




底面仕上げの加工が良好で立ち壁仕上げ加工もできる多機能エンドミル
多刃仕様により仕上げ加工のスピードアップが図れる切削工具です!!
◆底面や側面などの構造部分の仕上げ加工用途に最適なカッタです。
◆多刃仕様により送り速度を上げる能率の高い仕上げ加工が可能です。
◆機械の主軸方向へ切削送りをかけるバーチカル加工もできます。
◆詳細はカタログをダウンロードしご覧いただくか、お気軽にお問い合わせ下さい。
このカタログについて
| ドキュメント名 | アルファ ポリッシュミルVタイプ ASPV |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 2.9Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社MOLDINO (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
アルファ
ポリッシュミルVタイプASPV
Polish Mill V type ASPV
MOLDINO Tool Engineering, Ltd.
New Produc t News No.1211-14 2024-12
Page2
底面仕上げの加工が良好で立ち壁仕上げ加工もできる多機能エンドミル テクノロジー
Provides good bottom finishing and can also perform Technology
standing wall finishing. Multi-function end mill
多刃仕様により仕上げ加工の AJコーティングシリーズの特長 Features of AJ Coating series 皮膜の組織 AJコーティング
Layer structure AJ Coating
スピードアップが図れる ● 従来膜よりもAl含有量を増加した新組成系のAlTiN系皮膜を採用。
● 耐摩耗性・耐チッピング性および耐熱性に優れる! 皮膜構造 Coating structure 耐溶着性・低抵抗
切削工具です!! ・Employs an AlTiN layer with a new composition created by increasing the Al content of conventional layers. コーティング表層
・Excellent wear resistance, chipping resistance, and heat resistance! Welding-resistant
low-cutting-force coating
surface layer
A cutting tool with multi-flute
specifications to speed up finishing 新技術!! New technology!!
● 高Al含有の新コーティング膜は、新組成系の採用と組織の適正化により、耐摩耗性と耐 耐摩耗性・
チッピング性を改善! 耐チッピング性に
● 耐溶着性に優れた低摩擦効果のコーティング最表層を採用。被削材の溶着が低減し切削 優れたコーティング
JP4105 荒 中仕上 仕上
ATH08M 加工 抵抗が低下! Coating with excellent wear
resistance and
JP4120 用途 ・The new layer with high Al content employs a new composition and optimizes the structure to improve chipping resistance
JS4060 Cutting Roughing Semi Finishing 平面 側面 溝 彫込み
Finishing
JM4160 MZ1000 Applications Planing Side Cutting Slotting Die-sinking wear resistance and chipping resistance!
・Employs a low-friction-effect coating with excellent welding resistance as the top-most surface layer.
SD5010 超硬母材 Carbide
This reduces welding to the work and decreases cutting force!
アルミニウム合金 ステンレス鋼 鋳鉄 炭素鋼 プリハードン鋼 焼入れ鋼 焼入れ鋼
合金鋼 30~45HRC 45~55HRC 55~62HRC
Aluminum alloys Stainless steels Cast irons Carbon & Pre-hardened steels Hardened steels Hardened steels
Alloy steels 30 PVD Technology プリハードン・焼入れ鋼加工用材種
̃45HRC 45̃55HRC 55̃62HRC 曲面 ヘリカル バーチカル
Profiling Helical Vertical Grade for machining pre-hardened or hardened materials JP4120
特 長 Features 特長 Features 図 切削性能 Cutting performance
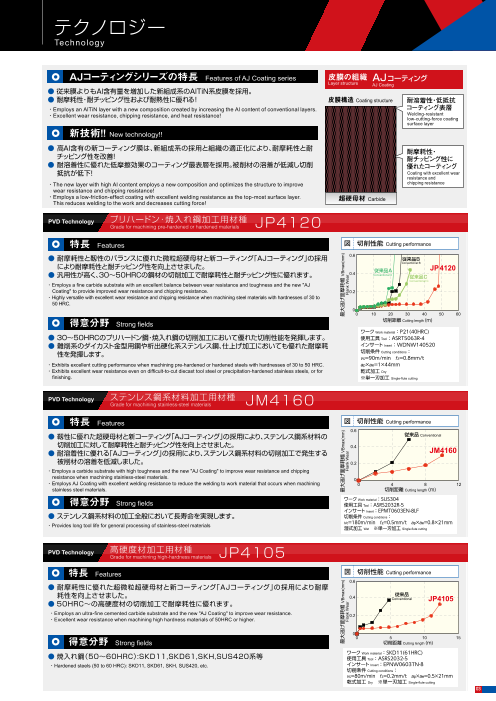
●底面や側面などの構造部分の仕上げ加工用途に最適なカッタです。 ● 耐摩耗性と靱性のバランスに優れた微粒超硬母材と新コーティング「AJコーティング」の採用 0.6
従来品B
Conventional B
●多刃仕様により送り速度を上げる能率の高い仕上げ加工が可能です。 により耐摩耗性と耐チッピング性を向上させました。 従来品A JP4120
●機械の主軸方向へ切削送りをかけるバーチカル加工もできます。 ● 汎用性が高く、30~50HRCの鋼材の切削加工で耐摩耗性と耐チッピング性に優れます。 0.4 Conventional A 従来品C
Conventional C
●インサート材種の充実により炭素鋼から焼き入れ鋼、更にはアルミ材など幅広い被削材に対応出来ます。 ・Employs a fine carbide substrate with an excellent balance between wear resistance and toughness and the new "AJ
●小型機械においては、モジュラーミル用アーバBT30などと組合わせてご使用頂きますと高剛性なシステムとなり加工安定性が Coating" to provide improved wear resistance and chipping resistance. 0.2
・ Highly versatile with excellent wear resistance and chipping resistance when machining steel materials with hardnesses of 30 to
向上致します。 50 HRC.
●超硬シャンクと組合わせてご使用頂きますと突き出しの長い加工において加工精度が向上致します。 0
0 10 20 30 40 50 60
●カッタ本体に特殊鋼を使用し耐久性を向上させると共に、モジュラータイプ、ボアタイプは、ホルダーの表面擦過性向上のため 得意分野 切削距離 Cutting length (m)
Strong fields
にPVD皮膜を採用しました。 ワーク Work material:P21(40HRC)
・Ideal cutter for applications finishing structural parts of bottom, side, etc. ● 30~50HRCのプリハードン鋼・焼入れ鋼の切削加工において優れた切削性能を発揮します。 使用工具 Tool:ASRT5063R-4
・Multi-flute specifications enable higher feed rates for more efficient finishing. ● 難削系のダイカスト金型用鋼や析出硬化系ステンレス鋼、仕上げ加工においても優れた耐摩耗 インサート Insert:WDNW140520
・Vertical machining in which cutting feed is in the direction of the machine's main axis can also be performed. 性を発揮します。 切削条件 Cutting conditions:
・Comprehensive lineup of insert materials enables machining of a wide range of materials from carbon steels to hardened steels, as well as aluminum,etc. vc=90m/min fz=0.8mm/t
・For small machines, use in combination with the modular mill arbor BT30 creates a high-rigidity system and improves machining stability. ・Exhibits excellent cutting performance when machining pre-hardened or hardened steels with hardnesses of 30 to 50 HRC. ap×ae=1×44mm
・Use in combination with a carbide shank improves machining accuracy when machining with long overhangs. ・ Exhibits excellent wear resistance even on difficult-to-cut diecast tool steel or precipitation-hardened stainless steels, or for 乾式加工 Dry
・In addition to improving durability by using special steel in the cutter body, a PVD coating is applied to the modular type and bore type holder to finishing. ※単一刃加工 Single-flute cutting
improve abrasion resistance.
PVD Technology ステンレス鋼系材料加工用材種
構造 インサートは3つの切れ刃を備えています。 Grade for machining stainless-steel materials JM4160
Construction This insert has 3 cutting edges. 特長 Features 図 切削性能 Cutting performance
0.6
● 靱性に優れた超硬母材と新コーティング「AJコーティング」の採用により、ステンレス鋼系材料の 従来品 Conventional
復路加工用切れ刃 Cutting edge for reciprocating machining 送り方向 切削加工に対して耐摩耗性と耐チッピング性を向上させました。 0.4
1 Feed direction ● 耐溶着性に優れる「AJコーティング」の採用により、ステンレス鋼系材料の切削加工で発生する JM4160
往復仕上げバーチカル加工の際に復路用切れ刃として作用します。 被削材の溶着を低減しました。 0.2
Used as the cutting edge when performing reciprocating finishing vertical machining. ・Employs a carbide substrate with high toughness and the new "AJ Coating" to improve wear resistance and chipping
resistance when machining stainless-steel materials. 0
・ Employs AJ Coating with excellent welding resistance to reduce the welding to work material that occurs when machining 0 4 8 12
stainless steel materials. 切削距離 Cutting length (m)
2 外周切れ刃 Peripheral cutting edge
得意分野 ワーク Work material:SUS304
Strong fields 使用工具 Tool:ASRS2032R-5
3° 側面加工時の外周切れ刃として作用します。 インサート Insert:EPMT0603EN-8LF
● ステンレス鋼系材料の加工全般において長寿命を実現します。 切削条件 Cutting conditions:
Used as the peripheral cutting edge when performing side machining.
・ vc=180m/min fz=0.5mm/t ap×ae=0.8×21mm
Provides long tool life for general processing of stainless-steel materials 湿式加工 Wet ※単一刃加工 Single-flute cutting
正面切れ刃 Face cutting edge
3 PVD Technology 高硬度材加工用材種
底面仕上げ加工時に作用します。 Grade for machining high-hardness materials JP4105
Used when bottom finishing.
【副切れ刃付きインサート】 【副切れ刃なしインサート】 特長 Features 図 切削性能 Cutting performance
0.6
Insert with minor cutting edge Insert without minor cutting edge ● 耐摩耗性に優れた超微粒超硬母材と新コーティング「AJコーティング」の採用により耐摩
MPHW0603 ZEL‐0.5 MPHW0603 ZEL 耗性を向上させました。 従来品
0.4 Conventional
MPHW0603 ZEL‐1.5 JP4105
底面加工において、突出しの長い ● 50HRC~の高硬度材の切削加工で耐摩耗性に優れます。
(L/D=5以上)加工や主軸方向に剛
副切れ刃により送り ・Employs an ultra-fine cemented carbide substrate and the new "AJ Coating" to improve wear resistance. 0.2
性の低い段取り状態で使用する場合 ・Excellent wear resistance when machining high hardness materials of 50HRC or higher.
を上げて使用する に適します。
ことが可能です。
For bottom machining, suitable for long overhang 0
minor cutting edge (L/D= 5 or more) machining or for handling low
enables feed rate to be rigidity in main axis direction. 得意分野 0 5 10 15
Strong fields 切削距離 Cutting length (m)
increased.
● 焼入れ鋼(50~60HRC):SKD11,SKD61,SKH,SUS420系等 ワーク Work material:SKD11(61HRC)
※バーチカル加工は副切れ刃 ※For vertical machining, inserts without
なしを推奨致します。 minor cutting edge are recommended. 使用工具 Tool:ASRS2032-5
・Hardened steels (50 to 60 HRC): SKD11, SKD61, SKH, SUS420, etc. インサート Insert:EPNW0603TN-8
切削条件 Cutting conditions:
vc=80m/min fz=0.2mm/t ap×ae=0.5×21mm
乾式加工 Dry ※単一刃加工 Single-flute cutting
02
最大逃げ面摩耗幅 VBmax(mm) 最大逃げ面摩耗幅 VBmax(mm) 最大逃げ面摩耗幅 VBmax(mm)
Flank Wear Flank Wear Flank Wear
Page3
底面仕上げの加工が良好で立ち壁仕上げ加工もできる多機能エンドミル テクノロジー
Provides good bottom finishing and can also perform Technology
standing wall finishing. Multi-function end mill
多刃仕様により仕上げ加工の AJコーティングシリーズの特長 Features of AJ Coating series 皮膜の組織 AJコーティング
Layer structure AJ Coating
スピードアップが図れる ● 従来膜よりもAl含有量を増加した新組成系のAlTiN系皮膜を採用。
● 耐摩耗性・耐チッピング性および耐熱性に優れる! 皮膜構造 Coating structure 耐溶着性・低抵抗
切削工具です!! ・Employs an AlTiN layer with a new composition created by increasing the Al content of conventional layers. コーティング表層
・Excellent wear resistance, chipping resistance, and heat resistance! Welding-resistant
low-cutting-force coating
surface layer
A cutting tool with multi-flute
specifications to speed up finishing 新技術!! New technology!!
● 高Al含有の新コーティング膜は、新組成系の採用と組織の適正化により、耐摩耗性と耐 耐摩耗性・
チッピング性を改善! 耐チッピング性に
● 耐溶着性に優れた低摩擦効果のコーティング最表層を採用。被削材の溶着が低減し切削 優れたコーティング
JP4105 荒 中仕上 仕上
ATH08M 加工 抵抗が低下! Coating with excellent wear
resistance and
JP4120 用途 ・The new layer with high Al content employs a new composition and optimizes the structure to improve chipping resistance
JS4060 Cutting Roughing Semi Finishing 平面 側面 溝 彫込み
Finishing
JM4160 MZ1000 Applications Planing Side Cutting Slotting Die-sinking wear resistance and chipping resistance!
・Employs a low-friction-effect coating with excellent welding resistance as the top-most surface layer.
SD5010 超硬母材 Carbide
This reduces welding to the work and decreases cutting force!
アルミニウム合金 ステンレス鋼 鋳鉄 炭素鋼 プリハードン鋼 焼入れ鋼 焼入れ鋼
合金鋼 30~45HRC 45~55HRC 55~62HRC
Aluminum alloys Stainless steels Cast irons Carbon & Pre-hardened steels Hardened steels Hardened steels
Alloy steels 30 PVD Technology プリハードン・焼入れ鋼加工用材種
̃45HRC 45̃55HRC 55̃62HRC 曲面 ヘリカル バーチカル
Profiling Helical Vertical Grade for machining pre-hardened or hardened materials JP4120
特 長 Features 特長 Features 図 切削性能 Cutting performance
●底面や側面などの構造部分の仕上げ加工用途に最適なカッタです。 ● 耐摩耗性と靱性のバランスに優れた微粒超硬母材と新コーティング「AJコーティング」の採用 0.6
従来品B
Conventional B
●多刃仕様により送り速度を上げる能率の高い仕上げ加工が可能です。 により耐摩耗性と耐チッピング性を向上させました。 従来品A JP4120
●機械の主軸方向へ切削送りをかけるバーチカル加工もできます。 ● 汎用性が高く、30~50HRCの鋼材の切削加工で耐摩耗性と耐チッピング性に優れます。 0.4 Conventional A 従来品C
Conventional C
●インサート材種の充実により炭素鋼から焼き入れ鋼、更にはアルミ材など幅広い被削材に対応出来ます。 ・Employs a fine carbide substrate with an excellent balance between wear resistance and toughness and the new "AJ
●小型機械においては、モジュラーミル用アーバBT30などと組合わせてご使用頂きますと高剛性なシステムとなり加工安定性が Coating" to provide improved wear resistance and chipping resistance. 0.2
・ Highly versatile with excellent wear resistance and chipping resistance when machining steel materials with hardnesses of 30 to
向上致します。 50 HRC.
●超硬シャンクと組合わせてご使用頂きますと突き出しの長い加工において加工精度が向上致します。 0
0 10 20 30 40 50 60
●カッタ本体に特殊鋼を使用し耐久性を向上させると共に、モジュラータイプ、ボアタイプは、ホルダーの表面擦過性向上のため 得意分野 切削距離 Cutting length (m)
Strong fields
にPVD皮膜を採用しました。 ワーク Work material:P21(40HRC)
・Ideal cutter for applications finishing structural parts of bottom, side, etc. ● 30~50HRCのプリハードン鋼・焼入れ鋼の切削加工において優れた切削性能を発揮します。 使用工具 Tool:ASRT5063R-4
・Multi-flute specifications enable higher feed rates for more efficient finishing. ● 難削系のダイカスト金型用鋼や析出硬化系ステンレス鋼、仕上げ加工においても優れた耐摩耗 インサート Insert:WDNW140520
・Vertical machining in which cutting feed is in the direction of the machine's main axis can also be performed. 性を発揮します。 切削条件 Cutting conditions:
・Comprehensive lineup of insert materials enables machining of a wide range of materials from carbon steels to hardened steels, as well as aluminum,etc. vc=90m/min fz=0.8mm/t
・For small machines, use in combination with the modular mill arbor BT30 creates a high-rigidity system and improves machining stability. ・Exhibits excellent cutting performance when machining pre-hardened or hardened steels with hardnesses of 30 to 50 HRC. ap×ae=1×44mm
・Use in combination with a carbide shank improves machining accuracy when machining with long overhangs. ・ Exhibits excellent wear resistance even on difficult-to-cut diecast tool steel or precipitation-hardened stainless steels, or for 乾式加工 Dry
・In addition to improving durability by using special steel in the cutter body, a PVD coating is applied to the modular type and bore type holder to finishing. ※単一刃加工 Single-flute cutting
improve abrasion resistance.
PVD Technology ステンレス鋼系材料加工用材種
構造 インサートは3つの切れ刃を備えています。 Grade for machining stainless-steel materials JM4160
Construction This insert has 3 cutting edges. 特長 Features 図 切削性能 Cutting performance
0.6
● 靱性に優れた超硬母材と新コーティング「AJコーティング」の採用により、ステンレス鋼系材料の 従来品 Conventional
復路加工用切れ刃 Cutting edge for reciprocating machining 送り方向 切削加工に対して耐摩耗性と耐チッピング性を向上させました。 0.4
1 Feed direction ● 耐溶着性に優れる「AJコーティング」の採用により、ステンレス鋼系材料の切削加工で発生する JM4160
往復仕上げバーチカル加工の際に復路用切れ刃として作用します。 被削材の溶着を低減しました。 0.2
Used as the cutting edge when performing reciprocating finishing vertical machining. ・Employs a carbide substrate with high toughness and the new "AJ Coating" to improve wear resistance and chipping
resistance when machining stainless-steel materials. 0
・ Employs AJ Coating with excellent welding resistance to reduce the welding to work material that occurs when machining 0 4 8 12
stainless steel materials. 切削距離 Cutting length (m)
2 外周切れ刃 Peripheral cutting edge
得意分野 ワーク Work material:SUS304
Strong fields 使用工具 Tool:ASRS2032R-5
3° 側面加工時の外周切れ刃として作用します。 インサート Insert:EPMT0603EN-8LF
● ステンレス鋼系材料の加工全般において長寿命を実現します。 切削条件 Cutting conditions:
Used as the peripheral cutting edge when performing side machining.
・ vc=180m/min fz=0.5mm/t ap×ae=0.8×21mm
Provides long tool life for general processing of stainless-steel materials 湿式加工 Wet ※単一刃加工 Single-flute cutting
正面切れ刃 Face cutting edge
3 PVD Technology 高硬度材加工用材種
底面仕上げ加工時に作用します。 Grade for machining high-hardness materials JP4105
Used when bottom finishing.
【副切れ刃付きインサート】 【副切れ刃なしインサート】 特長 Features 図 切削性能 Cutting performance
0.6
Insert with minor cutting edge Insert without minor cutting edge ● 耐摩耗性に優れた超微粒超硬母材と新コーティング「AJコーティング」の採用により耐摩
MPHW0603 ZEL‐0.5 MPHW0603 ZEL 耗性を向上させました。 従来品
0.4 Conventional
MPHW0603 ZEL‐1.5 JP4105
底面加工において、突出しの長い ● 50HRC~の高硬度材の切削加工で耐摩耗性に優れます。
(L/D=5以上)加工や主軸方向に剛
副切れ刃により送り ・Employs an ultra-fine cemented carbide substrate and the new "AJ Coating" to improve wear resistance. 0.2
性の低い段取り状態で使用する場合 ・Excellent wear resistance when machining high hardness materials of 50HRC or higher.
を上げて使用する に適します。
ことが可能です。
For bottom machining, suitable for long overhang 0
minor cutting edge (L/D= 5 or more) machining or for handling low
enables feed rate to be rigidity in main axis direction. 得意分野 0 5 10 15
Strong fields 切削距離 Cutting length (m)
increased.
● 焼入れ鋼(50~60HRC):SKD11,SKD61,SKH,SUS420系等 ワーク Work material:SKD11(61HRC)
※バーチカル加工は副切れ刃 ※For vertical machining, inserts without
なしを推奨致します。 minor cutting edge are recommended. 使用工具 Tool:ASRS2032-5
・Hardened steels (50 to 60 HRC): SKD11, SKD61, SKH, SUS420, etc. インサート Insert:EPNW0603TN-8
切削条件 Cutting conditions:
vc=80m/min fz=0.2mm/t ap×ae=0.5×21mm
乾式加工 Dry ※単一刃加工 Single-flute cutting
03
最大逃げ面摩耗幅 VBmax(mm) 最大逃げ面摩耗幅 VBmax(mm) 最大逃げ面摩耗幅 VBmax(mm)
Flank Wear Flank Wear Flank Wear
Page4
ラインナップ
Line Up
ストレートシャンクタイプ Straight Shank Type ASPVS2 R- は数字が入ります。
Numeric figure in a circle . ボアタイプ Bore Type ASPVB2 R(M)- は数字が入ります。
Numeric figure in a circle .
DHUB
DCONMS b
KWW CBDP
LF
DCCB
3
3
LH LS DC 5
LF
商品コード 在庫 刃数 寸 法 Size (mm) 適用インサート 希望小売価格(円)
No.of
Item code Stock flute DC DHUB LF CBDP KWW b DCONMS DCCB Inserts Suggested
retail price (¥)
商品コード 在庫 刃数 寸 法 Size (mm) 適用インサート 希望小売価格(円) 内径インチ
Suggested ASPVB2050R-7 ● 7 50 47 50 19 8.4 5 22.225 17
Item code Stock No.of
flute LS Inserts Inside diameter MPHW0603 ZEL 106,460
DC LF DCONMS D1 LH retail price (¥) inch size ASPVB2063R-8 ● 8 63 60 50 19 8.4 5 22.225 17 MPHW06030 ZEL- 113,560
ASPVS2016R-2 ● 2 16 100 16 14.5 30 70 40,650 内径ミリ ASPVB2050RM-7 ● 7 50 47 50 20 10.4 6.3 22 17 MPHW0603 ZFL 106,460
シ ● Inside diameter
ASPVS2020R-3 3
ャ 20 110 20 18 30 80 MPHW0603 ZEL 52,410 63 60 50 20 10.4 6.3 22 17 03 ZEL
mm size ASPVB2063RM-8 ● 8 MPNW06 113,560
ン ASPVS2025R-4 ● 4 25 120 25 23 40 80 63,230 【注意】アーバ用ねじは付属しません。 【Note】Arbor screw is not included.
ク MPHW06030 ZEL-
タ ASPVS2030R-4 ● 4 30 150 32 28 50 100 66,730
イ ASPVS2032R-5 ● 5 32 150 32 30 50 100 MPHW0603 ZFL 75,240
プ ASPVS2035R-5 ● 5 35 150 32 31 50 100 MPNW0603 ZEL 75,240 インサート Inserts
ASPVS2040R-6 ● 6 40 170 32 31 50 120 86,600
RE LE 11° RE LE 11° LE 11° LE 11°
W1 S BS S RE S BS RE S
W1 W1
W1
モジュラータイプ ASPVM20 R- は数字が入ります。
Modular Type Numeric figure in a circle .
Fig-1 Fig-2 Fig-3(CBN) Fig-4(CBN)
LF THSZMS
DRVS(二面幅) P 鋼 Carbon steels
M SUS等 SUS, etc. :一般切削・第一推奨
K FC・FCD General cutting,
Cast irons First recommended 希望小売価格(円)
N アルミニウム合金 Aluminum alloys :一般切削・第二推奨 Suggested retail price (¥)
S チタン合金 Titanium alloys General cutting, Second
recommended
H 高硬度材 Hardened steels
3 L1 JP4105
L2 寸 法 Size (mm) JP4120
商品コード 精度 形状 JM4160 SD5010
Tolerance
Item code Shape
希望小売価格 class JS4060 BH250
商品コード 在庫 刃数 寸 法 Size (mm) 適用インサート (円) W1 BS S LE RE MZ1000
Item code Stock No.of
flute DC LF DCONMS THSZMS DHUB L1 L2 DRVS Inserts
Suggested retail price (¥) ATH08M
ASPVM2016R-2 ● 2 16 25 8.5 M8 12.8 5.5 17 10 40,650 MPHW060302ZEL ● 6.35 - 3.18 3 0.2 Fig-1 1,580 -
※ASPVM2018R-2 ● 2 18 25 8.5 M8 14.5 5.5 17 10 40,650 MPHW060302ZEL-0.5 ● 6.35 0.5 3.18 3 0.2 Fig-2 1,580 -
ASPVM2020R-2 ● 2 20 30 10.5 M10 17.8 5.5 19 15 47,890 MPHW060304ZEL ● ● ● 6.35 - 3.18 3 0.4 Fig-1 1,580 -
モ ASPVM2020R-3 ● 3 20 30 10.5 M10 17.8 5.5 19 15 52,410 MPHW060304ZEL-0.5 ● ● ● 6.35 0.5 3.18 3 0.4 Fig-2 1,580 -
ジ ※ASPVM2022R-3 ● 3 22 30 10.5 M10 17.8 5.5 19 15 MPHW0603 ZEL
ュ 52,410 MPHW060304ZFL H級 ● 6.35 - 3.18 3 0.4 - 2,220
ラ H
ASPVM2025R-4 ● 4 25 35 12.5 M12 20.8 5.5 22 17 MPHW06030 ZEL- 63,230 Fig-1
ー MPHW060308ZEL ● ● ● ● 6.35 - 3.18 3 0.8 1,580 -
※ASPVM2028R-4 ● 4 28 35 12.5 M12 23 5.5 22 17 MPHW0603 ZFL 63,230 MPHW060308ZEL-1.5 ● ● ● ● ● 6.35 1.5 3.18 3 0.8 Fig-2,4 1,580 24,690
ASPVM2030R-4 ● 4 30 40 17 M16 28.8 6 23 22 MPNW0603 ZEL 66,730 MPHW060308ZFL ● 6.35 - 3.18 3 0.8 - 2,220
ASPVM2032R-3 ● 3 32 40 17 M16 28.8 6 23 22 70,720 MPHW060320ZEL ● ● ● ● 6.35 - 3.18 3 2 1,580 24,690
ASPVM2032R-5 ● 5 32 40 17 M16 28.8 6 23 22 75,240 MPNW060308ZEL N級 ● ● ● Fig-1,3
6.35 - 3.18 3 0.8 1,210 -
※ASPVM2035R-5 ● 5 35 40 17 M16 28.8 6 23 22 75,240 MPNW060320ZEL N ● ● ● 6.35 - 3.18 3 2 1,210 -
※ASPVM2040R-6 ● 6 40 40 17 M16 28.8 6 23 22 86,600 【注意】JSコーティングは通電式タッチセンサーに反応しませんのでご注意ください。【Note】Please note that the JS Coating does not cause a reaction in conductive touch sensors.
【注意】※と超硬シャンクをセットで使用すると干渉がありません。
モジュラーミル及び専用シャンク、専用アーバの「工具端面」「モジュラーねじ部」にグリースなどの潤滑剤は塗布しないでください。 は数字が入ります。
【Note】When ※ and carbide shank are used together as a set, there is no interference. 部品番号
Parts Numeric figure in a circle .
Do not apply lubricants such as grease, etc. to the "contact faces" and "modular screws" of the "modular mill", "dedicated shanks" and "dedicated arbor".
部品名 クランプねじ ドライバー ねじ焼き付き防止剤
Parts Clamp screw Screw driver Screw anti-seizure agent
形状
Shape
適用カッタ 締付トルク 希望小売価格 希望小売価格 希望小売価格
Fastening torque (円) (円) (円)
Cutter body (N・m) Suggested retail Suggested retail Suggested retail
price (¥) price (¥) price (¥)
モジュラーModular ASPVM20 R-
シャンク Shank ASPVS20 R-
250-141 1.1 960 104-T8 1,980 P-37 1,120
ASPVB20 R-
ボア Bore
ASPVB20 RM-
【注意】各切れ刃にエアー、切削油剤を供給する場合は上記アーバ用ねじをご使用下さい。【Note】When supplying air and cutting agent to each flute, please use the arbor screws listed above.
クランプねじは消耗品です。使用環境により交換寿命は変化しますので早めの交 The clamp screw is a consumable part. Since replacement life depends on the use environment,
換をお願い致します。クランプねじは3枚刃までは予備が1本、4枚刃以上は予備 it is recommended that it be replaced at an early stage. One spare clamp screw is provided for
●印:標準在庫品です。●:Stocked Items. 無印:受注生産品です。No Mark:Manufactured upon request only. が2本付属します。 cutter bodies with 3 or less flutes, and two for 4 or more flutes.
04
Modular
Shank type
DC
5
DC
5
DCONMS D1
DHUB
DCONMS
JP4105
JP4120 AJコーティングAJ Coating
JM4160
JS4060 JSコーティングJS Coating
MZ1000 コーティングサーメット
Coated Cermet
ATH08M THコーティングTH Coating
BH250 CBN
SD5010 DLCコーティングDLC Coating
Page5
ラインナップ
Line Up
ストレートシャンクタイプ aight Shank Type ASPVS2 R- は数字が入ります。
Numeric figure in a circle . ボアタイプ Bore Type ASPVB2 R(M)- は数字が入ります。
Str Numeric figure in a circle .
DHUB
DCONMS b
KWW CBDP
LF
DCCB
3
3
LH LS DC 5
LF
商品コード 在庫 刃数 寸 法 Size (mm)
No.of 適用インサート 希望小売価格(円)
Item code Stock Suggested
flute DC DHUB LF CBDP KWW b DCONMS DCCB Inserts
retail price (¥)
商品コード 在庫 刃数 寸 法 Size (mm) 適用インサート 希望小売価格(円) 内径インチ
Suggested ASPVB2050R-7 ● 7 50 47 50 19 8.4 5 22.225 17 3 ZEL 106,460
Item code Stock No.of
flute DC LF DCONMS D1 LH LS Inserts Inside diameter MPHW060
retail price (¥) inch size ASPVB2063R-8 ● 8 63 60 50 19 8.4 5 22.225 17 MPHW06030 ZEL- 113,560
ASPVS2016R-2 ● 2 16 100 16 14.5 30 70 40,650 内径ミリ ASPVB2050RM-7 ● 7 50 47 50 20 10.4 6.3 22 17 MPHW0603 ZFL 106,460
シ Inside diameter
ASPVS2020R-3 ● 3 20 110 20 18 30 80
ャ MPHW0603 ZEL 52,410 mm size ASPVB2063RM-8 ● 8 63 60 50 20 10.4 6.3 22 17 MPNW0603 ZEL 113,560
ン ASPVS2025R-4 ● 4 25 120 25 23 40 80 3,230
ク MPHW06030 ZEL-
6
【注意】アーバ用ねじは付属しません。 【Note】Arbor screw is not included.
タ ASPVS2030R-4 ● 4 30 150 32 28 50 100 66,730
イ ASPVS2032R-5 ● 5 32 150 32 30 50 100 MPHW0603 ZFL 75,240
プ ASPVS2035R-5 ● 5 35 150 32 31 50 100 MPNW0603 ZEL 75,240 インサート Inserts
ASPVS2040R-6 ● 6 40 170 32 31 50 120 86,600
RE LE 11° RE LE 11° LE 11° LE 11°
W1 S BS S RE S BS RE S
W1 W1
W1
モジュラータイプ は数字が入ります。
Modular Type ASPVM20 R- Numeric figure in a circle .
Fig-1 Fig-2 Fig-3(CBN) Fig-4(CBN)
LF THSZMS
DRVS(二面幅) P 鋼 Carbon steels
M SUS等 SUS, etc. :一般切削・第一推奨
K FC・FCD General cutting,
Cast irons First recommended 希望小売価格(円)
N アルミニウム合金 Aluminum alloys :一般切削・第二推奨 Suggested retail price (¥)
S チタン合金 Titanium alloys General cutting, Second
recommended
H 高硬度材 Hardened steels
3 L1 JP4105
L2 寸 法 Size (mm) JP4120
商品コード 精度 形状 JM4160 SD5010
Tolerance
Item code Shape
希望小売価格 class JS4060 BH250
商品コード 在庫 刃数 寸 法 Size (mm) 適用インサート W1 BS S LE RE MZ1000
Item code Stock No.of
flute DC LF DCONMS THSZMS DHUB L1 L2 DRVS Inserts (円)
Suggested retail price (¥) ATH08M
ASPVM2016R-2 ● 2 16 25 8.5 M8 12.8 5.5 17 10 40,650 MPHW060302ZEL ● 6.35 - 3.18 3 0.2 Fig-1 1,580 -
※ASPVM2018R-2 ● 2 18 25 8.5 M8 14.5 5.5 17 10 40,650 MPHW060302ZEL-0.5 ● 6.35 0.5 3.18 3 0.2 Fig-2 1,580 -
ASPVM2020R-2 ● 2 20 30 10.5 M10 17.8 5.5 19 15 47,890 MPHW060304ZEL ● ● ● 6.35 - 3.18 3 0.4 Fig-1 1,580 -
モ ASPVM2020R-3 ● 3 20 30 10.5 M10 17.8 5.5 19 15 52,410 MPHW060304ZEL-0.5 ● ● ● 6.35 0.5 3.18 3 0.4 Fig-2 1,580 -
ジ ※ASPVM2022R-3 ● 3 22 30 10.5 M10 17.8 5.5 19 15 MPHW0603 ZEL
ュ 52,410 MPHW060304ZFL H級 ● 6.35 - 3.18 3 0.4 - 2,220
ラ H
ASPVM2025R-4 ● 4 25 35 12.5 M12 20.8 5.5 22 17 MPHW06030 ZEL- 63,230 1
ー MPHW060308ZEL ● ● ● ● Fig-
6.35 - 3.18 3 0.8 1,580 -
※ASPVM2028R-4 ● 4 28 35 12.5 M12 23 5.5 22 17 MPHW0603 ZFL 63,230 MPHW060308ZEL-1.5 ● ● ● ● ● 6.35 1.5 3.18 3 0.8 Fig-2,4 1,580 24,690
ASPVM2030R-4 ● 4 30 40 17 M16 28.8 6 23 22 MPNW0603 ZEL 66,730 MPHW060308ZFL ● 6.35 - 3.18 3 0.8 - 2,220
ASPVM2032R-3 ● 3 32 40 17 M16 28.8 6 23 22 70,720 MPHW060320ZEL ● ● ● ● 6.35 - 3.18 3 2 1,580 24,690
ASPVM2032R-5 ● 5 32 40 17 M16 28.8 6 23 22 75,240 MPNW060308ZE ● ig-1,3
L N級 ● ● F
6.35 - 3.18 3 0.8 1,210 -
※ASPVM2035R-5 ● 5 35 40 17 M16 28.8 6 23 22 75,240 MPNW060320ZEL N ● ● ● 6.35 - 3.18 3 2 1,210 -
※ASPVM2040R-6 ● 6 40 40 17 M16 28.8 6 23 22 86,600 【注意】JSコーティングは通電式タッチセンサーに反応しませんのでご注意ください。【Note】Please note that the JS Coating does not cause a reaction in conductive touch sensors.
【注意】※と超硬シャンクをセットで使用すると干渉がありません。
モジュラーミル及び専用シャンク、専用アーバの「工具端面」「モジュラーねじ部」にグリースなどの潤滑剤は塗布しないでください。 は数字が入ります。
【Note】When ※ and carbide shank are used together as a set, there is no interference. 部品番号 Parts Numeric figure in a circle .
Do not apply lubricants such as grease, etc. to the "contact faces" and "modular screws" of the "modular mill", "dedicated shanks" and "dedicated arbor".
部品名 クランプねじ ドライバー ねじ焼き付き防止剤
Parts Clamp screw Screw driver Screw anti-seizure agent
形状
Shape
適用カッタ 締付トルク 希望小売価格 希望小売価格 希望小売価格
Fastening torque (円) (円) (円)
Cutter body (N・m) Suggested retail Suggested retail Suggested retail
price (¥) price (¥) price (¥)
モジュラーModular ASPVM20 R-
シャンク Shank ASPVS20 R-
250-141 1.1 960 104-T8 1,980 P-37 1,120
ASPVB20 R-
ボア Bore
ASPVB20 RM-
【注意】各切れ刃にエアー、切削油剤を供給する場合は上記アーバ用ねじをご使用下さい。【Note】When supplying air and cutting agent to each flute, please use the arbor screws listed above.
クランプねじは消耗品です。使用環境により交換寿命は変化しますので早めの交 The clamp screw is a consumable part. Since replacement life depends on the use environment,
換をお願い致します。クランプねじは3枚刃までは予備が1本、4枚刃以上は予備 it is recommended that it be replaced at an early stage. One spare clamp screw is provided for
が2本付属します。 cutter bodies with 3 or less flutes, and two for 4 or more flutes.
05
Modular
Shank type
DC
5
DC
5
DCONMS D1
DHUB
DCONMS
JP4105
JP4120 AJコーティングAJ Coating
JM4160
JS4060 JSコーティングJS Coating
MZ1000 コーティングサーメット
Coated Cermet
ATH08M THコーティングTH Coating
BH250 CBN
SD5010 DLCコーティングDLC Coating
Page6
ラインナップ
Line Up
モジュラーミル専用シャンク The Shanks for Modular Mill モジュラーミル用アーバ Modular Mill Arbor
商品コード 在庫 寸 法 Size (mm) 備考
■ 超硬シャンク ■ BT30
Carbide Shank Item code Stock DCONWS THSZWS BD1 φDS LB2 LB1 BHTA2 Note
LF LF BT30-8.5-25-15 25 5 20.6°
LB1 LS LB1 LS LB2 22 48.4 BT30-8.5-50-15 8.5 8 15 30 50 10 10.6°
BT30-8.5-75-15 75 10 6.6°
Aタイプ Bタイプ エ
LB1 THSZWS BT30-10.5-20-18 20 5 29.5° ア
A Type B Type
THSZWS THSZWS BT30-10.5-45-18 10.5 10 18 35 45 10 13.7° ー
BT30-10.5-70-18 70 10 8.1° 穴
付
商品コード 在庫 寸 法 Size(mm) タイプ 適用カッタ 備考 希望小売価格(円) BT30-12.5-15-21 15 5 32.3°
Item code Stock DCONWS THSZWS LF LB1 LS BD1 DCONMS D1 Type Cutter body Note Suggested BT30-12.5-40-21 12.5 12 21 40 40 10 17.6°
retail price (¥)
BHTA2 BT30
ASC16-8.5-95-30Z ● 95 30 65 52,910 BT30-12.5-65-21 65 10 9.8°
ASC16-8.5-120-55Z ● 120 55 65 57,820 BT30-12.5-85-21 85 10 7.2°
ASC16-8.5-140-75Z ● 8.5 M8 140 75 65 14.5 16 15.5 A φ16
φ18 61,560 BT30-17-10-28 10 5 31°
※首部は、ユーザ様にて追加工可能です。
ASC16-8.5-160-95Z ● 160 95 65 64,790 ※For neck section, additional machining to user specifications BT30-17-35-28 17 16 28 40 35 10 13.5°
※2 ASC16-8.5-160-30Z ● 160 30 130 64,790 is possible. BT30-17-60-28 60 10 6.8°
ASC20-10.5-120-50Z ● 120 50 70 62,460 【注意】モジュラーミル用BT30アーバご使用の際は、標準切削条件表を目安に加工条件を決定して下さい。加工状況により振動が懸念される場合は、1.切り込み深さ(ap)を低減する 2.一刃当りの送り
ASC20-10.5-170-90Z ● 10.5 M10 170 90 80
220 120 100 18.5 20 19.5 φ20 69,950 (fz)を低減する方法で調整下さい。
ASC20-10.5-220-120Z ● A φ22 エ 76,920
ASC20-10.5-270-150Z 【Note】When using the BT30 arbor for modular mills, determine the processing conditions using the standard cutting conditions table as a general guide.If vibrations are a concern due to the processing conditions,
● 270 150 120 ア 97,560 adjust conditions by 1.reducing cutting depth (ap) or 2.reducing per-flute feed rate (fz).
※2 ASC20-10.5-220-50Z ● 10.5 M10 220
270 50 170
220 18.5 20 19.5 φ20 ー 76,920
※2 ASC20-10.5-270-50Z ● A φ22 穴 97,560
ASC25-12.5-145-65 ● 145 65 80 付 71,490
● 商品コード 在庫 寸 法 Size (mm)
ASC25-12.5-215-115 備考
12.5 M12 215 115 100 Item code Stock Note
265 145 120 23 25 ̶ B φ25 83,750 ■ BT40 DCONWS THSZWS BD1 φDS LB2 LB1 BHTA2
ASC25-12.5-265-145 ● φ28 97,560
ASC25-12.5-315-195 ● 315 195 120 125,810 BT40-8.5-25-15 25 5 20.6°
※2 ASC25-12.5-265-65 ● 12.5 M12 265
315 65 200
250 23 25 ̶ B φ25 97,560 BT40-8.5-50-15
BT40-8.5-75-15 8.5 8 15 30 50 10 10.6°
※2 ASC25-12.5-315-65 ● φ28 125,810 LB2 27 65.4 75 10 6.6°
ASC32-17-160-80 ● 160 80 80 108,400 BT40-8.5-125-15 125 10 3.7°
ASC32-17-210-110 ● 210 110 100 φ30
φ32 109,690 BT40-10.5-20-18 20 5 29.5°
LB1 THSZWS エ
ASC32-17-260-140 ● 17 M16 260 140 120 28 32 ̶ B φ35 130,330 BT40-10.5-45-18
ASC32-17-310-190 BT40-10.5-70-18 10.5 10 18 35 45 10 13.7° ア
● 310 190 120 〈φ40〉 176,790 70 10 8.1° ー
ASC32-17-360-240 ● 360 240 120 223,230 BT40-10.5-120-18 120 10 4.4° 穴
※2 ASC32-17-260-80 ● 260 180 φ30 130,330 付
BT40-12.5-15-21 15 5 32.3°
※2 ASC32-17-310-80 ● 17 M16 310 80 230 28 32 ̶ B φ32 176,790
※2 ASC32-17-360-80 ● 360 280 〈φ40〉 223,230 BHTA2 BT40 BT40-12.5-40-21
BT40-12.5-65-21 12.5 12 21 40 40 10 17.6°
65 10 9.8°
【注意】①※2と※1(P4)をセットで使用すると干渉がありません。 【Note】①When※2 and※1 (P4) are used together as a set, there is no interference. BT40-12.5-115-21 115 10 5.2°
②市販のミ-リングチャック、焼ばめホルダーにて使用できます。 ②Commercial milling chucks or shrink-fit holders can be used.
③〈φ40〉寸法は、突き出し長さ200mm以下を目安にご使用下さい。 ③For the Ø40 size, it is recommended that the protrusion length be 200mm or less. BT40-17-10-28 10 5 45°
※首部は、ユーザ様にて追加工可能です。 BT40-17-35-28
■ 鋼シャンク BT40-17-60-28 17 16 28 48 35 10 21.8°
LF ※For neck section, additional machining to user specifications
Steel Shank LF LB1 LS 60 10 11.3°
is possible. BT40-17-110-28 110 10 5.7°
LB1 LS
Aタイプ(首テーパ) Bタイプ
A Type (Tapered neck) B Type 商品コード 在庫 寸 法 Size (mm) 備考 希望小売価格(円)
THSZWS
THSZWS ■ HSK-A63 Suggested
Item code Stock DCONWS THSZWS BD1 φDS LB2 LB1 BHTA2 Note retail price (¥)
商品コード 在庫 寸 法 Size(mm) タイプ 適用カッタ 備考 希望小売価格(円) HSK-A63-10.5-30-18 ● 20.8 30 - 3° 104,020
LB2 26 32
Suggested HSK-A63-10.5-70-18 ● 25 70 10 3° 106,850
Item code Stock DCONWS THSZWS LF LB1 LS BD1 DCONMS D1 Type Cutter body Note retail price (¥) HSK-A63-10.5-70-18S 10.5 10 18 48 70 10 12° エ -
AS16-8.5-95-15 ● 8.5 M8 95 15 80 14.5 16 15.5 A φ16
φ18 エ 30,980 LB1 THSZWS HSK-A63-10.5-120-18 ● 30.2 120 10 3° ア111,490
ア HSK-A63-12.5-35-21 ● 24.3 35 - 3° ー105,040
AS20-10.5-100-20 ● 10.5 M10 100 20 80 18 20 ̶ B φ20
φ22 ー 34,850 HSK-A63-12.5-65-21 穴
● 27.5 65
穴 10 3° 106,330
HSK-A63-12.5-65-21S 12.5 12 21 付
48 65 10 12° -
AS25-12.5-115-35 ● 12.5 M12 115 35 80 23 25 ̶ B φ25 付
φ28 38,990 HSK-A63-12.5-115-21 ● 32.7 115 10 3° 111,890
φ30 BHTA2 HSK‐A63 HSK-A63-17-40-28 ● 31.8 40 - 3° 105,040
AS32-17-110-30 ● 17 M16 110 30 80 28 32 ̶ B φ32 46,720 HSK-A63-17-60-28 ● 33.9 60 106,330
φ35 HSK-A63-17-60-28S 17 16 28 10 3°
48 60 10 9.5° -
φ40 HSK-A63-17-110-28 ● 39.2 110 10 3° 111,240
【注意】市販のミ-リングチャックにて使用できます。【 Note】Commercial milling chucks can be used. 【注意】クーラントパイプは付属しております。
【Note】Coolant Pipe is attached.
■ 鋼シャンク LF
Steel Shank
LB1 LS
ア-バ(BT,HSK)の特長 Arbor (BT,HSK) Features
! ポイント! (例)突出し長さの比較…最短の組合せ Example : Overhang and Application Area
※首部及び全長は、ユーザ様にて追加工可能です。 THSZWS Point
※For neck section or total length, additional machining to user specifications is possible. カッタ Cutter:
モジュラーミル用ア-バ(BT,HSK)は、工具突出し カッタ Cutter: ASPVS2020R‐3
商品コード 在庫 寸 法 Size(mm) 適用カッタ 備考 希望小売価格(円) 長さを最短に出来るシステムですので、工具の振 ASPVM2020R‐3 ア-バ Arbor:
Suggested ア-バ Arbor:
Item code Stock DCONWS THSZWS LF LB1 LS BD1 DCONMS Cutter body Note retail price (¥) 動を抑制できます。 市販ミ-リングチャック
BT30‐10.5‐20‐18
φ30 エ (BT30タイプ)
ア Reduce the chattering vibration by BT, HSK arbor due to the Commercial milling chuck (BT30 type)
AS42-17-360-90 ● 17 M16 360 90 270 28 42 φ32 ー
φ35 89,040 reduction in the “actual” overhang.
穴
φ40 付
【注意】市販のミ-リングチャックにて使用できます。【 Note】Commercial milling chucks can be used.
●印:標準在庫品です。 ●:Stocked Items.
06
DCONWS
DCONWS BD1
D1
DCONWS BD1
D1
BD1
DCONMS
DCONMS
DCONWS
DCONWS
DCONMS
BD1
BD1
DCONMS
With Air hole With Air hole With Air hole
DCONMS
DCONWS
DCONWS
DCONWS
BD1 BD1
BD1
φDS φDS
φDS
φ63 φ46
φ63
22mm
72mm
With Air hole
100mm
130mm
With Air hole With Air hole
Page7
ラインナップ
Line Up
モジュラーミル専用シャンク The Shanks for Modular Mill モジュラーミル用アーバ Modular Mill Arbor
商品コード 在庫 寸 法 Size (mm) 備考
■ 超硬シャンク ■ BT30
Carbide Shank Item code Stock DCONWS THSZWS BD1 φDS LB2 LB1 BHTA2 Note
LF LF BT30-8.5-25-15 25 5 20.6°
LB1 LS LB1 LS LB2 22 48.4 BT30-8.5-50-15 8.5 8 15 30 50 10 10.6°
BT30-8.5-75-15 75 10 6.6°
Aタイプ Bタイプ エ
LB1 THSZWS BT30-10.5-20-18 20 5 29.5° ア
A Type B Type
THSZWS THSZWS BT30-10.5-45-18 10.5 10 18 35 45 10 13.7° ー
BT30-10.5-70-18 70 10 8.1° 穴
付
商品コード 在庫 寸 法 Size(mm) タイプ 適用カッタ 備考 希望小売価格(円) BT30-12.5-15-21 15 5 32.3°
Item code Stock DCONWS THSZWS LF LB1 LS BD1 DCONMS D1 Cutter body Su
Type Note ggested BT30-12.5-40-21 12.5 12 21 40 40 10 17.6°
retail price (¥)
BHTA2 BT30
ASC16-8.5-95-30Z ● 95 30 65 52,910 BT30-12.5-65-21 65 10 9.8°
ASC16-8.5-120-55Z ● 120 55 65 57,820 BT30-12.5-85-21 85 10 7.2°
ASC16-8.5-140-75Z ● 8.5 M8 140 75 65 14.5 16 15.5 A φ16
φ18 61,560 BT30-17-10-28 10 5 31°
※首部は、ユーザ様にて追加工可能です。
ASC16-8.5-160-95Z ● 160 95 65 64,790 ※For neck section, additional machining to user specifications BT30-17-35-28 17 16 28 40 35 10 13.5°
※2 ASC16-8.5-160-30Z ● 160 30 130 64,790 is possible. BT30-17-60-28 60 10 6.8°
ASC20-10.5-120-50Z ● 120 50 70 62,460 【注意】モジュラーミル用BT30アーバご使用の際は、標準切削条件表を目安に加工条件を決定して下さい。加工状況により振動が懸念される場合は、1.切り込み深さ(ap)を低減する 2.一刃当りの送り
ASC20-10.5-170-90Z ● φ20 69,950
● 10.5 M10 170 90 80 (fz)を低減する方法で調整下さい。
ASC20-10.5-220-120Z 220 18.5 20 19.5
120 100 A φ22 エ 76,920
ASC20-10.5-270-150Z 【Note】When using the BT30 arbor for modular mills, determine the processing conditions using the standard cutting conditions table as a general guide.If vibrations are a concern due to the processing conditions,
● 270 150 120 ア 97,560 adjust conditions by 1.reducing cutting depth (ap) or 2.reducing per-flute feed rate (fz).
※2 ASC20-10.5-220-50Z ● 10.5 M10 220
270 50 170
220 18.5 20 19.5 φ20 ー 76,920
※2 ASC20-10.5-270-50Z ● A φ22 穴 97,560
ASC25-12.5-145-65 ● 145 65 80 付 71,490
● 商品コード 在庫 寸 法 Size (mm)
ASC25-12.5-215-115 備考
12.5 M12 215 115 100 B φ25 83,750 ■ BT40 Item code Stock DCONWS THSZWS BD1 φDS LB2 LB1 BHTA2 Note
ASC25-12.5-265-145 ● 265 23 25 ̶
145 120 φ28 97,560
ASC25-12.5-315-195 ● 315 195 120 125,810 BT40-8.5-25-15 25 5 20.6°
※2 ASC25-12.5-265-65 ● 12.5 M12 265
315 65 200
250 23 25 ̶ B φ25 97,560 BT40-8.5-50-15
BT40-8.5-75-15 8.5 8 15 30 50 10 10.6°
※2 ASC25-12.5-315-65 ● φ28 125,810 LB2 27 65.4 75 10 6.6°
ASC32-17-160-80 ● 160 80 80 108,400 BT40-8.5-125-15 125 10 3.7°
ASC32-17-210-110 ● 210 110 100 φ30
φ32 109,690 BT40-10.5-20-18 20 5 29.5°
LB1 THSZWS エ
ASC32-17-260-140 ● 17 M16 260 140 120 28 32 ̶ B φ35 130,330 BT40-10.5-45-18
BT40-10.5-70-18 10.5 10 18 35 45 10 13.7° ア
ASC32-17-310-190 ● 310 190 120 〈φ40〉 176,790 70 10 8.1° ー
ASC32-17-360-240 ● 360 240 120 223,230 BT40-10.5-120-18 120 10 4.4° 穴
※2 ASC32-17-260-80 ● 260 180 φ30 130,330 付
BT40-12.5-15-21 15 5 32.3°
※2 ASC32-17-310-80 ● 17 M16 310 80 230 28 32 ̶ B φ32 176,790
※2 ASC32-17-360-80 ● 360 280 〈φ40〉 223,230 BHTA2 BT40 BT40-12.5-40-21
BT40-12.5-65-21 12.5 12 21 40 40 10 17.6°
65 10 9.8°
【注意】①※2と※1(P4)をセットで使用すると干渉がありません。 【Note】①When※2 and※1 (P4) are used together as a set, there is no interference. BT40-12.5-115-21 115 10 5.2°
②市販のミ-リングチャック、焼ばめホルダーにて使用できます。 ②Commercial milling chucks or shrink-fit holders can be used.
③〈φ40〉寸法は、突き出し長さ200mm以下を目安にご使用下さい。 ③For the Ø40 size, it is recommended that the protrusion length be 200mm or less. BT40-17-10-28 10 5 45°
※首部は、ユーザ様にて追加工可能です。 BT40-17-35-28
■ 鋼シャンク BT40-17-60-28 17 16 28 48 35 10 21.8°
LF ※For neck section, additional machining to user specifications
Steel Shank LF LB1 LS 60 10 11.3°
is possible. BT40-17-110-28 110 10 5.7°
LB1 LS
Aタイプ(首テーパ) Bタイプ
A Type (Tapered neck) B Type 商品コード 在庫 寸 法 Size (mm) 備考 希望小売価格(円)
THSZWS
THSZWS ■ HSK-A63 Suggested
Item code Stock DCONWS THSZWS BD1 φDS LB2 LB1 BHTA2 Note retail price (¥)
商品コード 在庫 寸 法 Size(mm) タイプ 適用カッタ 備考 希望小売価格(円) HSK-A63-10.5-30-18 ● 20.8 30 - 3° 104,020
LB2 26 32
Suggested HSK-A63-10.5-70-18 ● 25 70 106,850
Item code Stock DCONWS THSZWS LF LB1 LS BD1 DCONMS D1 Type Cutter body Note retail price (¥) HSK-A63-10.5-70-18S 10.5 10 18 10 3°
48 70 10 12° エ -
AS16-8.5-95-15 ● 8.5 M8 95 15 80 14.5 16 15.5 A φ16
エ 30,980 LB1 THSZWS HSK-A63-10.5-120-18 ●
φ18 30.2 120 10 3° ア111,490
ア HSK-A63-12.5-35-21 ● 105,040
AS20-10.5-100-20 ● B φ20 24.3 35 - 3° ー
10.5 M10 100 20 80 18 20 ̶ φ22 ー 34,850 HSK-A63-12.5-65-21 穴
● 27.5 65
穴 付106,330
HSK-A63-12.5-65-21S 12.5 12 21 10 3°
-
AS25-12.5-115-35 ● 12.5 M12 115 35 80 23 25 ̶ B φ25 付 48 65 10 12°
φ28 38,990 HSK-A63-12.5-115-21 ● 32.7 115 10 3° 111,890
φ30 BHTA2 HSK‐A63 HSK-A63-17-40-28 ● 31.8 40 - 3° 105,040
AS32-17-110-30 ● 17 M16 110 30 80 28 32 ̶ B φ32 46,720 HSK-A63-17-60-28 ● 33.9 60 10 3° 106,330
φ35 HSK-A63-17-60-28S 17 16 28 48 60 10 9.5° -
φ40 HSK-A63-17-110-28 ● 39.2 110 10 3° 111,240
【注意】市販のミ-リングチャックにて使用できます。【 Note】Commercial milling chucks can be used. 【注意】クーラントパイプは付属しております。
【Note】Coolant Pipe is attached.
■ 鋼シャンク LF
Steel Shank
LB1 LS
ア-バ(BT,HSK)の特長 Arbor (BT,HSK) Features
! ポイント! (例)突出し長さの比較…最短の組合せ Example : Overhang and Application Area
※首部及び全長は、ユーザ様にて追加工可能です。 THSZWS Point
※For neck section or total length, additional machining to user specifications is possible. カッタ Cutter:
モジュラーミル用ア-バ(BT,HSK)は、工具突出し カッタ Cutter: ASPVS2020R‐3
長さを最短に出来るシステムですので、工具の振 ASPVM2020R‐3
商品コード 在庫 寸 法 Size(mm) 適用カッタ 備考 希望小売価格(円) ア-バ Arbor:
Suggested ア-バ Arbor:
Item code Stock DCONWS THSZWS LF LB1 LS BD1 DCONMS Cutter body Note retail price (¥) 動を抑制できます。 市販ミ-リングチャック
BT30‐10.5‐20‐18
φ30 エ (BT30タイプ)
ア Reduce the chattering vibration by BT, HSK arbor due to the Commercial milling chuck (BT30 type)
AS42-17-360-90 ● 17 M16 360 90 270 28 42 φ32 ー
φ35 89,040 reduction in the “actual” overhang.
穴
φ40 付
【注意】市販のミ-リングチャックにて使用できます。【 Note】Commercial milling chucks can be used.
●印:標準在庫品です。 ●:Stocked Items. 無印:受注生産品です。No Mark:Manufactured upon request only.
07
DCONWS
DCONWS BD1
D1
DCONWS BD1
D1
BD1
DCONMS
DCONMS
DCONWS
DCONWS
DCONMS
BD1
BD1
DCONMS
With Air hole With Air hole With Air hole
DCONMS
DCONWS
DCONWS
DCONWS
BD1 BD1
BD1
φDS φDS
φDS
φ63 φ46
φ63
22mm
72mm
With Air hole
100mm
130mm
With Air hole With Air hole
Page8
ラインナップ
Line Up
レッドスクリューアーバ Red screw arbor
H ■注意事項 Caution
φC1 φC 10 ● 一部取付けできない交換式工具があります。
φC2 G H 取付け可能か「交換式工具取付部」で寸法を確認いただくか、弊社までお問合
1
わせください。
● ※の商品は、条件を工具の推奨条件の半分程度に落としてご使用ください。
機械とシャンクとの結合力に比べ、切削抵抗が大きくなり、ホルダシャンク部で
φD フレッチング現象またはホルダの抜けが発生します。
● Some of the indexable end mills cannot be attached to the RED screw arbor.
5 Please check your indexable end mills for conformance to the dimensions, or
L1 M please contact MOLDINO Tool Engineering, Ltd.
● Because cutting resistance is greater than the tool holder connection force
L モジュラーミル 取付け部 associated with the machine spindle, please reduce the recommended cutting
conditions by 50% for the RED screw arbors marked with ※. Otherwise, the tool
Dimensions for the Modular Mill mounting holder shank may experience fretting corrosion or fall out of the machine spindle.
在 寸法 Size(mm) 剛性値 在 剛性値
商品コード 庫 重量 (μ m) 商品コード 庫 寸法 Size(mm) 重量 (μ m)
Item code (kg) Rigidity (kg) Rigidity
value Item code
G φD H H1 φC L M L1 φC1 φC2 Weight δ Weight value
G φD H H1 φC L M L1 φC1 φC2 δ
BT40-RSG8-105-M25 105 80 1.4 0.6 BT50-RSG10-200-M25 200 25 175 5.6 0.5
BT40-RSG8-135-M25 135 25 110 1.8 0.7 BT50-RSG10-165-M50 165 115 4.4 0.8
BT40-RSG8-165-M25 165 140 2.1 0.8 BT50-RSG10-195-M50 195 50 145 4.7 0.9
BT40-RSG8-130-M50 130 80 1.4 1.5 BT50-RSG10-225-M50 225 175 5.7 1.0
BT40-RSG8-160-M50 160 50 110 1.8 1.7 BT50-RSG10-190-M75 190 115 4.5 1.6
BT40-RSG8-190-M50 190 140 2.1 1.8 BT50-RSG10-220-M75 220 75 145 4.8 1.7
BT40-RSG8-155-M75 155 80 1.5 3.1 BT50-RSG10-250-M75 250 175 5.8 1.8
BT40-RSG8-185-M75 M8 8.5 18 6.5 15 185 75 110 30 32 1.9 3.4 BT50-RSG10-215-M100 M1010.5 22 6.5 19 215 115
BT40-RSG8-215-M75 215 140 2.2 3.5 36 38 4.5 2.7
BT50-RSG10-245-M100 245 100 145 4.8 2.9
BT40-RSG8-170-M90 170 80 1.5 4.5 BT50-RSG10-275-M100 275 175 5.8 2.9
BT40-RSG8-200-M90 200 90 110 1.9 4.8 BT50-RSG10-235-M120 235 115 4.6 3.9
BT40-RSG8-230-M90 230 140 2.2 4.9 BT50-RSG10-265-M120 265 120 145 4.9 4.2
BT40-RSG8-185-M105 185 80 1.6 6.2 BT50-RSG10-295-M120 295 175 5.9 4.2
BT40-RSG8-215-M105 215 105 110 2.0 6.7 BT50-RSG10-255-M140 255 115 4.7 5.5
BT40-RSG8-245-M105 245 140 2.3 6.8 BT50-RSG10-285-M140 285 140 145 5.0 5.8
BT40-RSG10-125-M25 125 100 1.8 0.4 BT50-RSG10-315-M140 315 175 6.0 5.8
BT40-RSG10-155-M25 155 25 130 2.2 0.5 BT50-RSG12-140-M25 140 115 4.6 0.2
BT40-RSG10-185-M25 185 160 2.4 0.7 BT50-RSG12-170-M25 170 25 145 5.0 0.3
BT40-RSG10-150-M50 150 100 1.9 0.8 BT50-RSG12-200-M25 200 175 5.8 0.4
BT40-RSG10-180-M50 180 50 130 2.3 1.0 BT50-RSG12-165-M50 165 115 4.7 0.5
BT40-RSG10-210-M50 210 160 2.5 1.2 BT50-RSG12-195-M50 195 50 145 5.1 0.6
BT40-RSG10-175-M75 175 100 2.0 1.6 BT50-RSG12-225-M50 225 175 5.9 0.6
BT40-RSG10-205-M75 M1010.5 22 6.5 19 205 75 130 36 38 2.4 1.8 BT50-RSG12-190-M75 190 115 4.9 0.8
BT40-RSG10-235-M75 235 160 2.6 2.0 BT50-RSG12-220-M75 220 75 145 5.3 1.0
BT40-RSG10-200-M100 200 100 2.0 2.7 BT50-RSG12-250-M75 250 175 6.1 1.0
BT40-RSG10-230-M100 230 100 130 2.4 3.0 BT50-RSG12-215-M100 215 115 5.0 1.3
BT40-RSG10-260-M100 260 160 2.6 3.3 BT50-RSG12-245-M100 M1212.5 22 6 24 245 100 145 43 45 5.4 1.5
BT40-RSG10-220-M120 220 100 2.1 4.0 BT50-RSG12-275-M100 275 175 6.2 1.6
BT40-RSG10-250-M120 250 120 130 2.5 4.3 BT50-RSG12-240-M125 240 115 5.2 2.1
BT40-RSG10-280-M120 280 160 2.7 4.6 BT50-RSG12-270-M125 270 125 145 5.6 2.3
BT40-RSG12-125-M25 125 100 2.0 0.3 BT50-RSG12-300-M125 300 175 6.4 2.4
BT40-RSG12-155-M25 155 25 130 2.4 0.4 BT50-RSG12-265-M150 265 115 5.3 3.0
BT40-RSG12-185-M25 185 160 2.7 0.5 BT50-RSG12-295-M150 295 150 145 5.7 3.3
BT40-RSG12-150-M50 150 100 2.1 0.5 BT50-RSG12-325-M150 325 175 6.5 3.4
BT40-RSG12-180-M50 180 50 130 2.5 0.7 BT50-RSG12-290-M175 290 115 5.5 4.2
BT40-RSG12-210-M50 210 160 2.8 0.9 BT50-RSG12-320-M175 320 175 145 5.9 4.6
BT40-RSG12-175-M75 175 100 2.3 0.9 BT50-RSG12-350-M175 350 175 6.7 4.6
BT40-RSG12-205-M75 M1212.5 22 6 24 205 75 130 43 45 2.7 1.1 BT50-RSG16-140-M25 140 115 4.8 0.2
BT40-RSG12-235-M75 235 160 3.0 1.3 BT50-RSG16-170-M25 170 25 145 5.4 0.2
BT40-RSG12-200-M100 200 100 2.4 1.4 BT50-RSG16-200-M25 200 175 6.6 0.2
BT40-RSG12-230-M100 230 100 130 2.8 1.6 BT50-RSG16-165-M50 165 115 5.0 0.3
BT40-RSG12-260-M100 260 160 3.1 1.9 BT50-RSG16-195-M50 195 50 145 5.6 0.4
BT40-RSG12-225-M125 225 100 2.6 2.1 BT50-RSG16-225-M50 225 175 6.8 0.4
BT40-RSG12-255-M125 255 125 130 3.0 2.4 BT50-RSG16-190-M75 190 115 5.3 0.5
BT40-RSG12-285-M125 285 160 3.3 2.8 BT50-RSG16-220-M75 220 75 145 5.9 0.6
BT40-RSG16-125-M25 125 25 2.6 0.2 BT50-RSG16-250-M75 250 175 7.0 0.6
BT40-RSG16-150-M50 150 50 2.8 0.3 BT50-RSG16-215-M100 215 115 5.5 0.7
BT40-RSG16-175-M75 M16 17 25 6 29 175 75 100 52 54 3.0 0.5 BT50-RSG16-245-M100 245 100 145 6.1 0.9
BT40-RSG16-200-M100 200 100 3.2 0.8 BT50-RSG16-275-M100 275 175 7.2 0.9
BT40-RSG16-225-M125 ※ 225 125 3.4 1.2 BT50-RSG16-240-M125 240 115 5.7 1.1
BT50-RSG8-120-M25 120 95 4.0 0.6 BT50-RSG16-270-M125 M16 17 25 6 29 270 125 145 52 54 6.3 1.3
BT50-RSG8-150-M25 150 25 125 4.3 0.7 BT50-RSG16-300-M125 300 175 7.4 1.3
BT50-RSG8-180-M25 180 155 4.8 0.7 BT50-RSG16-265-M150 265 115 5.9 1.6
BT50-RSG8-145-M50 145 95 4.0 1.5 BT50-RSG16-295-M150 295 150 145 6.5 1.8
BT50-RSG8-175-M50 175 50 125 4.3 1.7 BT50-RSG16-325-M150 325 175 7.7 1.8 ■ 標準付属品 ●クーラントダクト(HSK-A) ■ Standard ● Coolant duct(HSK)
BT50-RSG8-205-M50 205 155 4.8 1.7 BT50-RSG16-290-M175 290 115 6.1 2.2 ■ 注 意 事 項 ●モジュラーミルは付属しません。 accessories
BT50-RSG8-170-M75 170 95 4.1 3.1 BT50-RSG16-320-M175 320 175 145 6.7 2.4 ■ Caution ●
●プルスタッドは付属しておりません。 The Modular Mill is not a standard accessory.
BT50-RSG8-200-M75 M8 8.5 18 6.5 15 200 75 125 30 32 4.4 3.4 BT50-RSG16-350-M175 350 175 7.9 2.5 ●
●ご使用になるモジュラーミルが取付可能か「モジュラーミル取付部」で寸法をご確認ください。 Pull stud is not a standard accesorry.
●
BT50-RSG8-230-M75 230 155 4.9 3.4 BT50-RSG16-315-M200 315 115 6.3 3.0 Please check your Modular Mills for conformance to the dimensions.
BT50-RSG8-185-M90 185 95 4.9 4.4 BT50-RSG16-345-M200 345 200 145 6.9 3.2 δ
BT50-RSG8-215-M90 215 90 125 4.4 4.8 BT50-RSG16-375-M200 375 175 8.1 3.3 剛性値について About the rigidity value
BT50-RSG8-245-M90 245 155 4.9 4.8 BT50-RSG16-340-M225 340 115 6.5 3.9
BT50-RSG8-200-M105 200 95 4.2 6.2 BT50-RSG16-370-M225 370 225 145 7.1 4.1 モジュラーミル先端に1kgf・m(9.8N)の曲げ A rigidity value represents the amount of deflection for the
BT50-RSG8-230-M105 230 105 125 4.5 6.6 BT50-RSG16-400-M225 400 175 8.3 4.2 荷重をかけた時のホルダと工具全体がたわ entire holder and tool when a bending load of 1 kgf (9.8 N) is 1kgf (9.8N)
BT50-RSG8-260-M105 260 155 5.0 6.6 A63-RSG8-105-M25 105 80 1.3 0.6 む量を表しています。数値が小さい程、剛性 applied to the tip of the tool. The smaller the numerical value is,
BT50-RSG10-140-M25 M1010.5 22 6.5 19 140 25 115 36 38 4.3 0.4 A63-RSG8-135-M25 M8 8.5 18 6.5 15 135 25 110 30 32 1.4 0.7 δ(μm)
があり精度の高い加工が可能です。 the higher the rigidity and the more accurate the machining.
BT50-RSG10-170-M25 170 145 4.6 0.5 A63-RSG8-165-M25 165 140 1.9 0.8
無印:受注生産品です。No mark:Manufactured upon request only. 納期は受注後 10 日程度になります。Delivery time is about ten days after an order received.
08
BT50 BT40
Stock
A63 BT50
Stock
Page9
ラインナップ
Line Up
在 寸法 Size(mm) 剛性値 在 寸法 Size(mm) 剛性値
商品コード 庫 重量 (μ m)
Rigidity 商品コード 庫 重量 (μ m)
Item code (kg) Item code (kg) Rigidity
φC L M L1 φC1 φC2 Weight value
G φD H H1 δ Weight value
G φD H H1 φC L M L1 φC1 φC2 δ
A63-RSG8-130-M50 130 80 1.3 1.5 A100-RSG8-230-M105
A63-RSG8-160-M50 160 50 110 1.4 1.7 60-M105 M8 8.5 18 6.5 15 230260 105
125
155 30 32 3.1 6.7
A100-RSG8-2 3.6 6.6
A63-RSG8-190-M50 190 140 1.9 1.7 A100-RSG10-140-M25 140 115 3.1 0.4
A63-RSG8-155-M75 155 80 1.4 3.1 A100-RSG10-170-M25 170 25 145 3.5 0.5
A63-RSG8-185-M75 185 75 110 1.5 3.4 A100-RSG10-200-M25 200 175 4.4 0.5
A63-RSG8-215-M75 M8 8.5 18 6.5 15 215 140 A100-RSG10-165-M50 165 115 3.2 0.8
3-RSG8-170-M90 170 80 30 32 2.0 3.4
A6 2.0 4.4 A100-RSG10-195-M50 195 50 145 3.6 1.0
A63-RSG8-200-M90 200 90 110 1.5 4.8 A100-RSG10-225-M50 225 175 4.5 1.0
A63-RSG8-230-M90 230 140 2.0 4.9 A100-RSG10-190-M75 190 115 3.3 1.6
A63-RSG8-185-M105 185 80 1.5 6.2 A100-RSG10-220-M75 220 75 145 3.7 1.8
A63-RSG8-215-M105 215 105 110 1.6 6.6 A100-RSG10-250-M75
A63-RSG8-245-M105 245 140 2.1 6.7 M10 10.5 22 6.5 19 250 175 36 38 4.6 1.8
A100-RSG10-215-M100 215 115 3.3 2.7
A63-RSG10-125-M25 125 100 1.6 0.4 A100-RSG10-245-M100 245 100 145 3.7 2.9
A63-RSG10-155-M25 155 25 130 1.9 0.5 A100-RSG10-275-M100 275 175 4.6 2.9
A63-RSG10-185-M25 185 160 2.3 0.6 A100-RSG10-235-M120 235 115 3.4 4.0
A63-RSG10-150-M50 150 100 1.7 0.8 A100-RSG10-265-M120 265 120 145 3.8 4.2
A63-RSG10-180-M50 180 50 130 2.0 1.0 A100-RSG10-295-M120 295 175 4.7 4.2
A63-RSG10-210-M50 210 160 2.4 1.2 A100-RSG10-255-M140 255 115 3.5 5.6
A63-RSG10-175-M75 175 100 1.8 1.6 A100-RSG10-285-M140 285 140 145 3.9 5.8
A63-RSG10-205-M75 205 75 130 2.1 1.8 A100-RSG10-315-M140 315 175 4.8 5.8
A63-RSG10-235-M75 M1010.5 22 6.5 19 235 160 36 38 2.5 2.0 A100-RSG12-140-M25 140 115 3.4 0.3
A63-RSG10-200-M100 200 100 1.8 2.7 A100-RSG12-170-M25 170 25 145 3.7 0.4
A63-RSG10-230-M100 230 100 130 2.1 2.9 A100-RSG12-200-M25 200 175 4.7 0.4
A63-RSG10-260-M100 260 160 2.5 3.2 A100-RSG12-165-M50 165 115 3.5 0.5
A63-RSG10-220-M120 220 100 1.9 4.0 A100-RSG12-195-M50 195 50 145 3.8 0.6
A63-RSG10-250-M120 250 120 130 2.2 4.2 A100-RSG12-225-M50 225 175 4.8 0.6
A63-RSG10-280-M120 280 160 2.6 4.5 A100-RSG12-190-M75 190 115 3.7 0.8
A63-RSG10-240-M140 240 100 2.0 5.6 A100-RSG12-220-M75 220 75 145 4.0 1.0
A63-RSG10-270-M140 270 140 130 2.3 5.9 A100-RSG12-250-M75 250 175 5.0 1.0
A63-RSG10-300-M140 300 160 2.7 6.2 A100-RSG12-215-M100 215 115 3.8 1.4
A63-RSG12-125-M25 125 100 1.9 0.3 A100-RSG12-245-M100 M12 12.5 22 6 24 245 100 145 43 45 4.1 1.6
A63-RSG12-155-M25 155 25 130 2.3 0.4 A100-RSG12-275-M100 275 175 5.1 1.6
A63-RSG12-185-M25 185 160 2.7 0.5 A100-RSG12-240-M125 240 115 4.0 2.1
A63-RSG12-150-M50 150 100 2.0 0.5 A100-RSG12-270-M125 270 125 145 4.3 2.4
A63-RSG12-180-M50 180 50 130 2.4 0.6 A100-RSG12-300-M125 300 175 5.3 2.4
A63-RSG12-210-M50 210 160 2.8 0.8 A100-RSG12-265-M150 265 115 4.1 3.0
A63-RSG12-175-M75 175 100 2.2 0.9 A100-RSG12-295-M150 295 150 145 4.4 3.4
A63-RSG12-205-M75 205 75 130 2.6 1.0 A100-RSG12-325-M150 325 175 5.4 3.4
A63-RSG12-235-M75 M1212.5 22 6 24 235 160 43 45 3.0 1.3 A100-RSG12-290-M175 290 115 4.3 4.3
A63-RSG12-200-M100 200 100 2.3 1.4 A100-RSG12-320-M175 320 175 145 4.6 4.6
A63-RSG12-230-M100 230 100 130 2.7 1.6 A100-RSG12-350-M175 350 175 5.6 4.6
A63-RSG12-260-M100 260 160 3.1 1.9 A100-RSG16-140-M25 140 115 4.0 0.2
A63-RSG12-225-M125 225 100 2.5 2.1 A100-RSG16-170-M25 170 25 145 4.5 0.2
A63-RSG12-255-M125 255 125 130 2.9 2.4 A100-RSG16-200-M25 200 175 5.7 0.2
A63-RSG12-285-M125 285 160 3.3 2.7 A100-RSG16-165-M50 165 115 4.2 0.3
A63-RSG12-250-M150 250 100 2.6 3.1 A100-RSG16-195-M50 195 50 145 4.7 0.4
A63-RSG12-280-M150 280 150 130 3.0 3.4 A100-RSG16-225-M50 225 175 5.9 0.4
A63-RSG12-310-M150 310 160 3.4 3.8 A100-RSG16-190-M75 190 115 4.5 0.5
A63-RSG16-140-M25 140 25 2.8 0.2 A100-RSG16-220-M75 220 75 145 5.0 0.6
A63-RSG16-165-M50 165 50 3.2 0.4 A100-RSG16-250-M75 250 175 6.1 0.6
A63-RSG16-190-M75 190 75 3.6 0.6 A100-RSG16-215-M100 215 115 4.7 0.8
A63-RSG16-215-M100 M16 17 25 6 29 215 100 115 52 54 2.8 0.9 A100-RSG16-245-M100 245 100 145 5.2 0.9
A63-RSG16-240-M125 ※ 240 125 2.8 1.3 A100-RSG16-275-M100 275 175 6.3 0.9
A63-RSG16-265-M150 ※ 265 150 3.2 1.9 A100-RSG16-240-M125 240 115 4.9 1.1
A63-RSG16-290-M175 ※ 290 175 3.6 2.5 A100-RSG16-270-M125 M16 17 25 6 29 270 125 145 52 54 5.4 1.3
A100-RSG8-120-M25 120 95 2.6 0.6 A100-RSG16-300-M125 300 175 6.5 1.3
A100-RSG8-150-M25 150 25 125 2.9 0.8 A100-RSG16-265-M150 265 115 5.1 1.6
A100-RSG8-180-M25 180 155 3.4 0.8 A100-RSG16-295-M150 295 150 145 5.6 1.8
A100-RSG8-145-M50 145 95 2.6 1.5 A100-RSG16-325-M150 325 175 6.7 1.8
A100-RSG8-175-M50 175 50 125 2.9 1.7 A100-RSG16-290-M175 290 115 5.3 2.2
A100-RSG8-205-M50 205 155 3.4 1.7 A100-RSG16-320-M175 320 175 145 5.8 2.4
A100-RSG8-170-M75 M8 8.5 18 6.5 15 170 95 30 32 2.7 3.1 A100-RSG16-350-M175 350 175 7.0 2.5
A100-RSG8-200-M75 200 75 125 3.0 3.4 A100-RSG16-315-M200 315 115 5.5 3.0
A100-RSG8-230-M75 230 155 3.5 3.4 A100-RSG16-345-M200 345 200 145 6.0 3.2
A100-RSG8-185-M90 185 95 2.7 4.5 A100-RSG16-375-M200 375 175 7.2 3.3
A100-RSG8-215-M90 215 90 125 3.0 4.9 A100-RSG16-340-M225 340 115 5.7 3.9
A100-RSG8-245-M90 245 155 3.5 4.8 A100-RSG16-370-M225 370 225 145 6.3 4.2
A100-RSG8-200-M105 200 105 95 2.8 6.3 A100-RSG16-400-M225 400 175 7.4 4.2
■ 標準付属品 ●クーラントダクト(HSK-A) ■ Standard ● Coolant duct(HSK)
■ 注 意 事 項 ●モジュラーミルは付属しません。 accessories
は付属しておりません。 ■ Caution ● The Modular Mill is not a standard accessory.
●プルスタッド
●
●ご使用になるモジュラーミルが取付可能か「モジュラーミル取付部」で寸法をご確認ください。 Pull stud is not a standard accesorry.
● Please check your Modular Mills for conformance to the dimensions.
δ
剛性値について About the rigidity value
モジュラーミル先端に1kgf・m(9.8N)の曲げ A rigidity value represents the amount of deflection for the
荷重をかけた時のホルダと工具全体がたわ entire holder and tool when a bending load of 1 kgf (9.8 N) is 1kgf (9.8N)
む量を表しています。数値が小さい程、剛性 applied to the tip of the tool. The smaller the numerical value is, δ(μm)
があり精度の高い加工が可能です。 the higher the rigidity and the more accurate the machining.
09
A100 A63
Stock
A100
Stock
Page10
底面仕上げ標準切削条件
Standard cut t ing condi t ions for bot tom f in ishing
ae ap 仕上
※赤字は第一推奨材種です。 ※ Finishing
Red indicates primary recommended grade.
工具径DC
Tool dia. φ16(2枚刃) 2 Flutes φ20(3枚刃) 3 Flutes φ25(4枚刃) 4 Flutes φ32(5枚刃) 5 Flutes φ40(6枚刃) 6 Flutes φ50(7枚刃) 7 Flutes φ63(8枚刃) 8 Flutes
被削材 推奨材種 <3DC モジュラー超硬シャンク モジュラー超硬シャンク <3DC モジュラー超硬シャンク モジュラー超硬シャンク 被削材
Work material Recommended 突出し量 Modular carbide shank <3DC Modular carbide shank <3DC モジュラー超硬シャンク
Modular carbide shank Modular carbide shank <3DC Modular carbide shank <3DC 3DC- 5DC- <3DC 3DC- 5DC- Work material
grade Overhang 汎用 高速加工 3DC- 5DC- 汎用 高速加工 3DC- 5DC- 汎用 高速加工 3DC- 5DC- 汎用 高速加工 3DC- 5DC- 汎用 高速加工 3DC- 5DC- 汎用 高速加工 5DC 7DC >7DC 汎用 高速加工 5DC 7DC >7DC
General High-speed General High-speed General High-speed General High-speed General High-speed General
purpose cutting 5DC 7DC >7DC
purpose cutting 5DC 7DC >7DC
purpose cutting 5DC 7DC >7DC
purpose cutting 5DC 7DC >7DC
purpose cutting 5DC 7DC >7DC General High-speed High-speed
purpose cutting purpose cutting
n (min-1) 2,990 5,980 3,990 2,990 2,590 2,390 4,780 3,190 2,390 2,080 1,920 3,830 2,550 1,920 1,660 1,500 2,990 2,000 1,500 1,300 1,200 2,390 1,600 1,200 1,040 960 1,600 1,280 960 830 760 1,270 1,020 760 660
一般構造用鋼 ※
MZ1000 vc (m/min) 150 300 200 150 130 150 300 200 150 130 150 300 200 150 130 150 300 200 150 130 150 300 200 150 130 150 250 200 150 130 150 250 200 150 130 一般構造用鋼
(200HB以下)ATH08M v f (mm/min) 600 1,800 1,200 720 520 720 2,160 1,440 870 630 770 2,300 1,530 930 670 750 2,250 1,500 900 650 720 2,160 1,160 720 630 680 1,680 1,350 810 590 610 1,530 1,230 730 530 (200HB以下)
Mild steels JP4120 f z (mm/t) 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.12 0.1 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 Mild steels
(200HB or less) JS4060 ap (mm) 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 (200HB or less)
ae (mm) 8~16 8~16 8~16 8~16 8 10~20 10~20 10~20 10~20 10 12.5~25 12.5~25 12.5~25 12.5~25 12.5 16~32 16~32 16~32 16~32 16 20~40 20~40 20~40 20~40 20 25~50 25~50 25~50 25~50 25 31~63 31~63 31~63 31~63 31
炭素鋼 n (min-1) 2,990 4,980 3,590 2,590 2,000 2,390 3,990 2,870 2,080 1,600 1,920 3,190 2,300 1,660 1,280 1,500 2,490 1,800 1,300 1,000 1,200 2,000 1,440 1,040 800 960 1,470 1,150 830 640 760 1,170 910 660 510 素鋼
合金鋼 MZ1000 炭
vc (m/min) 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 230 180 130 100 150 230 180 130 100 合金鋼
(30HRC以下) ATH08M v f (mm/min) 600 1,500 1,080 630 400 720 1,800 1,300 750 480 770 1,920 1,380 800 520 750 1,870 1,350 780 500 720 1,800 1,040 630 480 680 1,550 1,210 700 450 610 1,410 1,100 640 410 (30HRC以下)
Carbon steels JP4120 f z (mm/t) 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.12 0.1 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 Carbon steels
Alloy steels JS4060 ap (mm) 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 Alloy steels
(30HRC or less) ae (mm) 8~16 8~16 8~16 8~16 8 10~20 10~20 10~20 10~20 10 12.5~25 12.5~25 12.5~25 12.5~25 12.5 16~32 16~32 16~32 16~32 16 20~40 20~40 20~40 20~40 20 25~50 25~50 25~50 25~50 25 31~63 31~63 31~63 31~63 31 (30HRC or less)
n (min-1) 2,590 3,990 3,190
炭素鋼 2,590 1,800 2,080 3,190 2,550 2,080 1,440 1,660 2,550 2,040 1,660 1,150 1,300 2,000 1,600 1,300 900 1,040 1,600 1,280 1,040 720 830 1,150 960 830 580 660 910 760 660 460
vc (m/min) 130 200 160 130 90 130 200 160 130 90 130 200 160 130 90 130 200 160 130 90 130 200 160 130 90 130 180 150 130 90 130 180 150 130 90
合金鋼 ATH08M 炭素鋼
v f (mm/min) 520 960 770 520 360 630 1,150 920 630 440 670 1,230 980 670 460 650 1,200 960 650 450 630 1,160 930 630 440 590 970 810 700 410 530 880 730 530 370 合金鋼
(30~45HRC)JP4120 f z (mm/t) 0.1 0.12 0.12 0.1 0.1 0.1 0.12 0.12 0.1 0.1 0.1 0.12 0.12 0.1 0.1 0.1 0.12 0.12 0.1 0.1 0.1 0.12 0.12 0.1 0.1 0.1 0.12 0.12 0.12 0.1 0.1 0.12 0.12 0.1 0.1 (30~45HRC)
Carbon steels JS4060 ap (mm) 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 Carbon steels
Alloy steels ae (mm) 8~16 8~16 8~16 8~16 8 10~20 10~20 10~20 10~20 10 12.5~25 12.5~25 12.5~25 12.5~25 12.5 16~32 16~32 16~32 16~32 16 20~40 20~40 20~40 20~40 20 25~50 25~50 25~50 25~50 25 31~63 31~63 31~63 31~63 31 Alloy steels
n (min-1) 2,990 4,980 3,590 2,590 2,000 2,390 3,990 2,870 2,080 1,600 1,920 3,190 2,300 1,660 1,280 1,500 2,490 1,800 1,300 1,000 1,200 2,000 1,440 1,040 800 960 1,470 1,150 830 640 760 1,170 910 660 510
vc (m/min)
ステンレス鋼 JP4120 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 230 180 130 100 150 230 180 130 100
v f (mm/min) 600 1,500 1,080 630 400 720 1,800 1,300 750 480 770 1,920 1,380 800 520 750 1,870 1,350 780 500 720 1,800 1,040 630 480 680 1,550 1,210 700 450 610 1,410 1,100 640 410 ステンレス鋼
SUS JM4160 f z (mm/t) 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.12 0.1 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 SUS
Stainless steels ATH08M ap (mm) 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 Stainless steels
ae (mm) 8~16 8~16 8~16 8~16 8 10~20 10~20 10~20 10~20 10 12.5~25 12.5~25 12.5~25 12.5~25 12.5 16~32 16~32 16~32 16~32 16 20~40 20~40 20~40 20~40 20 25~50 25~50 25~50 25~50 25 31~63 31~63 31~63 31~63 31
n (min-1) 2,990 4,980 3,990 2,990 2,590 2,390 3,990 3,190 2,390 2,080 1,920 3,190 2,550 1,920 1,660 1,500 2,490 2,000 1,500 1,300 1,200 2,000 1,600 1,200 1,040 960 1,600 1,280 960 830 760 1,270 1,020 760 660
鋳鉄 ATH08M vc (m/min) 150 250 200 150 130 150 250 200 150 130 150 250 200 150 130 150 250 200 150 130 150 250 200 150 130 150 250 200 150 130 150 250 200 150 130 鋳鉄
FC JP4120 v f (mm/min) 600 2,000 1,600 900 520 720 2,400 1,920 1,080 630 770 2,560 2,040 1,160 670 750 2,490 2,000 1,130 650 720 2,400 1,920 1,080 630 680 2,240 1,800 1,010 590 610 2,040 1,640 920 530 FC
FCD f z (mm/t) 0.1 0.2 0.2 0.15 0.1 0.1 0.2 0.2 0.15 0.1 0.1 0.2 0.2 0.15 0.1 0.1 0.2 0.2 0.15 0.1 0.1 0.2 0.2 0.15 0.1 0.1 0.2 0.2 0.15 0.1 0.1 0.2 0.2 0.15 0.1 FCD
Cast irons JS4060 ap (mm) 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 Cast irons
ae (mm) 8~16 8~16 8~16 8~16 8 10~20 10~20 10~20 10~20 10 12.5~25 12.5~25 12.5~25 12.5~25 12.5 16~32 16~32 16~32 16~32 16 20~40 20~40 20~40 20~40 20 25~50 25~50 25~50 25~50 25 31~63 31~63 31~63 31~63 31
n (min-1) 11,950 23,890 15,930 11,950 11,950 9,560 19,110 12,740 9,560 9,560 7,650 15,290 10,200 7,650 7,650 5,980 11,950 7,970 5,980 5,980 4,780 9,560 6,370 4,780 4,780 3,830 9,560 6,370 3,830 3,830 3,040 7,590 5,060 3,040 3,040
vc (m/min) 600 1,200 800 600 600 600 1,200 800 600 600 600 1,200 800 600 600 600 1,200 800 600 600 600 1,200 800 600 600 600 1,500 1,000 600 600 600 1,500 1,000 600 600
アルミニウム合金 v f (mm/min)
SD5010 2,390 7,170 4,780 2,870 2,390 2,870 8,600 5,740 3,450 2,870 3,060 9,180 6,120 3,680 3,060 2,990 8,970 5,980 3,590 2,990 2,870 8,610 5,740 3,450 2,870 2,690 10,040 6,690 3,220 3,220 2,440 9,110 6,080 2,920 2,920 アルミニウム合金
Aluminum alloys f z (mm/t) 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.12 0.1 0.15 0.15 0.12 0.12 Aluminum alloys
ap (mm) 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2
ae (mm) 8~16 8~16 8~16 8~16 8 10~20 10~20 10~20 10~20 10 12.5~25 12.5~25 12.5~25 12.5~25 12.5 16~32 16~32 16~32 16~32 16 20~40 20~40 20~40 20~40 20 25~50 25~50 25~50 25~50 25 31~63 31~63 31~63 31~63 31
n (min-1) 600 1,200 1,000 600 600 480 960 800
チタン合金 480 480 390 770 640 390 390 300 600 500 300 300 240 480 400 240 240 200 390 320 200 200 160 310 260 160 160
vc (m/min) 30 60 50 30 30 30 60 50 30 30 30 60 50 30 30 30 60 50 30 30 30 60 50 30 30 30 60 50 30 30 30 60 50 30 30 チタン合金
T‐i 6A‐I 4V ATH08M v f (mm/min) 120 360 300 120 120 150 440 360 150 150 160 470 390 160 160 150 450 380 150 150 150 440 360 150 150 140 410 340 170 140 130 380 320 160 130 T‐i 6A‐I 4V
(湿式切削) JP4120 f z (mm/t) 0.1 0.15 0.15 0.1 0.1 0.1 0.15 0.15 0.1 0.1 0.1 0.15 0.15 0.1 0.1 0.1 0.15 0.15 0.1 0.1 0.1 0.15 0.15 0.1 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 (湿式切削)
Titanium alloys ap (mm) 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 Titanium alloys
(wet condition) a (wet condition)
e (mm) 8~16 8~16 8~16 8~16 8 10~20 10~20 10~20 10~20 10 12.5~25 12.5~25 12.5~25 12.5~25 12.5 16~32 16~32 16~32 16~32 16 20~40 20~40 20~40 20~40 20 25~50 25~50 25~50 25~50 25 31~63 31~63 31~63 31~63 31
n (min-1) 1,600 2,390 2,000 1,600 1,600 1,280 1,920 1,600 1,280 1,280 1,020 1,530 1,280 1,020 1,020 800 1,200 1,000 800 800 640 960 800 640 640 390 640 510 390 390 310 510 410 310 310
焼入れ鋼 JP4105 vc (m/min) 80 120 100 80 80 80 120 100 80 80 80 120 100 80 80 80 120 100 80 80 80 120 100 80 80 60 100 80 60 60 60 100 80 60 60
5HRC ATH08M v f (mm/min) 320 480 400 320 320 390 580 480 390 390 410 620 520 410 410 400 600 500 400 400 390 580 480 390 390 280 450 360 280 280 250 410 330 250 250 焼入れ鋼
45~5 f z (mm/t) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 45~55HRC
Hardened steels JP4120 a Hardened steels
p (mm) 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2
ae (mm) 8~16 8~16 8~16 8~16 8 10~20 10~20 10~20 10~20 10 12.5~25 12.5~25 12.5~25 12.5~25 12.5 16~32 16~32 16~32 16~32 16 20~40 20~40 20~40 20~40 20 25~50 25~50 25~50 25~50 25 31~63 31~63 31~63 31~63 31
n (min-1) 1,000 2,000 1,400 1,000 1,000 800 1,600 1,120 800 800 640 1,280 900 640 640 500 1,000 700 500 500 400 800 560 400 400 320 510 390 320 320 260 410 310 260 260
焼入れ鋼 JP4105 vc (m/min) 50 100 70 50 50 50 100 70 50 50 50 100 70 50 50 50 100 70 50 50 50 100 70 50 50 50 80 60 50 50 50 80 60 50 50
v f (mm/min) 100 280 200 100 100 120 340 240 120 120 130 360 260 130 130 130 350 250 130 130 120 340 240 120 120 120 250 200 120 120 110 230 180 110 110 焼入れ鋼
55~62HRC ATH08M f z (mm/t) 0.05 0.07 0.07 0.05 0.05 0.05 0.07 0.07 0.05 0.05 0.05 0.07 0.07 0.05 0.05 0.05 0.07 0.07 0.05 0.05 0.05 0.07 0.07 0.05 0.05 0.05 0.07 0.07 0.05 0.05 0.05 0.07 0.07 0.05 0.05 55~62HRC
Hardened steels JP4120 a Hardened steels
p (mm) 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2
ae (mm) 8~16 8~16 8~16 8~16 8 10~20 10~20 10~20 10~20 10 12.5~25 12.5~25 12.5~25 12.5~25 12.5 16~32 16~32 16~32 16~32 16 20~40 20~40 20~40 20~40 20 25~50 25~50 25~50 25~50 25 31~63 31~63 31~63 31~63 31
【注意】①この切削条件表は切削条件の目安を示すものです。実際の加工では加工形状、目的、使用機械等により条件を調整してください。 【Note】①These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and
②切りくず噛み込みによる工具損傷防止のため、必ずエアーブロー等による切りくず除去を行って下さい。 work-piece conditions.
③排出した切りくずは、飛散し作業者を切傷させ、火傷あるいは目に入って負傷させる恐れがありますので、ご使用に際してはその周囲に安全カバーを取付け、保護メガネ等の ②To prevent tool breakage due to chips clogging tool f lutes, always be sure to use an air blower, etc. to remove chips.
保護具を着用し、安全な環境で作業されることをお願い致します。 ③The evacuation of swarf can cause burns, cuts or damage to the eyes please ensue the correct safety cover is fitted around the machine, and
necessary personal protection equipment is worn by the machine operator.
④JSコーティングは通電式タッチセンサーに反応しませんのでご注意ください。 ④Please note that the JS Coating does not cause a reaction in conductive touch sensors.
⑤インサートの交換は早めに行い、過度の使用による破損を防止してください。 ⑤Ensure to index the insert at the correct time to ensure safety of the tool-body.
⑥切込み深さ及び1刃送り量の最大値を超えないように設定してください。 ⑥Make sett ings so that the cutting depth and per-flute feed rate do not exceed the maximum values.
⑦MZ1000,BH250は湿式切削には適しません。乾式(エアーブロー)での使用をお願いします。 ⑦MZ1000 and BH250 are not suitable for wet cutting. Use them for dry cutting (air blow).
⑧不水溶性切削油は、火災の恐れがありますので使用しないで下さい。 ⑧Due to fire risks do not use neat cutting oil as a coolant.
⑨モジュラーミル用BT30アーバご使用の際は、標準切削条件表を目安に加工条件を決定して下さい。加工状況により振動が懸念される場合は、1.切込み深さ(ap)を低減する ⑨When using the BT30 arbor for modular mills, determine the cutting conditions using the standard cutting conditions table as a general guide. If
2.一刃当りの送り(fz)を低減する方法で調整下さい。 vibrations are a concern due to the cutting conditions, adjust conditions by 1.reducing cutting depth (ap) or 2.reducing per-flute feed rate (fz).
10
Page11
底面仕上げ標準切削条件
Standard cut t ing condi t ions for bot tom f in ishing
ae ap 仕上
※赤字は第一推奨材種です。 ※ Finishing
Red indicates primary recommended grade.
工具径DC
Tool dia. φ16(2枚刃) 2 Flutes φ20(3枚刃) 3 Flutes φ25(4枚刃) 4 Flutes φ32(5枚刃) 5 Flutes φ40(6枚刃) 6 Flutes φ50(7枚刃) 7 Flutes φ63(8枚刃) 8 Flutes
被削材 推奨材種 <3DC モジュラー超硬シャンク モジュラー超硬シャンク <3DC モジュラー超硬シャンク モジュラー超硬シャンク 被削材
Work material Recommended 突出し量 Modular carbide shank <3DC Modular carbide shank <3DC モジュラー超硬シャンク
Modular carbide shank Modular carbide shank <3DC Modular carbide shank <3DC 3DC- 5DC- <3DC 3DC- 5DC- Work material
grade Overhang 汎用 高速加工 3DC- 5DC- 汎用 高速加工 3DC- 5DC- 汎用 高速加工 3DC- 5DC- 汎用 高速加工 3DC- 5DC- 汎用 高速加工 3DC- 5DC- 汎用 高速加工 5DC 7DC >7DC 汎用 高速加工 5DC 7DC >7DC
General High-speed General High-speed General High-speed General High-speed General High-speed General
purpose cutting 5DC 7DC >7DC
purpose cutting 5DC 7DC >7DC
purpose cutting 5DC 7DC >7DC
purpose cutting 5DC 7DC >7DC
purpose cutting 5DC 7DC >7DC General High-speed High-speed
purpose cutting purpose cutting
n (min-1) 2,990 5,980 3,990 2,990 2,590 2,390 4,780 3,190 2,390 2,080 1,920 3,830 2,550 1,920 1,660 1,500 2,990 2,000 1,500 1,300 1,200 2,390 1,600 1,200 1,040 960 1,600 1,280 960 830 760 1,270 1,020 760 660
一般構造用鋼 ※
MZ1000 vc (m/min) 150 300 200 150 130 150 300 200 150 130 150 300 200 150 130 150 300 200 150 130 150 300 200 150 130 150 250 200 150 130 150 250 200 150 130 一般構造用鋼
(200HB以下)ATH08M v f (mm/min) 600 1,800 1,200 720 520 720 2,160 1,440 870 630 770 2,300 1,530 930 670 750 2,250 1,500 900 650 720 2,160 1,160 720 630 680 1,680 1,350 810 590 610 1,530 1,230 730 530 (200HB以下)
Mild steels JP4120 f z (mm/t) 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.12 0.1 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 Mild steels
(200HB or less) JS4060 ap (mm) 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 (200HB or less)
ae (mm) 8~16 8~16 8~16 8~16 8 10~20 10~20 10~20 10~20 10 12.5~25 12.5~25 12.5~25 12.5~25 12.5 16~32 16~32 16~32 16~32 16 20~40 20~40 20~40 20~40 20 25~50 25~50 25~50 25~50 25 31~63 31~63 31~63 31~63 31
炭素鋼 n (min-1) 2,990 4,980 3,590 2,590 2,000 2,390 3,990 2,870 2,080 1,600 1,920 3,190 2,300 1,660 1,280 1,500 2,490 1,800 1,300 1,000 1,200 2,000 1,440 1,040 800 960 1,470 1,150 830 640 760 1,170 910 660 510 素鋼
合金鋼 MZ1000 炭
vc (m/min) 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 230 180 130 100 150 230 180 130 100 合金鋼
(30HRC以下) ATH08M v f (mm/min) 600 1,500 1,080 630 400 720 1,800 1,300 750 480 770 1,920 1,380 800 520 750 1,870 1,350 780 500 720 1,800 1,040 630 480 680 1,550 1,210 700 450 610 1,410 1,100 640 410 (30HRC以下)
Carbon steels JP4120 f z (mm/t) 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.12 0.1 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 Carbon steels
Alloy steels JS4060 ap (mm) 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 Alloy steels
(30HRC or less) ae (mm) 8~16 8~16 8~16 8~16 8 10~20 10~20 10~20 10~20 10 12.5~25 12.5~25 12.5~25 12.5~25 12.5 16~32 16~32 16~32 16~32 16 20~40 20~40 20~40 20~40 20 25~50 25~50 25~50 25~50 25 31~63 31~63 31~63 31~63 31 (30HRC or less)
n (min-1) 2,590 3,990 3,190
炭素鋼 2,590 1,800 2,080 3,190 2,550 2,080 1,440 1,660 2,550 2,040 1,660 1,150 1,300 2,000 1,600 1,300 900 1,040 1,600 1,280 1,040 720 830 1,150 960 830 580 660 910 760 660 460
vc (m/min) 130 200 160 130 90 130 200 160 130 90 130 200 160 130 90 130 200 160 130 90 130 200 160 130 90 130 180 150 130 90 130 180 150 130 90
合金鋼 ATH08M 炭素鋼
v f (mm/min) 520 960 770 520 360 630 1,150 920 630 440 670 1,230 980 670 460 650 1,200 960 650 450 630 1,160 930 630 440 590 970 810 700 410 530 880 730 530 370 合金鋼
(30~45HRC)JP4120 f z (mm/t) 0.1 0.12 0.12 0.1 0.1 0.1 0.12 0.12 0.1 0.1 0.1 0.12 0.12 0.1 0.1 0.1 0.12 0.12 0.1 0.1 0.1 0.12 0.12 0.1 0.1 0.1 0.12 0.12 0.12 0.1 0.1 0.12 0.12 0.1 0.1 (30~45HRC)
Carbon steels JS4060 ap (mm) 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 Carbon steels
Alloy steels ae (mm) 8~16 8~16 8~16 8~16 8 10~20 10~20 10~20 10~20 10 12.5~25 12.5~25 12.5~25 12.5~25 12.5 16~32 16~32 16~32 16~32 16 20~40 20~40 20~40 20~40 20 25~50 25~50 25~50 25~50 25 31~63 31~63 31~63 31~63 31 Alloy steels
n (min-1) 2,990 4,980 3,590 2,590 2,000 2,390 3,990 2,870 2,080 1,600 1,920 3,190 2,300 1,660 1,280 1,500 2,490 1,800 1,300 1,000 1,200 2,000 1,440 1,040 800 960 1,470 1,150 830 640 760 1,170 910 660 510
vc (m/min)
ステンレス鋼 JP4120 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 230 180 130 100 150 230 180 130 100
v f (mm/min) 600 1,500 1,080 630 400 720 1,800 1,300 750 480 770 1,920 1,380 800 520 750 1,870 1,350 780 500 720 1,800 1,040 630 480 680 1,550 1,210 700 450 610 1,410 1,100 640 410 ステンレス鋼
SUS JM4160 f z (mm/t) 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.12 0.1 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 SUS
Stainless steels ATH08M ap (mm) 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 Stainless steels
ae (mm) 8~16 8~16 8~16 8~16 8 10~20 10~20 10~20 10~20 10 12.5~25 12.5~25 12.5~25 12.5~25 12.5 16~32 16~32 16~32 16~32 16 20~40 20~40 20~40 20~40 20 25~50 25~50 25~50 25~50 25 31~63 31~63 31~63 31~63 31
n (min-1) 2,990 4,980 3,990 2,990 2,590 2,390 3,990 3,190 2,390 2,080 1,920 3,190 2,550 1,920 1,660 1,500 2,490 2,000 1,500 1,300 1,200 2,000 1,600 1,200 1,040 960 1,600 1,280 960 830 760 1,270 1,020 760 660
鋳鉄 ATH08M vc (m/min) 150 250 200 150 130 150 250 200 150 130 150 250 200 150 130 150 250 200 150 130 150 250 200 150 130 150 250 200 150 130 150 250 200 150 130 鋳鉄
FC JP4120 v f (mm/min) 600 2,000 1,600 900 520 720 2,400 1,920 1,080 630 770 2,560 2,040 1,160 670 750 2,490 2,000 1,130 650 720 2,400 1,920 1,080 630 680 2,240 1,800 1,010 590 610 2,040 1,640 920 530 FC
FCD f z (mm/t) 0.1 0.2 0.2 0.15 0.1 0.1 0.2 0.2 0.15 0.1 0.1 0.2 0.2 0.15 0.1 0.1 0.2 0.2 0.15 0.1 0.1 0.2 0.2 0.15 0.1 0.1 0.2 0.2 0.15 0.1 0.1 0.2 0.2 0.15 0.1 FCD
Cast irons JS4060 ap (mm) 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 Cast irons
ae (mm) 8~16 8~16 8~16 8~16 8 10~20 10~20 10~20 10~20 10 12.5~25 12.5~25 12.5~25 12.5~25 12.5 16~32 16~32 16~32 16~32 16 20~40 20~40 20~40 20~40 20 25~50 25~50 25~50 25~50 25 31~63 31~63 31~63 31~63 31
n (min-1) 11,950 23,890 15,930 11,950 11,950 9,560 19,110 12,740 9,560 9,560 7,650 15,290 10,200 7,650 7,650 5,980 11,950 7,970 5,980 5,980 4,780 9,560 6,370 4,780 4,780 3,830 9,560 6,370 3,830 3,830 3,040 7,590 5,060 3,040 3,040
vc (m/min) 600 1,200 800 600 600 600 1,200 800 600 600 600 1,200 800 600 600 600 1,200 800 600 600 600 1,200 800 600 600 600 1,500 1,000 600 600 600 1,500 1,000 600 600
アルミニウム合金 v f (mm/min)
SD5010 2,390 7,170 4,780 2,870 2,390 2,870 8,600 5,740 3,450 2,870 3,060 9,180 6,120 3,680 3,060 2,990 8,970 5,980 3,590 2,990 2,870 8,610 5,740 3,450 2,870 2,690 10,040 6,690 3,220 3,220 2,440 9,110 6,080 2,920 2,920 アルミニウム合金
Aluminum alloys f z (mm/t) 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.12 0.1 0.15 0.15 0.12 0.12 Aluminum alloys
ap (mm) 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2
ae (mm) 8~16 8~16 8~16 8~16 8 10~20 10~20 10~20 10~20 10 12.5~25 12.5~25 12.5~25 12.5~25 12.5 16~32 16~32 16~32 16~32 16 20~40 20~40 20~40 20~40 20 25~50 25~50 25~50 25~50 25 31~63 31~63 31~63 31~63 31
n (min-1) 600 1,200 1,000 600 600 480 960 800
チタン合金 480 480 390 770 640 390 390 300 600 500 300 300 240 480 400 240 240 200 390 320 200 200 160 310 260 160 160
vc (m/min) 30 60 50 30 30 30 60 50 30 30 30 60 50 30 30 30 60 50 30 30 30 60 50 30 30 30 60 50 30 30 30 60 50 30 30 チタン合金
T‐i 6A‐I 4V ATH08M v f (mm/min) 120 360 300 120 120 150 440 360 150 150 160 470 390 160 160 150 450 380 150 150 150 440 360 150 150 140 410 340 170 140 130 380 320 160 130 T‐i 6A‐I 4V
(湿式切削) JP4120 f z (mm/t) 0.1 0.15 0.15 0.1 0.1 0.1 0.15 0.15 0.1 0.1 0.1 0.15 0.15 0.1 0.1 0.1 0.15 0.15 0.1 0.1 0.1 0.15 0.15 0.1 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 (湿式切削)
Titanium alloys ap (mm) 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 Titanium alloys
(wet condition) a (wet condition)
e (mm) 8~16 8~16 8~16 8~16 8 10~20 10~20 10~20 10~20 10 12.5~25 12.5~25 12.5~25 12.5~25 12.5 16~32 16~32 16~32 16~32 16 20~40 20~40 20~40 20~40 20 25~50 25~50 25~50 25~50 25 31~63 31~63 31~63 31~63 31
n (min-1) 1,600 2,390 2,000 1,600 1,600 1,280 1,920 1,600 1,280 1,280 1,020 1,530 1,280 1,020 1,020 800 1,200 1,000 800 800 640 960 800 640 640 390 640 510 390 390 310 510 410 310 310
焼入れ鋼 JP4105 vc (m/min) 80 120 100 80 80 80 120 100 80 80 80 120 100 80 80 80 120 100 80 80 80 120 100 80 80 60 100 80 60 60 60 100 80 60 60
5HRC ATH08M v f (mm/min) 320 480 400 320 320 390 580 480 390 390 410 620 520 410 410 400 600 500 400 400 390 580 480 390 390 280 450 360 280 280 250 410 330 250 250 焼入れ鋼
45~5 f z (mm/t) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 45~55HRC
Hardened steels JP4120 a Hardened steels
p (mm) 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2
ae (mm) 8~16 8~16 8~16 8~16 8 10~20 10~20 10~20 10~20 10 12.5~25 12.5~25 12.5~25 12.5~25 12.5 16~32 16~32 16~32 16~32 16 20~40 20~40 20~40 20~40 20 25~50 25~50 25~50 25~50 25 31~63 31~63 31~63 31~63 31
n (min-1) 1,000 2,000 1,400 1,000 1,000 800 1,600 1,120 800 800 640 1,280 900 640 640 500 1,000 700 500 500 400 800 560 400 400 320 510 390 320 320 260 410 310 260 260
焼入れ鋼 JP4105 vc (m/min) 50 100 70 50 50 50 100 70 50 50 50 100 70 50 50 50 100 70 50 50 50 100 70 50 50 50 80 60 50 50 50 80 60 50 50
v f (mm/min) 100 280 200 100 100 120 340 240 120 120 130 360 260 130 130 130 350 250 130 130 120 340 240 120 120 120 250 200 120 120 110 230 180 110 110 焼入れ鋼
55~62HRC ATH08M f z (mm/t) 0.05 0.07 0.07 0.05 0.05 0.05 0.07 0.07 0.05 0.05 0.05 0.07 0.07 0.05 0.05 0.05 0.07 0.07 0.05 0.05 0.05 0.07 0.07 0.05 0.05 0.05 0.07 0.07 0.05 0.05 0.05 0.07 0.07 0.05 0.05 55~62HRC
Hardened steels JP4120 a Hardened steels
p (mm) 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2
ae (mm) 8~16 8~16 8~16 8~16 8 10~20 10~20 10~20 10~20 10 12.5~25 12.5~25 12.5~25 12.5~25 12.5 16~32 16~32 16~32 16~32 16 20~40 20~40 20~40 20~40 20 25~50 25~50 25~50 25~50 25 31~63 31~63 31~63 31~63 31
【注意】①この切削条件表は切削条件の目安を示すものです。実際の加工では加工形状、目的、使用機械等により条件を調整してください。 【Note】①These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and
②切りくず噛み込みによる工具損傷防止のため、必ずエアーブロー等による切りくず除去を行って下さい。 work-piece conditions.
③排出した切りくずは、飛散し作業者を切傷させ、火傷あるいは目に入って負傷させる恐れがありますので、ご使用に際してはその周囲に安全カバーを取付け、保護メガネ等の ②To prevent tool breakage due to chips clogging tool f lutes, always be sure to use an air blower, etc. to remove chips.
保護具を着用し、安全な環境で作業されることをお願い致します。 ③The evacuation of swarf can cause burns, cuts or damage to the eyes please ensue the correct safety cover is fitted around the machine, and
necessary personal protection equipment is worn by the machine operator.
④JSコーティングは通電式タッチセンサーに反応しませんのでご注意ください。 ④Please note that the JS Coating does not cause a reaction in conductive touch sensors.
⑤インサートの交換は早めに行い、過度の使用による破損を防止してください。 ⑤Ensure to index the insert at the correct time to ensure safety of the tool-body.
⑥切込み深さ及び1刃送り量の最大値を超えないように設定してください。 ⑥Make sett ings so that the cutting depth and per-flute feed rate do not exceed the maximum values.
⑦MZ1000,BH250は湿式切削には適しません。乾式(エアーブロー)での使用をお願いします。 ⑦MZ1000 and BH250 are not suitable for wet cutting. Use them for dry cutting (air blow).
⑧不水溶性切削油は、火災の恐れがありますので使用しないで下さい。 ⑧Due to fire risks do not use neat cutting oil as a coolant.
⑨モジュラーミル用BT30アーバご使用の際は、標準切削条件表を目安に加工条件を決定して下さい。加工状況により振動が懸念される場合は、1.切込み深さ(ap)を低減する ⑨When using the BT30 arbor for modular mills, determine the cutting conditions using the standard cutting conditions table as a general guide. If
2.一刃当りの送り(fz)を低減する方法で調整下さい。 vibrations are a concern due to the cutting conditions, adjust conditions by 1.reducing cutting depth (ap) or 2.reducing per-flute feed rate (fz).
11
Page12
側面仕上げ標準切削条件
Standard cut t ing condi t ions for s ide f in ishing
a 仕上
e ap
※赤字は第一推奨材種です。 ※ Finishing
Red indicates primary recommended grade.
工具径DC
Tool dia. φ16(2枚刃) 2 Flutes φ20(3枚刃) 3 Flutes φ25(4枚刃) 4 Flutes φ32(5枚刃) 5 Flutes φ40(6枚刃) 6 Flutes φ50(7枚刃) 7 Flutes φ63(8枚刃) 8 Flutes
被削材 推奨材種 < 硬シャンク モジュラー超硬シャンク 被削材
Work material Recommended 突出し量 3DC モジュラー超
Modular carbide shank <3DC モジュラー超硬シャンク
Modular carbide shank <3DC モジュラー超硬シャンク
Modular carbide shank <3DC Modular carbide shank <3DC モジュラー超硬シャンク
Modular carbide shank <3DC 3DC- 5DC- <3DC
Work material
grade Overhang 汎用 高速加工 3DC- 5DC- 汎用 高速加工 3DC- 5DC- 汎用 高速加工 3DC- 5DC- 汎用 高速加工 3DC- 5DC- 汎用 高速加工 3DC- 5DC- 汎用 高速加工 5DC 7DC >7DC 3DC- 5DC-
汎用 高速加工 5DC 7DC >7DC
General High-speed General High-speed General eed General High-speed
purpose cutting 5DC 7DC >7DC
purpose cutting 5DC 7DC >7DC High-sp
purpose cutting 5DC 7DC >7DC
purpose cutting 5DC 7DC >7DC General High-speed General High-speed General High-speed
purpose cutting 5DC 7DC >7DC
purpose cutting purpose cutting
n (min-1)
※ 7,970 15,930 11,950 7,970 7,970 6,370 12,740 9,560 6,370 6,370 5,100 10,200 7,650 5,100 5,100 3,990 7,970 5,980 3,990 3,990 3,190 6,370 4,780 3,190 3,190 2,550 5,100 3,830 2,550 2,550 2,030 4,050 3,040 2,030 2,030
一般構造用鋼 MZ1000 vc (m/min) 400 800 600 400 400 400 800 600 400 400 400 800 600 400 400 400 800 600 400 400 400 800 600 400 400 400 800 600 400 400 400 800 600 400 400 一般構造用鋼
(200HB以下)ATH08M v f (mm/min) 1,600 4,780 3,590 1,920 1,600 1,920 5,740 4,310 2,300 1,920 2,040 6,120 4,590 2,450 2,040 2,000 5,980 4,490 2,400 2,000 1,920 5,740 4,310 2,300 1,920 1,790 5,360 4,030 2,150 1,790 1,630 4,860 3,650 1,950 1,630 (200HB以下)
Mild steels JP4120 f z (mm/t) 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 Mild steels
(200HB or less) JS4060 ap (mm) 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 2 1.5 1 2 2 2 1.5 1 (200HB or less)
ae (mm) < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 <0.2
炭素鋼 n (min-1) 5,980 11,950 7,970 7,970 5,980 4,780 9,560 6,370 6,370 4,780 3,830 7,650 5,100 5,100 3,830 2,990 5,980 3,990 3,990 2,990 2,390 4,780 3,190 3,190 2,390 1,920 3,830 2,550 2,550 1,920 1,520 3,040 2,030 2,030 1,520
MZ1000 炭素鋼
合金鋼 vc (m/min) 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 合金鋼
(30HRC以下) ATH08M v f (mm/min) 1,200 3,590 2,400 1,920 1,200 1,440 4,310 2,870 2,300 1,440 1,540 4,590 3,060 2,450 1,540 1,500 4,490 3,000 2,400 1,500 1,440 4,310 2,880 2,300 1,440 1,350 4,030 2,680 2,150 1,350 1,220 3,650 2,440 1,950 1,220 (30HRC以下)
Carbon steels JP4120 f z (mm/t) 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 Carbon steels
Alloy steels JS4060 ap (mm) 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 2 1.5 1 2 2 2 1.5 1 Alloy steels
(30HRC or less) ae (mm) < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 <0.2 (30HRC or less)
n (min-1) 3,990 9,960 6,970 5,980 5,980 3,190 7,970 5,580 4,780 4,780 2,550 6,370 4,460 3,830 3,830 2,000 4,980 3,490 2,990 2,990 1,600 3,990 2,790 2,390 2,390 1,280 3,190 2,230 1,920 1,920 1,020 2,530 1,770
炭素鋼 1,520 1,520
ATH08M vc (m/min) 200 500 350 300 300 200 500 350 300 300 200 500 350 300 300 200 500 350 300 300 200 500 350 300 300 200 500 350 300 300 200 500 350 300 300 炭素鋼
合金鋼
JP4120 v f (mm/min) 800 2,400 1,680 1,200 960 960 2,870 2,010 1,440 1,150 1,020 3,060 2,150 1,540 1,230 1,000 2,990 2,100 1,500 1,200 960 2,880 2,010 1,440 1,150 900 2,680 1,880 1,350 1,080 820 2,430 1,700 1,220 980 合金鋼
(30~45HRC) f z (mm/t)
JS4060 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 (30~45HRC)
Carbon steels ap (mm) 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 2 1.5 1 2 2 2 1.5 1 Carbon steels
Alloy steels a < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 Alloy steels
e (mm) < 0.2 < 0.2 < 0.2 < 0.2
n (min-1) 5,980 11,950 7,970 7,970 5,980 4,780 9,560 6,370 6,370 4,780 3,830 7,650 5,100 5,100 3,830 2,990 5,980 3,990 3,990 2,990 2,390 4,780 3,190 3,190 2,390 1,920 3,830 2,550 2,550 1,920 1,520 3,040 2,030 2,030 1,520
JP4120 vc (m/min)
ステンレス鋼 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300
JM4160 v f (mm/min) 1,200 3,590 2,400 1,920 1,200 1,440 4,310 2,870 2,300 1,440 1,540 4,590 3,060 2,450 1,540 1,500 4,490 3,000 2,400 1,500 1,440 4,310 2,880 2,300 1,440 1,350 4,030 2,680 2,150 1,350 1,220 3,650 2,440 1,950 1,220 ステンレス鋼
SUS
ATH08M f z (mm/t) 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 SUS
Stainless steels ap (mm) 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 2 1.5 1 2 2 2 1.5 1 Stainless steels
ae (mm) < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2
n (min-1) 5,980 11,950 9,960 7,970 7,970 4,780 9,560 7,970 6,370 6,370 3,830 7,650 6,370 5,100 5,100 2,990 5,980 4,980 3,990 3,990 2,390 4,780 3,990 3,190 3,190 1,920 3,830 3,190 2,550 2,550 1,520 3,040 2,530 2,030 2,030
鋳鉄 ATH08M vc (m/min) 300 600 500 400 400 300 600 500 400 400 300 600 500 400 400 300 600 500 400 400 300 600 500 400 400 300 600 500 400 400 300 600 500 400 400 鋳鉄
FC JP4120 v f (mm/min) 1,200 3,590 2,990 1,920 1,600 1,440 4,310 3,590 2,300 1,920 1,540 4,590 3,830 2,450 2,040 1,500 4,490 3,740 2,400 2,000 1,440 4,310 3,600 2,300 1,920 1,350 4,030 3,350 2,150 1,790 1,220 3,650 3,040 1,950 1,630 FC
FCD JS4060 f z (mm/t) 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 FCD
Cast irons ap (mm) 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 2 1.5 1 2 2 2 1.5 1 Cast irons
ae (mm) < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2
n (min-1) 11,950 23,890 15,930 11,950 11,950 9,560 19,110 12,740 9,560 9,560 7,650 15,290 10,200 7,650 7,650 5,980 11,950 7,970 5,980 5,980 4,780 9,560 6,370 4,780 4,780 3,830 9,560 6,370 3,830 3,830 3,040 7,590 5,060 3,040 3,040
vc (m/min) 600 1,200 800 600 600 600 1,200 800 600 600 600 1,200 800 600 600 600 1,200 800 600 600 600 1,200 800 600 600 600 1,500 1,000 600 600 600 1,500 1,000 600 600
アルミニウム合金 v f (mm/min)
SD5010 2,390 7,170 4,780 2,870 2,390 2,870 8,600 5,740 3,450 2,870 3,060 9,180 6,120 3,680 3,060 2,990 8,970 5,980 3,590 2,990 2,870 8,610 5,740 3,450 2,870 2,690 10,040 6,690 3,220 2,690 2,440 9,110 6,080 2,920 2,440 アルミニウム合金
Aluminum alloys f z (mm/t) 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 Aluminum alloys
ap (mm) 2 2 2 1.5 1 2 2 2 1.5 1 2 2 2 1.5 1 2 2 2 1.5 1 2 2 2 1.5 1 2 2 2 2 1.5 2 2 2 2 1.5
ae (mm) < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2
n (min-1) 1,200 1,800 1,600 1,200 1,200 960 1,440 1,280 960 960 770 1,150 1,020 770 770 600 900 800 600 600 480 720 640 480 480 390 580 510 390 390 310 460 410
チタン合金 310 310
vc (m/min) 60 90 80 60 60 60 90 80 60 60 60 90 80 60 60 60 90 80 60 60 60 90 80 60 60 60 90 80 60 60 60 90 80 60 60 チタン合金
T‐i 6A‐I 4V ATH08M v f (mm/min) 240 440 390 240 200 290 520 470 290 240 310 560 490 310 250 300 540 480 300 240 290 520 470 290 240 280 490 430 280 220 250 450 400 250 200 T‐i 6A‐I 4V
(湿式切削) JP4120 f z (mm/t) 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 (湿式切削)
Titanium alloys ap (mm) 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 2 1.5 1 2 Titanium alloys
( 2 2 1.5 1
wet condition) a < 0.2 < 0.2 < 0.2 (wet condition)
e (mm) < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2
n (min-1) 2,990 4,980 3,590 2,990 2,990 2,390 3,990 2,870 2,390 2,390 1,920 3,190 2,300 1,920 1,920 1,500 2,490 1,800 1,500 1,500 1,200 2,000 1,440 1,200 1,200 960 1,600 1,150 960 960 760 1,270 910 760 760
焼入れ鋼 JP4105 vc (m/min) 150 250 180 150 150 150 250 180 150 150 150 250 180 150 150 150 250 180 150 150 150 250 180 150 150 150 250 180 150 150 150 250 180 150 150
600 1,000 720 480 480 720 1,200 870 580 580 770 1,280 920 620 620 750 1,250 900 600 600 720 1,200 870 580 580 680 1,120 810 540 540 610 焼入れ鋼
45~55HRC ATH08M v f (mm/min) 1,020 730 490 490
JP4120 f z (mm/t) 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 45~55HRC
Hardened steels 0.1 0.1 0.08 0.08
a Hardened steels
p (mm) 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1.2 1 2 2 1.5 1.2 1
ae (mm) < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 <0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 <0.2 < 0.2
n (min-1) 2,590 3,990 3,190 2,590 2,590 2,080 3,190 2,550 2,080 2,080 1,660 2,550 2,040 1,660 1,660 1,300 2,000 1,600 1,300 1,300 1,040 1,600 1,280 1,040 1,040 830 1,280 1,020 830 830 660 1,020 810 660 660
焼入れ鋼 JP4105 vc (m/min) 130 200 160 130 130 130 200 160 130 130 130 200 160 130 130 130 200 160 130 130 130 200 160 130 130 130 200 160 130 130 130 200 160 130 130
ATH08M v f (mm/min) 520 800 640 420 260 630 960 770 500 320 670 1,020 820 540 340 650 1,000 800 520 330 630 960 770 500 320 590 900 720 470 300 530 焼入れ鋼
55~62HRC 820 650 370 270
JP4120 f z (mm/t) 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.07 55~62HRC
Hardened steels 0.05
a Hardened steels
p (mm) 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1.5 1 0.7 1.5 1.5 1.5 1.2 1
ae (mm) < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2
【注意】①この切削条件表は切削条件の目安を示すものです。実際の加工では加工形状、目的、使用機械等により条件を調整してください。 【Note】①These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and
②切りくず噛み込みによる工具損傷防止のため、必ずエアーブロー等による切りくず除去を行って下さい。 work-piece conditions.
③排出した切りくずは、飛散し作業者を切傷させ、火傷あるいは目に入って負傷させる恐れがありますので、ご使用に際してはその周囲に安全カバーを取付け、保護メガネ等の ②To prevent tool breakage due to chips clogging tool f lutes, always be sure to use an air blower, etc. to remove chips.
保護具を着用し、安全な環境で作業されることをお願い致します。 ③The evacuation of swarf can cause burns, cuts or damage to the eyes please ensue the correct safety cover is fitted around the machine, and
④JSコーティングは通電式タッチセンサーに反応しませんのでご注意ください。 necessary personal protection equipment is worn by the machine operator.
④Please note that the JS Coating does not cause a reaction in conductive touch sensors.
⑤インサートの交換は早めに行い、過度の使用による破損を防止してください。 ⑤Ensure to index the insert at the correct time to ensure safety of the tool-body.
⑥切込み深さ及び1刃送り量の最大値を超えないように設定してください。 ⑥Make sett ings so that the cutting depth and per-flute feed rate do not exceed the maximum values.
⑦MZ1000,BH250は湿式切削には適しません。乾式(エアーブロー)での使用をお願いします。 ⑦MZ1000 and BH250 are not suitable for wet cutting. Use them for dry cutting (air blow).
⑧不水溶性切削油は、火災の恐れがありますので使用しないで下さい。 ⑧Due to fire risks do not use neat cutting oil as a coolant.
⑨モジュラーミル用BT30アーバご使用の際は、標準切削条件表を目安に加工条件を決定して下さい。加工状況により振動が懸念される場合は、1.切込み深さ(ap)を低減する ⑨When using the BT30 arbor for modular mills, determine the cutting conditions using the standard cutting conditions table as a general guide. If
2.一刃当りの送り(fz)を低減する方法で調整下さい。 vibrations are a concern due to the cutting conditions, adjust conditions by 1.reducing cutting depth (ap) or 2.reducing per-flute feed rate (fz).
12
Page13
側面仕上げ標準切削条件
Standard cut t ing condi t ions for s ide f in ishing
a 仕上
e ap
※赤字は第一推奨材種です。 ※ Finishing
Red indicates primary recommended grade.
工具径DC
Tool dia. φ16(2枚刃) 2 Flutes φ20(3枚刃) 3 Flutes φ25(4枚刃) 4 Flutes φ32(5枚刃) 5 Flutes φ40(6枚刃) 6 Flutes φ50(7枚刃) 7 Flutes φ63(8枚刃) 8 Flutes
被削材 推奨材種 < 硬シャンク モジュラー超硬シャンク 被削材
Work material Recommended 突出し量 3DC モジュラー超
Modular carbide shank <3DC モジュラー超硬シャンク
Modular carbide shank <3DC モジュラー超硬シャンク
Modular carbide shank <3DC Modular carbide shank <3DC モジュラー超硬シャンク
Modular carbide shank <3DC 3DC- 5DC- <3DC
Work material
grade Overhang 汎用 高速加工 3DC- 5DC- 汎用 高速加工 3DC- 5DC- 汎用 高速加工 3DC- 5DC- 汎用 高速加工 3DC- 5DC- 汎用 高速加工 3DC- 5DC- 汎用 高速加工 5DC 7DC >7DC 3DC- 5DC-
汎用 高速加工 5DC 7DC >7DC
General High-speed General High-speed General eed General High-speed
purpose cutting 5DC 7DC >7DC
purpose cutting 5DC 7DC >7DC High-sp
purpose cutting 5DC 7DC >7DC
purpose cutting 5DC 7DC >7DC General High-speed General High-speed General High-speed
purpose cutting 5DC 7DC >7DC
purpose cutting purpose cutting
n (min-1)
※ 7,970 15,930 11,950 7,970 7,970 6,370 12,740 9,560 6,370 6,370 5,100 10,200 7,650 5,100 5,100 3,990 7,970 5,980 3,990 3,990 3,190 6,370 4,780 3,190 3,190 2,550 5,100 3,830 2,550 2,550 2,030 4,050 3,040 2,030 2,030
一般構造用鋼 MZ1000 vc (m/min) 400 800 600 400 400 400 800 600 400 400 400 800 600 400 400 400 800 600 400 400 400 800 600 400 400 400 800 600 400 400 400 800 600 400 400 一般構造用鋼
(200HB以下)ATH08M v f (mm/min) 1,600 4,780 3,590 1,920 1,600 1,920 5,740 4,310 2,300 1,920 2,040 6,120 4,590 2,450 2,040 2,000 5,980 4,490 2,400 2,000 1,920 5,740 4,310 2,300 1,920 1,790 5,360 4,030 2,150 1,790 1,630 4,860 3,650 1,950 1,630 (200HB以下)
Mild steels JP4120 f z (mm/t) 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 Mild steels
(200HB or less) JS4060 ap (mm) 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 2 1.5 1 2 2 2 1.5 1 (200HB or less)
ae (mm) < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 <0.2
炭素鋼 n (min-1) 5,980 11,950 7,970 7,970 5,980 4,780 9,560 6,370 6,370 4,780 3,830 7,650 5,100 5,100 3,830 2,990 5,980 3,990 3,990 2,990 2,390 4,780 3,190 3,190 2,390 1,920 3,830 2,550 2,550 1,920 1,520 3,040 2,030 2,030 1,520
MZ1000 炭素鋼
合金鋼 vc (m/min) 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 合金鋼
(30HRC以下) ATH08M v f (mm/min) 1,200 3,590 2,400 1,920 1,200 1,440 4,310 2,870 2,300 1,440 1,540 4,590 3,060 2,450 1,540 1,500 4,490 3,000 2,400 1,500 1,440 4,310 2,880 2,300 1,440 1,350 4,030 2,680 2,150 1,350 1,220 3,650 2,440 1,950 1,220 (30HRC以下)
Carbon steels JP4120 f z (mm/t) 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 Carbon steels
Alloy steels JS4060 ap (mm) 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 2 1.5 1 2 2 2 1.5 1 Alloy steels
(30HRC or less) ae (mm) < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 <0.2 (30HRC or less)
n (min-1) 3,990 9,960 6,970 5,980 5,980 3,190 7,970 5,580 4,780 4,780 2,550 6,370 4,460 3,830 3,830 2,000 4,980 3,490 2,990 2,990 1,600 3,990 2,790 2,390 2,390 1,280 3,190 2,230 1,920 1,920 1,020 2,530 1,770
炭素鋼 1,520 1,520
ATH08M vc (m/min) 200 500 350 300 300 200 500 350 300 300 200 500 350 300 300 200 500 350 300 300 200 500 350 300 300 200 500 350 300 300 200 500 350 300 300 炭素鋼
合金鋼
JP4120 v f (mm/min) 800 2,400 1,680 1,200 960 960 2,870 2,010 1,440 1,150 1,020 3,060 2,150 1,540 1,230 1,000 2,990 2,100 1,500 1,200 960 2,880 2,010 1,440 1,150 900 2,680 1,880 1,350 1,080 820 2,430 1,700 1,220 980 合金鋼
(30~45HRC) f z (mm/t)
JS4060 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 (30~45HRC)
Carbon steels ap (mm) 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 2 1.5 1 2 2 2 1.5 1 Carbon steels
Alloy steels a < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 Alloy steels
e (mm) < 0.2 < 0.2 < 0.2 < 0.2
n (min-1) 5,980 11,950 7,970 7,970 5,980 4,780 9,560 6,370 6,370 4,780 3,830 7,650 5,100 5,100 3,830 2,990 5,980 3,990 3,990 2,990 2,390 4,780 3,190 3,190 2,390 1,920 3,830 2,550 2,550 1,920 1,520 3,040 2,030 2,030 1,520
JP4120 vc (m/min)
ステンレス鋼 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300
JM4160 v f (mm/min) 1,200 3,590 2,400 1,920 1,200 1,440 4,310 2,870 2,300 1,440 1,540 4,590 3,060 2,450 1,540 1,500 4,490 3,000 2,400 1,500 1,440 4,310 2,880 2,300 1,440 1,350 4,030 2,680 2,150 1,350 1,220 3,650 2,440 1,950 1,220 ステンレス鋼
SUS
ATH08M f z (mm/t) 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 SUS
Stainless steels ap (mm) 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 2 1.5 1 2 2 2 1.5 1 Stainless steels
ae (mm) < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2
n (min-1) 5,980 11,950 9,960 7,970 7,970 4,780 9,560 7,970 6,370 6,370 3,830 7,650 6,370 5,100 5,100 2,990 5,980 4,980 3,990 3,990 2,390 4,780 3,990 3,190 3,190 1,920 3,830 3,190 2,550 2,550 1,520 3,040 2,530 2,030 2,030
鋳鉄 ATH08M vc (m/min) 300 600 500 400 400 300 600 500 400 400 300 600 500 400 400 300 600 500 400 400 300 600 500 400 400 300 600 500 400 400 300 600 500 400 400 鋳鉄
FC JP4120 v f (mm/min) 1,200 3,590 2,990 1,920 1,600 1,440 4,310 3,590 2,300 1,920 1,540 4,590 3,830 2,450 2,040 1,500 4,490 3,740 2,400 2,000 1,440 4,310 3,600 2,300 1,920 1,350 4,030 3,350 2,150 1,790 1,220 3,650 3,040 1,950 1,630 FC
FCD JS4060 f z (mm/t) 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 FCD
Cast irons ap (mm) 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 2 1.5 1 2 2 2 1.5 1 Cast irons
ae (mm) < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2
n (min-1) 11,950 23,890 15,930 11,950 11,950 9,560 19,110 12,740 9,560 9,560 7,650 15,290 10,200 7,650 7,650 5,980 11,950 7,970 5,980 5,980 4,780 9,560 6,370 4,780 4,780 3,830 9,560 6,370 3,830 3,830 3,040 7,590 5,060 3,040 3,040
vc (m/min) 600 1,200 800 600 600 600 1,200 800 600 600 600 1,200 800 600 600 600 1,200 800 600 600 600 1,200 800 600 600 600 1,500 1,000 600 600 600 1,500 1,000 600 600
アルミニウム合金 v f (mm/min)
SD5010 2,390 7,170 4,780 2,870 2,390 2,870 8,600 5,740 3,450 2,870 3,060 9,180 6,120 3,680 3,060 2,990 8,970 5,980 3,590 2,990 2,870 8,610 5,740 3,450 2,870 2,690 10,040 6,690 3,220 2,690 2,440 9,110 6,080 2,920 2,440 アルミニウム合金
Aluminum alloys f z (mm/t) 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 Aluminum alloys
ap (mm) 2 2 2 1.5 1 2 2 2 1.5 1 2 2 2 1.5 1 2 2 2 1.5 1 2 2 2 1.5 1 2 2 2 2 1.5 2 2 2 2 1.5
ae (mm) < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2
n (min-1) 1,200 1,800 1,600 1,200 1,200 960 1,440 1,280 960 960 770 1,150 1,020 770 770 600 900 800 600 600 480 720 640 480 480 390 580 510 390 390 310 460 410
チタン合金 310 310
vc (m/min) 60 90 80 60 60 60 90 80 60 60 60 90 80 60 60 60 90 80 60 60 60 90 80 60 60 60 90 80 60 60 60 90 80 60 60 チタン合金
T‐i 6A‐I 4V ATH08M v f (mm/min) 240 440 390 240 200 290 520 470 290 240 310 560 490 310 250 300 540 480 300 240 290 520 470 290 240 280 490 430 280 220 250 450 400 250 200 T‐i 6A‐I 4V
(湿式切削) JP4120 f z (mm/t) 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 (湿式切削)
Titanium alloys ap (mm) 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 2 1.5 1 2 Titanium alloys
( 2 2 1.5 1
wet condition) a < 0.2 < 0.2 < 0.2 (wet condition)
e (mm) < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2
n (min-1) 2,990 4,980 3,590 2,990 2,990 2,390 3,990 2,870 2,390 2,390 1,920 3,190 2,300 1,920 1,920 1,500 2,490 1,800 1,500 1,500 1,200 2,000 1,440 1,200 1,200 960 1,600 1,150 960 960 760 1,270 910 760 760
焼入れ鋼 JP4105 vc (m/min) 150 250 180 150 150 150 250 180 150 150 150 250 180 150 150 150 250 180 150 150 150 250 180 150 150 150 250 180 150 150 150 250 180 150 150
600 1,000 720 480 480 720 1,200 870 580 580 770 1,280 920 620 620 750 1,250 900 600 600 720 1,200 870 580 580 680 1,120 810 540 540 610 焼入れ鋼
45~55HRC ATH08M v f (mm/min) 1,020 730 490 490
JP4120 f z (mm/t) 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 45~55HRC
Hardened steels 0.1 0.1 0.08 0.08
a Hardened steels
p (mm) 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1 0.7 2 2 1.5 1.2 1 2 2 1.5 1.2 1
ae (mm) < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 <0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 <0.2 < 0.2
n (min-1) 2,590 3,990 3,190 2,590 2,590 2,080 3,190 2,550 2,080 2,080 1,660 2,550 2,040 1,660 1,660 1,300 2,000 1,600 1,300 1,300 1,040 1,600 1,280 1,040 1,040 830 1,280 1,020 830 830 660 1,020 810 660 660
焼入れ鋼 JP4105 vc (m/min) 130 200 160 130 130 130 200 160 130 130 130 200 160 130 130 130 200 160 130 130 130 200 160 130 130 130 200 160 130 130 130 200 160 130 130
ATH08M v f (mm/min) 520 800 640 420 260 630 960 770 500 320 670 1,020 820 540 340 650 1,000 800 520 330 630 960 770 500 320 590 900 720 470 300 530 焼入れ鋼
55~62HRC 820 650 370 270
JP4120 f z (mm/t) 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.07 55~62HRC
Hardened steels 0.05
a Hardened steels
p (mm) 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1.5 1 0.7 1.5 1.5 1.5 1.2 1
ae (mm) < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2
【注意】①この切削条件表は切削条件の目安を示すものです。実際の加工では加工形状、目的、使用機械等により条件を調整してください。 【Note】①These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and
②切りくず噛み込みによる工具損傷防止のため、必ずエアーブロー等による切りくず除去を行って下さい。 work-piece conditions.
③排出した切りくずは、飛散し作業者を切傷させ、火傷あるいは目に入って負傷させる恐れがありますので、ご使用に際してはその周囲に安全カバーを取付け、保護メガネ等の ②To prevent tool breakage due to chips clogging tool f lutes, always be sure to use an air blower, etc. to remove chips.
保護具を着用し、安全な環境で作業されることをお願い致します。 ③The evacuation of swarf can cause burns, cuts or damage to the eyes please ensue the correct safety cover is fitted around the machine, and
④JSコーティングは通電式タッチセンサーに反応しませんのでご注意ください。 necessary personal protection equipment is worn by the machine operator.
④Please note that the JS Coating does not cause a reaction in conductive touch sensors.
⑤インサートの交換は早めに行い、過度の使用による破損を防止してください。 ⑤Ensure to index the insert at the correct time to ensure safety of the tool-body.
⑥切込み深さ及び1刃送り量の最大値を超えないように設定してください。 ⑥Make sett ings so that the cutting depth and per-flute feed rate do not exceed the maximum values.
⑦MZ1000,BH250は湿式切削には適しません。乾式(エアーブロー)での使用をお願いします。 ⑦MZ1000 and BH250 are not suitable for wet cutting. Use them for dry cutting (air blow).
⑧不水溶性切削油は、火災の恐れがありますので使用しないで下さい。 ⑧Due to fire risks do not use neat cutting oil as a coolant.
⑨モジュラーミル用BT30アーバご使用の際は、標準切削条件表を目安に加工条件を決定して下さい。加工状況により振動が懸念される場合は、1.切込み深さ(ap)を低減する ⑨When using the BT30 arbor for modular mills, determine the cutting conditions using the standard cutting conditions table as a general guide. If
2.一刃当りの送り(fz)を低減する方法で調整下さい。 vibrations are a concern due to the cutting conditions, adjust conditions by 1.reducing cutting depth (ap) or 2.reducing per-flute feed rate (fz).
13
Page14
バーチカル側面仕上げ標準切削条件
Standard cut t ing condi t ions for ver t ica l s ide f in ishing
pf
仕上
ae
※赤字は第一推奨材種です。 ※Red indicates primary recommended grade. Finishing
工具径DC φ16(2枚刃) 2 Flutes φ20(3枚刃) 3 Flutes φ25(4枚刃) 4 Flutes φ32(5枚刃) 5 Flutes φ40(6枚刃) 6 Flutes φ50(7枚刃) 7 Flutes φ63(8枚刃) 8 Flutes
Tool dia.
被削材 推奨材種 <3DC モジュラー超硬シャンク ラー超硬シャンク モジュラー超硬シャンク
Modular carbide shank <3DC モジュ
Modular carbide shank <3DC モジュラー超硬シャンク
Modular carbide shank <3DC Modular carbide shank <3DC モジュラー超硬シャンク
Modular carbide shank <3DC <3DC 被削材
Work material Recommended 突出し量 3DC- 5DC- 3DC- 5DC- Work material
grade
Overhang 汎用 高速 汎用 速
加工 3DC- 5DC- 高 汎用 高速 汎用 汎用 高速 >7DC
5DC 7DC
> 加工 3DC- 5DC- 加工 3DC- 5DC- 汎用 高速
3DC- 5DC- 汎用 高速 高速 >7DC
3DC- 5DC- 5DC 7DC
General 7DC General >7DC General >7DC General 加工 >7DC General 加工 >7DC General 加工 General 加工
purpose High-speed 5DC 7DC purpose High-speed 5DC 7DC purpose High-speed 5DC 7DC purpose High-speed 5DC 7DC purpose High-speed 5DC 7DC purpose High-speed purpose High-speed
cutting cutting cutting cutting cutting cutting cutting
n (min-1) 5,980 11,950 7,970 7,970 5,980 4,780 9,560 6,370 6,370 4,780 3,830 7,650 5,100 5,100 3,830 2,990 5,980 3,990 3,990 2,990 2,390 4,780 3,190 3,190 2,390 1,920 3,830 2,550 2,550 1,920 1,520 3,040 2,030 2,030 1,520
炭素鋼 ※
vc (m/min) 400 300 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300
合金鋼 ATH08M 300 600 400 300 600 炭素鋼
v f (mm/min) 2,080 1,200 2,870 2,490 1,440 2,300 6,120 3,680 3,060 1,840 2,250 5,980 3,600 3,000 1,800 2,160 5,740 3,450 2,880 1,730 2,020 5,370 3,220 2,680 合金鋼
(30HRC以下) MZ1000 1,560 4,780 2,400 1,870 5,740 1,750 1,830 4,870 2,930 2,440 1,590(30HRC以下)
Carbon steels JP4120 f z (mm/t) 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 0.15 0.2 0.18 0.15 0.12 0.15 0.2 0.18 0.15 0.12 0.15 0.2 0.18 0.15 0.12 0.15 0.2 0.18 0.15 0.13 0.15 0.2 0.18 0.15 0.13 Carbon steels
Alloy steels JS4060 p Alloy steels
(30HRC or less) f (mm) 0.5 0.5 0.5 0.5 0.5 0.6 0.6 0.6 0.6 0.6 0.7 0.7 0.7 0.7 0.7 0.8 0.8 0.8 0.8 0.8 0.88 0.88 0.88 0.88 0.88 1 1 1 1 1 1.12 1.12 1.12 1.12 1.12 (30HRC or less)
ae (mm) < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2
n (min-1) 5,980 11,950 9,960 7,970 7,970 4,780 9,560 7,970 6,370 6,370 3,830 7,650 6,370 5,100 5,100 2,990 5,980 4,980 3,990 3,990 2,390 4,780 3,990 3,190 3,190 1,920 3,830 3,190 2,550 2,550 1,520 3,040 2,530 2,030 2,030
鋳鉄 vc (m/min) 300 600 500 400 400 300 600 500 400 400 300 600 500 400 400 300 600 500 400 400 300 600 500 400 400 300 600 500 400 400 300 600 500 400 400
ATH08M 鋳鉄
FC JP4120 v f (mm/min) 1,800 4,780 3,990 3,190 2,400 2,160 5,740 4,790 3,830 2,870 3,070 7,650 5,100 4,080 3,060 2,990 7,480 4,980 3,990 3,000 2,870 7,170 4,790 3,830 2,880 2,690 6,710 4,920 3,570 3,220 2,440 6,080 4,460 3,250 2,930 FC
FCD JS4060 f z (mm/t) 0.15 0.2 0.2 0.2 0.15 0.15 0.2 0.2 0.2 0.15 0.2 0.25 0.2 0.2 0.15 0.2 0.25 0.2 0.2 0.15 0.2 0.25 0.2 0.2 0.15 0.2 0.25 0.22 0.2 0.18 0.2 0.25 0.22 0.2 0.18 FCD
Cast irons pf (mm) 0.5 0.5 0.5 0.5 0.5 0.6 0.6 0.6 0.6 0.6 0.7 0.7 0.7 0.7 0.7 0.8 0.8 0.8 0.8 0.8 0.88 0.88 0.88 0.88 0.88 1 1 1 1 1 1.12 1.12 1.12 1.12 1.12 Cast irons
ae (mm) < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 <0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2
バーチカル荒加工標準切削条件
Standard cut t ing condi t ions for ver t ica l roughing
pf
荒
ae
【注意】 インサートはコーナ半径R0.8をご使用下さい。【Note】 Use nose corner radius R0.8 insert. ※赤字は第一推奨材種です。 ※Red indicates primary recommended grade. Roughing
工具径DC φ16(2枚刃) 2 Flutes φ20(3枚刃) 3 Flutes φ25(4枚刃) 4 Flutes φ32(5枚刃) 5 Flutes φ40(6枚刃) 6 Flutes φ50(7枚刃) 7 Flutes φ63(8枚刃) 8 Flutes
Tool dia.
被削材 推奨材種 <3DC モジュラー超硬シャンク モジュラー超硬シャンク
Modular carbide shank <3DC モジュラー超硬シャンク
Modular carbide shank <3DC Modular carbide shank <3DC モジュラー超硬シャンク モジュラー超硬シャンク
Modular carbide shank <3DC Modular carbide shank <3DC <3DC 被削材
Work material Recommended 突出し量
grade Overhang 汎用 高速
加工 3DC- 5DC- 汎用 高速 汎用 高速 汎用 高速
> 加工 3DC- 5DC- 3DC- 5DC- 汎用 高速
3DC- 5DC- 汎用 高速 3DC- 5DC- >7DC 汎用 高速 3DC- 5DC- >7DC Work material
General 7DC >7DC General 加工 3DC- 5DC-
General >7DC General 加工 >7DC General 加工 >7DC General 加工 5DC 7DC
General 加工 5DC 7DC
purpose High-speed 5DC 7DC purpose High-speed 5DC 7DC purpose High-speed 5DC 7DC purpose High-speed 5DC 7DC purpose High-speed 5DC 7DC purpose High-speed purpose High-speed
cutting cutting cutting cutting cutting cutting cutting
炭素鋼 n (min-1) 2,990 3,990 2,990 2,990 2,390 2,390 3,190 2,390 2,390 1,920 1,920 2,550 1,920 1,920 1,530 1,500 2,000 1,500 1,500 1,200 1,200 1,600 1,200 1,200 960 960 1,280 960 960 770 760 1,020 760 760 610 炭素鋼
合金鋼 ※ vc (m/min) 150 200 150 150 120 150 200 150 150 120 150 200 150 150 120 150 200 150 150 120 150 200 150 150 120 150 200 150 150 120 150 200 150 150 120 合金鋼
(30HRC以下) JS4060 v f (mm/min) 900 1,200 720 600 340 1,080 1,440 870 720 410 1,160 1,530 930 770 430 1,130 1,500 900 750 420 1,080 1,440 870 720 410 1,010 1,350 810 680 380 920 1,230 730 610 350 (30HRC以下)
Carbon steels JP4120 f z (mm/t) 0.15 0.15 0.12 0.1 0.07 0.15 0.15 0.12 0.1 0.07 0.15 0.15 0.12 0.1 0.07 0.15 0.15 0.12 0.1 0.07 0.15 0.15 0.12 0.1 0.07 0.15 0.15 0.12 0.1 0.07 0.15 0.15 0.12 0.1 0.07 Carbon steels
Alloy steels pf (mm) 3.6 3.6 3.6 3.6 3 4 4 4 4 4 4.5 4.5 4.5 4.5 4.5 5 5 5 5 5 5.7 5.7 5.7 5.7 5.7 6.3 6.3 6.3 6.3 6.3 7.1 7.1 7.1 7.1 7.1 Alloy steels
(30HRC or less) ae (mm) < 4 < 4 < 3 < 2 < 2 < 4 < 4 < 3 < 2 < 2 < 4 < 4 < 3 < 2 < 2 < 4 < 4 < 3 < 2 < 2 < 4 < 4 < 3 < 2 < 2 < 4 < 4 < 3 < 2 < 2 < 4 < 4 < 3 < 2 < 2 (30HRC or less)
n (min-1) 2,990 4,980 3,990 3,990 2,990 2,390 3,990 3,190 3,190 2,390 1,920 3,190 2,550 2,550 1,920 1,500 2,490 2,000 2,000 1,500 1,200 2,000 1,600 1,600 1,200 960 1,600 1,280 1,280 960 760 1,270 1,020 1,020 760
鋳鉄 ATH08M vc (m/min) 150 250 200 200 150 150 250 200 200 150 150 250 200 200 150 150 250 200 200 150 150 250 200 200 150 150 250 200 200 150 150 250 200 200 150 鋳鉄
FC JP4120 v f (mm/min) 1,200 2,000 1,200 1,040 600 1,440 2,400 1,440 1,250 720 1,540 2,560 1,530 1,330 770 1,500 3,120 2,000 2,000 1,130 1,440 3,000 1,920 1,920 1,080 1,350 2,800 1,800 1,800 1,010 1,220 2,540 1,640 1,640 920 FC
FCD f z (mm/t)
JS4060 0.2 0.2 0.15 0.13 0.1 0.2 0.2 0.15 0.13 0.1 0.2 0.2 0.15 0.13 0.1 0.2 0.25 0.2 0.2 0.15 0.2 0.25 0.2 0.2 0.15 0.2 0.25 0.2 0.2 0.15 0.2 0.25 0.2 0.2 0.15 FCD
Cast irons pf (mm) 3.6 3.6 3.6 3.6 3.6 4 4 4 4 4 4.5 4.5 4.5 4.5 4.5 5 5 5 5 5 5.7 5.7 5.7 5.7 5.7 6.3 6.3 6.3 6.3 6.3 7.1 7.1 7.1 7.1 7.1 Cast irons
ae (mm) < 4 < 4 < 4 < 4 < 3 < 4 < 4 < 4 < 4 < 3 < 4 < 4 < 4 < 4 < 3 < 4 < 4 < 4 < 4 < 3 < 4 < 4 < 4 < 4 < 3 < 4 < 4 < 4 < 4 < 3 < 4 < 4 < 4 < 4 < 3
【注意】①この切削条件表は切削条件の目安を示すものです。実際の加工では加工形状、目的、使用機械等により条件を調整してください。 【Note】①These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and
②切りくず噛み込みによる工具損傷防止のため、必ずエアーブロー等による切りくず除去を行って下さい。 work-piece conditions.
③排出した切りくずは、飛散し作業者を切傷させ、火傷あるいは目に入って負傷させる恐れがありますので、ご使用に際してはその周囲に安全カバーを取付け、保護メガネ等の ②To prevent tool breakage due to chips clogging tool f lutes, always be sure to use an air blower, etc. to remove chips.
保護具を着用し、安全な環境で作業されることをお願い致します。 ③The evacuation of swarf can cause burns, cuts or damage to the eyes please ensue the correct safety cover is fitted around the machine, and
④JSコーティングは通電式タッチセンサーに反応しませんのでご注意ください。 necessary personal protection equipment is worn by the machine operator.
④Please note that the JS Coating does not cause a reaction in conductive touch sensors.
⑤インサートの交換は早めに行い、過度の使用による破損を防止してください。 ⑤Ensure to index the insert at the correct time to ensure safety of the tool-body.
⑥切込み深さ及び1刃送り量の最大値を超えないように設定してください。 ⑥Make sett ings so that the cutting depth and per-flute feed rate do not exceed the maximum values.
⑦MZ1000,BH250は湿式切削には適しません。乾式(エアーブロー)での使用をお願いします。 ⑦MZ1000 and BH250 are not suitable for wet cutting. Use them for dry cutting (air blow).
⑧不水溶性切削油は、火災の恐れがありますので使用しないで下さい。 ⑧Due to fire risks do not use neat cutting oil as a coolant.
⑨モジュラーミル用BT30アーバご使用の際は、標準切削条件表を目安に加工条件を決定して下さい。加工状況により振動が懸念される場合は、1.切込み深さ(ap)を低減する ⑨When using the BT30 arbor for modular mills, determine the cutting conditions using the standard cutting conditions table as a general guide. If
2.一刃当りの送り(fz)を低減する方法で調整下さい。 vibrations are a concern due to the cutting conditions, adjust conditions by 1.reducing cutting depth (ap) or 2.reducing per-flute feed rate (fz).
14
Page15
バーチカル側面仕上げ標準切削条件
Standard cut t ing condi t ions for ver t ica l s ide f in ishing
pf
仕上
ae
※赤字は第一推奨材種です。 ※Red indicates primary recommended grade. Finishing
工具径DC φ16(2枚刃) 2 Flutes φ20(3枚刃) 3 Flutes φ25(4枚刃) 4 Flutes φ32(5枚刃) 5 Flutes φ40(6枚刃) 6 Flutes φ50(7枚刃) 7 Flutes φ63(8枚刃) 8 Flutes
Tool dia.
被削材 推奨材種 <3DC モジュラー超硬シャンク ラー超硬シャンク モジュラー超硬シャンク
Modular carbide shank <3DC モジュ
Modular carbide shank <3DC モジュラー超硬シャンク
Modular carbide shank <3DC Modular carbide shank <3DC モジュラー超硬シャンク
Modular carbide shank <3DC <3DC 被削材
Work material Recommended 突出し量 3DC- 5DC- 3DC- 5DC- Work material
grade
Overhang 汎用 高速 汎用 速
加工 3DC- 5DC- 高 汎用 高速 汎用 汎用 高速 >7DC
5DC 7DC
> 加工 3DC- 5DC- 加工 3DC- 5DC- 汎用 高速
3DC- 5DC- 汎用 高速 高速 >7DC
3DC- 5DC- 5DC 7DC
General 7DC General >7DC General >7DC General 加工 >7DC General 加工 >7DC General 加工 General 加工
purpose High-speed 5DC 7DC purpose High-speed 5DC 7DC purpose High-speed 5DC 7DC purpose High-speed 5DC 7DC purpose High-speed 5DC 7DC purpose High-speed purpose High-speed
cutting cutting cutting cutting cutting cutting cutting
n (min-1) 5,980 11,950 7,970 7,970 5,980 4,780 9,560 6,370 6,370 4,780 3,830 7,650 5,100 5,100 3,830 2,990 5,980 3,990 3,990 2,990 2,390 4,780 3,190 3,190 2,390 1,920 3,830 2,550 2,550 1,920 1,520 3,040 2,030 2,030 1,520
炭素鋼 ※
vc (m/min) 400 300 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300
合金鋼 ATH08M 300 600 400 300 600 炭素鋼
v f (mm/min) 2,080 1,200 2,870 2,490 1,440 2,300 6,120 3,680 3,060 1,840 2,250 5,980 3,600 3,000 1,800 2,160 5,740 3,450 2,880 1,730 2,020 5,370 3,220 2,680 合金鋼
(30HRC以下) MZ1000 1,560 4,780 2,400 1,870 5,740 1,750 1,830 4,870 2,930 2,440 1,590(30HRC以下)
Carbon steels JP4120 f z (mm/t) 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 0.15 0.2 0.18 0.15 0.12 0.15 0.2 0.18 0.15 0.12 0.15 0.2 0.18 0.15 0.12 0.15 0.2 0.18 0.15 0.13 0.15 0.2 0.18 0.15 0.13 Carbon steels
Alloy steels JS4060 p Alloy steels
(30HRC or less) f (mm) 0.5 0.5 0.5 0.5 0.5 0.6 0.6 0.6 0.6 0.6 0.7 0.7 0.7 0.7 0.7 0.8 0.8 0.8 0.8 0.8 0.88 0.88 0.88 0.88 0.88 1 1 1 1 1 1.12 1.12 1.12 1.12 1.12 (30HRC or less)
ae (mm) < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2
n (min-1) 5,980 11,950 9,960 7,970 7,970 4,780 9,560 7,970 6,370 6,370 3,830 7,650 6,370 5,100 5,100 2,990 5,980 4,980 3,990 3,990 2,390 4,780 3,990 3,190 3,190 1,920 3,830 3,190 2,550 2,550 1,520 3,040 2,530 2,030 2,030
鋳鉄 vc (m/min) 300 600 500 400 400 300 600 500 400 400 300 600 500 400 400 300 600 500 400 400 300 600 500 400 400 300 600 500 400 400 300 600 500 400 400
ATH08M 鋳鉄
FC JP4120 v f (mm/min) 1,800 4,780 3,990 3,190 2,400 2,160 5,740 4,790 3,830 2,870 3,070 7,650 5,100 4,080 3,060 2,990 7,480 4,980 3,990 3,000 2,870 7,170 4,790 3,830 2,880 2,690 6,710 4,920 3,570 3,220 2,440 6,080 4,460 3,250 2,930 FC
FCD JS4060 f z (mm/t) 0.15 0.2 0.2 0.2 0.15 0.15 0.2 0.2 0.2 0.15 0.2 0.25 0.2 0.2 0.15 0.2 0.25 0.2 0.2 0.15 0.2 0.25 0.2 0.2 0.15 0.2 0.25 0.22 0.2 0.18 0.2 0.25 0.22 0.2 0.18 FCD
Cast irons pf (mm) 0.5 0.5 0.5 0.5 0.5 0.6 0.6 0.6 0.6 0.6 0.7 0.7 0.7 0.7 0.7 0.8 0.8 0.8 0.8 0.8 0.88 0.88 0.88 0.88 0.88 1 1 1 1 1 1.12 1.12 1.12 1.12 1.12 Cast irons
ae (mm) < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 <0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2 < 0.2
バーチカル荒加工標準切削条件
Standard cut t ing condi t ions for ver t ica l roughing
pf
荒
ae
【注意】 インサートはコーナ半径R0.8をご使用下さい。【Note】 Use nose corner radius R0.8 insert. ※赤字は第一推奨材種です。 ※Red indicates primary recommended grade. Roughing
工具径DC φ16(2枚刃) 2 Flutes φ20(3枚刃) 3 Flutes φ25(4枚刃) 4 Flutes φ32(5枚刃) 5 Flutes φ40(6枚刃) 6 Flutes φ50(7枚刃) 7 Flutes φ63(8枚刃) 8 Flutes
Tool dia.
被削材 推奨材種 <3DC モジュラー超硬シャンク モジュラー超硬シャンク
Modular carbide shank <3DC モジュラー超硬シャンク
Modular carbide shank <3DC Modular carbide shank <3DC モジュラー超硬シャンク モジュラー超硬シャンク
Modular carbide shank <3DC Modular carbide shank <3DC <3DC 被削材
Work material Recommended 突出し量
grade Overhang 汎用 高速
加工 3DC- 5DC- 汎用 高速 汎用 高速 汎用 高速
> 加工 3DC- 5DC- 3DC- 5DC- 汎用 高速
3DC- 5DC- 汎用 高速 3DC- 5DC- >7DC 汎用 高速 3DC- 5DC- >7DC Work material
General 7DC >7DC General 加工 3DC- 5DC-
General >7DC General 加工 >7DC General 加工 >7DC General 加工 5DC 7DC
General 加工 5DC 7DC
purpose High-speed 5DC 7DC purpose High-speed 5DC 7DC purpose High-speed 5DC 7DC purpose High-speed 5DC 7DC purpose High-speed 5DC 7DC purpose High-speed purpose High-speed
cutting cutting cutting cutting cutting cutting cutting
炭素鋼 n (min-1) 2,990 3,990 2,990 2,990 2,390 2,390 3,190 2,390 2,390 1,920 1,920 2,550 1,920 1,920 1,530 1,500 2,000 1,500 1,500 1,200 1,200 1,600 1,200 1,200 960 960 1,280 960 960 770 760 1,020 760 760 610 炭素鋼
合金鋼 ※ vc (m/min) 150 200 150 150 120 150 200 150 150 120 150 200 150 150 120 150 200 150 150 120 150 200 150 150 120 150 200 150 150 120 150 200 150 150 120 合金鋼
(30HRC以下) JS4060 v f (mm/min) 900 1,200 720 600 340 1,080 1,440 870 720 410 1,160 1,530 930 770 430 1,130 1,500 900 750 420 1,080 1,440 870 720 410 1,010 1,350 810 680 380 920 1,230 730 610 350 (30HRC以下)
Carbon steels JP4120 f z (mm/t) 0.15 0.15 0.12 0.1 0.07 0.15 0.15 0.12 0.1 0.07 0.15 0.15 0.12 0.1 0.07 0.15 0.15 0.12 0.1 0.07 0.15 0.15 0.12 0.1 0.07 0.15 0.15 0.12 0.1 0.07 0.15 0.15 0.12 0.1 0.07 Carbon steels
Alloy steels pf (mm) 3.6 3.6 3.6 3.6 3 4 4 4 4 4 4.5 4.5 4.5 4.5 4.5 5 5 5 5 5 5.7 5.7 5.7 5.7 5.7 6.3 6.3 6.3 6.3 6.3 7.1 7.1 7.1 7.1 7.1 Alloy steels
(30HRC or less) ae (mm) < 4 < 4 < 3 < 2 < 2 < 4 < 4 < 3 < 2 < 2 < 4 < 4 < 3 < 2 < 2 < 4 < 4 < 3 < 2 < 2 < 4 < 4 < 3 < 2 < 2 < 4 < 4 < 3 < 2 < 2 < 4 < 4 < 3 < 2 < 2 (30HRC or less)
n (min-1) 2,990 4,980 3,990 3,990 2,990 2,390 3,990 3,190 3,190 2,390 1,920 3,190 2,550 2,550 1,920 1,500 2,490 2,000 2,000 1,500 1,200 2,000 1,600 1,600 1,200 960 1,600 1,280 1,280 960 760 1,270 1,020 1,020 760
鋳鉄 ATH08M vc (m/min) 150 250 200 200 150 150 250 200 200 150 150 250 200 200 150 150 250 200 200 150 150 250 200 200 150 150 250 200 200 150 150 250 200 200 150 鋳鉄
FC JP4120 v f (mm/min) 1,200 2,000 1,200 1,040 600 1,440 2,400 1,440 1,250 720 1,540 2,560 1,530 1,330 770 1,500 3,120 2,000 2,000 1,130 1,440 3,000 1,920 1,920 1,080 1,350 2,800 1,800 1,800 1,010 1,220 2,540 1,640 1,640 920 FC
FCD f z (mm/t)
JS4060 0.2 0.2 0.15 0.13 0.1 0.2 0.2 0.15 0.13 0.1 0.2 0.2 0.15 0.13 0.1 0.2 0.25 0.2 0.2 0.15 0.2 0.25 0.2 0.2 0.15 0.2 0.25 0.2 0.2 0.15 0.2 0.25 0.2 0.2 0.15 FCD
Cast irons pf (mm) 3.6 3.6 3.6 3.6 3.6 4 4 4 4 4 4.5 4.5 4.5 4.5 4.5 5 5 5 5 5 5.7 5.7 5.7 5.7 5.7 6.3 6.3 6.3 6.3 6.3 7.1 7.1 7.1 7.1 7.1 Cast irons
ae (mm) < 4 < 4 < 4 < 4 < 3 < 4 < 4 < 4 < 4 < 3 < 4 < 4 < 4 < 4 < 3 < 4 < 4 < 4 < 4 < 3 < 4 < 4 < 4 < 4 < 3 < 4 < 4 < 4 < 4 < 3 < 4 < 4 < 4 < 4 < 3
【注意】①この切削条件表は切削条件の目安を示すものです。実際の加工では加工形状、目的、使用機械等により条件を調整してください。 【Note】①These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and
②切りくず噛み込みによる工具損傷防止のため、必ずエアーブロー等による切りくず除去を行って下さい。 work-piece conditions.
③排出した切りくずは、飛散し作業者を切傷させ、火傷あるいは目に入って負傷させる恐れがありますので、ご使用に際してはその周囲に安全カバーを取付け、保護メガネ等の ②To prevent tool breakage due to chips clogging tool f lutes, always be sure to use an air blower, etc. to remove chips.
保護具を着用し、安全な環境で作業されることをお願い致します。 ③The evacuation of swarf can cause burns, cuts or damage to the eyes please ensue the correct safety cover is fitted around the machine, and
④JSコーティングは通電式タッチセンサーに反応しませんのでご注意ください。 necessary personal protection equipment is worn by the machine operator.
④Please note that the JS Coating does not cause a reaction in conductive touch sensors.
⑤インサートの交換は早めに行い、過度の使用による破損を防止してください。 ⑤Ensure to index the insert at the correct time to ensure safety of the tool-body.
⑥切込み深さ及び1刃送り量の最大値を超えないように設定してください。 ⑥Make sett ings so that the cutting depth and per-flute feed rate do not exceed the maximum values.
⑦MZ1000,BH250は湿式切削には適しません。乾式(エアーブロー)での使用をお願いします。 ⑦MZ1000 and BH250 are not suitable for wet cutting. Use them for dry cutting (air blow).
⑧不水溶性切削油は、火災の恐れがありますので使用しないで下さい。 ⑧Due to fire risks do not use neat cutting oil as a coolant.
⑨モジュラーミル用BT30アーバご使用の際は、標準切削条件表を目安に加工条件を決定して下さい。加工状況により振動が懸念される場合は、1.切込み深さ(ap)を低減する ⑨When using the BT30 arbor for modular mills, determine the cutting conditions using the standard cutting conditions table as a general guide. If
2.一刃当りの送り(fz)を低減する方法で調整下さい。 vibrations are a concern due to the cutting conditions, adjust conditions by 1.reducing cutting depth (ap) or 2.reducing per-flute feed rate (fz).
15
Page16
等高線荒加工標準切削条件
Standard cut t ing condi t ions for contour roughing
ae ap 荒
平面 溝 彫込み 曲面
【注意】 インサートはコーナ半径R2をご使用下さい。【Note】 Use nose corner radius R2 insert. ※赤字は第一推奨材種です。 ※ Roughing Planing Slotting Die-sinking Profiling
Red indicates primary recommended grade.
工具径DC
Tool dia. φ16(2枚刃) 2 Flutes φ20(3枚刃) 3 Flutes φ25(4枚刃) 4 Flutes φ32(5枚刃) 5 Flutes φ40(6枚刃) 6 Flutes φ50(7枚刃) 7 Flutes φ63(8枚刃) 8 Flutes
被削材 推奨材種 <3DC モジュラー超硬シャンク ジュラー超硬シャンク モジュラー超硬シャンク 被削材
Modular carbide shank <3DC モ
Modular carbide shank <3DC モジュラー超硬シャンク
Modular carbide shank <3DC モジュラー超硬シャンク
Modular carbide shank <3DC Modular carbide shank <3DC <3DC
Work material Recommended 突出し量
grade 高速 3DC- 5 3DC- 5DC- Work material
Overhang 汎用 高速
3DC- 5DC- 汎用 高速 汎用 高速 汎用
eral 加工 > 加工 3DC- 5DC- 3DC- 5DC- 汎用 高速
Gen 7DC General >7DC Ge 加工 >7DC 加工 3DC- 5DC- 加工 3DC- 5DC- 汎用 高速 DC- >7DC 汎用 高速 >7DC
neral General >7DC >7DC 加工 5DC 7DC 5DC 7D
General General General 加工 C
purpose High-speed 5DC 7DC purpose High-speed 5DC 7DC purpose High-speed 5DC 7DC purpose High-speed 5DC 7DC purpose High-speed 5DC 7DC purpose High-speed purpose High-speed
cutting cutting cutting cutting cutting cutting cutting
炭素鋼 n (min-1) 2,590 3,990 2,590 2,590 1,800 2,080 3,190 2,080 2,080 1,440 1,660 2,550 1,660 1,660 1,150 1,300 2,000 1,300 1,300 900 1,040 1,600 1,040 1,040 720 830 1,280 830 830 580 660 1,020 660 660 460 炭素鋼
合金鋼 ※ vc (m/min) 130 200 130 130 90 130 200 130 130 90 130 200 130 130 90 130 200 130 130 90 130 200 130 130 90 130 200 130 130 90 130 200 130 130 90 合金鋼
(30HRC以下)JP4120 v f (mm/min) 2,590 3,990 2,590 2,590 1,800 3,120 4,790 3,120 3,120 2,160 3,320 5,100 3,320 3,320 2,300 3,250 5,000 3,250 3,250 2,250 3,120 4,800 3,120 3,120 2,160 2,910 4,480 2,910 2,910 2,030 2,640 4,080 2,640 2,640 1,840 (30HRC以下)
Carbon steels JS4060 f z (mm/t) 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 Carbon steels
Alloy steels ap (mm) 0.5 0.5 0.4 0.3 0.25 0.5 0.5 0.4 0.3 0.25 0.5 0.5 0.4 0.3 0.25 0.5 0.5 0.4 0.3 0.25 0.5 0.5 0.4 0.3 0.25 0.5 0.5 0.4 0.3 0.25 0.5 0.5 0.4 0.3 0.25 Alloy steels
(30HRC or less) ae (mm) 13 13 13 13 13 16 16 16 16 16 20 20 20 20 20 25 25 25 25 25 32 32 32 32 32 40 40 40 40 40 50 50 50 50 50 (30HRC or less)
n (min-1) 1,800 3,590 2,590 2,590 1,800 1,440 2,870 2,080 2,080 1,440 1,150 2,300 1,660 1,660 1,150 900 1,800 1,300 1,300 900 720 1,440 1,040 1,040 720 830 1,280 830 830 580 460 910 660 660 460
炭素鋼 vc (m/min) 90 180 130 130 90 90 180 130 130 90 90 180 130 130 90 90 180 130 130 90 90 180 130 130 90 130 200 130 130 90 90 180 130 130 90 炭素鋼
合金鋼 JP4120 v f (mm/min) 1,440 2,880 2,080 2,080 1,440 1,730 3,450 2,500 2,500 1,730 1,840 3,680 2,660 2,660 1,840 1,800 3,600 2,600 2,600 1,800 1,730 3,460 2,500 2,500 1,730 2,330 3,590 2,330 2,330 1,630 1,480 2,920 2,120 2,120 1,480 合金鋼
(30~45HRC)JS4060 f z (mm/t) 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 (30~45HRC)
Carbon steels ap (mm) 0.5 0.5 0.4 0.3 0.25 0.5 0.5 0.4 0.3 0.25 0.5 0.5 0.4 0.3 0.25 0.5 0.5 0.4 0.3 0.25 0.5 0.5 0.4 0.3 0.25 0.5 0.5 0.4 0.3 0.25 0.5 0.5 0.4 0.3 0.25 Carbon steels
Alloy steels Alloy steels
ae (mm) 13 13 13 13 13 16 16 16 16 16 20 20 20 20 20 25 25 25 25 25 32 32 32 32 32 40 40 40 40 40 50 50 50 50 50
n (min-1) 2,590 3,990 2,590 2,590 1,800 2,080 3,190 2,080 2,080 1,440 1,660 2,550 1,660 1,660 1,150 1,300 2,000 1,300 1,300 900 1,040 1,600 1,040 1,040 720 960 1,470 1,150 830 640 660 1,020 660 660 460
ステンレス鋼 vc (m/min) 130 200 130 130 90 130 200 130 130 90 130 200 130 130 90 130 200 130 130 90 130 200 130 130 90 150 230 180 130 100 130 200 130 130 90
v f (mm/min) 2,590 3,990 2,590 2,590 1,800 3,120 4,790 3,120 3,120 2,160 3,320 5,100 3,320 3,320 2,300 3,250 5,000 4,080 2,640 2,640 ステンレス鋼
SUS JM4160 3,250 3,250 2,250 3,120 4,800 3,120 3,120 2,160 3,360 5,150 4,030 2,910 2,240 2,640 1,840
f z (mm/t) 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 SUS
Stainless steels ap (mm) 0.5 0.5 0.4 0.3 0.25 0.5 0.5 0.4 0.3 0.25 0.5 0.5 0.4 0.3 0.25 0.5 0.5 0.4 0.3 0.25 0.5 0.5 0.4 0.3 0.25 0.5 0.5 0.4 0.3 0.25 0.5 0.5 0.4 0.3 0.25 Stainless steels
ae (mm) 13 13 13 13 13 16 16 16 16 16 20 20 20 20 20 25 25 25 25 25 32 32 32 32 32 40 40 40 40 40 50 50 50 50 50
n (min-1) 2,990 3,990 2,590 2,590 1,800 2,390 3,190 2,080 2,080 1,440 1,920 2,550 1,660 1,660 1,150 1,500 2,000 1,300 1,300 900 1,200 1,600 1,040 1,040 720 960 1,280 830 830 580 760 1,020 660 660 460
鋳鉄 vc (m/min) 150 200 130 130 90 150 200 130 130 90 150 200 130 130 90 150 200 130 130 90 150 200 130 130 90 150 200 130 130 90 150 200 130 130 90 鋳鉄
FC JP4120 v f (mm/min) 4,190 5,590 3,630 3,630 2,520 5,020 6,700 4,370 4,370 3,030 5,380 7,140 4,650 4,650 3,220 5,250 7,000 4,550 4,550 3,150 5,040 6,720 4,370 4,370 3,030 4,710 6,280 4,070 4,070 2,850 4,260 5,720 3,700 3,700 2,580 FC
FCD JS4060 f z (mm/t) 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 FCD
Cast irons ap (mm) 0.5 0.5 0.5 0.4 0.3 0.5 0.5 0.5 0.4 0.3 0.5 0.5 0.5 0.4 0.3 0.5 0.5 0.5 0.4 0.3 0.5 0.5 0.5 0.4 0.3 0.5 0.5 0.5 0.4 0.3 0.5 0.5 0.5 0.4 0.3 Cast irons
ae (mm) 13 13 13 13 13 16 16 16 16 16 20 20 20 20 20 25 25 25 25 25 32 32 32 32 32 40 40 40 40 40 50 50 50 50 50
CBN 底面仕上げ標準切削条件
Standard cut t ing condi t ions for CBN bot tom f in ishing
a 仕上
e ap
Finishing
工具径DC
Tool dia. φ16(2枚刃) 2 Flutes φ20(3枚刃) 3 Flutes φ25(4枚刃) 4 Flutes φ32(5枚刃) 5 Flutes φ40(6枚刃) 6 Flutes φ50(7枚刃) 7 Flutes φ63(8枚刃) 8 Flutes
被削材 推奨材種 硬シャンク 超硬シャンク ー超硬シャンク ラー超硬シャンク ュラー超硬シャンク 被削材
Work material Recommended 突出し量 <3DC モジュラー超
Modular carbide shank <3DC モジュラー
Modular carbide shank <3DC モジュラ
Modular carbide shank <3DC モジュ
Modular carbide shank <3DC モジ
Modular carbide shank <3DC <3DC
Work material
grade Overhang 高速加工 高速加工 高速加工 高速加工 高速加工 高速加工 3DC-5DC 高速加工 3DC-5DC
High-speed cutting 3DC-5DC High-speed cutting 3DC-5DC High-speed cutting 3DC-5DC High-speed cutting 3DC-5DC High-speed cutting 3DC-5DC High-speed cutting High-speed cutting
炭素鋼 n (min-1) 11,950 9,960 9,560 7,970 7,650 6,370 5,980 4,980 4,780 3,990 3,830 3,190 3,040 2,530 炭素鋼
合金鋼 vc (m/min) 600 500 600 500 600 500 600 500 600 500 600 500 600 500 合金鋼
(30HRC以下) BH250 v f (mm/min) 2,390 1,600 2,870 1,920 3,060 2,040 2,990 2,000 2,870 1,920 2,690 2,240 2,440 2,030 (30HRC以下)
Carbon steels f z (mm/t) 0.1 0.08 0.1 0.08 0.1 0.08 0.1 0.08 0.1 0.08 0.1 0.1 0.1 0.1 Carbon steels
Alloy steels ap (mm) < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 Alloy steels
(30HRC or less) ae (mm) 8~16 8~16 10~20 10~20 12.5~25 12.5~25 16~32 16~32 20~40 20~40 25~50 25~50 31~63 31~63 (30HRC or less)
n (min-1) 15,930 11,950 12,740 9,560 11,470 8,920 8,960 6,970 7,170 5,580 5,740 4,460 4,550 3,540
鋳鉄 vc (m/min) 800 600 800 600 900 700 900 700 900 700 900 700 900 700 鋳鉄
FC BH250 v f (mm/min) 3,830 2,870 4,590 3,450 5,510 4,290 5,380 4,190 5,170 4,020 4,830 3,750 4,370 3,400 FC
FCD f z (mm/t) 0.12 0.12 0.12 0.12 0.12 0.12 0.12 0.12 0.12 0.12 0.12 0.12 0.12 0.12
a FCD
Cast irons p (mm) < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 Cast irons
ae (mm) 8~16 8~16 10~20 10~20 12.5~25 12.5~25 16~32 16~32 20~40 20~40 25~50 25~50 31~63 31~63
【注意】①この切削条件表は切削条件の目安を示すものです。実際の加工では加工形状、目的、使用機械等により条件を調整してください。 【Note】①These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and
②切りくず噛み込みによる工具損傷防止のため、必ずエアーブロー等による切りくず除去を行って下さい。 work-piece conditions.
③排出した切りくずは、飛散し作業者を切傷させ、火傷あるいは目に入って負傷させる恐れがありますので、ご使用に際してはその周囲に安全カバーを取付け、保護メガネ等の ②To prevent tool breakage due to chips clogging tool f lutes, always be sure to use an air blower, etc. to remove chips.
保護具を着用し、安全な環境で作業されることをお願い致します。 ③The evacuation of swarf can cause burns, cuts or damage to the eyes please ensue the correct safety cover is fitted around the machine, and
④JSコーティングは通電式タッチセンサーに反応しませんのでご注意ください。 necessary personal protection equipment is worn by the machine operator.
④Please note that the JS Coating does not cause a reaction in conductive touch sensors.
⑤インサートの交換は早めに行い、過度の使用による破損を防止してください。 ⑤Ensure to index the insert at the correct time to ensure safety of the tool-body.
⑥切込み深さ及び1刃送り量の最大値を超えないように設定してください。 ⑥Make sett ings so that the cutting depth and per-flute feed rate do not exceed the maximum values.
⑦MZ1000,BH250は湿式切削には適しません。乾式(エアーブロー)での使用をお願いします。 ⑦MZ1000 and BH250 are not suitable for wet cutting. Use them for dry cutting (air blow).
⑧不水溶性切削油は、火災の恐れがありますので使用しないで下さい。 ⑧Due to fire risks do not use neat cutting oil as a coolant.
⑨モジュラーミル用BT30アーバご使用の際は、標準切削条件表を目安に加工条件を決定して下さい。加工状況により振動が懸念される場合は、1.切込み深さ(ap)を低減する ⑨When using the BT30 arbor for modular mills, determine the cutting conditions using the standard cutting conditions table as a general guide. If
2.一刃当りの送り(fz)を低減する方法で調整下さい。 vibrations are a concern due to the cutting conditions, adjust conditions by 1.reducing cutting depth (ap) or 2.reducing per-flute feed rate (fz).
16
Page17
等高線荒加工標準切削条件
Standard cut t ing condi t ions for contour roughing
ae ap 荒
平面 溝 彫込み 曲面
【注意】 インサートはコーナ半径R2をご使用下さい。【Note】 Use nose corner radius R2 insert. ※赤字は第一推奨材種です。 ※ Roughing Planing Slotting Die-sinking Profiling
Red indicates primary recommended grade.
工具径DC
Tool dia. φ16(2枚刃) 2 Flutes φ20(3枚刃) 3 Flutes φ25(4枚刃) 4 Flutes φ32(5枚刃) 5 Flutes φ40(6枚刃) 6 Flutes φ50(7枚刃) 7 Flutes φ63(8枚刃) 8 Flutes
被削材 推奨材種 <3DC モジュラー超硬シャンク ジュラー超硬シャンク モジュラー超硬シャンク 被削材
Modular carbide shank <3DC モ
Modular carbide shank <3DC モジュラー超硬シャンク
Modular carbide shank <3DC モジュラー超硬シャンク
Modular carbide shank <3DC Modular carbide shank <3DC <3DC
Work material Recommended 突出し量
grade 高速 3DC- 5 3DC- 5DC- Work material
Overhang 汎用 高速
3DC- 5DC- 汎用 高速 汎用 高速 汎用
eral 加工 > 加工 3DC- 5DC- 3DC- 5DC- 汎用 高速
Gen 7DC General >7DC Ge 加工 >7DC 加工 3DC- 5DC- 加工 3DC- 5DC- 汎用 高速 DC- >7DC 汎用 高速 >7DC
neral General >7DC >7DC 加工 5DC 7DC 5DC 7D
General General General 加工 C
purpose High-speed 5DC 7DC purpose High-speed 5DC 7DC purpose High-speed 5DC 7DC purpose High-speed 5DC 7DC purpose High-speed 5DC 7DC purpose High-speed purpose High-speed
cutting cutting cutting cutting cutting cutting cutting
炭素鋼 n (min-1) 2,590 3,990 2,590 2,590 1,800 2,080 3,190 2,080 2,080 1,440 1,660 2,550 1,660 1,660 1,150 1,300 2,000 1,300 1,300 900 1,040 1,600 1,040 1,040 720 830 1,280 830 830 580 660 1,020 660 660 460 炭素鋼
合金鋼 ※ vc (m/min) 130 200 130 130 90 130 200 130 130 90 130 200 130 130 90 130 200 130 130 90 130 200 130 130 90 130 200 130 130 90 130 200 130 130 90 合金鋼
(30HRC以下)JP4120 v f (mm/min) 2,590 3,990 2,590 2,590 1,800 3,120 4,790 3,120 3,120 2,160 3,320 5,100 3,320 3,320 2,300 3,250 5,000 3,250 3,250 2,250 3,120 4,800 3,120 3,120 2,160 2,910 4,480 2,910 2,910 2,030 2,640 4,080 2,640 2,640 1,840 (30HRC以下)
Carbon steels JS4060 f z (mm/t) 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 Carbon steels
Alloy steels ap (mm) 0.5 0.5 0.4 0.3 0.25 0.5 0.5 0.4 0.3 0.25 0.5 0.5 0.4 0.3 0.25 0.5 0.5 0.4 0.3 0.25 0.5 0.5 0.4 0.3 0.25 0.5 0.5 0.4 0.3 0.25 0.5 0.5 0.4 0.3 0.25 Alloy steels
(30HRC or less) ae (mm) 13 13 13 13 13 16 16 16 16 16 20 20 20 20 20 25 25 25 25 25 32 32 32 32 32 40 40 40 40 40 50 50 50 50 50 (30HRC or less)
n (min-1) 1,800 3,590 2,590 2,590 1,800 1,440 2,870 2,080 2,080 1,440 1,150 2,300 1,660 1,660 1,150 900 1,800 1,300 1,300 900 720 1,440 1,040 1,040 720 830 1,280 830 830 580 460 910 660 660 460
炭素鋼 vc (m/min) 90 180 130 130 90 90 180 130 130 90 90 180 130 130 90 90 180 130 130 90 90 180 130 130 90 130 200 130 130 90 90 180 130 130 90 炭素鋼
合金鋼 JP4120 v f (mm/min) 1,440 2,880 2,080 2,080 1,440 1,730 3,450 2,500 2,500 1,730 1,840 3,680 2,660 2,660 1,840 1,800 3,600 2,600 2,600 1,800 1,730 3,460 2,500 2,500 1,730 2,330 3,590 2,330 2,330 1,630 1,480 2,920 2,120 2,120 1,480 合金鋼
(30~45HRC)JS4060 f z (mm/t) 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 (30~45HRC)
Carbon steels ap (mm) 0.5 0.5 0.4 0.3 0.25 0.5 0.5 0.4 0.3 0.25 0.5 0.5 0.4 0.3 0.25 0.5 0.5 0.4 0.3 0.25 0.5 0.5 0.4 0.3 0.25 0.5 0.5 0.4 0.3 0.25 0.5 0.5 0.4 0.3 0.25 Carbon steels
Alloy steels Alloy steels
ae (mm) 13 13 13 13 13 16 16 16 16 16 20 20 20 20 20 25 25 25 25 25 32 32 32 32 32 40 40 40 40 40 50 50 50 50 50
n (min-1) 2,590 3,990 2,590 2,590 1,800 2,080 3,190 2,080 2,080 1,440 1,660 2,550 1,660 1,660 1,150 1,300 2,000 1,300 1,300 900 1,040 1,600 1,040 1,040 720 960 1,470 1,150 830 640 660 1,020 660 660 460
ステンレス鋼 vc (m/min) 130 200 130 130 90 130 200 130 130 90 130 200 130 130 90 130 200 130 130 90 130 200 130 130 90 150 230 180 130 100 130 200 130 130 90
v f (mm/min) 2,590 3,990 2,590 2,590 1,800 3,120 4,790 3,120 3,120 2,160 3,320 5,100 3,320 3,320 2,300 3,250 5,000 4,080 2,640 2,640 ステンレス鋼
SUS JM4160 3,250 3,250 2,250 3,120 4,800 3,120 3,120 2,160 3,360 5,150 4,030 2,910 2,240 2,640 1,840
f z (mm/t) 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 SUS
Stainless steels ap (mm) 0.5 0.5 0.4 0.3 0.25 0.5 0.5 0.4 0.3 0.25 0.5 0.5 0.4 0.3 0.25 0.5 0.5 0.4 0.3 0.25 0.5 0.5 0.4 0.3 0.25 0.5 0.5 0.4 0.3 0.25 0.5 0.5 0.4 0.3 0.25 Stainless steels
ae (mm) 13 13 13 13 13 16 16 16 16 16 20 20 20 20 20 25 25 25 25 25 32 32 32 32 32 40 40 40 40 40 50 50 50 50 50
n (min-1) 2,990 3,990 2,590 2,590 1,800 2,390 3,190 2,080 2,080 1,440 1,920 2,550 1,660 1,660 1,150 1,500 2,000 1,300 1,300 900 1,200 1,600 1,040 1,040 720 960 1,280 830 830 580 760 1,020 660 660 460
鋳鉄 vc (m/min) 150 200 130 130 90 150 200 130 130 90 150 200 130 130 90 150 200 130 130 90 150 200 130 130 90 150 200 130 130 90 150 200 130 130 90 鋳鉄
FC JP4120 v f (mm/min) 4,190 5,590 3,630 3,630 2,520 5,020 6,700 4,370 4,370 3,030 5,380 7,140 4,650 4,650 3,220 5,250 7,000 4,550 4,550 3,150 5,040 6,720 4,370 4,370 3,030 4,710 6,280 4,070 4,070 2,850 4,260 5,720 3,700 3,700 2,580 FC
FCD JS4060 f z (mm/t) 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 FCD
Cast irons ap (mm) 0.5 0.5 0.5 0.4 0.3 0.5 0.5 0.5 0.4 0.3 0.5 0.5 0.5 0.4 0.3 0.5 0.5 0.5 0.4 0.3 0.5 0.5 0.5 0.4 0.3 0.5 0.5 0.5 0.4 0.3 0.5 0.5 0.5 0.4 0.3 Cast irons
ae (mm) 13 13 13 13 13 16 16 16 16 16 20 20 20 20 20 25 25 25 25 25 32 32 32 32 32 40 40 40 40 40 50 50 50 50 50
CBN 底面仕上げ標準切削条件
Standard cut t ing condi t ions for CBN bot tom f in ishing
a 仕上
e ap
Finishing
工具径DC
Tool dia. φ16(2枚刃) 2 Flutes φ20(3枚刃) 3 Flutes φ25(4枚刃) 4 Flutes φ32(5枚刃) 5 Flutes φ40(6枚刃) 6 Flutes φ50(7枚刃) 7 Flutes φ63(8枚刃) 8 Flutes
被削材 推奨材種 硬シャンク 超硬シャンク ー超硬シャンク ラー超硬シャンク ュラー超硬シャンク 被削材
Work material Recommended 突出し量 <3DC モジュラー超
Modular carbide shank <3DC モジュラー
Modular carbide shank <3DC モジュラ
Modular carbide shank <3DC モジュ
Modular carbide shank <3DC モジ
Modular carbide shank <3DC <3DC
Work material
grade Overhang 高速加工 高速加工 高速加工 高速加工 高速加工 高速加工 3DC-5DC 高速加工 3DC-5DC
High-speed cutting 3DC-5DC High-speed cutting 3DC-5DC High-speed cutting 3DC-5DC High-speed cutting 3DC-5DC High-speed cutting 3DC-5DC High-speed cutting High-speed cutting
炭素鋼 n (min-1) 11,950 9,960 9,560 7,970 7,650 6,370 5,980 4,980 4,780 3,990 3,830 3,190 3,040 2,530 炭素鋼
合金鋼 vc (m/min) 600 500 600 500 600 500 600 500 600 500 600 500 600 500 合金鋼
(30HRC以下) BH250 v f (mm/min) 2,390 1,600 2,870 1,920 3,060 2,040 2,990 2,000 2,870 1,920 2,690 2,240 2,440 2,030 (30HRC以下)
Carbon steels f z (mm/t) 0.1 0.08 0.1 0.08 0.1 0.08 0.1 0.08 0.1 0.08 0.1 0.1 0.1 0.1 Carbon steels
Alloy steels ap (mm) < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 Alloy steels
(30HRC or less) ae (mm) 8~16 8~16 10~20 10~20 12.5~25 12.5~25 16~32 16~32 20~40 20~40 25~50 25~50 31~63 31~63 (30HRC or less)
n (min-1) 15,930 11,950 12,740 9,560 11,470 8,920 8,960 6,970 7,170 5,580 5,740 4,460 4,550 3,540
鋳鉄 vc (m/min) 800 600 800 600 900 700 900 700 900 700 900 700 900 700 鋳鉄
FC BH250 v f (mm/min) 3,830 2,870 4,590 3,450 5,510 4,290 5,380 4,190 5,170 4,020 4,830 3,750 4,370 3,400 FC
FCD f z (mm/t) 0.12 0.12 0.12 0.12 0.12 0.12 0.12 0.12 0.12 0.12 0.12 0.12 0.12 0.12
a FCD
Cast irons p (mm) < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 Cast irons
ae (mm) 8~16 8~16 10~20 10~20 12.5~25 12.5~25 16~32 16~32 20~40 20~40 25~50 25~50 31~63 31~63
【注意】①この切削条件表は切削条件の目安を示すものです。実際の加工では加工形状、目的、使用機械等により条件を調整してください。 【Note】①These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and
②切りくず噛み込みによる工具損傷防止のため、必ずエアーブロー等による切りくず除去を行って下さい。 work-piece conditions.
③排出した切りくずは、飛散し作業者を切傷させ、火傷あるいは目に入って負傷させる恐れがありますので、ご使用に際してはその周囲に安全カバーを取付け、保護メガネ等の ②To prevent tool breakage due to chips clogging tool f lutes, always be sure to use an air blower, etc. to remove chips.
保護具を着用し、安全な環境で作業されることをお願い致します。 ③The evacuation of swarf can cause burns, cuts or damage to the eyes please ensue the correct safety cover is fitted around the machine, and
④JSコーティングは通電式タッチセンサーに反応しませんのでご注意ください。 necessary personal protection equipment is worn by the machine operator.
④Please note that the JS Coating does not cause a reaction in conductive touch sensors.
⑤インサートの交換は早めに行い、過度の使用による破損を防止してください。 ⑤Ensure to index the insert at the correct time to ensure safety of the tool-body.
⑥切込み深さ及び1刃送り量の最大値を超えないように設定してください。 ⑥Make sett ings so that the cutting depth and per-flute feed rate do not exceed the maximum values.
⑦MZ1000,BH250は湿式切削には適しません。乾式(エアーブロー)での使用をお願いします。 ⑦MZ1000 and BH250 are not suitable for wet cutting. Use them for dry cutting (air blow).
⑧不水溶性切削油は、火災の恐れがありますので使用しないで下さい。 ⑧Due to fire risks do not use neat cutting oil as a coolant.
⑨モジュラーミル用BT30アーバご使用の際は、標準切削条件表を目安に加工条件を決定して下さい。加工状況により振動が懸念される場合は、1.切込み深さ(ap)を低減する ⑨When using the BT30 arbor for modular mills, determine the cutting conditions using the standard cutting conditions table as a general guide. If
2.一刃当りの送り(fz)を低減する方法で調整下さい。 vibrations are a concern due to the cutting conditions, adjust conditions by 1.reducing cutting depth (ap) or 2.reducing per-flute feed rate (fz).
17
Page18
CBN 側面仕上げ標準切削条件
Standard cut t ing condi t ions for CBN side f in ishing
a 仕上
e ap
Finishing
工具径DC
Tool dia. φ16(2枚刃) 2 Flutes φ20(3枚刃) 3 Flutes φ25(4枚刃) 4 Flutes φ32(5枚刃) 5 Flutes φ40(6枚刃) 6 Flutes φ50(7枚刃) 7 Flutes φ63(8枚刃) 8 Flutes
被削材 推奨材種
量 <3DC モジュラー超硬シャンク <3DC モジュラー超硬シャンク ラー超硬シャンク シャンク モジュラー超硬シャンク 被削材
Work material Recommended 突出し Modular carbide shank Modular carbide shank <3DC モジュ
Modular carbide shank <3DC モジュラー超硬
Modular carbide shank <3DC Modular carbide shank <3DC 3DC- 5DC- <3DC 3DC- 5DC- Work material
grade Overhang 高速加工 3DC- 5DC- 高速加工 3DC- 5DC- 高速加工 3DC- 5DC- 高速加工 3DC- 5DC- 高速加工 3DC- 5DC‐ 5DC 7DC >7DC 高速加工 5DC 7DC >7DC
High-speed
utting 5DC 7DC >7DC High-speed
c cutting 5DC 7DC >7DC High-speed DC High-speed High-speed > 高速加工
7DC High-speed High-speed
cutting 5DC 7DC >7
cutting 5DC 7DC >7DC
cutting 5DC 7DC cutting cutting
炭素鋼 n (min-1) 15,930 15,930 11,950 11,950 12,740 12,740 9,560 9,560 10,200 10,200 7,650 7,650 7,970 7,970 5,980 5,980 6,370 6,370 4,780 4,780 5,100 5,100 3,830 3,830 4,050 4,050 3,040 3,040 炭素鋼
合金鋼 vc (m/min) 800 800 600 600 800 800 600 600 800 800 600 600 800 800 600 600 800 800 600 600 800 800 600 600 800 800 600 600 合金鋼
(30HRC以下) BH250 v f (mm/min) 2,240 2,240 1,680 1,200 3,830 3,830 2,010 2,010 4,080 4,080 2,150 2,150 3,990 3,990 2,100 2,100 3,830 3,830 2,010 2,010 3,570 3,570 1,880 1,880 3,240 3,240 1,710 1,710 (30HRC以下)
Carbon steels f z (mm/t) 0.07 0.07 0.07 0.05 0.1 0.1 0.07 0.07 0.1 0.1 0.07 0.07 0.1 0.1 0.07 0.07 0.1 0.1 0.07 0.07 0.1 0.1 0.07 0.07 0.1 0.1 0.07 0.07 Carbon steels
Alloy steels ap (mm) 2 1.5 1 0.7 2 1.5 1 0.7 2 1.5 1 0.7 2 1.5 1 0.7 2 1.5 1 0.7 2 2 1.5 1 2 2 1.5 1 Alloy steels
(30HRC or less) ae (mm) < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 (30HRC or less)
n (min-1) 19,910 15,930 15,930 15,930 15,930 12,740 12,740 12,740 12,740 10,200 10,200 10,200 11,950 9,960 8,960 7,970 9,560 7,970 7,170 6,370 7,650 6,370 5,740 5,100 6,070 5,060 4,550 4,050
鋳鉄 vc (m/min) 1,000 800 800 800 1,000 800 800 800 1,000 800 800 800 1,200 1,000 900 800 1,200 1,000 900 800 1,200 1,000 900 800 1,200 1,000 900 800 鋳鉄
FC BH250 v f (mm/min) 4,780 3,830 3,190 3,190 5,740 4,590 3,830 3,830 6,120 4,900 4,080 4,080 7,170 5,980 4,480 3,990 6,890 5,740 4,310 3,830 6,430 5,360 4,020 3,570 5,830 4,860 3,640 3,240 FC
FCD f z (mm/t) 0.12 0.12 0.1 0.1 0.12 0.12 0.1 0.1 0.12 0.12 0.1 0.1 0.12 0.12 0.1 0.1 0.12 0.12 0.1 0.1 0.12 0.12 0.1 0.1 0.12 0.12 0.1 0.1
a FCD
Cast irons p (mm) 2 1.5 1 0.7 2 1.5 1 0.7 2 1.5 1 0.7 2 1.5 1 0.7 2 1.5 1 0.7 2 1.5 1 0.7 2 1.5 1 0.7 Cast irons
ae (mm) < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1
CBNバーチカル側面仕上げ標準切削条件
Standard cut t ing condi t ions for CBN vert ica l s ide f in ishing
pf
仕上
ae
Finishing
工具径DC
Tool dia. φ16(2枚刃) 2 Flutes φ20(3枚刃) 3 Flutes φ25(4枚刃) 4 Flutes φ32(5枚刃) 5 Flutes φ40(6枚刃) 6 Flutes φ50(7枚刃) 7 Flutes φ63(8枚刃) 8 Flutes
被削材 推奨材種 <3DC モジュラー超硬シャンク モジュラー超硬シャンク ー超硬シャンク モジュラー超硬シャンク
Modular carbide shank <3DC Modular carbide shank <3DC モジュラ
Modular carbide shank <3DC Modular carbide shank <3DC モジュラー超硬シャンク
Modular carbide shank <3DC <3DC 被削材
Work material Recommended 突出し量 3DC- 5DC- 3DC- 5DC- Work material
grade
Overhang 高速 - 高速 速 高速 高速 高速 >7DC 高速 >7DC
加工 3DC- 5DC > DC- 5DC- 高 DC
7DC 加工 3 > C- 5DC 7DC
7DC 加工 3DC- 5D >7DC 加工 3DC- 5DC- > C- 5DC-
7DC 加工 3D >7DC 加工 加工 5DC 7
High-speed 5DC 7DC High-speed 5DC 7DC High-speed 5DC 7DC High-speed 5DC 7DC High-speed 5DC 7DC High-speed High-speed
cutting cutting cutting cutting cutting cutting cutting
n (min-1) 15,930 15,930 11,950 11,950 12,740 12,740 9,560 9,560 10,200 10,200 7,650 7,650 7,970 7,970 5,980 5,980 6,370 6,370 4,780 4,780 5,100 5,100 3,830 3,830 4,050 4,050 3,040 3,040
炭素鋼 vc (m/min) 800 800 600 600 800 800 600 600 800 800 600 600 800 800 600 600 800 800 600 600 800 800 600 600 800 800 600 600 炭素鋼
合金鋼
0HRC以下) v f (mm/min) 2,240 2,240 1,680 1,200 3,830 3,830 2,010 2,010 4,080 4,080 2,150 2,150 3,990 3,990 2,100 2,100 3,830 3,830 2,010 2,010 3,570 3,570 2,690 2,690 3,240 3,240 2,440 2,440 合金鋼(3 BH250 (30HRC以下)
Carbon steels f z (mm/t) 0.07 0.07 0.07 0.05 0.1 0.1 0.07 0.07 0.1 0.1 0.07 0.07 0.1 0.1 0.07 0.07 0.1 0.1 0.07 0.07 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 Carbon steels
Alloy steels Alloy steels
(30HRC or less) pf (mm) < 0.5 < 0.5 < 0.5 < 0.5 < 0.6 < 0.6 < 0.6 < 0.6 < 0.7 < 0.7 < 0.7 < 0.7 < 0.8 < 0.8 < 0.8 < 0.8 < 0.88 < 0.88 < 0.88 < 0.88 < 1 < 1 < 1 < 1 < 1.12 < 1.12 < 1.12 < 1.12 (30HRC or less)
ae (mm) < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1
n (min-1) 19,910 15,930 15,930 15,930 15,930 12,740 12,740 12,740 12,740 10,200 10,200 10,200 11,950 9,960 8,960 7,970 9,560 7,970 7,170 6,370 7,650 6,370 5,740 5,100 6,070 5,060 4,550 4,050
vc (m/min) 1,000 800 800 800 1,000 800 800 800 1,000 800 800 800 1,200 1,000 900 800 1200 1000 900 800 1200 1000 900 800 1,200 1,000 900 800
鋳鉄 鋳鉄
FC v f (mm/min) 4,780 3,830 3,190 3,190 5,740 4,590 3,830 3,830 6,120 4,900 4,080 4,080 7,170 5,980 4,480 3,990 6,890 5,740 4,310 3,830 6,430 5,360 4,020 3,570 5,830 4,860 3,640 3,240
FCD BH250 FC
f z (mm/t) 0.12 0.12 0.1 0.1 0.12 0.12 0.1 0.1 0.12 0.12 0.1 0.1 0.12 0.12 0.1 0.1 0.12 0.12 0.1 0.1 0.12 0.12 0.1 0.1 0.12 0.12 0.1 0.1 FCD
Cast irons pf (mm) < 0.5 < 0.5 < 0.5 < 0.5 < 0.6 < 0.6 < 0.6 < 0.6 < 0.7 < 0.7 < 0.7 < 0.7 < 0.8 < 0.8 < 0.8 < 0.8 < 0.88 < 0.88 < 0.88 < 0.88 < 1 < 1 < 1 < 1 < 1.12 < 1.12 < 1.12 < 1.12 Cast irons
ae (mm) < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1
【注意】①この切削条件表は切削条件の目安を示すものです。実際の加工では加工形状、目的、使用機械等により条件を調整してください。 【Note】①These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and
②切りくず噛み込みによる工具損傷防止のため、必ずエアーブロー等による切りくず除去を行って下さい。 work-piece conditions.
③排出した切りくずは、飛散し作業者を切傷させ、火傷あるいは目に入って負傷させる恐れがありますので、ご使用に際してはその周囲に安全カバーを取付け、保護メガネ等の ②To prevent tool breakage due to chips clogging tool f lutes, always be sure to use an air blower, etc. to remove chips.
保護具を着用し、安全な環境で作業されることをお願い致します。 ③The evacuation of swarf can cause burns, cuts or damage to the eyes please ensue the correct safety cover is fitted around the machine, and
④JSコーティングは通電式タッチセンサーに反応しませんのでご注意ください。 necessary personal protection equipment is worn by the machine operator.
④Please note that the JS Coating does not cause a reaction in conductive touch sensors.
⑤インサートの交換は早めに行い、過度の使用による破損を防止してください。 ⑤Ensure to index the insert at the correct time to ensure safety of the tool-body.
⑥切込み深さ及び1刃送り量の最大値を超えないように設定してください。 ⑥Make sett ings so that the cutting depth and per-flute feed rate do not exceed the maximum values.
⑦MZ1000,BH250は湿式切削には適しません。乾式(エアーブロー)での使用をお願いします。 ⑦MZ1000 and BH250 are not suitable for wet cutting. Use them for dry cutting (air blow).
⑧不水溶性切削油は、火災の恐れがありますので使用しないで下さい。 ⑧Due to fire risks do not use neat cutting oil as a coolant.
⑨モジュラーミル用BT30アーバご使用の際は、標準切削条件表を目安に加工条件を決定して下さい。加工状況により振動が懸念される場合は、1.切込み深さ(ap)を低減する ⑨When using the BT30 arbor for modular mills, determine the cutting conditions using the standard cutting conditions table as a general guide. If
2.一刃当りの送り(fz)を低減する方法で調整下さい。 vibrations are a concern due to the cutting conditions, adjust conditions by 1.reducing cutting depth (ap) or 2.reducing per-flute feed rate (fz).
18
Page19
CBN 側面仕上げ標準切削条件
Standard cut t ing condi t ions for CBN side f in ishing
a 仕上
e ap
Finishing
工具径DC
Tool dia. φ16(2枚刃) 2 Flutes φ20(3枚刃) 3 Flutes φ25(4枚刃) 4 Flutes φ32(5枚刃) 5 Flutes φ40(6枚刃) 6 Flutes φ50(7枚刃) 7 Flutes φ63(8枚刃) 8 Flutes
被削材 推奨材種
量 <3DC モジュラー超硬シャンク <3DC モジュラー超硬シャンク ラー超硬シャンク シャンク モジュラー超硬シャンク 被削材
Work material Recommended 突出し Modular carbide shank Modular carbide shank <3DC モジュ
Modular carbide shank <3DC モジュラー超硬
Modular carbide shank <3DC Modular carbide shank <3DC 3DC- 5DC- <3DC 3DC- 5DC- Work material
grade Overhang 高速加工 3DC- 5DC- 高速加工 3DC- 5DC- 高速加工 3DC- 5DC- 高速加工 3DC- 5DC- 高速加工 3DC- 5DC‐ 5DC 7DC >7DC 高速加工 5DC 7DC >7DC
High-speed
utting 5DC 7DC >7DC High-speed
c cutting 5DC 7DC >7DC High-speed DC High-speed High-speed > 高速加工
7DC High-speed High-speed
cutting 5DC 7DC >7
cutting 5DC 7DC >7DC
cutting 5DC 7DC cutting cutting
炭素鋼 n (min-1) 15,930 15,930 11,950 11,950 12,740 12,740 9,560 9,560 10,200 10,200 7,650 7,650 7,970 7,970 5,980 5,980 6,370 6,370 4,780 4,780 5,100 5,100 3,830 3,830 4,050 4,050 3,040 3,040 炭素鋼
合金鋼 vc (m/min) 800 800 600 600 800 800 600 600 800 800 600 600 800 800 600 600 800 800 600 600 800 800 600 600 800 800 600 600 合金鋼
(30HRC以下) BH250 v f (mm/min) 2,240 2,240 1,680 1,200 3,830 3,830 2,010 2,010 4,080 4,080 2,150 2,150 3,990 3,990 2,100 2,100 3,830 3,830 2,010 2,010 3,570 3,570 1,880 1,880 3,240 3,240 1,710 1,710 (30HRC以下)
Carbon steels f z (mm/t) 0.07 0.07 0.07 0.05 0.1 0.1 0.07 0.07 0.1 0.1 0.07 0.07 0.1 0.1 0.07 0.07 0.1 0.1 0.07 0.07 0.1 0.1 0.07 0.07 0.1 0.1 0.07 0.07 Carbon steels
Alloy steels ap (mm) 2 1.5 1 0.7 2 1.5 1 0.7 2 1.5 1 0.7 2 1.5 1 0.7 2 1.5 1 0.7 2 2 1.5 1 2 2 1.5 1 Alloy steels
(30HRC or less) ae (mm) < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 (30HRC or less)
n (min-1) 19,910 15,930 15,930 15,930 15,930 12,740 12,740 12,740 12,740 10,200 10,200 10,200 11,950 9,960 8,960 7,970 9,560 7,970 7,170 6,370 7,650 6,370 5,740 5,100 6,070 5,060 4,550 4,050
鋳鉄 vc (m/min) 1,000 800 800 800 1,000 800 800 800 1,000 800 800 800 1,200 1,000 900 800 1,200 1,000 900 800 1,200 1,000 900 800 1,200 1,000 900 800 鋳鉄
FC BH250 v f (mm/min) 4,780 3,830 3,190 3,190 5,740 4,590 3,830 3,830 6,120 4,900 4,080 4,080 7,170 5,980 4,480 3,990 6,890 5,740 4,310 3,830 6,430 5,360 4,020 3,570 5,830 4,860 3,640 3,240 FC
FCD f z (mm/t) 0.12 0.12 0.1 0.1 0.12 0.12 0.1 0.1 0.12 0.12 0.1 0.1 0.12 0.12 0.1 0.1 0.12 0.12 0.1 0.1 0.12 0.12 0.1 0.1 0.12 0.12 0.1 0.1
a FCD
Cast irons p (mm) 2 1.5 1 0.7 2 1.5 1 0.7 2 1.5 1 0.7 2 1.5 1 0.7 2 1.5 1 0.7 2 1.5 1 0.7 2 1.5 1 0.7 Cast irons
ae (mm) < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1
CBNバーチカル側面仕上げ標準切削条件
Standard cut t ing condi t ions for CBN vert ica l s ide f in ishing
pf
仕上
ae
Finishing
工具径DC
Tool dia. φ16(2枚刃) 2 Flutes φ20(3枚刃) 3 Flutes φ25(4枚刃) 4 Flutes φ32(5枚刃) 5 Flutes φ40(6枚刃) 6 Flutes φ50(7枚刃) 7 Flutes φ63(8枚刃) 8 Flutes
被削材 推奨材種 <3DC モジュラー超硬シャンク モジュラー超硬シャンク ー超硬シャンク モジュラー超硬シャンク
Modular carbide shank <3DC Modular carbide shank <3DC モジュラ
Modular carbide shank <3DC Modular carbide shank <3DC モジュラー超硬シャンク
Modular carbide shank <3DC <3DC 被削材
Work material Recommended 突出し量 3DC- 5DC- 3DC- 5DC- Work material
grade
Overhang 高速 - 高速 速 高速 高速 高速 >7DC 高速 >7DC
加工 3DC- 5DC > DC- 5DC- 高 DC
7DC 加工 3 > C- 5DC 7DC
7DC 加工 3DC- 5D >7DC 加工 3DC- 5DC- > C- 5DC-
7DC 加工 3D >7DC 加工 加工 5DC 7
High-speed 5DC 7DC High-speed 5DC 7DC High-speed 5DC 7DC High-speed 5DC 7DC High-speed 5DC 7DC High-speed High-speed
cutting cutting cutting cutting cutting cutting cutting
n (min-1) 15,930 15,930 11,950 11,950 12,740 12,740 9,560 9,560 10,200 10,200 7,650 7,650 7,970 7,970 5,980 5,980 6,370 6,370 4,780 4,780 5,100 5,100 3,830 3,830 4,050 4,050 3,040 3,040
炭素鋼 vc (m/min) 800 800 600 600 800 800 600 600 800 800 600 600 800 800 600 600 800 800 600 600 800 800 600 600 800 800 600 600 炭素鋼
合金鋼
0HRC以下) v f (mm/min) 2,240 2,240 1,680 1,200 3,830 3,830 2,010 2,010 4,080 4,080 2,150 2,150 3,990 3,990 2,100 2,100 3,830 3,830 2,010 2,010 3,570 3,570 2,690 2,690 3,240 3,240 2,440 2,440 合金鋼(3 BH250 (30HRC以下)
Carbon steels f z (mm/t) 0.07 0.07 0.07 0.05 0.1 0.1 0.07 0.07 0.1 0.1 0.07 0.07 0.1 0.1 0.07 0.07 0.1 0.1 0.07 0.07 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 Carbon steels
Alloy steels Alloy steels
(30HRC or less) pf (mm) < 0.5 < 0.5 < 0.5 < 0.5 < 0.6 < 0.6 < 0.6 < 0.6 < 0.7 < 0.7 < 0.7 < 0.7 < 0.8 < 0.8 < 0.8 < 0.8 < 0.88 < 0.88 < 0.88 < 0.88 < 1 < 1 < 1 < 1 < 1.12 < 1.12 < 1.12 < 1.12 (30HRC or less)
ae (mm) < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1
n (min-1) 19,910 15,930 15,930 15,930 15,930 12,740 12,740 12,740 12,740 10,200 10,200 10,200 11,950 9,960 8,960 7,970 9,560 7,970 7,170 6,370 7,650 6,370 5,740 5,100 6,070 5,060 4,550 4,050
vc (m/min) 1,000 800 800 800 1,000 800 800 800 1,000 800 800 800 1,200 1,000 900 800 1200 1000 900 800 1200 1000 900 800 1,200 1,000 900 800
鋳鉄 鋳鉄
FC v f (mm/min) 4,780 3,830 3,190 3,190 5,740 4,590 3,830 3,830 6,120 4,900 4,080 4,080 7,170 5,980 4,480 3,990 6,890 5,740 4,310 3,830 6,430 5,360 4,020 3,570 5,830 4,860 3,640 3,240
FCD BH250 FC
f z (mm/t) 0.12 0.12 0.1 0.1 0.12 0.12 0.1 0.1 0.12 0.12 0.1 0.1 0.12 0.12 0.1 0.1 0.12 0.12 0.1 0.1 0.12 0.12 0.1 0.1 0.12 0.12 0.1 0.1 FCD
Cast irons pf (mm) < 0.5 < 0.5 < 0.5 < 0.5 < 0.6 < 0.6 < 0.6 < 0.6 < 0.7 < 0.7 < 0.7 < 0.7 < 0.8 < 0.8 < 0.8 < 0.8 < 0.88 < 0.88 < 0.88 < 0.88 < 1 < 1 < 1 < 1 < 1.12 < 1.12 < 1.12 < 1.12 Cast irons
ae (mm) < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1
【注意】①この切削条件表は切削条件の目安を示すものです。実際の加工では加工形状、目的、使用機械等により条件を調整してください。 【Note】①These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and
②切りくず噛み込みによる工具損傷防止のため、必ずエアーブロー等による切りくず除去を行って下さい。 work-piece conditions.
③排出した切りくずは、飛散し作業者を切傷させ、火傷あるいは目に入って負傷させる恐れがありますので、ご使用に際してはその周囲に安全カバーを取付け、保護メガネ等の ②To prevent tool breakage due to chips clogging tool f lutes, always be sure to use an air blower, etc. to remove chips.
保護具を着用し、安全な環境で作業されることをお願い致します。 ③The evacuation of swarf can cause burns, cuts or damage to the eyes please ensue the correct safety cover is fitted around the machine, and
④JSコーティングは通電式タッチセンサーに反応しませんのでご注意ください。 necessary personal protection equipment is worn by the machine operator.
④Please note that the JS Coating does not cause a reaction in conductive touch sensors.
⑤インサートの交換は早めに行い、過度の使用による破損を防止してください。 ⑤Ensure to index the insert at the correct time to ensure safety of the tool-body.
⑥切込み深さ及び1刃送り量の最大値を超えないように設定してください。 ⑥Make sett ings so that the cutting depth and per-flute feed rate do not exceed the maximum values.
⑦MZ1000,BH250は湿式切削には適しません。乾式(エアーブロー)での使用をお願いします。 ⑦MZ1000 and BH250 are not suitable for wet cutting. Use them for dry cutting (air blow).
⑧不水溶性切削油は、火災の恐れがありますので使用しないで下さい。 ⑧Due to fire risks do not use neat cutting oil as a coolant.
⑨モジュラーミル用BT30アーバご使用の際は、標準切削条件表を目安に加工条件を決定して下さい。加工状況により振動が懸念される場合は、1.切込み深さ(ap)を低減する ⑨When using the BT30 arbor for modular mills, determine the cutting conditions using the standard cutting conditions table as a general guide. If
2.一刃当りの送り(fz)を低減する方法で調整下さい。 vibrations are a concern due to the cutting conditions, adjust conditions by 1.reducing cutting depth (ap) or 2.reducing per-flute feed rate (fz).
19
Page20
SD5010によるアルミニウム合金及び銅切削条件 切削事例
Cutt ing condi t ions for cut t ing a luminum al loy and copper using SD5010 Field data
切削性能:各仕上げ加工のvc-T線図 ae ap ae ap
ae ap
底面仕上げ標準切削条件 Cutting conditions for bottom finishing:ae=0.5DC~0.7DC Cutting performance: vc-T diagrams for various finishing
●底面仕上げ加工におけるvc-T線図 vc -T diagrams for bottom finishing ●側面仕上げ加工におけるvc-T線図 vc-T diagrams for side finishing
被削材 Work material 切削条件 Cutting conditions φ16 φ18 φ20 φ22 φ25 φ28 φ30 φ32 φ35 φ40 φ50 φ63
2枚刃 ft. 2枚刃 ft. 3枚刃 ft. 3枚刃 ft. 4枚刃 ft. 4枚刃 ft. 4枚刃 ft. 5枚刃 ft. 5枚刃 ft. 6枚刃 ft. 7枚刃 ft. 8枚刃 ft.
回転数 n( min-1) 15,900 15,900 15,900 15,900 15,300 13,640 12,730 11,940 10,910 9,550 7,640 6,060 【 炭 素 鋼 】 被削材 Work Material : S50C(220HB) 被削材 Work Material : S50C(220HB)
使用工具 Tools : ASPVM2020R‐3 【炭素鋼】 使用工具 Tools : ASPVM2032R‐5
アルミニウム合金展伸材 Carbon steels アーバ Arbor : BT30‐10.5‐20‐18 Carbon steels アーバ Arbor : ASC32‐17‐260‐140
Expanded aluminum alloy material 切削速度 Vc(m/min) 800 900 1,000 1,100 1,200 1,200 1,200 1,200 1,200 1,200 1,200 1,200 インサート Insert : MPHW060308ZEL‐1.5(MZ1000) インサート Insert : MPHW060308ZEL(ATH08M)
A5052,A7075 等 , etc. 一刃当の送り fz( mm/t) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.08 0.08 0.08 0.06 0.06 突き出し Overhang : 50mm 突き出し Overhang : 200mm
(エアブロー or ウェット:水溶性) 使用機械 Machine used: 縦型 Vertical type( BT30) 使用機械 Machine used: 縦型 Vertical type( BT50)
送り速度 Vf( mm/min) 3,180 3,180 4,770 4,770 6,120 5,460 5,090 4,780 4,360 4,580 3,210 2,910 1刃当りの送り Feed rate per flute: 0.15mm/t 1刃当りの送り Feed rate per flute: 0.1mm/t
(Air-blow or wet: Water-soluble agent) 軸方向切り込み ap (mm) 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 切込み Depth of cut : ap×ae=0.2×10mm 切込み Depth of cut : ap×ae=1×0.1mm
エアー Air エアー Air
回転数 n( min-1) 12,700 12,700 12,700 12,700 12,200 10,900 10,190 9,550 8,730 7,640 6,110 4,850
アルミニウム合金鋳物
Cast aluminum alloy material 切削速度 Vc(m/min) 640 720 800 880 960 960 960 960 960 960 960 960 500 1,000
AC4A,ADC12 等 , etc. 一刃当の送り fz( mm/t) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.08 0.08 0.08 0.06 0.06 300
(エアブロー or ウェット:水溶性) 送り速度 Vf( mm/min) 2,540 2,540 3,810 3,810 4,900 4,360 4,080 3,820 3,490 3,670 2,570 2,330 200 600
(Air-blow or wet: Water-soluble agent) 軸方向切り込み ap (mm) 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 100 400
回転数 n( min-1) 5,970 5,300 4,770 4,340 3,820 3,410 3,180 2,980 2,730 2,390 1,910 1,520
純 銅
Pure copper 切削速度 Vc(m/min) 300 300 300 300 300 300 300 300 300 300 300 300 10 60 100 200
C1100,C1020 等 切削時間T Cutting time (min) 200
, etc. 一刃当の送り fz( mm/t) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.08 0.08 0.08 0.06 0.06
(ウェット:水溶性) 送り速度 Vf( mm/min) 1,190 1,060 1,430 1,300 1,530 1,360 1,270 1,190 1,090 1,150 800 730
(Wet: Water-soluble agent) 軸方向切り込み ap (mm) 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 【プラスチック金型鋼】 被削材 Work Material : P20(32HRC)
使用工具 Tools : ASPVM2020R‐3 100
10 100 200 300 500
Material for plastic mold アーバ Arbor : BT30‐10.5‐20‐18
インサート Insert : MPHW060308ZEL‐1.5(MZ1000) 切削時間T Cutting time (min)
突き出し Overhang : 50mm
ae ap 使用機械 Machine used: 縦型 Vertical type( BT30)
1刃当りの送り Feed rate per flute: 0.15mm/t 被削材 Work Material: P20(32HRC)
側面仕上げ標準切削条件 Cutting conditions for side finishing :ae=0.2mm以下 切込み Depth of cut :ap×ae=0.2×10mm 【プラスチック金型鋼】使用工具 Tools : ASPVM2032R‐5
ae≦0.2mm エアー Air Material for plastic mold アーバ Arbor : ASC32‐17‐260‐140
インサート Insert : MPHW060308ZEL(ATH08M)
500 突き出し Overhang : 200mm
被削材 Work material 切削条件 Cutting conditions φ16 φ18 φ20 φ22 φ25 φ28 φ30 φ32 φ35 φ40 φ50 φ63
2枚刃 ft. 2枚刃 ft. 3枚刃 ft. 3枚刃 ft. 4枚刃 ft. 4枚刃 ft. 4枚刃 ft. 5枚刃 ft. 5枚刃 ft. 6枚刃 ft. 7枚刃 ft. 8枚刃 ft. 使用機械 Machine used : 縦型 Vertical type( BT50)
300 1刃当りの送り Feed rate per flute : 0.1mm/t
回転数 n( min-1) 15,900 15,900 15,900 15,900 15,300 13,640 12,730 11,940 10,910 9,550 7,640 6,060 切込み Depth of cut : ap×ae=1×0.1mm
アルミニウム合金展伸材 200 エアー Air
Expanded aluminum alloy material 切削速度 Vc(m/min) 800 900 1,000 1,100 1,200 1,200 1,200 1,200 1,200 1,200 1,200 1,200
100
A5052,A7075 等 , etc. 一刃当の送り fz( mm/t) 0.15 0.15 0.15 0.15 0.15 0.15 0.15 0.15 0.15 0.18 0.2 0.2 1,000
(エアブロー or ウェット:水溶性) 送り速度 Vf( mm/min) 4,770 4,770 7,160 7,160 9,180 8,180 7,640 8,960 8,180 10,300 10,700 9,700
(Air-blow or wet: Water-soluble agent) 軸方向切り込み ap (mm) 2 2 2 2 2 2 2 2 2 2 2 2 10 60 100 200 600
切削時間T Cutting time (min)
回転数 n( min-1) 12,700 12,700 12,700 12,700 12,200 10,900 10,190 9,550 8,730 7,640 6,110 4,850
アルミニウム合金鋳物 400
Cast aluminum alloy material 切削速度 Vc(m/min) 640 720 800 880 960 960 960 960 960 960 960 960
AC4A,ADC12 等 , etc. 一刃当の送り fz( mm/t) 0.15 0.15 0.15 0.15 0.15 0.15 0.15 0.15 0.15 0.18 0.2 0.2 【プラスチック金型鋼】 被削材 Work Material : P21(40HRC)
使用工具 Tools : ASPVM2020R‐3
Material for plastic mold アーバ Arbor : BT30‐10.5‐20‐18
(エアブロー or ウェット:水溶性) 送り速度 Vf( mm/min) 3,810 3,810 5,720 5,720 7,320 6,540 6,100 7,160 6,550 8,250 8,550 7,760 インサート Insert : MPHW060308ZEL‐1.5(ATH08M) 200
(Air-blow or wet: Water-soluble agent) 軸方向切り込み ap (mm) 2 2 2 2 2 2 2 2 2 2 2 2 突き出し Overhang : 50mm
使用機械 Machine used: 縦型 Vertical type( BT30)
回転数 n( min-1) 5,970 5,300 4,770 4,340 3,820 3,410 3,180 2,980 2,730 2,390 1,910 1,520 1刃当りの送り Feed rate per flute: 0.15mm/t 100
純 銅 切込み Depth of cut : ap×ae=0.2×10mm 10 100 200 300 500
Pure copper 切削速度 Vc(m/min) 300 300 300 300 300 300 300 300 300 300 300 300 エアー Air 切削時間T Cutting time (min)
C1100,C1020 等 , etc. 一刃当の送り fz( mm/t) 0.15 0.15 0.15 0.15 0.15 0.15 0.15 0.15 0.2 0.2 0.25 0.25
(ウェット:水溶性) 500
送り速度 Vf( mm/min) 1,790 1,590 2,150 1,950 2,290 2,050 1,910 2,240 2,730 2,870 3,340 3,040
(Wet: Water-soluble agent) 軸方向切り込み ap (mm) 2 2 2 2 2 2 2 2 2 2 2 2 【プラスチック金型鋼】 被削材 Work Material: P21(40HRC)
300 使用工具 Tools : ASPVM2032R‐5
200
Material for plastic mold アーバ Arbor : ASC32‐17‐260‐140
pf インサート Insert : MPHW060308ZEL(ATH08M)
100 突き出し Overhang : 200mm
使用機械 Machine used : 縦型 Vertical type( BT50)
1刃当りの送り Feed rate per flute : 0 .1mm/t
バーチカル荒加工標準切削条件 ae
Cutting conditions for vertical roughing 10 60 100 200 切込み Depth of cut : ap×ae=1×0.1mm
切削時間T Cutting time (min) エアー Air
1,000
被削材 Work material 切削条件 Cutting conditions φ16 φ18 φ20 φ22 φ25 φ28 φ30 φ32 φ35 φ40 φ50 φ63
2枚刃 ft. 2枚刃 ft. 3枚刃 ft. 3枚刃 ft. 4枚刃 ft. 4枚刃 ft. 4枚刃 ft. 5枚刃 ft. 5枚刃 ft. 6枚刃 ft. 7枚刃 ft. 8枚刃 ft. 【冷間ダイス鋼】 被削材 Work Material : SKD11(61HRC) 800
使用工具 Tools : ASPVM2020R‐3
回転数 n( min-1) 15,900 15,900 15,900 15,900 15,300 13,640 12,730 11,940 10,910 9,550 7,640 6,060 Cold-worked die steels アーバ Arbor : BT30‐10.5‐20‐18
アルミニウム合金展伸材 切削速度 Vc(m/min) 800 900 1,000 1,100 1,200 1,200 1,200 1,200 1,200 1,200 1,200 1,200 インサート Insert : MPHW060308ZEL‐1.5(ATH08M)
突き出し Overhang : 50mm 400
Expanded aluminum alloy material 一刃当の送り fz( mm/t) 0.15 0.15 0.15 0.15 0.15 0.15 0.15 0.15 0.15 0.15 0.15 0.15 使用機械 Machine used: 縦型 Vertical type( BT30)
A5052,A7075 等 , etc. 1刃当りの送り Feed rate per flute: 0.05、0.1mm/t
(エアブロー or ウェット:水溶性) 送り速度 Vf( mm/min) 4,770 4,770 7,160 7,160 9,180 8,180 7,640 8,960 8,180 8,600 8,020 7,270 切込み Depth of cut : ap×ae=0.2×10mm
(Air-blow or wet: Water-soluble agent) ピックフィード pf(mm) 3.5 4 4 4 4.5 4.5 5 5 5.5 6 6.5 7 エアー Air 200
径方向切り込み ae (mm) 4 4 4 4 4 4 4 4 4 4 4 4 150 f z=0.05mm/t
回転数 n( min-1) 12,700 12,700 12,700 12,700 12,200 10,900 10,190 9,550 8,730 7,640 6,110 4,850 100
80 100
10
アルミニウム合金鋳物 切削速度 Vc(m/min) 640 720 800 880 960 960 960 960 960 960 960 960 50 f z=0.1mm/t 100 200 300 500 1,000 1,200
Cast aluminum alloy material 切削時間T Cutting time (min)
一刃当の送り fz( mm/t) 0.15 0.15 0.15 0.15 0.15 0.15 0.15 0.15 0.15 0.15 0.15 0.15
AC4A,ADC12 等 30
, etc.
(エアブロー or ウェット:水溶性) 送り速度 Vf( mm/min) 3,810 3,810 5,720 5,720 7,320 6,540 6,100 7,160 6,550 6,880 6,420 5,820
(Air-blow or wet: Water-soluble agent) 【熱間ダイス鋼】 被削材 Work Material : SKD61(48HRC)
ピックフィード pf(mm) 3.5 4 4 4 4.5 4.5 5 5 5.5 6 6.5 7 使用工具 Tools : ASPVM2032R‐5
5 10 50 100 250
径方向切り込み ae (mm) 4 4 4 4 4 4 4 4 4 4 4 4 Hot-worked die steels アーバ Arbor : ASC32‐17‐260‐140
切削時間T Cutting time (min) インサート Insert : MPHW060308ZEL(ATH08M)
回転数 n( min-1) 5,970 5,300 4,770 4,340 3,820 3,410 3,180 2,980 2,730 2,390 1,910 1,520 突き出し Overhang : 200mm
使用機械 Machine used : 縦型 Vertical type( BT50)
純 銅 切削速度 Vc(m/min) 300 300 300 300 300 300 300 300 300 300 300 300 【鋳鉄】 被削材 Work Material : FC250
使用工具 Tools : ASPVB2050R‐7 1刃当りの送り Feed rate per flute: 0.1mm/t
Pure copper 一刃当の送り fz( mm/t) 0.15 0.15 0.15 0.15 0.15 0.15 0.15 0.15 0.15 0.15 0.15 0.15 切込み Depth of cut : ap×ae=1×0.1mm
C1100,C1020 等 Cast irons アーバ Arbor : BT50‐22.225‐50‐50
, etc.
(ウェット:水溶性) 送り速度 Vf( mm/min) 1,790 1,590 2,150 1,950 2,290 2,050 1,910 2,240 2,050 2,150 2,000 1,820 インサート Insert : MPHW060308ZEL‐1.5(ATH08M) エアー Air
突き出し Overhang : 100mm
(Wet: Water-soluble agent) ピックフィード 1,000
pf(mm) 3.5 4 4 4 4.5 4.5 5 5 5.5 6 6.5 7 使用機械 Machine used: 縦型 Vertical type( BT50)
径方向切り込み ae (mm) 4 4 4 4 4 4 4 4 4 4 4 4 1刃当りの送り Feed rate per flute: 0.15mm/t 800
切込み Depth of cut : ap×ae=0.2×40mm
エアー Air
【注意】①この切削条件表は切削条件の目安を示すものです。実際の加工では加工形状、目的、使用機械等により条件を調整してください。 400
②L/D=4以上の場合は回転数と送り速度を60%下げて(0.4倍して)ご使用ください。 1,000
800
③スプラッシュガード付きの機械でご使用ください。ご使用に際しては保護めがね等の保護具を着用して、安全な環境で作業される事をお願いいたします。
④上記条件表の回転数まで上がらない機械の場合は使用可能な回転数に設定して、送り速度はfz値で計算してください。 400 200
⑤ご使用されるミーリングチャックの許容回転数以内でご使用ください。許容回転数が上記条件表の回転数未満の場合は使用可能な回転数に設定して、
送り速度はfz値で計算してください。
200
100
【Note】①These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions. 100 10 100 200 300 500 1,000
10
②When L/D = 4 or higher, reduce the rotation speed and feed rate by 60% (set them to 0.4 times the values shown above). 100 200 300 500 1,000
切削時間T Cutting time (min) 切削時間T Cutting time (min)
③Use on a machine equipped with splashguards. During use, be sure to wear protective equipment such as safety glasses, and always perform work in a safe environment.
④When using a machine that cannot provide the rotation speed shown above, set the highest rotation speed possible and calculate the feed rate using the f z value. ※逃げ面摩耗幅0.2mmにおける寿命を表しております。 ※Tool life shown is for flank wear width of 0.2mm. ※逃げ面摩耗幅0.15mmにおける寿命を表しております。 ※Tool life shown is for flank wear width of 0.15mm.
⑤Be sure to use this tool at rotation speeds within the acceptable range for the milling chuck being used. If the acceptable rotation speed range is below the rotation
20 speed shown above, set the highest acceptable rotation speed and calculate the feed rate using the f z value.
切削速度vc 切削速度vc 切削速度vc 切削速度vc 切削速度vc
Cutting speed (m/min) Cutting speed (m/min) Cutting speed (m/min) Cutting speed (m/min) Cutting speed (m/min)
切削速度vc 切削速度vc 切削速度vc 切削速度vc
Cutting speed (m/min) Cutting speed (m/min) Cutting speed (m/min) Cutting speed (m/min)