EPDBE2001-0.5-ATH ● 0.5 11.40 0.67 0.70 0.73 0.76 0.81 19,930
EPDBE2002-0.5-ATH ● 0.5 11.42 0.70 0.72 0.75 0.77 0.82 12,850
EPDBE2002-0.75-ATH ● 0.75 11.13 0.96 0.99 1.02 1.05 1.11 12,850
EPDBE2002-1-ATH ● 1 10.86 1.22 1.26 1.30 1.33 1.39 12,850
EPDBE2002-1.25-ATH ● 0.1 0.2 1.25 10.60
1.5 0.15 0.17 50 4 1 1.48 1.52 1.57 1.61 1.72 13,920
EPDBE2002-1.5-ATH ● 10.35 1.74 1.79 1.84 1.88 2.05 13,920
EPDBE2002-2-ATH ● 2 9.88 2.25 2.32 2.37 2.45 2.71 15,330
EPDBE2002-2.5-ATH ● 2.5 9.46 2.77 2.84 2.91 3.05 3.37 16,750
EPDBE2002-3-ATH ● 3 9.07 3.28 3.37 3.48 3.65 4.04 17,920
EPDBE2003-0.5-ATH ● 0.5 11.47 0.78 0.82 0.86 0.90 0.98 12,620
EPDBE2003-0.75-ATH ● 0.75 11.17 1.05 1.10 1.15 1.20 1.29 12,620
EPDBE2003-1-ATH ● 1 10.89 1.31 1.38 1.43 1.49 1.59 12,620
EPDBE2003-1.25-ATH ● 0.15 0.3 1.25 10.62
1.5 0.25 0.27 50 4 2 1.58 1.65 1.72 1.78 1.89 13,450
EPDBE2003-1.5-ATH ● 10.36 1.84 1.92 1.99 2.06 2.18 13,450
EPDBE2003-2-ATH ● 2 9.88 2.36 2.46 2.55 2.62 2.76 13,450
EPDBE2003-2.5-ATH ● 2.5 9.45 2.89 3.00 3.10 3.18 3.36 13,920
EPDBE2003-3-ATH ● 3 9.05 3.41 3.53 3.64 3.73 4.02 13,920
EPDBE2004-0.75-ATH ● 0.75 11.21 1.04 1.09 1.14 1.19 1.28 8,600
EPDBE2004-1-ATH ● 1 10.91 1.31 1.37 1.43 1.48 1.58 8,600
EPDBE2004-1.5-ATH ● 1.5 10.37 1.84 1.92 1.99 2.06 2.17 8,740
EPDBE2004-2-ATH ● 2 9.88 2.36 2.46 2.54 2.62 2.75 9,060
EPDBE2004-2.5-ATH ● 0.2 0.4 2.5 0.3 0.37 50 4 2 9.43 2.89 3.00 3.09 3.18 3.34 9,350
EPDBE2004-3-ATH ● 3 9.03 3.41 3.53 3.63 3.73 4.01 9,970
EPDBE2004-3.5-ATH ● 3.5 8.65 3.93 4.06 4.18 4.27 4.67 10,740
EPDBE2004-4-ATH ● 4 8.30 4.45 4.59 4.71 4.83 5.33 10,740
EPDBE2004-4.5-ATH ● 4.5 7.99 4.97 5.12 5.25 5.43 6.00 11,360
EPDBE2005-1-ATH ● 1 10.94 1.31 1.37 1.42 1.47 1.57 8,600
EPDBE2005-1.5-ATH ● 1.5 10.39 1.83 1.91 1.98 2.05 2.17 8,600
EPDBE2005-2-ATH ● 2 9.88 2.36 2.45 2.54 2.61 2.75 8,600
EPDBE2005-2.5-ATH ● 2.5 9.42 2.88 2.99 3.09 3.17 3.33 8,600
EPDBE2005-3-ATH ● 0.25 0.5 3 9.00
4 0.35 0.47 50 4 2 3.41 3.53 3.63 3.72 3.99 8,600
EPDBE2005-4-ATH ● 8.27 4.45 4.59 4.71 4.82 5.32 8,600
EPDBE2005-5-ATH ● 5 7.64 5.48 5.65 5.78 6.01 6.65 8,740
EPDBE2005-5.5-ATH ● 5.5 7.36 6.00 6.17 6.31 6.61 7.31 9,060
EPDBE2005-6-ATH ● 6 7.10 6.52 6.70 6.88 7.21 7.97 9,060
EPDBE2005-8-ATH ● 8 6.23 8.58 8.79 9.16 9.60 10.63 10,740
EPDBE2006-1-ATH ● 1 10.98 1.44 1.54 1.63 1.71 1.88 7,420
EPDBE2006-2-ATH ● 2 9.88 2.52 2.66 2.79 2.91 3.13 6,600
EPDBE2006-2.5-ATH ● 2.5 9.41 3.05 3.22 3.36 3.49 3.73 6,760
EPDBE2006-3-ATH ● 3 8.98 3.58 3.77 3.93 4.07 4.32 6,760
EPDBE2006-3.5-ATH ● 3.5 8.58 4.12 4.32 4.49 4.64 4.91 7,060
EPDBE2006-4-ATH ● 4 8.22 4.64 4.86 5.04 5.20 5.48 7,060
EPDBE2006-4.5-ATH ● 4.5 7.89 5.17 5.40 5.59 5.76 6.06 7,060
EPDBE2006-5-ATH ● 0.3 0.6 5 0.4 0.57 50 4 4 7.59 5.70 5.94 6.14 6.32 6.63 7,060
EPDBE2006-5.5-ATH ● 5.5 7.31 6.22 6.48 6.69 6.87 7.29 7,060
EPDBE2006-6-ATH ● 6 7.04 6.75 7.02 7.23 7.42 7.96 7,060
EPDBE2006-7-ATH ● 7 6.57 7.79 8.08 8.32 8.52 9.28 7,980
EPDBE2006-8-ATH ● 8 6.16 8.84 9.15 9.40 9.61 10.61 9,350
EPDBE2006-9-ATH ● 9 5.79 9.88 10.21 10.47 10.79 11.94 9,970
EPDBE2006-10-ATH ● 10 5.47 10.92 11.26 11.54 11.99 13.27 9,520
EPDBE2006-12-ATH ● 12 4.92 12.99 13.37 13.72 14.38 15.92 10,740
11
DN
Ball End Mills Taper Ball End Mills Radius End Mills Square End Mills
Page16
小径深彫りエンドミルシリーズ VOL5-3
エポックディープボールエボリューション
Slotting Die-sinking Profiling Radius Miniature Semi Finishing Rib
Epoch Deep Ball Evolution Finishing Miniature
Coating
RE θκ 首R Neck R
2枚刃 DC DCONMS
2 Flutes
APMX
LU (㎜)
LF ボール半径 RE精度
RE Tolerance on RE
右表 RE≦0.25 ±0.003
EPDBE2 - . -ATH Carbide Helix angle 0.25<RE ±0.005
在庫 寸 法 Size(mm) 干渉角度 勾配角に対する実有効首下長 希望小売
商品コード Stock ボール半径 外径 首下長 刃長 首径 全長 シャンク径 首R Interference Effective under neck length 価格(円)
Item code Ball radius Tool dia. Under Neck length Flute length Neck dia. Overall length Shank dia. angle with respect to draft angle
Neck Suggested
ATH retail price
RE DC LU APMX DN LF DCONMS R θκ 0.5° 1° 1.5° 2° 3° (¥)
EPDBE2007-2-ATH ● 2 9.88 2.52 2.66 2.79 2.90 3.12 6,600
EPDBE2007-4-ATH ●
4 4.64 4.86 5.04 5.20 5.48
● 0.35 0.7 4
6 0.45 0.67 50 4 8.18 7,060
EPDBE2007-6-ATH 6.98 6.74 7.01 7.23 7.42 7.94 7,060
EPDBE2007-8-ATH ● 8 6.09 8.83 9.14 9.39 9.61 10.60 7,060
EPDBE2008-2-ATH ● 2 9.87 2.51 2.65 2.78 2.89 3.11 6,600
EPDBE2008-4-ATH ● 4 8.14 4.64 4.85 5.03 5.19 5.47 7,060
ボ EPDBE2008-5-ATH ● 0.8 5 4 7.48 5.69 5.93 6.13 6.31 6.61
ー ● 0.4 6 0.5 0.77 50 4 7,060
EPDBE2008-6-ATH 6.92 6.74 7.01 7.23 7.41 7.92 7,060
ル EPDBE2008-8-ATH ● 8 6.01 8.83 9.14 9.39 9.60 10.58 7,060
エ EPDBE2008-10-ATH ● 10 5.32 10.91 11.26 11.53 11.97 13.23 9,350
ン EPDBE2009-2-ATH ● 2 9.87 2.51 2.65 2.77 2.89 3.10 6,600
ド
ミ EPDBE2009-4-ATH ● 0.9 4 4 8.09 5.03 5.18 7,060
ル EPDBE2009-6-ATH ● 0.45 6 0.6 0.87 50 4 4.64 4.85 5.46
6.85 6.74 7.00 7.22 7.41 7.91 7,060
EPDBE2009-8-ATH ● 8 5.94 8.83 9.14 9.38 9.60 10.56 7,060
EPDBE2010-2-ATH ● 2 9.84 2.54 2.67 2.79 2.90 3.11 5,530
EPDBE2010-3-ATH ● 3 8.84 3.61 3.78 3.93 4.06 4.30 5,530
テ EPDBE2010-4-ATH ● 4 8.02 4.66 4.87 5.04 5.20 5.47 6,300
ー
パ EPDBE2010-5-ATH ● 5 7.34 5.72 5.95 6.14 6.31 6.61 6,300
ボ EPDBE2010-6-ATH ● 6 6.77 6.76 7.02 7.23 7.42 7.92
ー ● 7 50 6,760
EPDBE2010-7-ATH 6.28 7.81 8.09 8.32 8.52 9.25 6,760
ル EPDBE2010-8-ATH ● 8 5.85 8.85 9.15 9.40 9.61 10.58 6,760
エ EPDBE2010-9-ATH ● 0.5 1 9 0.8 0.96 4 4 5.48 9.89 10.21 10.47 10.78 11.91 6,760
ン
ド EPDBE2010-10-ATH ● 10 5.15 10.93 11.27 11.54 11.98 13.23 6,760
ミ EPDBE2010-12-ATH ● 12 4.60 13.00 13.37 13.72 14.37 15.89 6,760
ル EPDBE2010-13-ATH ● 13 4.37 14.86 15.57 7,980
EPDBE2010-14-ATH ● 14 55 14.04 14.42 17.21
4.16 15.07 15.47 16.00 16.76 18.54 7,980
EPDBE2010-16-ATH ● 16 3.79 17.13 17.56 18.28 19.16 21.20 9,350
ラ EPDBE2010-18-ATH ● 18 3.49 19.19 19.66 20.56 21.55 23.85 9,350
ジ EPDBE2010-20-ATH ● 20 60 3.23 21.25 21.84 22.84 23.94 26.51 11,360
ア EPDBE2011-2-ATH ● 2 9.81 2.58 2.70 2.81 2.92 3.12 7,420
ス
エ EPDBE2011-4-ATH ● 4 7.95 4.69 4.89 5.06 5.21 5.48 8,440
ン EPDBE2011-6-ATH ● 0.55 1.1 6 1 1.05 50 4 4 6.68 6.79 7.04 7.25 7.43 7.94 9,200
ド EPDBE2011-8-ATH ● 8 5.76 8.87 9.17 9.41 9.61 10.59 9,200
ミ EPDBE2011-10-ATH ● 10 5.06 10.95 11.28 11.55 12.00 13.25 9,200
ル EPDBE2012-4-ATH ● 4 7.89 4.69 4.88 5.05 5.20 5.47 8,440
EPDBE2012-6-ATH ● 6 6.60 6.79 7.03 7.24 7.42 7.92 9,200
EPDBE2012-8-ATH ● 0.6 1.2 8 1.1 1.15 50 4 4 5.67 8.87 9.16 9.40 9.61 10.58 9,200
EPDBE2012-10-ATH ● 10 4.97 10.95 11.28 11.54 11.99 13.23 9,200
ス
ク EPDBE2012-12-ATH ● 12 55 4.43 13.02 13.38 13.73 14.38 15.89 9,200
エ EPDBE2014-8-ATH ● 8 50 5.48 8.89 9.18 9.41 9.61 10.58 7,980
ア EPDBE2014-12-ATH ● 0.7 1.4 12 1.3 1.34 55 4 4 4.24 13.04 13.39 13.74 14.39 15.89 7,980
エ EPDBE2014-16-ATH ● 16 3.46 17.16 17.57 18.31 19.17 21.20 7,980
ン EPDBE2015-4-ATH ● 4 7.68 4.71 4.89 5.06 5.20 5.46 6,440
ド EPDBE2015-6-ATH ● 6 6.33 6.81 7.04 7.25 7.42 7.91
ミ ● 8 50 6,440
EPDBE2015-8-ATH 5.39 8.89 9.17 9.41 9.61 10.56 6,760
ル EPDBE2015-10-ATH ● 10 4.68 10.96 11.29 11.55 11.98 13.22 7,360
EPDBE2015-12-ATH ● 0.75 1.5 12 1.35 1.44 4 4 4.14 13.03 13.39 13.74 14.38 15.87 7,980
EPDBE2015-14-ATH ● 14 55 3.72 15.10 15.48 16.02 16.77 18.52 7,980
EPDBE2015-16-ATH ● 16 3.77 17.16 17.57 18.30 19.16 21.18 7,980
EPDBE2015-18-ATH ● 18 3.08 19.22 19.69 20.58 21.56 23.83 7,980
EPDBE2015-20-ATH ● 20 60 2.84 21.27 21.87 22.86 23.95 干渉なし 7,980
EPDBE2016-8-ATH ● 8 50 5.28 8.89 9.17 9.40 9.60 10.55 9,200
EPDBE2016-12-ATH ● 4 13.03 13.39 13.73 14.37 15.85
● 0.8 1.6 12 4.05
16 1.4 1.54 55 4 9,200
EPDBE2016-16-ATH 3.28 17.16 17.57 18.29 19.15 21.16 9,200
EPDBE2016-20-ATH ● 20 60 2.75 21.27 21.87 22.86 23.94 干渉なし 9,200
12 ●:標準在庫品です。 ●:Stocked items. 干渉なし: No interference
DN
Page17
小径深彫りエンドミルシリーズ VOL5-3
首下詳細形状
12°
首下長 首R Neck R 実有効 【注意】
Under Neck Length 首下長
The effective エポックディープボールEPDBとは有効首下長が
under-neck 異なります。再度ご確認お願いいたします。
勾配角 length
Draft angle 【Note】
干渉角度θκ
Interference The effective under-neck length is different from
EPDBE2 - . -ATH angle Epoch Deep Ball EPDB. Please recheck the
interference region.
在庫 寸 法 Size(mm) 干渉角度 勾配角に対する実有効首下長 希望小売
商品コード Stock ボール半径 外径 首下長 刃長 首径 全長 シャンク径 首R Interference Effective under neck length 価格(円)
Item code Ball radius Tool dia. Under Neck length Flute length Neck dia. Overall length Shank dia. angle with respect to draft angle
Neck Suggested
ATH retail price
RE DC LU APMX DN LF DCONMS R θκ 0.5° 1° 1.5° 2° 3° (¥)
EPDBE2018-8-ATH ● 8 50 5.06 8.91 9.18 9.41 9.61 10.54 7,980
EPDBE2018-12-ATH ● 3.83
● 0.9 1.8 12 13.40 13.74 14.38 15.85
EPDBE2018-16-ATH 16 1.6 13.05
1.73 55 4 4 7,980
3.09 17.17 17.58 18.31 19.16 21.16 7,980
EPDBE2018-20-ATH ● 20 60 2.58 21.28 21.88 22.87 23.95 干渉なし 7,980
EPDBE2020-3-ATH ● 3 8.26 3.71 3.84 3.96 4.07 4.29 5,530
EPDBE2020-4-ATH ● 4 7.23 4.75 4.92 5.07 5.21 5.45 5,530
EPDBE2020-6-ATH ● 6 50 5.78 6.84 7.07 7.26 7.43 7.89 6,300
EPDBE2020-8-ATH ● 8 4.81 8.92 9.19 9.42 9.61 10.54 6,760
EPDBE2020-10-ATH ● 10 4.12 11.00 11.30 11.56 11.99 13.20 6,760
EPDBE2020-12-ATH ● 12 3.61 13.06 13.41 13.76 14.39 15.85 6,760
EPDBE2020-13-ATH ● 13
● 55 3.39 14.10 14.45 14.90 15.58 17.18 6,760
EPDBE2020-14-ATH 3.20
● 1 2 14 15.13
16 1.7 15.50 16.04 16.78 18.51
EPDBE2020-16-ATH 1.92 4 4 6,760
2.88 17.19 17.59 18.32 19.17 干渉なし 6,760
EPDBE2020-18-ATH ● 18 2.62 19.24 19.72 20.60 21.57 干渉なし 6,760
EPDBE2020-20-ATH ● 20 60 2.40 21.30 21.90 22.88 23.96 干渉なし 6,760
EPDBE2020-22-ATH ● 22 2.22 23.35 24.08 25.16 26.35 干渉なし 9,350
EPDBE2020-25-ATH ● 25 65 1.99 26.42 27.35 28.58 干渉なし 干渉なし 9,520
EPDBE2020-30-ATH ● 30 70 1.70 31.53 32.80 34.29 干渉なし 干渉なし 10,890
EPDBE2020-35-ATH ● 35 75 1.48 36.65 38.24 干渉なし 干渉なし 干渉なし 14,730
EPDBE2020-40-ATH ● 40 80 1.31 41.86 43.69 干渉なし 干渉なし 干渉なし 14,730
EPDBE2025-6-ATH ● 6 7.09 7.27 7.43 7.87
EPDBE2025-10-ATH ● 10 50 5.04 6.88 7,360
3.43 11.03 11.32 11.56 12.00 13.18 7,760
EPDBE2025-15-ATH ● 55 2.46 16.56 17.20 17.98 干渉なし
EPDBE2025-20-ATH ● 1.25 2.5 15 16.18
20 2 2.4 9,200
60 4 4 1.91 21.32 21.93 22.90 干渉なし 干渉なし 10,740
EPDBE2025-25-ATH ● 25 65 1.57 26.44 27.38 28.60 干渉なし 干渉なし 11,500
EPDBE2025-30-ATH ● 30 70 1.33 31.55 32.82 干渉なし 干渉なし 干渉なし 11,500
EPDBE2030-8-ATH ● 8 9.23 9.44 9.62 10.51
EPDBE2030-10-ATH ● 10 55 6.19 8.99 6,900
5.41 11.06 11.34 11.57 12.01 13.16 7,830
EPDBE2030-13-ATH ● 13
● 60 4.56 14.15 14.48 14.94 15.60 17.15 9,200
EPDBE2030-16-ATH 3.93
● 1.5 3 16
20 2.5 2.88 65 6 4 17.24 17.61 18.36 19.19 21.13 9,200
EPDBE2030-20-ATH 3.33 21.34 21.96 22.92 23.97 26.44 8,900
EPDBE2030-25-ATH ● 25 70 2.79 26.46 27.41 28.62 29.96 干渉なし 8,900
EPDBE2030-30-ATH ● 30 75 2.40 31.57 32.85 34.32 35.94 干渉なし 10,120
EPDBE2030-35-ATH ● 35 80 2.11 36.72 38.30 40.03 41.92 干渉なし 12,850
EPDBE2035-15-ATH ● 15 60 3.68 16.25 16.60 17.26 18.03 19.81 10,120
EPDBE2035-25-ATH ● 70 2.43 27.46 28.67 29.99 干渉なし
EPDBE2035-35-ATH ● 1.75 3.5 25
35 2.75 3.35 26.49 10,740
80 6 4 1.82 36.79 38.36 40.07 干渉なし 干渉なし 13,800
EPDBE2035-45-ATH ● 45 90 1.45 47.22 49.25 干渉なし 干渉なし 干渉なし 16,860
EPDBE2040-10-ATH ● 10 55 4.38 11.10 11.36 11.58 12.00 13.10 7,060
EPDBE2040-13-ATH ● 13 14.50 14.95 15.59 17.08
EPDBE2040-16-ATH ● 16 60 3.57 14.19 9,200
3.01 17.27 17.63 18.37 19.18 干渉なし 9,200
EPDBE2040-20-ATH ● 20 65 2.49 21.37 21.99 22.93 23.96 干渉なし 9,200
EPDBE2040-25-ATH ● 70 2.05 27.44 28.63 29.95 干渉なし
EPDBE2040-30-ATH ● 2 4 25
30 3 3.85 26.49 9,200
75 6 4 1.74 31.59 32.89 34.34 干渉なし 干渉なし 9,200
EPDBE2040-35-ATH ● 35 38.33 40.04 干渉なし 干渉なし
EPDBE2040-40-ATH ● 40 80 1.51 36.78 10,580
1.34 41.99 43.78 干渉なし 干渉なし 干渉なし 11,920
EPDBE2040-45-ATH ● 45 90 1.20 47.20 49.23 干渉なし 干渉なし 干渉なし 15,330
EPDBE2040-50-ATH ● 50 100 1.08 52.42 54.68 干渉なし 干渉なし 干渉なし 16,380
EPDBE2050-20-ATH ● 20 65 1.42 21.36 21.95 干渉なし 干渉なし 干渉なし 16,050
EPDBE2050-25-ATH ● 70 1.14 26.48 27.39 干渉なし 干渉なし 干渉なし 16,050
EPDBE2050-30-ATH ● 2.5 5 25
30 3.5 4.85 75 6 4 0.95 31.58 干渉なし 干渉なし 干渉なし 干渉なし 17,160
EPDBE2050-40-ATH ● 40 80 0.72 41.97 干渉なし 干渉なし 干渉なし 干渉なし 21,740
EPDBE2060-12-ATH ● 12 60 0 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 12,050
EPDBE2060-20-ATH ● 65 0
● 3 6 20 干渉なし
30 6 干渉なし 干渉なし 干渉なし 干渉なし
EPDBE2060-30-ATH 5.85 75 6 - 12,050
0 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 12,350
EPDBE2060-50-ATH ● 50 100 0 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 14,820
13
Ball End Mills Taper Ball End Mills Radius End Mills Square End Mills
Page18
小径深彫りエンドミルシリーズ VOL5-3
標準切削条件表 高能率切削条件 高精度切削条件
Recommended cutting conditions High efficiency cuttiing conditions High accuracy cuttiing conditions
高精度切削条件は17ページを
エポックディープボールエボリューション 参照してください。
EPDBE-PN EPDBE-ATH Please refer to P.17
Epoch Deep Ball Evolution about high accuracy cutting conditions
推奨領域 PNシリーズ PN series
Recommended range ATHシリーズ ATH series
1 2 3 4 5 6
被削材 銅 炭素鋼・合金鋼 ステンレス鋼・工具鋼 プリハードン鋼 焼入れ鋼 焼入れ鋼
Work materials Copper Carbon steels, Stainless steels, Pre-hardened steels Hardened steels Hardened steels
Alloy steels Tool steels
(180~250HB) (25~35HRC) (35~45HRC) (45~55HRC) (55~65HRC)
切込み比率 Ratio to standard depth of cut 120% 100% 90% 80% 65% 60%
ボール半径RE 外径DC 首下長LU 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度
Ball radius Tool dia. Under neck ap
(mm) (mm) length (mm) n v f n v f n v f n v f n v f n v f
(mm) min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min
0.2 0.008 50,000 300 50,000 250 50,000 250 50,000 225 50,000 200 50,000 188
0.05 0.1 0.3 0.006 50,000 300 50,000 250 50,000 250 50,000 225 50,000 200 50,000 188
0.5 0.004 50,000 300 50,000 250 50,000 250 50,000 225 50,000 200 50,000 188
0.5 0.02 50,000 420 50,000 350 50,000 350 50,000 325 45,500 273 42,000 210
0.75 0.017 50,000 420 50,000 350 50,000 350 50,000 325 45,500 273 42,000 210
1 0.014 50,000 420 50,000 350 50,000 350 50,000 325 45,500 273 42,000 210
0.1 0.2 1.25 0.011 50,000 378 50,000 315 48,600 306 45,900 269 40,500 219 37,800 170
ボ 1.5 0.008 50,000 378 50,000 315 48,600 306 45,900 269 40,500 219 37,800 170
ー 2 0.008 50,000 378 50,000 315 48,600 306 45,900 269 40,500 219 37,800 170
ル 2.5 0.006 48,000 323 48,000 269 43,200 242 40,800 212 36,000 173 33,600 134
エ 3 0.004 48,000 323 48,000 269 43,200 242 40,800 212 36,000 173 33,600 134
ン 0.5 0.027 50,000 600 50,000 500 50,000 500 50,000 450 45,000 383 42,000 336
ド 0.75 0.024 50,000 600 50,000 500 50,000 500 50,000 450 45,000 383 42,000 336
ミ 1 0.021 50,000 600 50,000 500 50,000 500 50,000 450 45,000 383 42,000 336
ル 0.15 0.3 1.25 0.019 50,000 600 50,000 500 50,000 500 50,000 450 45,000 383 42,000 336
1.5 0.016 50,000 600 50,000 500 50,000 500 50,000 450 45,000 383 42,000 336
2 0.012 50,000 540 50,000 450 48,600 437 45,900 372 40,500 310 37,800 272
2.5 0.01 50,000 540 50,000 450 48,600 437 45,900 372 40,500 310 37,800 272
テ 3 0.008 50,000 540 50,000 450 48,600 437 45,900 372 40,500 310 37,800 272
ー
パ 0.75 0.043 50,000 967 50,000 840 50,000 839 50,000 770 46,800 655 43,680 612
ボ 1 0.04 50,000 967 50,000 840 50,000 839 50,000 770 46,800 655 43,680 612
ー 1.5 0.034 50,000 829 50,000 720 50,000 719 50,000 660 46,800 468 43,680 437
ル 2 0.028 50,000 691 50,000 600 50,000 600 50,000 550 46,800 468 43,680 437
エ 0.2 0.4 2.5 0.022 50,000 560 43,200 467 38,880 420 36,720 364 32,400 292 36,288 272
ン 3 0.016 50,000 560 43,200 467 38,880 420 36,720 364 32,400 292 36,288 272
ド 3.5 0.012 50,000 560 43,200 467 38,880 420 36,720 364 32,400 292 36,288 272
ミ 4 0.01 50,000 560 43,200 467 38,880 420 36,720 364 32,400 292 36,288 272
ル 4.5 0.008 46,080 470 38,400 392 34,560 353 32,640 305 28,800 245 26,880 228
1 0.045 50,000 1,500 50,000 1,500 46,800 1,404 44,200 1,193 39,000 1,053 36,400 743
1.5 0.04 50,000 1,500 50,000 1,500 46,800 1,404 44,200 1,193 39,000 1,053 36,400 681
ラ 2 0.035 50,000 1,200 50,000 1,200 46,800 1,123 44,200 955 39,000 842 36,400 681
ジ 2.5 0.033 50,000 1,081 50,000 1,000 42,120 758 39,780 645 35,100 568 32,760 502
ア 3 0.03 50,000 900 46,800 842
ス 0.25 0.5 42,120 758 39,780 645 35,100 568 25,200 386
4 0.02 43,200 778 36,000 648 32,400 583 30,600 496 32,400 524 25,200 386
エ 5 0.018 43,200 778 36,000 648 32,400 583 30,600 496 32,400 524 25,200 386
ン 5.5 0.015 38,400 653 32,000 544 28,800 490 27,200 416 24,000 367 22,400 324
ド 6 0.013 38,400 653 32,000 544 28,800 490 27,200 416 24,000 367 22,400 324
ミ 8 0.008 38,400 653 32,000 544 28,800 490 27,200 416 24,000 367 22,400 324
ル 1 0.075 50,000 2,250 50,000 2,250 50,000 2,250 50,000 1,950 48,000 1,728 44,800 1,344
2 0.063 50,000 2,250 50,000 2,250 50,000 2,250 50,000 1,950 48,000 1,728 44,800 1,344
2.5 0.046 50,000 1,800 50,000 1,800 50,000 1,800 50,000 1,560 48,000 1,382 44,800 986
3 0.041 50,000 1,800 50,000 1,800 50,000 1,800 50,000 1,560 48,000 1,382 44,800 986
ス
ク 3.5 0.035 50,000 1,710 50,000 1,710 50,000 1,709 48,960 1,452 43,200 1,183 40,320 843
エ 4 0.026 50,000 1,710 50,000 1,710 50,000 1,709 48,960 1,452 43,200 1,183 40,320 766
ア 4.5 0.022 50,000 1,350 50,000 1,350 48,600 1,313 45,900 1,074 40,500 875 37,800 681
エ 0.3 0.6 5 0.02 50,000 1,350 46,800 1,264 42,120 1,138 39,780 931 35,100 758 32,760 590
ン 5.5 0.017 50,000 1,350 46,800 1,264 42,120 1,138 39,780 931 35,100 758 32,760 590
ド 6 0.015 50,000 1,350 46,800 1,264 42,120 1,138 39,780 931 35,100 758 32,760 590
ミ 7 0.015 38,400 979 32,000 816 28,800 881 27,200 601 24,000 490 22,400 495
ル 8 0.015 38,400 979 32,000 816 28,800 734 27,200 601 24,000 490 22,400 381
9 0.012 38,400 979 32,000 816 28,800 734 27,200 601 24,000 490 22,400 381
10 0.009 33,600 857 28,000 714 25,200 643 23,800 526 21,000 428 19,600 333
12 0.007 28,800 691 24,000 576 21,600 518 20,400 424 18,000 346 16,800 269
2 0.092 50,000 2,475 50,000 2,475 50,000 2,475 50,000 2,155 48,000 1,932 42,000 1,188
0.35 0.7 4 0.041 50,000 1,880 50,000 1,880 50,000 1,880 48,960 1,603 43,200 1,321 37,800 846
6 0.027 50,000 1,485 46,800 1,390 42,120 1,251 39,780 1,028 35,100 848 30,240 641
8 0.02 38,400 1,013 32,000 844 28,800 760 27,200 625 24,000 515 22,400 422
14
Page19
小径深彫りエンドミルシリーズ VOL5-3
推奨領域 PNシリーズ PN series
Recommended range ATHシリーズ ATH series
1 2 3 4 5 6
被削材 銅 炭素鋼・合金鋼 ステンレス鋼・工具鋼 プリハードン鋼 焼入れ鋼 焼入れ鋼
Work materials Copper Carbon steels, Stainless steels, Pre-hardened steels Hardened steels Hardened steels
Alloy steels Tool steels
(180~250HB) (25~35HRC) (35~45HRC) (45~55HRC) (55~65HRC)
切込み比率 Ratio to standard depth of cut 120% 100% 90% 80% 65% 60%
ボール半径RE 外径DC 首下長LU ap 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度
Ball radius Tool dia. Under neck
(mm) (mm) length (mm) n v f n v f n v f n v f n v f n v f
(mm) min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min
2 0.12 50,000 2,700 50,000 2,700 50,000 2,700 50,000 2,400 48,000 2,592 44,800 1,882
4 0.078 50,000 2,700 50,000 2,700 50,000 2,700 50,000 2,400 48,000 2,592 44,800 1,882
0.4 0.8 5 0.059 50,000 2,431 50,000 2,429 50,000 2,431 48,960 2,114 43,200 2,123 40,320 1,524
6 0.042 50,000 2,269 50,000 2,267 45,360 2,058 42,840 1,727 37,800 1,429 35,280 1,245
8 0.02 49,920 1,617 41,600 1,348 37,440 1,213 35,360 1,018 31,200 842 29,120 733
10 0.02 38,400 1,175 32,000 979 28,800 881 27,200 740 24,000 612 22,400 533
2 0.135 50,000 3,197 50,000 3,197 50,000 3,197 50,000 2,821 45,600 2,411 42,560 2,138
0.45 0.9 4 0.081 50,000 2,771 50,000 2,771 50,000 2,771 48,450 2,369 42,750 1,959 39,900 1,737
6 0.05 50,000 2,302 47,880 2,020 43,092 1,818 40,698 1,515 35,910 1,253 33,516 1,111
8 0.036 43,776 1,679 36,480 1,399 32,832 1,259 31,008 1,049 27,360 868 25,536 770
2 0.2 50,000 3,750 50,000 3,750 48,600 3,645 45,900 3,098 43,200 2,722 37,800 2,268
3 0.2 50,000 3,750 50,000 3,750 48,600 3,645 45,900 3,098 43,200 2,722 37,800 2,268
4 0.14 50,000 3,750 50,000 3,750 48,600 3,645 45,900 3,098 43,200 2,722 37,800 2,268
5 0.09 50,000 3,500 46,800 3,276 42,120 2,948 39,780 2,596 43,200 2,540 32,760 1,835
6 0.06 50,000 3,151 42,120 2,654 40,824 2,558 38,556 2,319 38,880 2,353 29,484 1,379
7 0.06 46,656 2,100 38,880 1,750 34,992 1,574 33,048 1,338 31,590 1,323 27,216 1,061
8 0.06 46,656 2,100 38,880 1,750 34,992 1,574 33,048 1,338 31,590 1,323 27,216 979
0.5 1 9 0.045 46,656 2,100 38,880 1,750 34,992 1,574 33,048 1,338 31,590 1,323 27,216 979
10 0.038 46,656 2,100 38,880 1,750 34,992 1,574 33,048 1,338 31,590 1,323 27,216 979
12 0.025 34,560 1,469 28,800 1,224 25,920 1,102 24,480 936 21,600 771 20,160 685
13 0.023 34,560 1,469 28,800 1,224 25,920 1,102 24,480 936 21,600 771 20,160 685
14 0.02 34,560 1,469 28,800 1,224 25,920 1,102 24,480 936 21,600 771 20,160 685
16 0.015 34,560 1,469 28,800 1,224 25,920 1,102 24,480 936 21,600 771 20,160 685
18 0.012 30,240 1,210 25,200 1,008 22,680 907 21,420 771 18,900 635 17,640 564
20 0.01 25,920 1,037 21,600 864 19,440 778 18,360 661 16,200 544 15,120 484
2 0.2 50,000 3,924 50,000 3,924 45,360 3,560 42,840 2,927 37,800 2,452 35,280 2,176
4 0.14 50,000 3,924 50,000 3,924 45,360 3,560 42,840 2,927 37,800 2,452 35,280 2,176
0.55 1.1 6 0.06 47,736 2,767 39,780 2,306 35,802 2,075 33,813 1,706 29,835 1,430 27,846 1,268
8 0.06 47,736 2,306 39,780 2,306 35,802 1,729 31,212 1,312 27,540 1,100 25,704 975
10 0.038 47,736 2,306 39,780 1,774 35,802 1,729 31,212 1,312 27,540 1,100 25,704 975
4 0.16 50,000 3,924 46,154 3,743 41,538 3,260 39,230 2,717 36,923 2,555 32,307 1,860
6 0.11 44,928 2,570 37,440 2,142 33,696 2,103 31,824 2,069 30,240 2,062 26,208 1,048
0.6 1.2 8 0.06 44,928 2,570 37,440 2,142 33,696 2,103 31,824 2,069 30,240 2,062 26,208 1,048
10 0.053 41,472 1,940 34,560 1,708 31,104 1,456 29,376 1,322 27,000 1,069 24,192 871
12 0.045 41,472 1,940 34,560 1,618 31,104 1,456 29,376 1,322 25,920 1,026 24,192 871
8 0.11 39,312 2,830 32,760 2,359 29,484 2,123 27,846 1,805 24,570 1,533 22,932 1,376
0.7 1.4 12 0.053 36,288 1,960 30,240 1,633 27,216 1,470 25,704 1,249 22,680 1,062 21,168 953
16 0.035 26,880 1,371 22,400 1,142 20,160 1,028 19,040 874 16,800 743 15,680 666
4 0.2 50,000 4,951 42,000 4,158 37,800 3,742 35,700 3,213 31,500 2,552 29,400 2,205
6 0.2 50,000 4,951 42,000 4,158 37,800 3,742 35,700 3,213 31,500 2,552 29,400 2,205
8 0.09 39,312 2,802 32,760 2,627 29,484 2,101 27,846 1,805 24,570 1,434 22,932 1,239
10 0.09 36,288 2,586 30,240 2,156 27,216 1,940 25,704 1,666 22,680 1,323 21,168 1,143
0.75 1.5 12 0.09 36,288 2,155 30,240 1,796 27,216 1,616 25,704 1,388 22,680 1,103 21,168 953
14 0.075 32,256 1,810 30,240 1,796 24,192 1,357 22,848 1,165 20,160 925 18,816 799
16 0.038 26,880 1,508 22,400 1,257 20,160 1,131 19,040 971 16,800 771 15,680 666
18 0.038 26,880 1,508 22,400 1,257 20,160 1,131 19,040 971 16,800 771 15,680 666
20 0.038 26,880 1,508 22,400 1,257 20,160 1,131 19,040 971 16,800 771 15,680 666
8 0.22 43,680 3,669 36,400 3,058 32,760 2,752 30,940 2,493 27,300 2,129 23,660 1,590
0.8 1.6 12 0.098 39,312 3,467 32,760 2,889 29,484 2,601 27,846 2,176 24,570 1,858 21,294 1,289
16 0.06 33,696 2,123 28,080 1,769 25,272 1,592 23,868 1,332 21,060 1,138 19,656 991
20 0.04 24,960 1,485 20,800 1,238 18,720 1,114 17,680 932 15,600 796 14,560 693
8 0.26 40,560 3,894 33,800 3,245 30,420 2,920 28,730 2,413 25,350 2,008 23,660 1,704
0.9 1.8 12 0.105 33,696 2,426 28,080 2,022 25,272 1,819 23,868 1,504 21,060 1,250 19,656 1,062
16 0.068 33,696 2,426 28,080 2,022 25,272 1,819 23,868 1,504 21,060 1,250 19,656 1,062
20 0.045 24,960 1,697 20,800 1,414 18,720 1,273 17,680 1,052 15,600 875 14,560 743
3 0.4 37,800 5,670 31,500 4,725 28,350 4,253 26,775 3,616 23,625 3,049 22,050 2,646
4 0.4 37,800 5,670 31,500 4,725 28,350 4,253 26,775 3,616 23,625 3,049 22,050 2,646
1 2 6 0.4 37,800 5,103 31,500 4,253 28,350 3,827 26,775 3,213 23,625 2,693 22,050 2,381
8 0.28 37,800 5,103 31,500 4,253 28,350 3,827 26,775 3,213 23,625 2,693 22,050 2,381
10 0.21 35,280 4,234 29,400 3,528 26,460 3,175 24,990 2,699 22,050 2,249 19,110 1,468
【注意】ご使用にあたっては、16ページの表下の項目と注意を参照してください。【Note】Upon usage, please refer to comments and notes below table on page 16.
15
Ball End Mills Taper Ball End Mills Radius End Mills Square End Mills
Page20
小径深彫りエンドミルシリーズ VOL5-3
標準切削条件表 高能率切削条件 高精度切削条件
Recommended cutting conditions High efficiency cuttiing conditions High accuracy cuttiing conditions
高精度切削条件は17ページを
エポックディープボールエボリューション 参照してください。
EPDBE-PN EPDBE-ATH Please refer to P.17
Epoch Deep Ball Evolution about high accuracy cutting conditions
推奨領域 PNシリーズ PN series
Recommended range ATHシリーズ ATH series
1 2 3 4 5 6
被削材 銅 炭素鋼・合金鋼 ステンレス鋼・工具鋼 プリハードン鋼 焼入れ鋼 焼入れ鋼
Work materials Copper Carbon steels, Stainless steels, Pre-hardened steels Hardened steels Hardened steels
Alloy steels Tool steels
(180~250HB) (25~35HRC) (35~45HRC) (45~55HRC) (55~65HRC)
切込み比率 Ratio to standard depth of cut 120% 100% 90% 80% 65% 60%
ボール半径RE 外径DC 首下長LU ap 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度
Ball radius Tool dia. Under neck
(mm) (mm) length (mm) n v f n v f n v f n v f n v f n v f
(mm) min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min
12 0.12 31,752 3,809 26,460 3,175 23,814 2,858 22,491 2,430 19,845 2,051 17,199 1,321
13 0.12 31,752 3,809 26,460 3,175 23,814 2,858 22,491 2,430 19,845 2,024 15,876 1,016
14 0.12 31,752 3,301 26,460 2,752 23,814 2,477 22,491 2,106 18,428 1,629 15,876 1,016
16 0.12 29,484 2,123 24,570 1,769 22,113 1,593 20,885 1,353 18,428 1,467 15,876 914
18 0.09 27,216 1,960 22,680 1,633 20,412 1,470 19,278 1,249 18,428 1,354 15,876 914
1 2 20 0.075 27,216 1,960 22,680 1,633 20,412 1,470 19,278 1,249 18,428 1,128 15,876 914
22 0.05 21,420 1,457 17,850 1,214 16,065 1,092 15,173 929 13,388 774 14,994 816
ボ 25 0.05 20,160 1,371 16,800 1,142 15,120 1,028 14,280 874 12,600 728 14,112 768
ー 30 0.03 20,160 1,371 16,800 1,142 15,120 1,028 14,280 874 12,600 728 14,112 768
ル 35 0.025 17,640 1,129 14,700 941 13,230 847 12,495 720 11,025 600 10,290 527
エ 40 0.022 15,120 968 12,600 806 11,340 726 10,710 617 9,450 514 8,820 452
ン 6 0.5 33,300 6,075 27,750 5,063 24,975 4,556 23,588 3,797 20,813 3,088 19,425 2,531
ド 10 0.34 33,300 6,075 27,750 5,063 24,975 4,556 23,588 3,797 20,813 3,088 19,425 2,531
ミ 15 0.15 25,974 3,411 19,481 2,558
ル 1.25 2.5 21,645 2,842 18,398 2,132 16,234 2,023 15,152 1,421
20 0.12 23,976 2,624 19,980 2,186 17,982 1,968 16,983 1,640 16,234 1,445 13,986 1,093
25 0.098 23,976 2,360 19,980 1,967 17,982 1,770 16,983 1,475 14,985 1,200 13,986 983
30 0.055 17,760 1,836 14,800 1,530 13,320 1,377 12,580 1,148 11,100 933 10,360 765
8 0.6 28,800 6,480 24,000 5,400 21,600 4,860 20,400 4,100 18,000 3,402 16,800 3,024
テ 10 0.42 28,800 6,480 24,000 5,400
ー 21,600 4,860 20,400 4,100 18,000 3,402 16,800 3,024
パ 13 0.315 26,880 4,838 22,400 4,032 20,160 3,629 19,040 3,061 16,800 2,540 15,680 2,258
ボ 1.5 3 16 0.315 26,880 4,355 22,400 3,629 20,160 3,266 19,040 2,755 16,800 2,286 14,560 1,888
ー 20 0.18 22,464 3,033 18,720 2,527 16,848 2,275 15,912 1,919 14,040 1,593 12,096 1,307
ル 25 0.12 22,464 3,033 18,720 2,527 16,848 2,275 15,912 1,919 14,040 1,593 12,096 1,307
エ 30 0.12 20,736 2,800 17,280 2,333 15,552 2,100 14,688 1,771 12,960 1,470 12,096 1,307
ン 35 0.08 15,360 1,958 12,800 1,632 11,520 1,469 10,880 1,239 9,600 1,028 10,752 1,097
ド 15 0.36 21,450 4,399 17,875 3,666 16,088 3,299 15,194 2,750 13,406 2,236 12,513 1,833
ミ 25 0.21 17,820 2,736 13,365 2,052
ル 1.75 3.5 14,850 2,280 12,623 1,710 11,138 1,391 10,395 1,140
35 0.09 17,820 2,736 14,850 2,280 13,365 2,052 12,623 1,710 11,138 1,391 10,395 1,140
45 0.09 13,200 1,918 11,000 1,598 9,900 1,438 9,350 1,199 8,250 975 7,700 799
10 0.6 20,700 6,210 17,250 5,175 15,525 4,658 14,663 3,960 12,938 3,299 12,075 2,898
ラ 13 0.48 20,700 6,210 17,250 5,175 15,525 4,658 14,663 3,960 12,938 3,299 12,075 2,898
ジ 16 0.42 20,700 6,210 17,250 5,175 15,525 4,658 14,663 3,960 12,938 3,299 12,075 2,898
ア 20 0.42 17,940 4,306 14,950 3,588 13,455 3,229 12,708 2,746 11,213 2,287 10,465 2,009
ス 25 0.24 16,146 3,488 12,110 2,616
エ 2 4 13,455 2,906 11,437 2,223 10,092 2,162 9,419 1,627
30 0.16 14,904 2,683 12,420 2,236 11,178 2,012 10,558 1,710 9,316 1,426 8,694 1,252
ン 35 0.1 14,904 2,683 12,420 2,236 11,178 2,012 10,558 1,710 9,316 1,426 8,694 1,252
ド 40 0.1 14,904 2,683 12,420 2,236 11,178 2,012 10,558 1,710 9,316 1,426 8,694 1,252
ミ 45 0.1 11,040 1,877 9,200 1,564 8,280 1,408 7,820 1,196 6,900 997 6,440 876
ル 50 0.1 11,040 1,877 9,200 1,564 8,280 1,408 7,820 1,196 6,900 997 6,440 876
20 0.525 15,120 5,443 12,600 4,536 11,340 4,082 10,710 3,213 9,450 2,835 8,820 2,381
2.5 5 25 0.525 14,040 5,054 11,700 3,650 10,530 3,791 9,945 2,984 8,775 2,633 8,190 2,211
30 0.3 12,636 4,549 10,530 2,780
ス 9,477 3,413 8,951 2,685 7,898 2,369 7,371 1,991
ク 40 0.2 11,664 2,520 9,720 2,100 8,748 1,890 8,262 1,487 7,290 1,313 6,804 1,103
エ 12 0.6 16,200 6,804 13,500 5,670 12,150 5,103 11,475 4,253 10,125 3,459 9,450 2,835
ア 3 6 20 0.5 15,300 5,967 12,750 4,973 11,475 4,475 10,838 3,729 9,563 3,033 8,925 2,486
エ 30 0.42 12,480 3,594 10,400 2,995 9,360 2,696 8,840 2,122 7,800 2,028 7,280 1,572
ン 50 0.15 10,368 2,687 8,640 2,239 7,776 2,016 7,344 1,587 6,480 1,400 6,048 1,175
ド ※(1)apは被削材グル-プ2での目安を示しています。その他のグループの場合は、上表の切込み比率を目安に調整してください。
ミ ※(2)リブ加工や止まり溝など、切りくずがつまりやすい切削の場合、切込み設定は基本切込みに切込み比率をかけて算出した切込み量を、
さらにその80%まで小さくして使用してください。
ル ※(3)aeの設定はap×切込み比率×3~5倍を目安に調整してください。仕上げ加工を行う場合、理論カスプハイトを計算し設定してください。
※(1) ap is shown as the criteria for Group 2 workpieces. For other groups, adjust the cutting depth according to the cutting depth factors in the above table.
※(2) When performing cutting where cutting chips may cause clogging, such as for rib processing, blind grooves, etc., cutting depth setting should be set by multiplying a cutting
depth factor to calculate the cutting depth amount, and this amount should then be reduced to 80% of the calculated value.
※(3) Adjust by setting ae to (3 to 5)×(ap)×(cutting depth ratio). When performing finishing processing, calculate the theoretical cusp height and set accordingly.
【切込み設定例】EPDBE2020-10-ATHの工具で焼入れ鋼(50HRC)をリブ溝等高線切削する場合、
切込み=0.21(ap)×0.65(焼入れ鋼グループ5の切込み比率)×0.8(閉鎖域の切削)=0.11mm
Cutting depth setting example: When cutting rib groove contours in hardened steel (50HRC) using an EPDBE2020-10-ATH tool:
Cutting depth = 0.21 (ap) × 0.65 (cutting depth factor for Group 5 hardened steel) × 0.8 (for closed-area cutting) = 0.11mm
【注意】①被削材、加工形状に合わせて、適切なクーラントを使用してください。②この標準切削条件表は切削条件の目安を示すものです。実際の加工では加工形状、目的、使用機械等により条件を調整してください。
③機械の回転数が足りない場合は、回転数と送り速度を同じ比率で下げてください。
【Note】 ① Use the appropriate coolant for the work material and machining shape.
② These Recommended Cutting Conditions indicate only the rule of a thumb for the cutting conditions. In actual machining, the condition should be adjusted according to the
machining shape, purpose and the machine type.
③ If the rpm of the machine is low, lower the feed rate also to put the rpm and feed rate in the same ratio.
16