




肉盛り溶接材、高硬度鋼の荒加工で安定した切削を実現!
◆取り代が不安定な肉盛り溶接材や高硬度鋼の荒加工で安定した切削を実現し、より長寿命に
◆ネガの刃先形状と親刃先端部に設けた面取り部により耐欠損性を大幅に向上
◆詳細はカタログをダウンロードしご覧いただくか、お気軽にお問い合わせ下さい。
このカタログについて
| ドキュメント名 | アルファスーパーボールエンドミル ASB に刃先強化タイプが登場! |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 1.4Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社MOLDINO (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
アルファ
スーパーボール
エンドミル ASBに刃先強化タイプが登場!
肉盛り溶接
材 の荒加工で
高硬度鋼
安定した切
削を実現!
ネガの刃先形状
子刃
面取り部 親刃
特長 ・取り代が不安定な肉盛り溶接材や高硬度鋼の荒加工で安定した切削を実現し、より長寿命に
・ネガの刃先形状と親刃先端部に設けた面取り部により耐欠損性を大幅に向上
面取り部 ネガの刃先形状
当社従来品:ZPET250CE 新製品:ZPET250CE-D
刃先強化Dタイプ 長寿命タイプ 低抵抗N2タイプ 低抵抗N3タイプ 標準Nタイプ
MOLDINO Tool Engineering, Ltd.
Page2
切削事例
肉盛り溶接材 TM2000 SKD11(60HRC)
被削材:FCD600+TM2000(肉盛り溶接材) 被削材:SKD11 (60HRC)
φ50-2枚刃 使用工具:ASB5063S42L φ50-2枚刃 使用工具:ASB5063S42L
切削 インサート:親刃 ZPET250CE-D 切削 インサート:親刃 ZPET250CE-D
条件 子刃 ZPET250SK-D(JP4120) 条件 子刃 ZPET250SK-D(JP4120)
Vc=100m/min n=640min-1 fz=0.2mm/t Vf=250mm/min Vc=100m/min n=640min-1 fz=0.125mm/t Vf=160mm/min
ap×ae=4×3mm 工具突き出し量=150mm Air Blow ap×ae=4.0×5.0mm 工具突き出し量=150mm Air Blow
MOLDINO 1ワークを1コーナで加工 MOLDINO 寿命:32min
ASB刃先強化タイプ ASB刃先強化タイプ
1ワークを2コーナで加工 寿命:25min
従来品 従来品
0 6 12 18 24 30 36 42 0 8 16 24 32 40
工具寿命 (min) 工具寿命 (min)
18min加工後のインサート損傷写真 24min加工後のインサート損傷写真
親刃 子刃 親刃 子刃
VBmax=0.185mm VBmax=0.118mm VBmax=0.148mm VBmax=0.270mm
・肉盛り溶接材の加工で安定性向上 ・高硬度鋼の加工で刃先の欠損を抑制
・従来品と比較し工具寿命2倍 ・従来品と比較し工具寿命1.3倍
インサート
P 鋼
K FC・FCD :一般切削・第一推奨
H :一般切削・第二推奨
高硬度材
AJコーティング JSコーティング THコーティング Gコーティング Cコーティング 希望小売価格(円)
商品コード 精度 JP4105 HC844
JP4120
JS4060 CY250
ATH08M CY9020
ZPET200CE ● ● ● 7,920 -
ZPET200CE-N(ニック付) ● ● - - 7,920 -
ZPET250CE ● ● ● ● 8,970 8,160
ZPET250CE-D (刃先強化タイプ) - ★ - 8,970 -
親刃 ZPET250CE-N(ニック付) ● ● ● ● 8,970 8,160
ZPET250CE-N2(ニック付) - - - ● - - 8,160
ZPET250CE-N3(ニック付) ● - - 8,970 -
ZPET250CE-LH(左勝手) - - - -
E級
ZPET200SK ● ● ● 5,770 -
ZPET200SK-N(ニック付) ● ● - - 5,770 -
ZPET250SK ● ● ● ● 6,740 6,120
ZPET250SK-D (刃先強化タイプ) - ★ -
子刃 6,740 -
ZPET250SK-N(ニック付) ● ● ● ● 6,740 6,120
ZPET250SK-N2(ニック付) - - - ● - - 6,120
ZPET250SK-N3(ニック付) ● - - 6,740 -
ZPET250SK-LH(左勝手) - - - -
- ● -
外周刃 CPMT090308 ● - 920
M級
CPMT120408 - ● ● - - 1,690
★印:新商品の標準在庫品です。 ●印:標準在庫品です。 -印:製作致しません。
JP4105
JP4120
JS4060
ATH08M
HC844
CY250
CY9020
Page3
Ball End Mill for Heavy Duty ASB
アルファスーパーボールエンドミル(重切削用)ASB
●快削形重切削用ボールエンドミル。
●ダブルクランプ機構により強固にインサートを固定。
●新鋼種のボディで耐久性大幅アップ。
・Ball end mill for light-cutting type roughing.
・Double-clamp mechanism firmly holds inserts. 切削
・New type of steel greatly improves durability. 条件表C123
Roughing Slotting Die-sinking Radius Helical Cutting Conditions
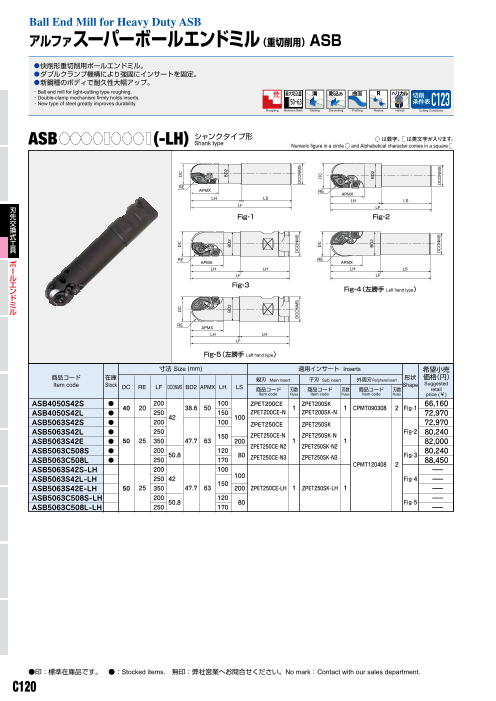
ASB (-LH) シャンクタイプ形 は数字、 は英文字が入ります。
Shank type Numeric figure in a circle and Alphabetical character comes in a square
RE
APMX RE APMX
LH LS LH LS
LF
刃 LF
先 Fig‐1 Fig‐2
交
換
式
工
具
RE RE
ボ APMX APMX
ー LH LH LH LS
ル LF LF
エ Fig‐3
ン Fig‐4(左勝手 Left hand type)
ド
ミ
ル
RE APMX
LH LH
LF
Fig‐5(左勝手 Left hand type)
寸法 Size (mm) 適用インサート Inserts 希望小売
商品コード 在庫 親刃 Main insert 子刃 Sub insert 外周刃Peripheral insert 形状 価格(円)
Item code Stock DC RE LF DCONMS BD2 APMX LH LS Shape Suggested
商品コード 刃数 商品コード 刃数 商品コード 刃数 retail
Item code Flutes Item code Flutes Item code Flutes price (¥)
ASB4050S42S ● 200 100 ZPET200CE ZPET200SK 66,160
40 20 38.6 50 1 1 CPMT090308 2 Fig‐1
ASB4050S42L ● 250 150 ZPET200CE-N ZPET200SK-N 72,970
42 100
ASB5063S42S ● 200 100 ZPET250CE ZPET250SK 72,970
ASB5063S42L ● 250 Fig‐2
150 ZPET250CE‐N ZPET250SK‐N 80,240
ASB5063S42E ● 50 25 350 47.7 63 200 1 1 82,000
ZPET250CE‐N2 ZPET250SK‐N2
ASB5063C508S ● 200 120 80,240
50.8 80
ASB5063C508L ● 250 170 ZPET250CE‐N3 ZPET250SK‐N3 Fig‐3
88,450
CPMT120408 2
ASB5063S42S-LH 200 100 -
ASB5063S42L-LH 250 42 100 Fig‐4 -
150
ASB5063S42E-LH 50 25 350 47.7 63 200 ZPET250CE‐LH 1 ZPET250SK‐LH 1 -
ASB5063C508S-LH 200 120 -
50.8 80 Fig‐5
ASB5063C508L-LH 250 170 -
●印:標準在庫品です。 ●:Stocked items. 無印:弊社営業へお問合せください。No mark:Contact with our sales department.
C120
DC DC DC
BD2
BD2 BD2
DCONMS DCONMS DCONMS
DC DC
BD2 BD2
DCONMS DCONMS
Page4
ASB T (-M ) MT・BTタイプMT, BT type は数字、 は英文字が入ります。
Numeric figure in a circle and Alphabetical character comes in a square
MT5
MT5
CRKS CRKS
RE APMX a i RE i
APMX a
LF LS LF LS
OAL OAL
Fig‐6 Fig‐7
BHTA2
BT50
CRKS
RE APMX
LB1 i
LB2
Fig‐8
寸法 Size (mm) 適用インサート Inserts 希望小売
商品コード 在庫 親刃 Main insert 子刃 Sub insert 外周刃Peripheral insert 形状 価格(円)
Item code Stock DC RE APMX OAL LF
LB2 LB1 LS DCONMS BD2 a i CRKS BHTA2 Shape Suggested
商品コード 刃数 商品コード 刃数 商品コード 刃数 retail
Item code Flutes Item code Flutes Item code Flutes price (¥)
ASB4050MT5S-M16 ● 32 M16 - 79,770
249.5 120
ASB4050MT5S-M20 40 M20 - ZPET200CE ZPET200SK -
40 20 50 38.6 CPMT090308 Fig‐6
ASB4050MT5L-M16 ● 32 M16 - ZPET200CE-N ZPET200SK-N 79,770
299.5 170
ASB4050MT5L-M20 40 M20 - -
ASB5063MT5S-M16 ● 32 M16 - 87,750
ASB5063MT5S-M20 ● 249.5 120 129.5 44.399 6.5 40 M20 - 87,750
1 1 2
ASB5063MT5S-M24 45 M24 -
50 25 63 47.7 ZPET250CE ZPET250SK Fig‐7 -
ASB5063MT5L-M16 ● 32 M16 - ZPET250CE‐N ZPET250SK‐N 99,120
CPMT120408
ASB5063MT5L-M20 ● 299.5 170 40 M20 - ZPET250CE‐N2 ZPET250SK‐N2 99,120
ASB5063MT5L-M24 45 M24 - ZPET250CE‐N3 ZPET250SK‐N3 -
ASB5063BT50S ● 170 100 ‐ ‐ ‐
50 143,110
25 63 47.7 45 M24 15° Fig‐8
ASB5063BT50L ● 220 150 ‐ ‐ ‐ 157,190
●印:標準在庫品です。 無印:受注生産品です。
●:Stocked Items. No Mark:Manufactured upon request only.
■部品番号 Parts は数字が入ります。 Numeric figure in a circle
部品名 クランプねじ クランプ駒セット ドライバー/レンチ ねじ焼き付き防止剤
Parts Clamp screw Clamp piece set Screw driver / Wrench Screw
anti-seizure agent
形状
Shape
A B
締付 希望小売 締付 希望小売 希望小売 希望小売 希望小売 希望小売
適用カッタ R刃 トルク 価格(円) 外周刃 トルク 価格(円)商品コード 価格(円) R刃 形状 価格(円) 外周刃 形状 価格(円) 価格(円)
R insert Fastening Suggested Peripheral Fastening
Cutter body Suggested Suggested
torque Suggested Suggested Suggested
retail price insert torque retail price Item code retail price R insert Shape Peripheral
retail price Shape retail price retail price
(N・m) (¥) (N・m) (¥) (¥) insert
(¥) (¥) (¥)
ASB4050S42S/L
571-142 9.8 1,360 262-141 2.9 870 CM5-148 2,030 101-T25S B 1,440 104-T15 A 2,060 P-37 1,010
ASB4050MT5S/L-M
ASB5063S42S/L/E(LH)
ASB5063C508S/L/(LH)
ASB5063MT5S/L-M 571-141A 9.8 870 263‐143 4.9 870 CB8-161 2,030 105-T30A B 2,120 105-T20 B 2,120 P-37 1,010
ASB5063BT50S/L
【注意】クランプねじは消耗品です。使用環境により交換寿命は変化しますので早めの交換をお願い致します。クランプねじはφ40のR刃用の予備ねじが1本、φ50のR刃用の予
備ねじが 2本付属します。
【Note】 The clamp screw is a consumable part. Since replacement life depends on the use environment, it is recommended that it be replaced at an early stage.
One spare screw for R insert is provided for φ 40 body and two for φ50 body.
C121
DC
DC
BD2 BD2
DCONMS
DC
BD2
DCONMS
Indexable Tools Ball End Mills
Page5
Ball End Mill for Heavy Duty ASB
アルファスーパーボールエンドミル(重切削用)ASB
■インサート Inserts
●親刃 INSL INSL INSL INSL A
Main
insert
B B B B B
Fig-9 ZPET CE Fig-10 ZPET CE‐N(ニック付) Fig-11 ZPET250CE‐N2(ニック付) Fig-12 ZPET250CE‐N3(ニック付) Fig-13 ZPET250CE‐LH(左勝手)
With nick (低抵抗タイプ) With nick (低抵抗タイプ) With nick Left hand type
Low-resistance type Low-resistance type
●子刃 INSL INSL INSL INSL A
Sub
insert B B B B B
Fig-14 ZPET SK Fig-15 ZPET SK‐N(ニック付) Fig-16 ZPET250SK‐N2(ニック付) Fig-17 ZPET250SK‐N3(ニック付) Fig-18 ZPET250SK‐LH(左勝手)
With nick (低抵抗タイプ) With nick (低抵抗タイプ) With nick Left hand type
●外周刃 INSL S Low-resistance type Low-resistance type
80°
刃 Peripheral
先 insert
交 W1
換
式
工 Fig-19 CPMT
具 P 鋼 Carbon steels :一般切削・第一推奨
FC・FCD General cutting, First recommended
ボ K Cast irons :一般切削・第二推奨
ー H 高硬度材 Hardened steels General cutting, Second recommended
ル
エ 希望小売価格(円)
ン 寸法 Size(mm) Suggested retail price (¥)
ド 商品コード 精度 形状
ミ Item code Tolerance Shape JP4105
ル class HC844
JP4120
INSL B
JS4060 CY250
W1 S
ATH08M CY9020
ZPET200CE ● ● ● - Fig-9 7,920 -
35.4 20.3
ZPET200CE-N(ニック付 With nick) ● ● - - - Fig-10 7,920 -
親刃 ZPET250CE ● ● ● ● - Fig-9 8,970 8,160
Main ZPET250CE-N(ニック付 With nick) ● ● ● ● - Fig-10 8,970 8,160
insert ZPET250CE-N2(ニック付 With nick) - - - ● - 39.3 26 - Fig-11 - 8,160
ZPET250CE-N3(ニック付 With nick) ● - - - Fig-12 8,970 -
ZPET250CE-LH(左勝手 Left hand type) E級 - - - Fig-13 - -
ZPET200SK E ● ● ● - Fig-14 5,770 -
39.9 16.1
ZPET200SK-N(ニック付 With nick) ● ● - - - Fig-15 5,770 -
子刃 ZPET250SK ● ● ● ● - Fig-14 6,740 6,120
Sub ZPET250SK-N(ニック付 With nick) ● ● ● ● - Fig-15 6,740 6,120
insert
ZPET250SK-N2(ニック付 With nick) - - - ● - 44.6 19.2 - Fig-16 - 6,120
ZPET250SK-N3(ニック付 With nick) ● - - - Fig-17 6,740 -
ZPET250SK-LH(左勝手 Left hand type) - - - Fig-18 - -
外周刃 CPMT090308 M級 - ● ● - 9.525 9.525 3.18 - 920
Peripheral Fig-19
insert CPMT120408 M - ● ● - 12.7 12.7 4.76 - 1,690
【注意】JSコーティングは通電式タッチセンサーに反応しませんのでご注意ください。【Note】Please note that the JS Coating does not cause a reaction in conductive touch sensors.
■MT5シャンク専用アーバ規格 MT5 Shank Arbor
MT5シャンク MT番号 1 BT50
MT No. LB
MT5 Shank BHTA2
M24
M16
LB2 38
寸法 Size (mm)
商品コード 在庫 適用カッタ 希望小売価格(円)
Item code Stock MT番号 BD1 DCONWS LB2 LB1 BHTA Cutter body Suggested retail price(¥)
MT No.
ASB5063MT5S‐M16
BT50-MTB503-70-65 ● MT5 65 44.399 70 30 5° ASB5063MT5L‐M16 103,230
【注意】レンチ、ツールクランパは別途販売品となります。【Note】Wrench and Tool Clamper are sold separately.
●印:標準在庫品です。 無印:弊社営業へお問合せください。 −印:製作致しません。
●:Stocked items. No mark : Contact with our sales department. − : Not manufactured.
C122
BD1
DCONWS
11°
JP4105
AJコーティング
AJ Coating
JP4120
JS4060 JSコーティングJS Coating
ATH08M THコーティングTH Coating
HC844 GコーティングG Coating
CY250 Cコーティング
C Coating
CY9020
Page6
■各各イインンササーートトの使い分け( (アルファァボボーールルφφ505の0 のFCF,FCC,FDCのD切の削切領域削)領域)
How to select of inserts (Cutting range of ball φ50 for FC, FCD)
低抵抗N3(N2)タイプ Low cutting force N3( N2)type
45
40
35 標準Nタイプ Standard N type
30 長寿命タイプ チャックは、
N3(N2)形 第一推奨:MT‐5専用アーバ。
Long
25 tool life 第二推奨:サイドロックとミーリング
type チャックを兼ねた田倉製
20 (BT50‐HMD50.8‐120)を推奨
致します。
15
Primary recommendation
10 for chuck: MT-5 dedicated arbor
N形 ニック無し形 Secondary recommendation
for chuck: Takura BT50-HMD50.8-120
5 Nickless machining
combination side lock and milling
chuck is recommended
0
0 1,000 2,000 3,000 4,000
テーブル送り vf Feed speed (mm/min)
■標標準準切切削削条条件件 表RecRoecmommmeennddeedd c uCttiungt tcionngd itCioonsnditio※n赤s字は※第赤一字推は奨第材一種推で奨す材。種Reでd すind。icates primary recommended grade.
Red indicates primary recommended grade.
肩削り Side milling 深い肩削り Depth side milling 溝削り Slotting
ae ae
被削材 推奨材種 切削条件
Work material Recommended Cutting ap ap
grade conditions ap
切削速度 vc
Cutting speed (m/min) 200(150~250) 150(120~200) 150(120~200)
炭素鋼・合金鋼 ※ 1刃当りの送り fz
Feed rate per flute (mm/t) 0.2(0.1~0.4) 0.15(0.1~0.3) 0.12(0.08~0.2)
Carbon & Alloy steels JS4060
30HRC以下 切込み深 ap
Depth of cut (mm) 0.3DC 1DC 0.5DC
切込み幅 ae
Cutting width (mm) 0.2DC 0.1DC 1DC
切削速度 vc
Cutting speed (m/min) 80(60~100) 60(50~80) 60(50~80)
プリハードン鋼 1刃当りの送り fz
Feed rate per flute (mm/t) 0.15(0.05~0.3) 0.1(0.05~0.2) 0.08(0.04~0.15)
Pre-hardened steels JP4120
50HRC以下 ATH08M 切込み深 ap
Depth of cut (mm) 0.3DC 1DC 0.5DC
切込み幅 ae
Cutting width (mm) 0.2DC 0.1DC 1DC
切削速度 vc
Cutting speed (m/min) 200(150~250) 180(140~220) 180(140~220)
鋳 鉄 1刃当りの送り fz
Feed rate per flute (mm/t) 0.3(0.2~0.5) 0.2(0.1~0.4) 0.15(0.1~0.3)
Cast irons JS4060
200HB以下 JP4120 切込み深 ap
Depth of cut (mm) 0.3DC 1DC 0.5DC
切込み幅 ae
Cutting width (mm) 0.2DC 0.1DC 1DC
切削速度 vc
Cutting speed (m/min) 80(60~100)
焼入れ鋼 JP4105 1刃当りの送り fz
Feed rate per flute (mm/t) 0.08(0.04~0.15)
Hardened steels ATH08M
50~60HRC 切込み深 ap
Depth of cut (mm) 0.1DC
切込み幅 ae
Cutting width (mm) 0.3DC
【注意】 【Note】
切削速度、送り速度はこの条件表の値を中央値として、下記に示す状況に合わせて調整してください。 These conditions are for general guidance; in actual machining conditions adjust the
(1)ロング刃形、ロングシャンク形については条件表の値の70%でご使用ください。 parameters according to your actual machine and work-piece conditions.
(2)機械の主軸力15kw以下でご使用の場合は、回転数:60%、送り速度:35%でご使用ください。 (1) For long type please reduce speed and feed by 70%.
(上記切削条件表は22kw以上の場合です。) (2) If using a machine with less than 15kw power reduce data to 60% speed and 35% feed,
(3)JSコーティングは通電式タッチセンサーに反応しませんのでご注意ください。 cutting data listed is based on or over 22kw.
(4)下記に単位時間当たりの切りくず排出量Qを示します。 (3) Please note that the JS Coating does not cause a reaction in conductive touch sensors.
Q(cm3/min)=a(p mm)×a(e mm)× v(f mm/min)/1000 (4) The following formula shows the chip removal volume (Q ) per unit time.
Q(cm3/min)=ap(mm)×ae(mm)×vf (mm/min)/1000
C123
切り込み深さ ap Cutting depth( mm)
Indexable Tools Ball End Mills