




TH3ラジアスエンドミルに4枚刃を追加!!
2枚刃はΦ0.2からΦ1まで4枚刃はΦ1からΦ6までラインナップ
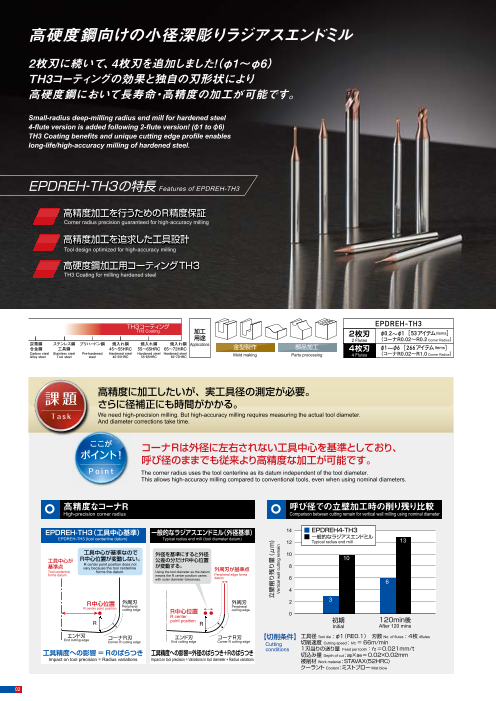
高硬度鋼向けの小径深彫りラジアスエンドミル
2枚刃に続いて、4枚刃を追加しました!(φ1~ φ6)
TH3コーティングの効果と独自の刃形状により
高硬度鋼において長寿命・高精度の加工が可能です。
◆詳細はカタログをダウンロードしご覧いただくか、お気軽にお問い合わせ下さい。
このカタログについて
| ドキュメント名 | 高硬度鋼加工用ラジアスエンドミル エポックディープラジアスエボリューションハード-TH3 EPDREH-TH3 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 2.9Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社MOLDINO (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
高硬度鋼加工用ラジアスエンドミル Radius End Mill for Hardened Steel
エポックディープラジアスエボリューションハード-TH3
Epoch Deep Radius Evolution Hard-TH3
EPDREH-TH3
TH3 ラジアスエンドミルに4枚刃を追加!!
2枚刃はΦ0.2からΦ1まで
図、表等のデータは試験結果の一例であり、保証値ではありません。
「 」は株式会社MOLDINOの登録商標です。 4枚刃はΦ1からΦ6までラインナップ
The diagrams and table data are examples of test results, and are not guaranteed values.
“ ” is a registered trademark of MOLDINO Tool Engineering, Ltd. 4-flute version added to TH3 Radius End Mill!!
Lineup ranges from φ0.2 to φ1 for 2-flute version
安 全 上 の ご 注 意 Attentions on Safety and φ1 to φ6 for 4-flute version
1. 取扱上のご注意 1. Cautions regarding handling
(1)工具をケース(梱包)から取り出す際は、工具の飛び出し、落下にご注意ください。特に工具刃部との接 (1) When removing the tool from its case (packaging), be careful that the tool does not pop out or is
触には十分ご注意をお願いします。 dropped. Be particularly careful regarding contact with the tool flutes.
(2)鋭利な切れ刃を有する工具を取扱う際は、切れ刃を素手で直接触れないように注意してください。 (2) When handling tools with sharp cutting flutes, be careful not to touch the cutting flutes directly with
2. 取付け時のご注意 your bare hands.
(1)ご使用前に、工具の傷・割れ等の外観確認を行っていただき、コレットチャック等への取付けは確実に 2. Cautions regarding mounting
行ってください。 (1) Before use, check the outside appearance of the tool for scratches, cracks, etc. and that it is firmly
(2)ご使用中に、異常な振動等が発生した場合は、直ちに機械を停止させて、その振動の原因を取り除い mounted in the collet chuck, etc.
てください。 (2) If abnormal chattering, etc. occurs during use, stop the machine immediately and remove the cause
3. 使用上のご注意 of the chattering.
(1)切削工具あるいは被削材の寸法・回転の方向は、あらかじめ確認しておいてください。 3. Cautions during use
(2)標準切削条件表の数値は、新しい作業の立上げの目安としてご利用ください。切込みが大きい場合、 (1) Before use, confirm the dimensions and direction of rotation of the tool and milling work material.
使用機械の剛性が小さい場合あるいは被加工物の性状に応じて切削条件を適正に調整してご使用 (2) The numerical values in the standard cutting conditions table should be used as criteria when starting
ください。 new work. The cutting conditions should be adjusted as appropriate when the cutting depth is large,
(3)切削工具材料は硬質の材料です。ご使用中に破損して飛散する場合があります。また、切りくずが飛 the rigidity of the machine being used is low, or according to the conditions of the work material.
散することがあります。これらの飛散物等は作業者を切傷させ、火傷あるいは目に入って負傷させる恐 (3) Cutting tools are made of a hard material. During use, they may break and fly off. In addition, cutting
れがありますので、工具をご使用中はその周囲に安全カバーを取付け、保護めがね等の保護具を着用 chips may also fly off. Since there is a danger of injury to workers, fire, or eye damage from such
して安全な環境下での作業をお願いいたします。 flying pieces, a safety cover should be attached when work is performed and safety equipment such
(4)切削中に発生する火花や、破損による発熱や、切りくずによる引火・火災の危険があります。引火や as safety goggles should be worn to create a safe environment for work.
爆発の危険のあるところでは使用しないでください。不水溶性切削液をご使用される場合は防火対 (4) There is a risk of fire or inflammation due to sparks, heat due to breakage, and cutting chips. Do not
策を必ず行なってください。 use where there is a risk of fire or explosion. Please caution of fire while using oil base coolant, fire
(5)工具を本来の目的以外にはご使用にならないでください。 prevention is necessary.
4. 再研削時のご注意 (5) Do not use the tool for any purpose other than that for which it is intended.
(1)再研削時期が不適当であると工具が破損する恐れがあります。適正な工具と交換するか、再研削を 4. Cautions regarding regrinding
行ってください。
(2)工具を再研削しますと粉塵が発生します。再研削時にはその周囲に安全カバーを取付け、保護め (1) If regrinding is not performed at the proper time, there is a risk of the tool breaking. Replace the tool
がね等の保護具を着用してください。 with one in good condition, or perform regrinding.
(3)本製品には特定化学物質に指定された コバルト及びその無機化合物が含まれています。再研削等の (2) Grinding dust will be created when regrinding a tool. When regrinding, be sure to attach a safety
加工を加える場合は特定化学物質障害予防規則(特化則)に従った取扱いをしてください。 cover over the work area and wear safety clothes such as safety goggles, etc.
(3) This product contains the specified chemical substance cobalt and its inorganic compounds. When
5. 工具に関して、安全上の問題点・不明の点・その他相談がありましたら フ リ ーダ イ ヤ ル 技 術 相 談 へ performing regrinding or similar processing, be sure to handle the processing in accordance with
ご相談ください。 thelocal laws and regulations regarding prevention of hazards due to specified chemical substances.
ホームページ フリーダイヤル技術相談
https://www.moldino.com
MOLDINO Tool Engineering, Ltd.
本社 〒130-0026 東京都墨田区両国4-31-11(ヒューリック両国ビル8階) 工具選定データベース【 TOOLSEARCH】
03-6890-5101 FAX 03-6890-5134
International Sales Dept .: +81-3-6890-5103 FAX +81-3-6890-5128
営業企画部 ☎03-6890-5102 FAX03-6890-5134 海外営業部 ☎03-6890-5103 FAX03-6890-5128
東京営業所 ☎03-6890-5110 FAX03-6890-5133 静岡営業所 ☎054-273-0360 FAX054-273-0361
東北営業所 ☎022-208-5100 FAX022-208-5102 名古屋営業所 ☎052-687-9150 FAX052-687-9144
新潟営業所 ☎0258-87-1224 FAX0258-87-1158 大阪営業所 ☎06-7668-0190 FAX06-7668-0194
東関東営業所 ☎0294-88-9430 FAX0294-88-9432 中四営業所 ☎082-536-2001 FAX082-536-2003
長野営業所 ☎0268-21-3700 FAX0268-21-3711 九州営業所 ☎092-289-7010 FAX092-289-7012
北関東営業所 ☎0276-59-6001 FAX0276-59-6005
神奈川営業所 ☎046-400-9429 FAX046-400-9435
ヨーロッパ/MOLDINO Tool Engineering Europe GmbH Itterpark 12, 40724 Hilden, Germany. TEL : +49-(0)2103-24820, FAX : +49-(0)2103-248230
アメリカ/MITSUBISHI MATERIALS U.S.A. CORPORATION 41700 Gardenbrook Road, Suite 120, Novi, MI 48375-1320 U.S.A. TEL : +1(248)308-2620, FAX :+1(248)308-2627
メキシコ/MMC METAL DE MEXICO, S.A. DE C.V. Av. La Cañada No.16, Parque Industrial Bernardo Quintana, El Marques, Querétaro, CP 76246, México TEL : +52-442-1926800 MOLDINO Tool Engineering, Ltd.
ブラジル/MMC METAL DO BRASIL LTDA. Rua Cincinato Braga, 340 13° andar.Bela Vista – CEP 01333-010 São Paulo – SP ., Brasil TEL : +55(11)3506-5600 FAX : +55(11)3506-5677
タ イ/MMC Hardmetal (Thailand) Co.,Ltd. MOLDINO Division 622 Emporium Tower, Floor 22/1-4, Sukhumvit Road, Klongton, Klongtoey, Bangkok 10110, Thailand TEL:+66-(0)2-661-8175 FAX:+66-(0)2-661-8176
イ ン ド/MMC Hardmetal India Pvt Ltd. H.O.: Prasad Enclave, #118/119, 1st Floor, 2nd Stage, 5th main, BBMP Ward #11, (New #38), Industrial Suburb, Yeshwanthpura, Bengaluru, 560 022, Karnataka, India. Tel : +91-80-2204-3600 New Produc t News No.2102-8 2024-12
掲載価格は2024年12月2日改定後の消費税抜きの単価を表示しております。予告なく、改良・改善のために仕様変更することがあります。
Specifications for the products listed in this catalog are subject to change without notice due to ベジタブルインクで印刷しています。 2024-12(K)GT2
replacement or modification. Printed using vegetable oil ink. Printed in JAPAN 2021-3:FP
Page2
高硬度鋼向けの小径深彫りラジアスエンドミル
課題 高硬度鋼の仕上げ加工では、加工面が綺麗にならない。
2枚刃に続いて、4枚刃を追加しました!(φ1~ φ6) 長時間加工すると加工面が不均一となり、磨きに時間がかかる。
T a s k Milled surface is not smooth enough for finishing of hardened steel.
TH3コーティングの効果と独自の刃形状により Milled surface is uneven when milling for extended periods, which takes time to polish.
高硬度鋼において長寿命・高精度の加工が可能です。 ここが 底刃は切れ味の良いポジ刃形を採用しました。
ポイント! 高硬度鋼においても良好な加工面品位が得られます。
Small-radius deep-milling radius end mill for hardened steel Po i n t A positive cutting edge profile is adopted for the bottom cutting edge.
4-flute version is added following 2-flute version! (φ1 to φ6) Thus, improved milled surface quality for hardened steel is achiveved.
TH3 Coating benefits and unique cutting edge profile enables
long-life/high-accuracy milling of hardened steel.
EPDREH4-TH3 従来品4枚刃 【切削条件】Cutting conditions
Conventional 4flutes radius end mill
底面仕上げ加工 Bottom face finishing
工具径 Tool dia.:φ3( RE0.1)
刃数 No. of flutes: 4枚 4flutes
EPDREH-TH3の特長 Features of EPDREH-TH3 切削速度 Cutting speed: vc=131m/min
1刃当りの送り量 Feed per tooth:fz=0.025mm/t
切込み量 Depth of cut : ap× ae =0.028×0.05mm
高精度加工を行うためのR精度保証 被削材 Work material:STAVAX(52HRC)
クーラント Coolant : ミストブロー Mist blow
Corner radius precision guaranteed for high-accuracy milling
高精度加工を追求した工具設計 Ra : 0.050µm Ra : 0.162µm
Tool design optimized for high-accuracy milling 底面仕上げにおいて映り込み良好( ABCDE の文字を反射)
Good level of shine for bottom face finishing (“ABCDE” text is reflected)
高硬度鋼加工用コーティング TH3
TH3 Coating for milling hardened steel
課題 できるだけ無人運転をしたいが、高硬度鋼の直彫り加工はいつ折れるか心配。
We want to switch to automated operation. But with direct milling of hardened steel,
TH3コーティング EPDREH-TH3 T a s k you never know when a tool might break.
TH3 Coating 加工 2枚刃 φ0.2
用途 ~φ1 [ 53アイテム Items ]
2 Flutes (コーナR0.02~R0.2 Corner Radius)
炭素鋼 ステンレス鋼 プリハードン鋼 焼入れ鋼 焼入れ鋼 焼入れ鋼 Applications
合金鋼 工具鋼 45~55HRC 55~65HRC 65~72HRC 金型製作 部品加工 4枚刃 φ1~φ6 [ 266アイテム Items ] ここが
Carbon steel Stainless steel Pre-hardened Hardened steel Hardened steel Hardened steel 4 Flutes (コーナR0.02~R1.0 Corner Radius) 高硬度鋼向けの超硬母材とTH3コーティングとの組み合わせによって
Alloy steel Tool steel steel 45̃55HRC 55̃65HRC 65̃72HRC
Mold making Parts processing ポイント! 耐摩耗性が向上し、従来より長時間加工が可能!
Po i n t The tools combine carbide base material designed for hardened steel machining with the TH3 Coating,
offering improved wear resistance and allowing longer machining usage over conventional tools!
課題 高精度に加工したいが、実工具径の測定が必要。
さらに径補正にも時間がかかる。 TH3コーティング 11時間の仕上げ加工後も工具損傷は軽微
TH3 Coating Less damage after 11 hours of finish processing
T a s k We need high-precision milling. But high-accuracy milling requires measuring the actual tool diameter.
And diameter corrections take time.
特長及び性能 Features and performance 皮膜構造 加工後の工具写真 【切削条件】 Cutting conditions
Coating structure Tool photo after use
ここが ● 優れた耐摩耗性・耐熱性を有する高硬度皮膜 工具径 Tool dia:φ1( RE0.2)
コーナRは外径に左右されない工具中心を基準としており、 ● 優れた耐衝撃性を有し、突発的な欠損を抑制 優れた耐熱衝撃性を 首下長 Under neck length: 2mm
有する機能皮膜
ポイント! ● 焼入れ鋼など50HRCを超える高硬度鋼の加工 Functional coating with 刃数 No. of flutes:2枚 2 flutes
呼び径のままでも従来より高精度な加工が可能です。 領域において長寿命 outstanding thermal shock
resistance 被削材:STAVAX(52HRC)
・Hard surface coating for outstanding wear and heat resistance Work material
Po i n t The corner radius uses the tool centerline as its datum independent of the tool diameter. ・Outstanding impact resistance to minimize risk of sudden 優れた耐摩耗性、 切削速度:vc =125m/min
damage Cutting speed
This allows high-accuracy milling compared to conventional tools, even when using nominal diameters. 耐熱性を有する新皮膜
・Long tool life when machining hardened steels of 50 HRC or New coating with outstanding
harder wear and heat resistance 1刃当りの送り量:fz = 0.005mm/t
Feed per tooth
ナノ組織を採用 切込み量:ap × ae = 0.005×0.005mm
Depth of cut
ターゲットとなる鋼種 Features a special nanostructure.
Target steel grades 0.25mm
高精度なコーナR 呼び径での立壁加工時の削り残り比較 クーラント:エアーブロー Air blow
超硬母材 Coolant
High-precision corner radius Comparison between cutting remain for vertical wall milling using nominal diameter ● 焼入れ鋼などの高硬度鋼(特に50HRC以上)、 Carbide
ハイス鋼 逃げ面摩耗:0.005mm 加工時間 :11 時間 Hours
・Hardened steels (especially 50 HRC or higher) ; high-speed steel Flank wear Cutting time
⇒仕上げ加工面はP30に掲載しています Finished surface is posted on page 30
EPDREH-TH3(工具中心基準) 一般的なラジアスエンドミル(外径基準) 14 ■ EPDREH4-TH3
EPDREH-TH3 (tool centerline datum) Typical radius end mill (tool diameter datum) ■ 一般的なラジアスエンドミル
12 Typical radius end mill 13
工具中心が基準なので ! “TH3”のココがポイント! TH3は“ナノ組織”の適用により、皮膜の破壊単位を小さくする事に成功!
外径を基準にすると外径 10
工具中心が R中心位置が変動しない。 公差の分だけR中心位置 10
基準点 R center point position does not Point TH3 features a special nanostructure to minimize degradation of the coating layer!
vary because the tool centerline が変動する。 8
Tool centerline forms the datum. Using the tool diameter as the datum 外周刃が基準点
forms datum means the R center position varies Peripheral edge forms
with outer diameter tolerances. datum 6 TH 3 TH3 Coating 従来皮膜 Conventional coating 大きく破壊
6 Significant degradation
4 切削抵抗 小さく破壊
Minimal degradation 切削抵抗
Cutting force Cutting force
R中心位置 外周刃 外周刃 2 3
R center point position Peripheral Peripheral
cutting edge R中心位置 cutting edge
R center 0
R point position 初期 120min後
R Initial After 120 mins
エンド刃 工具径 Tool dia : φ1(RE0.1) 刃数 No. of flutes : 4枚 4flutes
End cutting edge コーナR刃 エンド刃 コーナR刃 【切削条件】
Corner R cutting edge End cutting edge Corner R cutting edge Cutting 切削速度 Cutting speed : vc = 66m/min
1刃当りの送り量 Feed per tooth:fz = 0.021mm/t
工具精度への影響=Rのばらつき 工具精度への影響=外径のばらつき+Rのばらつき conditions 超硬母材 Carbide 超硬母材 Carbide 超硬母材 Carbide 超硬母材 Carbide
切込み量 Depth of cut : ap × ae = 0.02×0.02mm
Impact on tool precision = Radius variations Impact on tool precision = Variations in tool diameter + Radius variations 被削材 Work material : STAVAX(52HRC)
クーラント Coolant : ミストブロー Mist blow
02 03
立壁削り残り量 (μm)
Vertical wall cutting remain
Page3
高硬度鋼向けの小径深彫りラジアスエンドミル
課題 高硬度鋼の仕上げ加工では、加工面が綺麗にならない。
2枚刃に続いて、4枚刃を追加しました!(φ1~ φ6) 長時間加工すると加工面が不均一となり、磨きに時間がかかる。
T a s k Milled surface is not smooth enough for finishing of hardened steel.
TH3コーティングの効果と独自の刃形状により Milled surface is uneven when milling for extended periods, which takes time to polish.
高硬度鋼において長寿命・高精度の加工が可能です。 ここが 底刃は切れ味の良いポジ刃形を採用しました。
ポイント! 高硬度鋼においても良好な加工面品位が得られます。
Small-radius deep-milling radius end mill for hardened steel Po i n t A positive cutting edge profile is adopted for the bottom cutting edge.
4-flute version is added following 2-flute version! (φ1 to φ6) Thus, improved milled surface quality for hardened steel is achiveved.
TH3 Coating benefits and unique cutting edge profile enables
long-life/high-accuracy milling of hardened steel.
EPDREH4-TH3 従来品4枚刃 【切削条件】Cutting conditions
Conventional 4flutes radius end mill
底面仕上げ加工 Bottom face finishing
工具径 Tool dia.:φ3( RE0.1)
刃数 No. of flutes: 4枚 4flutes
EPDREH-TH3の特長 Features of EPDREH-TH3 切削速度 Cutting speed: vc=131m/min
1刃当りの送り量 Feed per tooth:fz=0.025mm/t
切込み量 Depth of cut : ap× ae =0.028×0.05mm
高精度加工を行うためのR精度保証 被削材 Work material:STAVAX(52HRC)
クーラント Coolant : ミストブロー Mist blow
Corner radius precision guaranteed for high-accuracy milling
高精度加工を追求した工具設計 Ra : 0.050µm Ra : 0.162µm
Tool design optimized for high-accuracy milling 底面仕上げにおいて映り込み良好( ABCDE の文字を反射)
Good level of shine for bottom face finishing (“ABCDE” text is reflected)
高硬度鋼加工用コーティング TH3
TH3 Coating for milling hardened steel
課題 できるだけ無人運転をしたいが、高硬度鋼の直彫り加工はいつ折れるか心配。
We want to switch to automated operation. But with direct milling of hardened steel,
TH3コーティング EPDREH-TH3 T a s k you never know when a tool might break.
TH3 Coating 加工 2枚刃 φ0.2
用途 ~φ1 [ 53アイテム Items ]
2 Flutes (コーナR0.02~R0.2 Corner Radius)
炭素鋼 ステンレス鋼 プリハードン鋼 焼入れ鋼 焼入れ鋼 焼入れ鋼 Applications
合金鋼 工具鋼 45~55HRC 55~65HRC 65~72HRC 金型製作 部品加工 4枚刃 φ1~φ6 [ 266アイテム Items ] ここが
Carbon steel Stainless steel Pre-hardened Hardened steel Hardened steel Hardened steel 4 Flutes (コーナR0.02~R1.0 Corner Radius) 高硬度鋼向けの超硬母材とTH3コーティングとの組み合わせによって
Alloy steel Tool steel steel 45̃55HRC 55̃65HRC 65̃72HRC
Mold making Parts processing ポイント! 耐摩耗性が向上し、従来より長時間加工が可能!
Po i n t The tools combine carbide base material designed for hardened steel machining with the TH3 Coating,
offering improved wear resistance and allowing longer machining usage over conventional tools!
課題 高精度に加工したいが、実工具径の測定が必要。
さらに径補正にも時間がかかる。 TH3コーティング 11時間の仕上げ加工後も工具損傷は軽微
TH3 Coating Less damage after 11 hours of finish processing
T a s k We need high-precision milling. But high-accuracy milling requires measuring the actual tool diameter.
And diameter corrections take time.
特長及び性能 Features and performance 皮膜構造 加工後の工具写真 【切削条件】 Cutting conditions
Coating structure Tool photo after use
ここが ● 優れた耐摩耗性・耐熱性を有する高硬度皮膜 工具径 Tool dia:φ1( RE0.2)
コーナRは外径に左右されない工具中心を基準としており、 ● 優れた耐衝撃性を有し、突発的な欠損を抑制 優れた耐熱衝撃性を 首下長 Under neck length: 2mm
有する機能皮膜
ポイント! ● 焼入れ鋼など50HRCを超える高硬度鋼の加工 Functional coating with 刃数 No. of flutes:2枚 2 flutes
呼び径のままでも従来より高精度な加工が可能です。 領域において長寿命 outstanding thermal shock
resistance 被削材:STAVAX(52HRC)
・Hard surface coating for outstanding wear and heat resistance Work material
Po i n t The corner radius uses the tool centerline as its datum independent of the tool diameter. ・Outstanding impact resistance to minimize risk of sudden 優れた耐摩耗性、 切削速度:vc =125m/min
damage Cutting speed
This allows high-accuracy milling compared to conventional tools, even when using nominal diameters. 耐熱性を有する新皮膜
・Long tool life when machining hardened steels of 50 HRC or New coating with outstanding
harder wear and heat resistance 1刃当りの送り量:fz = 0.005mm/t
Feed per tooth
ナノ組織を採用 切込み量:ap × ae = 0.005×0.005mm
Depth of cut
ターゲットとなる鋼種 Features a special nanostructure.
Target steel grades 0.25mm
高精度なコーナR 呼び径での立壁加工時の削り残り比較 クーラント:エアーブロー Air blow
超硬母材 Coolant
High-precision corner radius Comparison between cutting remain for vertical wall milling using nominal diameter ● 焼入れ鋼などの高硬度鋼(特に50HRC以上)、 Carbide
ハイス鋼 逃げ面摩耗:0.005mm 加工時間 :11 時間 Hours
・Hardened steels (especially 50 HRC or higher) ; high-speed steel Flank wear Cutting time
⇒仕上げ加工面はP30に掲載しています Finished surface is posted on page 30
EPDREH-TH3(工具中心基準) 一般的なラジアスエンドミル(外径基準) 14 ■ EPDREH4-TH3
EPDREH-TH3 (tool centerline datum) Typical radius end mill (tool diameter datum) ■ 一般的なラジアスエンドミル
12 Typical radius end mill 13
工具中心が基準なので ! “TH3”のココがポイント! TH3は“ナノ組織”の適用により、皮膜の破壊単位を小さくする事に成功!
外径を基準にすると外径 10
工具中心が R中心位置が変動しない。 公差の分だけR中心位置 10
基準点 R center point position does not Point TH3 features a special nanostructure to minimize degradation of the coating layer!
vary because the tool centerline が変動する。 8
Tool centerline forms the datum. Using the tool diameter as the datum 外周刃が基準点
forms datum means the R center position varies Peripheral edge forms
with outer diameter tolerances. datum 6 TH 3 TH3 Coating 従来皮膜 Conventional coating 大きく破壊
6 Significant degradation
4 切削抵抗 小さく破壊
Minimal degradation 切削抵抗
Cutting force Cutting force
R中心位置 外周刃 外周刃 2 3
R center point position Peripheral Peripheral
cutting edge R中心位置 cutting edge
R center 0
R point position 初期 120min後
R Initial After 120 mins
エンド刃 工具径 Tool dia : φ1(RE0.1) 刃数 No. of flutes : 4枚 4flutes
End cutting edge コーナR刃 エンド刃 コーナR刃 【切削条件】
Corner R cutting edge End cutting edge Corner R cutting edge Cutting 切削速度 Cutting speed : vc = 66m/min
1刃当りの送り量 Feed per tooth:fz = 0.021mm/t
工具精度への影響=Rのばらつき 工具精度への影響=外径のばらつき+Rのばらつき conditions 超硬母材 Carbide 超硬母材 Carbide 超硬母材 Carbide 超硬母材 Carbide
切込み量 Depth of cut : ap × ae = 0.02×0.02mm
Impact on tool precision = Radius variations Impact on tool precision = Variations in tool diameter + Radius variations 被削材 Work material : STAVAX(52HRC)
クーラント Coolant : ミストブロー Mist blow
02 03
立壁削り残り量 (μm)
Vertical wall cutting remain
Page4
外径/コーナR 、 外径/首下長 別 インデックス アイテム別たわみ性比較
Lineup by tool d iameter /corner radius and tool d iameter /under neck length Indiv idual tool def lect ion compar ison
2枚刃 EPDREH2 工具選定の目安にご活用ください 固定端
2 Flutes
Please use this information as one criteria for selecting tool Fixed end
■ 外径/コーナR ■ 外径/首下長
Tool diameter/corner radius Tool diameter/under neck length 【注意】 【計算方法】
・たわみ性に関しましては、弾性体として独自の計算式で計算した ・片持ち梁として計算
コーナR 外径 Tool dia.(mm) 首下長 外径 Tool dia.(mm) 数値となっております。 ・テーパ開始部を固定端とする
Corner Under neck ・刃先の最外径部に一定荷重を負荷
radius ・刃溝は考慮していないため、正確なたわみ性を示すものではあり
(mm) φ0.2 φ0.3 φ0.4 φ0.5 φ0.6 φ0.8 φ1.0 length
(mm) φ0.2 φ0.3 φ0.4 φ0.5 φ0.6 φ0.8 φ1.0 ません。また、実際の切削中のたわみ量とは異なりますので、精度 ・刃先の最外径部(荷重負荷位置)での
0.02 ● ● ● ● ● ● ● 0.5 ● を保証するものではありません。 たわみを計算
0.05 ● ● ● ● ● ● ● 1 ● ● ● ● 【Note】 【Method of calculation】
・The calculated deflections are based on MOLDINO equations that treat the tool as an elastic ・Calculated as a cantilever beam
・The start of the taper is set as a fixed end
0.1 ● ● ● ● ● 2 ● ● ● ● ● ● body.
・The data here does not account for flute and does not indicate deflection accurately. ・A uniform load is applied at the outermost diameter
section of the flute tip Uniform load
0.2 3 ● This is not a guarantee of accuracy. Actual deflection will vary during machining. ・The deflection is calculated at the outermost diameter
section of the flute tip (loading point) 一定荷重
0.3 4 ● ● ●
6 ●
8 ● 活用例 EPDREH2010-2-002=0.36 EPDREH2010-4-002=1.61首下2は首下4よりも(1.61/0.36= 4.47)倍、静剛性が高い
Example EPDREH2010-2-002 = 0.36, EPDREH2010-4-002 = 1.61: under neck length 2 is stiffer (1.61/0.36 = 4.47 times stiffer) than under neck 4
2枚刃 たわみ性(数値が小さい方が高剛性となります。)
4枚刃 EPDREH4 2 Flutes EPDREH2 Deflection characteristics (Smaller values indicate greater rigidity.)
4 Flutes コーナR 首下長 外径 Tool dia.(mm) コーナR 首下長 外径 Tool dia.(mm) コーナR 首下長 外径 Tool dia.(mm)
Corner Under neck Corner Under neck Corner Under neck
radius length length
(mm) (mm) 0.2 0.3 0.4 0.5 0.6 0.8 1 radius
(mm) 0.2 0.3 0.4 0.5 0.6 0.8 1 radius length
(mm) (mm) (mm) 0.4 0.5 0.6 0.8 1
■ 外径/コーナR ■ 外径/首下長 0.5 3.86 0.5 3.42 1 1.31 0.67
Tool diameter/corner radius Tool diameter/under neck length 1 19.8 4.09 1.53 0.77 1 18.3 3.82 1.45 0.74 2 6.77 2.98 1.57 0.61 0.34
2 23.4 7.51 3.28 1.72 0.66 0.36 2 22.5 7.23 3.17 1.67 0.64 0.35 0.1 3 8.49
コーナR 外径 Tool dia.(mm) 首下長 外径 Tool dia.(mm) 0.02 3 9.12 0.05 3 8.88 4 9.16 3.10 1.54
Corner Under neck 4 9.67 3.26 1.61 4 9.48 3.20 1.59 6 4.38
radius length
(mm) φ1.0 φ1.5 φ2 φ3 φ4 φ5 φ6 (mm) φ1.0 φ1.5 φ2 φ3 φ4 φ5 φ6 6 4.54 6 4.48 8 9.59
8 9.86 8 9.76 2 0.55 0.31
0.02 ★ ★ ★ 1.5 ★
0.2 4 2.90 1.44
0.05 ★ ★ ★ ★ 2 ★ ★ 6 4.19
8 9.26
0.1 ★ ★ ★ ★ ★ ★ ★ 2.5 ★ ★
0.2 ★ ★ ★ ★ ★ ★ ★ 3 ★ ★ ★ 4枚刃
0.3 ★ ★ ★ ★ ★ ★ ★ 4 ★ ★ ★ ★ 4 Flutes EPDREH4
0.5 ★ ★ ★ ★ ★ ★ 5 ★ ★ ★
コーナR 首下長 外径 Tool dia.(mm) コーナR 首下長 外径 Tool dia.(mm) コーナR 首下長 外径 Tool dia.(mm)
1 ★ ★ ★ 6 ★ ★ ★ ★ Corner Under neck Corner Under neck Corner Under neck
radius length radius length
(mm) (mm) 1 1.5 2 3 4 5 6 (mm) (mm) 1 1.5 2 3 4 5 6 radius length
(mm) (mm) 1.5 2 3 4 5 6
8 ★ ★ ★ ★ ★ 1.5 0.21 18 1.33 0.43 0.06 16 0.93 0.30
10 ★ ★ ★ ★ ★ 2 0.34 0.10 20 1.77 0.57 0.22 18 1.29 0.41 0.06
2.5 0.52 0.06 22
3 0.77 0.21 0.08 0.1 0.74 20 1.72 0.55 0.21
12 ★ ★ ★ ★ ★ 24 0.94 0.14 0.3 22 0.72
14 ★ ★ 0.02 4 1.50 0.37 0.14 25 0.40 24 0.91 0.14
5 2.62 0.62 0.22 30 0.28 25 0.39
15 ★ 6 4.20 0.97 0.34 1.5 0.18 30 0.27
16 ★ ★ 8 9.11 2.02 0.69 2 0.29 0.09 2 0.07
10 3.65 1.23 2.5 0.45 0.05 2.5 0.04
18 ★ ★ ★ 12 6.01 2.01 3 0.67 0.18 0.07 3 0.15 0.06
20 ★ ★ ★ 1.5 0.20 4 1.34 0.34 0.13 0.04 4 0.29 0.11 0.04
2 0.33 0.10 5 2.38 0.57 0.21 5 0.49 0.18
22 ★ 2.5 0.51 0.06 6 3.88 0.90 0.32 0.09 6 0.79 0.28 0.08
3 0.75 0.20 0.08 8 8.56 1.90 0.65 0.16 0.05 8 1.72 0.59 0.15 0.05
24 ★ ★ 4 1.47 0.37 0.14 0.04 10 3.48 1.18 0.28 0.09 0.03 10 3.20 1.09 0.26 0.09 0.03
25 ★ 5 2.58 0.61 0.22 0.2 12 5.76 1.93 0.45 0.15 0.02
14 0.5 12 5.37 1.80 0.42 0.14 0.02
0.05 6 4.15 0.96 0.34 0.09 0.67 0.22 14 0.63 0.20
30 ★ 8 9.02 2.00 0.69 0.17 15 0.10 15 0.09
10 3.62 1.22 0.29 16 0.95 0.31 16 0.90 0.29
12 5.97 2.00 0.46 18 1.31 0.42 0.06 18 1.25 0.40 0.06
14 0.68 20 1.74 0.56 0.21 20 1.67 0.54 0.20
16 0.97 22 0.73 22 0.70
18 1.34 24 0.92 0.14 24 0.89 0.14
20 1.78 25 0.40 25 0.38
1.5 0.19 30 0.27 30 0.27
2 0.32 0.10 1.5 0.16 8 0.04
2.5 0.49 0.06 2 0.26 0.08 10 0.08 0.03
3 0.73 0.20 0.08 2.5 0.41 0.05 12 0.12 0.02
4 1.43 0.36 0.13 0.04 3 0.62 0.17 0.07 14 0.19
5 2.51 0.60 0.22 4 1.26 0.32 0.12 0.04 15 0.08
0.1 6 4.05 0.94 0.33 0.09 5 2.26
8 8.86 1.96 0.68 0.17 0.06 0.3 0.54 0.20
6 1 16 0.27
3.70 0.86 0.31 0.08 18 0.37 0.05
10 3.57 1.21 0.29 0.09 0.03 8 8.27 1.84 0.63 0.16 0.05 20 0.50 0.19
12 5.90 1.97 0.46 0.15 0.02 10 3.38 1.15 0.27 0.09 0.03 22 0.66
14 0.68 0.22 12 5.63 1.88 0.44 0.14 0.02 24 0.84 0.13
★印:新商品の標準在庫品です。 ●印:標準在庫品です。 15 0.10 14 0.65 0.21 25 0.36
★:Stocked items of new products ●:Stocked items. 16 0.97 0.31 15 0.10 30 0.25
04 05
Page5
外径/コーナR 、 外径/首下長 別 インデックス アイテム別たわみ性比較
Lineup by tool d iameter /corner radius and tool d iameter /under neck length Indiv idual tool def lect ion compar ison
2枚刃 EPDREH2 工具選定の目安にご活用ください 固定端
2 Flutes
Please use this information as one criteria for selecting tool Fixed end
■ 外径/コーナR ■ 外径/首下長
Tool diameter/corner radius Tool diameter/under neck length 【注意】 【計算方法】
・たわみ性に関しましては、弾性体として独自の計算式で計算した ・片持ち梁として計算
コーナR 外径 Tool dia.(mm) 首下長 外径 Tool dia.(mm) 数値となっております。 ・テーパ開始部を固定端とする
Corner Under neck ・刃先の最外径部に一定荷重を負荷
radius ・刃溝は考慮していないため、正確なたわみ性を示すものではあり
(mm) φ0.2 φ0.3 φ0.4 φ0.5 φ0.6 φ0.8 φ1.0 length
(mm) φ0.2 φ0.3 φ0.4 φ0.5 φ0.6 φ0.8 φ1.0 ません。また、実際の切削中のたわみ量とは異なりますので、精度 ・刃先の最外径部(荷重負荷位置)での
0.02 ● ● ● ● ● ● ● 0.5 ● を保証するものではありません。 たわみを計算
0.05 ● ● ● ● ● ● ● 1 ● ● ● ● 【Note】 【Method of calculation】
・The calculated deflections are based on MOLDINO equations that treat the tool as an elastic ・Calculated as a cantilever beam
・The start of the taper is set as a fixed end
0.1 ● ● ● ● ● 2 ● ● ● ● ● ● body.
・The data here does not account for flute and does not indicate deflection accurately. ・A uniform load is applied at the outermost diameter
section of the flute tip Uniform load
0.2 3 ● This is not a guarantee of accuracy. Actual deflection will vary during machining. ・The deflection is calculated at the outermost diameter
section of the flute tip (loading point) 一定荷重
0.3 4 ● ● ●
6 ●
8 ● 活用例 EPDREH2010-2-002=0.36 EPDREH2010-4-002=1.61首下2は首下4よりも(1.61/0.36= 4.47)倍、静剛性が高い
Example EPDREH2010-2-002 = 0.36, EPDREH2010-4-002 = 1.61: under neck length 2 is stiffer (1.61/0.36 = 4.47 times stiffer) than under neck 4
2枚刃 たわみ性(数値が小さい方が高剛性となります。)
4枚刃 EPDREH4 2 Flutes EPDREH2 Deflection characteristics (Smaller values indicate greater rigidity.)
4 Flutes コーナR 首下長 外径 Tool dia.(mm) コーナR 首下長 外径 Tool dia.(mm) コーナR 首下長 外径 Tool dia.(mm)
Corner Under neck Corner Under neck Corner Under neck
radius length length
(mm) (mm) 0.2 0.3 0.4 0.5 0.6 0.8 1 radius
(mm) 0.2 0.3 0.4 0.5 0.6 0.8 1 radius length
(mm) (mm) (mm) 0.4 0.5 0.6 0.8 1
■ 外径/コーナR ■ 外径/首下長 0.5 3.86 0.5 3.42 1 1.31 0.67
Tool diameter/corner radius Tool diameter/under neck length 1 19.8 4.09 1.53 0.77 1 18.3 3.82 1.45 0.74 2 6.77 2.98 1.57 0.61 0.34
2 23.4 7.51 3.28 1.72 0.66 0.36 2 22.5 7.23 3.17 1.67 0.64 0.35 0.1 3 8.49
コーナR 外径 Tool dia.(mm) 首下長 外径 Tool dia.(mm) 0.02 3 9.12 0.05 3 8.88 4 9.16 3.10 1.54
Corner Under neck 4 9.67 3.26 1.61 4 9.48 3.20 1.59 6 4.38
radius length
(mm) φ1.0 φ1.5 φ2 φ3 φ4 φ5 φ6 (mm) φ1.0 φ1.5 φ2 φ3 φ4 φ5 φ6 6 4.54 6 4.48 8 9.59
8 9.86 8 9.76 2 0.55 0.31
0.02 ★ ★ ★ 1.5 ★
0.2 4 2.90 1.44
0.05 ★ ★ ★ ★ 2 ★ ★ 6 4.19
8 9.26
0.1 ★ ★ ★ ★ ★ ★ ★ 2.5 ★ ★
0.2 ★ ★ ★ ★ ★ ★ ★ 3 ★ ★ ★ 4枚刃
0.3 ★ ★ ★ ★ ★ ★ ★ 4 ★ ★ ★ ★ 4 Flutes EPDREH4
0.5 ★ ★ ★ ★ ★ ★ 5 ★ ★ ★
コーナR 首下長 外径 Tool dia.(mm) コーナR 首下長 外径 Tool dia.(mm) コーナR 首下長 外径 Tool dia.(mm)
1 ★ ★ ★ 6 ★ ★ ★ ★ Corner Under neck Corner Under neck Corner Under neck
radius length radius length
(mm) (mm) 1 1.5 2 3 4 5 6 (mm) (mm) 1 1.5 2 3 4 5 6 radius length
(mm) (mm) 1.5 2 3 4 5 6
8 ★ ★ ★ ★ ★ 1.5 0.21 18 1.33 0.43 0.06 16 0.93 0.30
10 ★ ★ ★ ★ ★ 2 0.34 0.10 20 1.77 0.57 0.22 18 1.29 0.41 0.06
2.5 0.52 0.06 22
3 0.77 0.21 0.08 0.1 0.74 20 1.72 0.55 0.21
12 ★ ★ ★ ★ ★ 24 0.94 0.14 0.3 22 0.72
14 ★ ★ 0.02 4 1.50 0.37 0.14 25 0.40 24 0.91 0.14
5 2.62 0.62 0.22 30 0.28 25 0.39
15 ★ 6 4.20 0.97 0.34 1.5 0.18 30 0.27
16 ★ ★ 8 9.11 2.02 0.69 2 0.29 0.09 2 0.07
10 3.65 1.23 2.5 0.45 0.05 2.5 0.04
18 ★ ★ ★ 12 6.01 2.01 3 0.67 0.18 0.07 3 0.15 0.06
20 ★ ★ ★ 1.5 0.20 4 1.34 0.34 0.13 0.04 4 0.29 0.11 0.04
2 0.33 0.10 5 2.38 0.57 0.21 5 0.49 0.18
22 ★ 2.5 0.51 0.06 6 3.88 0.90 0.32 0.09 6 0.79 0.28 0.08
3 0.75 0.20 0.08 8 8.56 1.90 0.65 0.16 0.05 8 1.72 0.59 0.15 0.05
24 ★ ★ 4 1.47 0.37 0.14 0.04 10 3.48 1.18 0.28 0.09 0.03 10 3.20 1.09 0.26 0.09 0.03
25 ★ 5 2.58 0.61 0.22 0.2 12 5.76 1.93 0.45 0.15 0.02
14 0.5 12 5.37 1.80 0.42 0.14 0.02
0.05 6 4.15 0.96 0.34 0.09 0.67 0.22 14 0.63 0.20
30 ★ 8 9.02 2.00 0.69 0.17 15 0.10 15 0.09
10 3.62 1.22 0.29 16 0.95 0.31 16 0.90 0.29
12 5.97 2.00 0.46 18 1.31 0.42 0.06 18 1.25 0.40 0.06
14 0.68 20 1.74 0.56 0.21 20 1.67 0.54 0.20
16 0.97 22 0.73 22 0.70
18 1.34 24 0.92 0.14 24 0.89 0.14
20 1.78 25 0.40 25 0.38
1.5 0.19 30 0.27 30 0.27
2 0.32 0.10 1.5 0.16 8 0.04
2.5 0.49 0.06 2 0.26 0.08 10 0.08 0.03
3 0.73 0.20 0.08 2.5 0.41 0.05 12 0.12 0.02
4 1.43 0.36 0.13 0.04 3 0.62 0.17 0.07 14 0.19
5 2.51 0.60 0.22 4 1.26 0.32 0.12 0.04 15 0.08
0.1 6 4.05 0.94 0.33 0.09 5 2.26
8 8.86 1.96 0.68 0.17 0.06 0.3 0.54 0.20
6 1 16 0.27
3.70 0.86 0.31 0.08 18 0.37 0.05
10 3.57 1.21 0.29 0.09 0.03 8 8.27 1.84 0.63 0.16 0.05 20 0.50 0.19
12 5.90 1.97 0.46 0.15 0.02 10 3.38 1.15 0.27 0.09 0.03 22 0.66
14 0.68 0.22 12 5.63 1.88 0.44 0.14 0.02 24 0.84 0.13
★印:新商品の標準在庫品です。 ●印:標準在庫品です。 15 0.10 14 0.65 0.21 25 0.36
★:Stocked items of new products ●:Stocked items. 16 0.97 0.31 15 0.10 30 0.25
04 05
Page6
ラインナップ
Line Up
2枚刃
2 Flutes コーナ半径RE公差:±0.005mm(中心基準)
Tolerance on corner radius RE (centerline datum)
RE θκ
ラジアス Radius
DC 【注意】
エポックディープラジアスエボリュ-ション 実有効
2枚刃 首下長
APMX 15° EPDRE-ATHとは勾配角に対する実有
2 Flutes LU
LF 効首下長が異なります。 Effective
under neck
再度ご確認お願いいたします。 length
※2枚刃はバックドラフト形状(強バックテーパ)を採用しています。 勾配角
The 2-flute tool uses a backdraft profile (with strong back taper). 【Note】 Draft 干渉角度θκ
The actual effective under neck length with angle
Interference
respect to the draft angle differs from the angle
ねじれ30°
EPDREH2 - . - -TH3 超硬
Carbide Helix angle EPDREH2 - . - -TH3 Epoch Deep Radius Evolution EPDRE-ATH.
Please be sure to check this.
寸 法 Size(mm) 干渉角度 勾配角に対する実有効首下長 希望小売 寸 法 Size(mm) 干渉角度 勾配角に対する実有効首下長 希望小売
商品コード 在庫 外径 コーナ半径 首下長 刃長 首径 全長 シャンク径 Interference
angle Effective under neck length 価格(円) 商品コード 在庫 外径 コーナ半径 首下長 刃長 首径 全長 シャンク径 Interference Effective under neck length 価格(円)
Tool Corner Under neck Flute Neck Overall Shank with respect to draft angle with respect to draft angle
Item code Stock dia. radius length length dia. length dia. (°) Tool Corner Under neck Flute Neck Overall Shank angle
Suggested
retail price Item code Stock dia. radius length length dia. length dia. (°) Suggested
retail price
DC RE LU APMX DN LF DCONMS θκ 0.5° 1° 1.5° 2° 3° (¥) DC RE LU APMX DN LF DCONMS θκ 0.5° 1° 1.5° 2° 3° (¥)
EPDREH2002-0.5-002-TH3 ● 0.5 13.99 0.57 0.59 0.61 0.63 0.68 11,680 EPDREH2010-2-002-TH3 ● 2 11.04 2.18 2.25 2.33 2.42 2.62 5,980
0.02
EPDREH2002-1-002-TH3 ● 1 13.16 1.09 1.12 1.16 1.21 1.30 11,680 EPDREH2010-4-002-TH3 ● 4 8.80 4.24 4.39 4.55 4.72 5.10 5,980
0.2 0.15 0.17 50 4 0.02
EPDREH2002-0.5-005-TH3 ● 0.5 14.05 0.57 0.59 0.61 0.63 0.67 11,680 EPDREH2010-6-002-TH3 ● 6 7.32 6.31 6.53 6.77 7.02 7.59 6,490
0.05
EPDREH2002-1-005-TH3 ● 1 13.21 1.08 1.12 1.16 1.20 1.30 11,680 EPDREH2010-8-002-TH3 ● 8 6.26 8.38 8.67 8.98 9.32 10.07 6,490
EPDREH2003-1-002-TH3 ● 1 13.12 1.09 1.12 1.16 1.21 1.30 11,290 EPDREH2010-2-005-TH3 ● 2 11.08 2.18 2.25 2.33 2.42 2.61 5,980
0.02
EPDREH2003-2-002-TH3 ● 2 11.70 2.12 2.19 2.27 2.36 2.55 11,290 EPDREH2010-4-005-TH3 ● 4 8.83 4.24 4.39 4.55 4.72 5.09 5,980
0.3 0.25 0.27 50 4 0.05
EPDREH2003-1-005-TH3 ● 1 13.17 1.08 1,12 1.16 1.20 1.30 11,290 EPDREH2010-6-005-TH3 ● 6 7.34 6.31 6.53 6.76 7.02 7.58 6,490
0.05
EPDREH2003-2-005-TH3 ● 2 11.73 2.12 2.19 2.27 2.35 2.54 11,290 EPDREH2010-8-005-TH3 ● 8 6.27 8.38 8.67 8.98 9.32 10.07 6,490
1 0.8 0.94 50 4
EPDREH2004-1-002-TH3 ● 1 13.07 1.09 1.12 1.16 1.21 1.30 7,530 EPDREH2010-2-01-TH3 ● 2 11.16 2.17 2.25 2.33 2.41 2.60 5,980
0.02
EPDREH2004-2-002-TH3 ● 2 11.62 2.12 2.19 2.27 2.36 2.55 7,530 EPDREH2010-4-01-TH3 ● 4 8.88 4.24 4.39 4.54 4.71 5.08 5,980
0.1
EPDREH2004-1-005-TH3 ● 1 13.12 1.08 1.12 1.16 1.20 1.30 7,530 EPDREH2010-6-01-TH3 ● 6 7.37 6.31 6.53 6.76 7.01 7.57 6,490
0.4 0.05 0.3 0.37 50 4
EPDREH2004-2-005-TH3 ● 2 11.66 2.12 2.19 2.27 2.35 2.54 7,530 EPDREH2010-8-01-TH3 ● 8 6.29 8.38 8.67 8.97 9.31 10.06 6,490
EPDREH2004-1-01-TH3 ● 1 13.21 1.08 1.12 1.15 1.19 1.28 7,530 EPDREH2010-2-02-TH3 ● 2 11.30 2.17 2.24 2.31 2.39 2.57 5,980
0.1
EPDREH2004-2-01-TH3 ● 2 11.73 2.12 2.19 2.26 2.34 2.53 7,530 EPDREH2010-4-02-TH3 ● 4 8.97 4.24 4.38 4.53 4.69 5.06 5,980
0.2
EPDREH2005-1-002-TH3 ● 1 13.03 1.09 1.12 1.16 1.21 1.30 6,110 EPDREH2010-6-02-TH3 ● 6 7.43 6.31 6.52 6.75 6.99 7.55 6,490
EPDREH2005-2-002-TH3 ● 0.02 2 11.55 2.12 2.19 2.27 2.36 2.55 6,110 EPDREH2010-8-02-TH3 ● 8 6.34 8.37 8.66 8.96 9.29 10.03 6,490
EPDREH2005-3-002-TH3 ● 3 10.37 3.15 3.26 3.38 3.51 3.79 6,110
EPDREH2005-1-005-TH3 ● 1 13.08 1.08 1.12 1.16 1.20 1.30 6,110
EPDREH2005-2-005-TH3 ● 0.5 0.05 2 0.35 0.47 50 4 11.59 2.12 2.19 2.27 2.35 2.54 6,110 EPDREH2の切削条件は15~18ページをご確認ください。For detailed information on the EPDREH2 cutting conditions, refer to pages 15 to 18.
EPDREH2005-3-005-TH3 ● 3 10.40 3.15 3.26 3.38 3.50 3.78 6,110
EPDREH2005-1-01-TH3 ● 1 13.16 1.08 1.12 1.15 1.19 1.28 6,110
EPDREH2005-2-01-TH3 ● 0.1 2 11.66 2.12 2.19 2.26 2.34 2.53 6,110
EPDREH2005-3-01-TH3 ● 3 10.46 3.15 3.26 3.37 3.49 3.77 6,110
EPDREH2006-2-002-TH3 ● 2 11.47 2.12 2.19 2.27 2.36 2.55 6,110
0.02
EPDREH2006-4-002-TH3 ● 4 9.31 4.19 4.33 4.49 4.66 5.03 6,110
EPDREH2006-2-005-TH3 ● 2 11.51 2.12 2.19 2.27 2.35 2.54 6,110
0.6 0.05 0.4 0.57 50 4
EPDREH2006-4-005-TH3 ● 4 9.33 4.19 4.33 4.48 4.65 5.03 6,110
EPDREH2006-2-01-TH3 ● 2 11.58 2.12 2.19 2.26 2.34 2.53 6,110
0.1
EPDREH2006-4-01-TH3 ● 4 9.38 4.18 4.33 4.48 4.64 5.01 6,110
EPDREH2008-2-002-TH3 ● 2 11.30 2.12 2.19 2.27 2.36 2.55 7,010
0.02
EPDREH2008-4-002-TH3 ● 4 9.09 4.19 4.33 4.49 4.66 5.03 7,010
EPDREH2008-2-005-TH3 ● 2 11.35 2.12 2.19 2.27 2.35 2.54 7,010
0.05
EPDREH2008-4-005-TH3 ● 4 9.12 4.19 4.33 4.48 4.65 5.03 7,010
0.8 0.5 0.77 50 4
EPDREH2008-2-01-TH3 ● 2 11.42 2.12 2.19 2.26 2.34 2.53 7,010
0.1
EPDREH2008-4-01-TH3 ● 4 9.16 4.18 4.33 4.48 4.64 5.01 7,010
EPDREH2008-2-02-TH3 ● 2 11.56 2.11 2.18 2.25 2.33 2.50 7,010
0.2
EPDREH2008-4-02-TH3 ● 4 9.25 4.18 4.32 4.47 4.63 4.99 7,010
再研磨対応範囲一覧表 Regrinding compatibility range table
商品コード 商品名称 形 状 再研磨対応外径範囲(㎜)
Re-grinding compatibility range
Item code Product name Shape 外周 Outer dia. エンド End
EPDREH2-TH3 エポックディープラジアスエボリューションハード-TH3( 2枚刃)
Epoch Deep Radius Evolution Hard-TH3 (2 Flutes) × ×
●印:標準在庫品です。 ●:Stocked items.
06 07
DN
DCONMS
Page7
ラインナップ
Line Up
2枚刃
2 Flutes コーナ半径RE公差:±0.005mm(中心基準)
Tolerance on corner radius RE (centerline datum)
RE θκ
ラジアス Radius
DC 【注意】
エポックディープラジアスエボリュ-ション 実有効
2枚刃 首下長
APMX 15° EPDRE-ATHとは勾配角に対する実有
2 Flutes LU
LF 効首下長が異なります。 Effective
under neck
再度ご確認お願いいたします。 length
※2枚刃はバックドラフト形状(強バックテーパ)を採用しています。 勾配角
The 2-flute tool uses a backdraft profile (with strong back taper). 【Note】 Draft 干渉角度θκ
The actual effective under neck length with angle
Interference
respect to the draft angle differs from the angle
ねじれ30°
EPDREH2 - . - -TH3 超硬
Carbide Helix angle EPDREH2 - . - -TH3 Epoch Deep Radius Evolution EPDRE-ATH.
Please be sure to check this.
寸 法 Size(mm) 干渉角度 勾配角に対する実有効首下長 希望小売 寸 法 Size(mm) 干渉角度 勾配角に対する実有効首下長 希望小売
商品コード 在庫 外径 コーナ半径 首下長 刃長 首径 全長 シャンク径 Interference
angle Effective under neck length 価格(円) 商品コード 在庫 外径 コーナ半径 首下長 刃長 首径 全長 シャンク径 Interference Effective under neck length 価格(円)
Tool Corner Under neck Flute Neck Overall Shank with respect to draft angle with respect to draft angle
Item code Stock dia. radius length length dia. length dia. (°) Tool Corner Under neck Flute Neck Overall Shank angle
Suggested
retail price Item code Stock dia. radius length length dia. length dia. (°) Suggested
retail price
DC RE LU APMX DN LF DCONMS θκ 0.5° 1° 1.5° 2° 3° (¥) DC RE LU APMX DN LF DCONMS θκ 0.5° 1° 1.5° 2° 3° (¥)
EPDREH2002-0.5-002-TH3 ● 0.5 13.99 0.57 0.59 0.61 0.63 0.68 11,680 EPDREH2010-2-002-TH3 ● 2 11.04 2.18 2.25 2.33 2.42 2.62 5,980
0.02
EPDREH2002-1-002-TH3 ● 1 13.16 1.09 1.12 1.16 1.21 1.30 11,680 EPDREH2010-4-002-TH3 ● 4 8.80 4.24 4.39 4.55 4.72 5.10 5,980
0.2 0.15 0.17 50 4 0.02
EPDREH2002-0.5-005-TH3 ● 0.5 14.05 0.57 0.59 0.61 0.63 0.67 11,680 EPDREH2010-6-002-TH3 ● 6 7.32 6.31 6.53 6.77 7.02 7.59 6,490
0.05
EPDREH2002-1-005-TH3 ● 1 13.21 1.08 1.12 1.16 1.20 1.30 11,680 EPDREH2010-8-002-TH3 ● 8 6.26 8.38 8.67 8.98 9.32 10.07 6,490
EPDREH2003-1-002-TH3 ● 1 13.12 1.09 1.12 1.16 1.21 1.30 11,290 EPDREH2010-2-005-TH3 ● 2 11.08 2.18 2.25 2.33 2.42 2.61 5,980
0.02
EPDREH2003-2-002-TH3 ● 2 11.70 2.12 2.19 2.27 2.36 2.55 11,290 EPDREH2010-4-005-TH3 ● 4 8.83 4.24 4.39 4.55 4.72 5.09 5,980
0.3 0.25 0.27 50 4 0.05
EPDREH2003-1-005-TH3 ● 1 13.17 1.08 1,12 1.16 1.20 1.30 11,290 EPDREH2010-6-005-TH3 ● 6 7.34 6.31 6.53 6.76 7.02 7.58 6,490
0.05
EPDREH2003-2-005-TH3 ● 2 11.73 2.12 2.19 2.27 2.35 2.54 11,290 EPDREH2010-8-005-TH3 ● 8 6.27 8.38 8.67 8.98 9.32 10.07 6,490
1 0.8 0.94 50 4
EPDREH2004-1-002-TH3 ● 1 13.07 1.09 1.12 1.16 1.21 1.30 7,530 EPDREH2010-2-01-TH3 ● 2 11.16 2.17 2.25 2.33 2.41 2.60 5,980
0.02
EPDREH2004-2-002-TH3 ● 2 11.62 2.12 2.19 2.27 2.36 2.55 7,530 EPDREH2010-4-01-TH3 ● 4 8.88 4.24 4.39 4.54 4.71 5.08 5,980
0.1
EPDREH2004-1-005-TH3 ● 1 13.12 1.08 1.12 1.16 1.20 1.30 7,530 EPDREH2010-6-01-TH3 ● 6 7.37 6.31 6.53 6.76 7.01 7.57 6,490
0.4 0.05 0.3 0.37 50 4
EPDREH2004-2-005-TH3 ● 2 11.66 2.12 2.19 2.27 2.35 2.54 7,530 EPDREH2010-8-01-TH3 ● 8 6.29 8.38 8.67 8.97 9.31 10.06 6,490
EPDREH2004-1-01-TH3 ● 1 13.21 1.08 1.12 1.15 1.19 1.28 7,530 EPDREH2010-2-02-TH3 ● 2 11.30 2.17 2.24 2.31 2.39 2.57 5,980
0.1
EPDREH2004-2-01-TH3 ● 2 11.73 2.12 2.19 2.26 2.34 2.53 7,530 EPDREH2010-4-02-TH3 ● 4 8.97 4.24 4.38 4.53 4.69 5.06 5,980
0.2
EPDREH2005-1-002-TH3 ● 1 13.03 1.09 1.12 1.16 1.21 1.30 6,110 EPDREH2010-6-02-TH3 ● 6 7.43 6.31 6.52 6.75 6.99 7.55 6,490
EPDREH2005-2-002-TH3 ● 0.02 2 11.55 2.12 2.19 2.27 2.36 2.55 6,110 EPDREH2010-8-02-TH3 ● 8 6.34 8.37 8.66 8.96 9.29 10.03 6,490
EPDREH2005-3-002-TH3 ● 3 10.37 3.15 3.26 3.38 3.51 3.79 6,110
EPDREH2005-1-005-TH3 ● 1 13.08 1.08 1.12 1.16 1.20 1.30 6,110
EPDREH2005-2-005-TH3 ● 0.5 0.05 2 0.35 0.47 50 4 11.59 2.12 2.19 2.27 2.35 2.54 6,110 EPDREH2の切削条件は15~18ページをご確認ください。For detailed information on the EPDREH2 cutting conditions, refer to pages 15 to 18.
EPDREH2005-3-005-TH3 ● 3 10.40 3.15 3.26 3.38 3.50 3.78 6,110
EPDREH2005-1-01-TH3 ● 1 13.16 1.08 1.12 1.15 1.19 1.28 6,110
EPDREH2005-2-01-TH3 ● 0.1 2 11.66 2.12 2.19 2.26 2.34 2.53 6,110
EPDREH2005-3-01-TH3 ● 3 10.46 3.15 3.26 3.37 3.49 3.77 6,110
EPDREH2006-2-002-TH3 ● 2 11.47 2.12 2.19 2.27 2.36 2.55 6,110
0.02
EPDREH2006-4-002-TH3 ● 4 9.31 4.19 4.33 4.49 4.66 5.03 6,110
EPDREH2006-2-005-TH3 ● 2 11.51 2.12 2.19 2.27 2.35 2.54 6,110
0.6 0.05 0.4 0.57 50 4
EPDREH2006-4-005-TH3 ● 4 9.33 4.19 4.33 4.48 4.65 5.03 6,110
EPDREH2006-2-01-TH3 ● 2 11.58 2.12 2.19 2.26 2.34 2.53 6,110
0.1
EPDREH2006-4-01-TH3 ● 4 9.38 4.18 4.33 4.48 4.64 5.01 6,110
EPDREH2008-2-002-TH3 ● 2 11.30 2.12 2.19 2.27 2.36 2.55 7,010
0.02
EPDREH2008-4-002-TH3 ● 4 9.09 4.19 4.33 4.49 4.66 5.03 7,010
EPDREH2008-2-005-TH3 ● 2 11.35 2.12 2.19 2.27 2.35 2.54 7,010
0.05
EPDREH2008-4-005-TH3 ● 4 9.12 4.19 4.33 4.48 4.65 5.03 7,010
0.8 0.5 0.77 50 4
EPDREH2008-2-01-TH3 ● 2 11.42 2.12 2.19 2.26 2.34 2.53 7,010
0.1
EPDREH2008-4-01-TH3 ● 4 9.16 4.18 4.33 4.48 4.64 5.01 7,010
EPDREH2008-2-02-TH3 ● 2 11.56 2.11 2.18 2.25 2.33 2.50 7,010
0.2
EPDREH2008-4-02-TH3 ● 4 9.25 4.18 4.32 4.47 4.63 4.99 7,010
再研磨対応範囲一覧表 Regrinding compatibility range table
商品コード 商品名称 形 状 再研磨対応外径範囲(㎜)
Re-grinding compatibility range
Item code Product name Shape 外周 Outer dia. エンド End
EPDREH2-TH3 エポックディープラジアスエボリューションハード-TH3( 2枚刃)
Epoch Deep Radius Evolution Hard-TH3 (2 Flutes) × ×
●印:標準在庫品です。 ●:Stocked items.
06 07
DN
DCONMS
Page8
ラインナップ
Line Up
4枚刃
4 Flutes
コーナ半径RE公差:±0.005mm(中心基準)
Tolerance on corner radius RE (centerline datum)
ラジアス Radius RE θκ 【注意】
エポックディープラジアスエボリュ-ション 実有効
4枚刃 DC 首下長
4 Flutes EPDRE-ATHとは勾配角に対する実有
15° 効首下長が異なります。 Effective
APMX under neck
LU 再度ご確認お願いいたします。 length
LF 勾配角
【Note】 Draft 干渉角度θκ
The actual effective under neck length with angle
Interference
respect to the draft angle differs from the angle
EPDREH4 - . - - ねじれ30°
TH3 超硬 Epoch Deep Radius Evolution EPDRE-ATH.
Please be sure to check this.
Carbide Helix angle D O M = D O MS=6 EPDREH4 - . - -
C N S 4 C N TH3
寸 法 Size(mm) 干渉角度 勾配角に対する実有効首下長 希望小売 寸 法 Size(mm) 干渉角度 勾配角に対する実有効首下長 希望小売
商品コード 在庫 外径 コーナ半径 首下長 刃長 首径 全長 シャンク径 Interference
angle Effective under neck length 価格(円) 商品コード 在庫 外径 コーナ半径 首下長 刃長 首径 全長 シャンク径 Interference Effective under neck length 価格(円)
Tool Corner Under neck Flute Neck Overall Shank with respect to draft angle Tool Corner Under neck Flute Neck Overall Shank angle with respect to draft angle
Item code Stock dia. radius length length dia. length dia. (°) Suggested Item code Stock Suggested
retail price dia. radius length length dia. length dia. (°) retail price
DC RE LU APMX DN LF DCONMS θκ 0.5° 1° 1.5° 2° 3° (¥) DC RE LU APMX DN LF DCONMS θκ 0.5° 1° 1.5° 2° 3° (¥)
EPDREH4010-1.5-002-TH3 ★ 1.5 11.85 1.62 1.68 1.74 1.80 1.95 8,610 EPDREH4015-2-002-TH3 ★ 2 10.49 2.18 2.25 2.33 2.42 2.62 9,160
EPDREH4010-2-002-TH3 ★ 2 11.09 2.14 2.21 2.29 2.38 2.57 8,610 EPDREH4015-3-002-TH3 ★ 3 9.16 3.21 3.32 3.44 3.57 3.86 9,160
EPDREH4010-2.5-002-TH3 ★ 2.5 10.43 2.66 2.75 2.85 2.95 3.19 8,610 EPDREH4015-4-002-TH3 ★ 4 8.13 4.24 4.39 4.55 4.72 5.10 9,160
EPDREH4010-3-002-TH3 ★ 3 9.84 3.17 3.28 3.40 3.53 3.81 8,610 EPDREH4015-5-002-TH3 ★ 5 7.31 5.28 5.46 5.66 5.87 6.35 9,160
★ 0.02 ★ 0.02
EPDREH4010-4-002-TH3 4 8.84 4.21 4.35 4.51 4.68 5.06 8,610 EPDREH4015-6-002-TH3 6 6.63 6.31 6.53 6.77 7.02 7.59 9,160
EPDREH4010-5-002-TH3 ★ 5 8.02 5.24 5.42 5.62 5.83 6.30 9,430 EPDREH4015-8-002-TH3 ★ 8 5.60 8.38 8.67 8.98 9.32 10.07 9,710
EPDREH4010-6-002-TH3 ★ 6 7.34 6.27 6.49 6.73 6.98 7.54 9,430 EPDREH4015-10-002-TH3 ★ 10 4.85 10.45 10.81 11.20 11.62 12.56 9,710
EPDREH4010-8-002-TH3 ★ 8 6.27 8.34 8.63 8.94 9.28 10.03 9,430 EPDREH4015-12-002-TH3 ★ 12 4.27 12.51 12.95 13.42 13.92 15.05 9,710
EPDREH4010-1.5-005-TH3 ★ 1.5 11.90 1.62 1.68 1.73 1.80 1.94 8,610 EPDREH4015-2-005-TH3 ★ 2 10.53 2.18 2.25 2.33 2.42 2.61 9,160
EPDREH4010-2-005-TH3 ★ 2 11.14 2.14 2.21 2.29 2.37 2.56 8,610 EPDREH4015-3-005-TH3 ★ 3 9.19 3.21 3.32 3.44 3.57 3.85 9,160
EPDREH4010-2.5-005-TH3 ★ 2.5 10.47 2.65 2.75 2.84 2.95 3.18 8,610 EPDREH4015-4-005-TH3 ★ 4 8.16 4.24 4.39 4.55 4.72 5.09 9,160
EPDREH4010-3-005-TH3 ★ 3 9.87 3.17 3.28 3.40 3.52 3.81 8,610 EPDREH4015-5-005-TH3 ★ 5 7.33 5.28 5.46 5.66 5.87 6.34 9,160
★ 0.05 ★ 0.05
EPDREH4010-4-005-TH3 4 8.87 4.21 4.35 4.51 4.67 5.05 8,610 EPDREH4015-6-005-TH3 6 6.65 6.31 6.53 6.76 7.02 7.58 9,160
EPDREH4010-5-005-TH3 ★ 5 8.04 5.24 5.42 5.61 5.82 6.29 9,430 EPDREH4015-8-005-TH3 ★ 8 5.61 8.38 8.67 8.98 9.32 10.07 9,710
EPDREH4010-6-005-TH3 ★ 6 7.36 6.27 6.49 6.72 6.97 7.53 9,430 EPDREH4015-10-005-TH3 ★ 10 4.86 10.45 10.81 11.20 11.61 12.55 9,710
EPDREH4010-8-005-TH3 ★ 8 6.29 8.34 8.63 8.94 9.27 10.02 9,430 EPDREH4015-12-005-TH3 ★ 12 4.28 12.51 12.95 13.41 13.91 15.04 9,710
EPDREH4010-1.5-01-TH3 ★ 1.5 11.98 1.62 1.67 1.73 1.79 1.93 8,610 EPDREH4015-2-01-TH3 ★ 2 10.61 2.17 2.25 2.33 2.41 2.60 9,160
EPDREH4010-2-01-TH3 ★ 2 11.21 2.14 2.21 2.28 2.37 2.55 8,610 EPDREH4015-3-01-TH3 ★ 3 9.25 3.21 3.32 3.43 3.56 3.84 9,160
EPDREH4010-2.5-01-TH3 ★ 2.5 10.53 2.65 2.74 2.84 2.94 3.17 8,610 EPDREH4015-4-01-TH3 ★ 4 8.20 4.24 4.39 4.54 4.71 5.08 9,160
EPDREH4010-3-01-TH3 ★ 3 9.93 3.17 3.28 3.39 3.52 3.79 8,610 EPDREH4015-5-01-TH3 ★ 5 7.37 5.28 5.46 5.65 5.86 6.33 9,160
★ 1 0.1 0.6 0.96 50 4 ★ 1.5 0.1 0.9 1.44 50 4
EPDREH4010-4-01-TH3 4 8.91 4.20 4.35 4.50 4.67 5.04 8,610 EPDREH4015-6-01-TH3 6 6.68 6.31 6.53 6.76 7.01 7.57 9,160
EPDREH4010-5-01-TH3 ★ 5 8.08 5.24 5.42 5.61 5.82 6.28 9,430 EPDREH4015-8-01-TH3 ★ 8 5.64 8.38 8.67 8.97 9.31 10.06 9,710
EPDREH4010-6-01-TH3 ★ 6 7.39 6.27 6.49 6.72 6.97 7.52 9,430 EPDREH4015-10-01-TH3 ★ 10 4.87 10.44 10.80 11.19 11.61 12.54 9,710
EPDREH4010-8-01-TH3 ★ 8 6.31 8.34 8.63 8.93 9.26 10.01 9,430 EPDREH4015-12-01-TH3 ★ 12 4.29 12.51 12.94 13.41 13.91 15.03 9,710
EPDREH4010-1.5-02-TH3 ★ 1.5 12.15 1.62 1.67 1.72 1.78 1.91 8,610 EPDREH4015-2-02-TH3 ★ 2 10.77 2.17 2.24 2.31 2.39 2.57 9,160
EPDREH4010-2-02-TH3 ★ 2 11.36 2.13 2.20 2.27 2.35 2.53 8,610 EPDREH4015-3-02-TH3 ★ 3 9.37 3.21 3.31 3.42 3.54 3.82 9,160
EPDREH4010-2.5-02-TH3 ★ 2.5 10.66 2.65 2.74 2.83 2.93 3.15 8,610 EPDREH4015-4-02-TH3 ★ 4 8.30 4.24 4.38 4.53 4.69 5.06 9,160
EPDREH4010-3-02-TH3 ★ 3 10.04 3.17 3.27 3.38 3.50 3.77 8,610 EPDREH4015-5-02-TH3 ★ 5 7.44 5.27 5.45 5.64 5.84 6.30 9,160
★ 0.2 ★ 0.2
EPDREH4010-4-02-TH3 4 9.00 4.20 4.34 4.49 4.65 5.01 8,610 EPDREH4015-6-02-TH3 6 6.74 6.31 6.52 6.75 6.99 7.55 9,160
EPDREH4010-5-02-TH3 ★ 5 8.16 5.23 5.41 5.60 5.80 6.26 9,430 EPDREH4015-8-02-TH3 ★ 8 5.68 8.37 8.66 8.96 9.29 10.03 9,710
EPDREH4010-6-02-TH3 ★ 6 7.45 6.27 6.48 6.71 6.95 7.50 9,430 EPDREH4015-10-02-TH3 ★ 10 4.91 10.44 10.80 11.18 11.59 12.52 9,710
EPDREH4010-8-02-TH3 ★ 8 6.36 8.33 8.62 8.92 9.25 9.99 9,430 EPDREH4015-12-02-TH3 ★ 12 4.32 12.51 12.94 13.40 13.89 15.00 9,710
EPDREH4010-1.5-03-TH3 ★ 1.5 12.32 1.61 1.66 1.71 1.76 1.88 8,610 EPDREH4015-2-03-TH3 ★ 2 10.93 2.17 2.23 2.30 2.38 2.55 9,160
EPDREH4010-2-03-TH3 ★ 2 11.51 2.13 2.19 2.26 2.34 2.50 8,610 EPDREH4015-3-03-TH3 ★ 3 9.50 3.20 3.30 3.41 3.53 3.79 9,160
EPDREH4010-2.5-03-TH3 ★ 2.5 10.79 2.65 2.73 2.82 2.91 3.12 8,610 EPDREH4015-4-03-TH3 ★ 4 8.39 4.24 4.37 4.52 4.68 5.04 9,160
EPDREH4010-3-03-TH3 ★ 3 10.16 3.16 3.26 3.37 3.49 3.75 8,610 EPDREH4015-5-03-TH3 ★ 5 7.52 5.27 5.44 5.63 5.83 6.28 9,160
★ 0.3 ★ 0.3
EPDREH4010-4-03-TH3 4 9.10 4.20 4.33 4.48 4.64 4.99 8,610 EPDREH4015-6-03-TH3 6 6.81 6.30 6.51 6.74 6.98 7.52 9,160
EPDREH4010-5-03-TH3 ★ 5 8.23 5.23 5.40 5.59 5.79 6.23 9,430 EPDREH4015-8-03-TH3 ★ 8 5.73 8.37 8.65 8.95 9.28 10.01 9,710
EPDREH4010-6-03-TH3 ★ 6 7.52 6.26 6.47 6.70 6.94 7.48 9,430 EPDREH4015-10-03-TH3 ★ 10 4.94 10.44 10.79 11.17 11.58 12.49 9,710
EPDREH4010-8-03-TH3 ★ 8 6.41 8.33 8.61 8.91 9.24 9.96 9,430 EPDREH4015-12-03-TH3 ★ 12 4.34 12.50 12.93 13.39 13.88 14.98 9,710
EPDREH4 φ1~φ1.5の切削条件は19、20、24、25ページをご確認ください。For detailed information on the EPDREH4 ∅1 to ∅1.5 cutting conditions, refer to pages 19, 20, 24, and 25.
★印:新商品の標準在庫品です。 ★:Stocked items of new products.
08 09
DN
DCONMS
Page9
ラインナップ
Line Up
4枚刃
4 Flutes
コーナ半径RE公差:±0.005mm(中心基準)
Tolerance on corner radius RE (centerline datum)
ラジアス Radius RE θκ 【注意】
エポックディープラジアスエボリュ-ション 実有効
4枚刃 DC 首下長
4 Flutes EPDRE-ATHとは勾配角に対する実有
15° 効首下長が異なります。 Effective
APMX under neck
LU 再度ご確認お願いいたします。 length
LF 勾配角
【Note】 Draft 干渉角度θκ
The actual effective under neck length with angle
Interference
respect to the draft angle differs from the angle
EPDREH4 - . - - ねじれ30°
TH3 超硬 Epoch Deep Radius Evolution EPDRE-ATH.
Please be sure to check this.
Carbide Helix angle D O M = D O MS=6 EPDREH4 - . - -
C N S 4 C N TH3
寸 法 Size(mm) 干渉角度 勾配角に対する実有効首下長 希望小売 寸 法 Size(mm) 干渉角度 勾配角に対する実有効首下長 希望小売
商品コード 在庫 外径 コーナ半径 首下長 刃長 首径 全長 シャンク径 Interference
angle Effective under neck length 価格(円) 商品コード 在庫 外径 コーナ半径 首下長 刃長 首径 全長 シャンク径 Interference Effective under neck length 価格(円)
Tool Corner Under neck Flute Neck Overall Shank with respect to draft angle Tool Corner Under neck Flute Neck Overall Shank angle with respect to draft angle
Item code Stock dia. radius length length dia. length dia. (°) Suggested Item code Stock Suggested
retail price dia. radius length length dia. length dia. (°) retail price
DC RE LU APMX DN LF DCONMS θκ 0.5° 1° 1.5° 2° 3° (¥) DC RE LU APMX DN LF DCONMS θκ 0.5° 1° 1.5° 2° 3° (¥)
EPDREH4010-1.5-002-TH3 ★ 1.5 11.85 1.62 1.68 1.74 1.80 1.95 8,610 EPDREH4015-2-002-TH3 ★ 2 10.49 2.18 2.25 2.33 2.42 2.62 9,160
EPDREH4010-2-002-TH3 ★ 2 11.09 2.14 2.21 2.29 2.38 2.57 8,610 EPDREH4015-3-002-TH3 ★ 3 9.16 3.21 3.32 3.44 3.57 3.86 9,160
EPDREH4010-2.5-002-TH3 ★ 2.5 10.43 2.66 2.75 2.85 2.95 3.19 8,610 EPDREH4015-4-002-TH3 ★ 4 8.13 4.24 4.39 4.55 4.72 5.10 9,160
EPDREH4010-3-002-TH3 ★ 3 9.84 3.17 3.28 3.40 3.53 3.81 8,610 EPDREH4015-5-002-TH3 ★ 5 7.31 5.28 5.46 5.66 5.87 6.35 9,160
★ 0.02 ★ 0.02
EPDREH4010-4-002-TH3 4 8.84 4.21 4.35 4.51 4.68 5.06 8,610 EPDREH4015-6-002-TH3 6 6.63 6.31 6.53 6.77 7.02 7.59 9,160
EPDREH4010-5-002-TH3 ★ 5 8.02 5.24 5.42 5.62 5.83 6.30 9,430 EPDREH4015-8-002-TH3 ★ 8 5.60 8.38 8.67 8.98 9.32 10.07 9,710
EPDREH4010-6-002-TH3 ★ 6 7.34 6.27 6.49 6.73 6.98 7.54 9,430 EPDREH4015-10-002-TH3 ★ 10 4.85 10.45 10.81 11.20 11.62 12.56 9,710
EPDREH4010-8-002-TH3 ★ 8 6.27 8.34 8.63 8.94 9.28 10.03 9,430 EPDREH4015-12-002-TH3 ★ 12 4.27 12.51 12.95 13.42 13.92 15.05 9,710
EPDREH4010-1.5-005-TH3 ★ 1.5 11.90 1.62 1.68 1.73 1.80 1.94 8,610 EPDREH4015-2-005-TH3 ★ 2 10.53 2.18 2.25 2.33 2.42 2.61 9,160
EPDREH4010-2-005-TH3 ★ 2 11.14 2.14 2.21 2.29 2.37 2.56 8,610 EPDREH4015-3-005-TH3 ★ 3 9.19 3.21 3.32 3.44 3.57 3.85 9,160
EPDREH4010-2.5-005-TH3 ★ 2.5 10.47 2.65 2.75 2.84 2.95 3.18 8,610 EPDREH4015-4-005-TH3 ★ 4 8.16 4.24 4.39 4.55 4.72 5.09 9,160
EPDREH4010-3-005-TH3 ★ 3 9.87 3.17 3.28 3.40 3.52 3.81 8,610 EPDREH4015-5-005-TH3 ★ 5 7.33 5.28 5.46 5.66 5.87 6.34 9,160
★ 0.05 ★ 0.05
EPDREH4010-4-005-TH3 4 8.87 4.21 4.35 4.51 4.67 5.05 8,610 EPDREH4015-6-005-TH3 6 6.65 6.31 6.53 6.76 7.02 7.58 9,160
EPDREH4010-5-005-TH3 ★ 5 8.04 5.24 5.42 5.61 5.82 6.29 9,430 EPDREH4015-8-005-TH3 ★ 8 5.61 8.38 8.67 8.98 9.32 10.07 9,710
EPDREH4010-6-005-TH3 ★ 6 7.36 6.27 6.49 6.72 6.97 7.53 9,430 EPDREH4015-10-005-TH3 ★ 10 4.86 10.45 10.81 11.20 11.61 12.55 9,710
EPDREH4010-8-005-TH3 ★ 8 6.29 8.34 8.63 8.94 9.27 10.02 9,430 EPDREH4015-12-005-TH3 ★ 12 4.28 12.51 12.95 13.41 13.91 15.04 9,710
EPDREH4010-1.5-01-TH3 ★ 1.5 11.98 1.62 1.67 1.73 1.79 1.93 8,610 EPDREH4015-2-01-TH3 ★ 2 10.61 2.17 2.25 2.33 2.41 2.60 9,160
EPDREH4010-2-01-TH3 ★ 2 11.21 2.14 2.21 2.28 2.37 2.55 8,610 EPDREH4015-3-01-TH3 ★ 3 9.25 3.21 3.32 3.43 3.56 3.84 9,160
EPDREH4010-2.5-01-TH3 ★ 2.5 10.53 2.65 2.74 2.84 2.94 3.17 8,610 EPDREH4015-4-01-TH3 ★ 4 8.20 4.24 4.39 4.54 4.71 5.08 9,160
EPDREH4010-3-01-TH3 ★ 3 9.93 3.17 3.28 3.39 3.52 3.79 8,610 EPDREH4015-5-01-TH3 ★ 5 7.37 5.28 5.46 5.65 5.86 6.33 9,160
★ 1 0.1 0.6 0.96 50 4 ★ 1.5 0.1 0.9 1.44 50 4
EPDREH4010-4-01-TH3 4 8.91 4.20 4.35 4.50 4.67 5.04 8,610 EPDREH4015-6-01-TH3 6 6.68 6.31 6.53 6.76 7.01 7.57 9,160
EPDREH4010-5-01-TH3 ★ 5 8.08 5.24 5.42 5.61 5.82 6.28 9,430 EPDREH4015-8-01-TH3 ★ 8 5.64 8.38 8.67 8.97 9.31 10.06 9,710
EPDREH4010-6-01-TH3 ★ 6 7.39 6.27 6.49 6.72 6.97 7.52 9,430 EPDREH4015-10-01-TH3 ★ 10 4.87 10.44 10.80 11.19 11.61 12.54 9,710
EPDREH4010-8-01-TH3 ★ 8 6.31 8.34 8.63 8.93 9.26 10.01 9,430 EPDREH4015-12-01-TH3 ★ 12 4.29 12.51 12.94 13.41 13.91 15.03 9,710
EPDREH4010-1.5-02-TH3 ★ 1.5 12.15 1.62 1.67 1.72 1.78 1.91 8,610 EPDREH4015-2-02-TH3 ★ 2 10.77 2.17 2.24 2.31 2.39 2.57 9,160
EPDREH4010-2-02-TH3 ★ 2 11.36 2.13 2.20 2.27 2.35 2.53 8,610 EPDREH4015-3-02-TH3 ★ 3 9.37 3.21 3.31 3.42 3.54 3.82 9,160
EPDREH4010-2.5-02-TH3 ★ 2.5 10.66 2.65 2.74 2.83 2.93 3.15 8,610 EPDREH4015-4-02-TH3 ★ 4 8.30 4.24 4.38 4.53 4.69 5.06 9,160
EPDREH4010-3-02-TH3 ★ 3 10.04 3.17 3.27 3.38 3.50 3.77 8,610 EPDREH4015-5-02-TH3 ★ 5 7.44 5.27 5.45 5.64 5.84 6.30 9,160
★ 0.2 ★ 0.2
EPDREH4010-4-02-TH3 4 9.00 4.20 4.34 4.49 4.65 5.01 8,610 EPDREH4015-6-02-TH3 6 6.74 6.31 6.52 6.75 6.99 7.55 9,160
EPDREH4010-5-02-TH3 ★ 5 8.16 5.23 5.41 5.60 5.80 6.26 9,430 EPDREH4015-8-02-TH3 ★ 8 5.68 8.37 8.66 8.96 9.29 10.03 9,710
EPDREH4010-6-02-TH3 ★ 6 7.45 6.27 6.48 6.71 6.95 7.50 9,430 EPDREH4015-10-02-TH3 ★ 10 4.91 10.44 10.80 11.18 11.59 12.52 9,710
EPDREH4010-8-02-TH3 ★ 8 6.36 8.33 8.62 8.92 9.25 9.99 9,430 EPDREH4015-12-02-TH3 ★ 12 4.32 12.51 12.94 13.40 13.89 15.00 9,710
EPDREH4010-1.5-03-TH3 ★ 1.5 12.32 1.61 1.66 1.71 1.76 1.88 8,610 EPDREH4015-2-03-TH3 ★ 2 10.93 2.17 2.23 2.30 2.38 2.55 9,160
EPDREH4010-2-03-TH3 ★ 2 11.51 2.13 2.19 2.26 2.34 2.50 8,610 EPDREH4015-3-03-TH3 ★ 3 9.50 3.20 3.30 3.41 3.53 3.79 9,160
EPDREH4010-2.5-03-TH3 ★ 2.5 10.79 2.65 2.73 2.82 2.91 3.12 8,610 EPDREH4015-4-03-TH3 ★ 4 8.39 4.24 4.37 4.52 4.68 5.04 9,160
EPDREH4010-3-03-TH3 ★ 3 10.16 3.16 3.26 3.37 3.49 3.75 8,610 EPDREH4015-5-03-TH3 ★ 5 7.52 5.27 5.44 5.63 5.83 6.28 9,160
★ 0.3 ★ 0.3
EPDREH4010-4-03-TH3 4 9.10 4.20 4.33 4.48 4.64 4.99 8,610 EPDREH4015-6-03-TH3 6 6.81 6.30 6.51 6.74 6.98 7.52 9,160
EPDREH4010-5-03-TH3 ★ 5 8.23 5.23 5.40 5.59 5.79 6.23 9,430 EPDREH4015-8-03-TH3 ★ 8 5.73 8.37 8.65 8.95 9.28 10.01 9,710
EPDREH4010-6-03-TH3 ★ 6 7.52 6.26 6.47 6.70 6.94 7.48 9,430 EPDREH4015-10-03-TH3 ★ 10 4.94 10.44 10.79 11.17 11.58 12.49 9,710
EPDREH4010-8-03-TH3 ★ 8 6.41 8.33 8.61 8.91 9.24 9.96 9,430 EPDREH4015-12-03-TH3 ★ 12 4.34 12.50 12.93 13.39 13.88 14.98 9,710
EPDREH4 φ1~φ1.5の切削条件は19、20、24、25ページをご確認ください。For detailed information on the EPDREH4 ∅1 to ∅1.5 cutting conditions, refer to pages 19, 20, 24, and 25.
★印:新商品の標準在庫品です。 ★:Stocked items of new products.
08 09
DN
DCONMS
Page10
ラインナップ
Line Up
4枚刃
4 Flutes
コーナ半径RE公差:±0.005mm(中心基準)
Tolerance on corner radius RE (centerline datum)
ラジアス Radius RE θκ 【注意】
エポックディープラジアスエボリュ-ション 実有効
4枚刃 DC 首下長
4 Flutes EPDRE-ATHとは勾配角に対する実有
効首下長が異なります。 Effective
APMX 15° under neck
LU 再度ご確認お願いいたします。 length
LF 勾配角
【Note】 Draft 干渉角度θκ
The actual effective under neck length with angle
Interference
respect to the draft angle differs from the angle
ねじれ30°
EPDREH4 - . - -TH3 超硬 EPDREH4 - . - - Epoch Deep Radius Evolution EPDRE-ATH.
Please be sure to check this.
Carbide Helix angle DCONMS=4 DCONMS=6 TH3
寸 法 Size(mm) 干渉角度 勾配角に対する実有効首下長 希望小売 寸 法 Size(mm) 干渉角度 勾配角に対する実有効首下長 希望小売
商品コード 在庫 外径 コーナ半径 首下長 刃長 首径 全長 シャンク径 Interference 外径 コーナ半径 首下長 刃長 首径 Interference
Tool Corner Under neck Flute Neck Overall Shank angle Effective under neck length 価格(円) 商品コード 在庫 全長 シャンク径 Effective under neck length 価格(円)
with respect to draft angle Tool Corner Under neck Flute Neck angle
Item code Stock Suggested with respect to draft angle
(°) Overall Shank
dia. radius length length dia. length dia. retail price Item code Stock dia. radius length length dia. length dia. (°) Suggested
retail price
DC RE LU APMX DN LF DCONMS θκ 0.5° 1° 1.5° 2° 3° (¥) DC RE LU APMX DN LF DCONMS θκ 0.5° 1° 1.5° 2° 3° (¥)
EPDREH4015-2-05-TH3 ★ 2 11.27 2.16 2.22 2.28 2.35 2.50 9,160 EPDREH4020-2.5-03-TH3 ★ 2.5 9.34 2.72 2.81 2.90 3.00 3.22 9,160
EPDREH4015-3-05-TH3 ★ 3 9.75 3.19 3.29 3.39 3.50 3.75 9,160 EPDREH4020-3-03-TH3 ★ 3 8.64 3.24 3.34 3.45 3.57 3.84 9,160
EPDREH4015-4-05-TH3 ★ 4 8.59 4.23 4.36 4.50 4.65 4.99 9,160 EPDREH4020-4-03-TH3 ★ 4 7.52 4.27 4.41 4.56 4.72 5.08 9,160
EPDREH4015-5-05-TH3 ★ 5 7.68 5.26 5.43 5.61 5.80 6.23 9,160 EPDREH4020-5-03-TH3 ★ 5 6.65 5.31 5.48 5.67 5.87 6.33 9,160
★ 1.5 0.5 0.9 1.44 50 4 ★ 0.3
EPDREH4015-6-05-TH3 6 6.94 6.30 6.50 6.72 6.95 7.47 9,160 EPDREH4020-6-03-TH3 6 5.96 6.34 6.55 6.78 7.02 7.57 9,160
EPDREH4015-8-05-TH3 ★ 8 5.82 8.36 8.64 8.93 9.25 9.96 9,710 EPDREH4020-8-03-TH3 ★ 8 4.94 8.41 8.69 8.99 9.32 10.05 9,710
EPDREH4015-10-05-TH3 ★ 10 5.01 10.43 10.78 11.15 11.55 12.45 9,710 EPDREH4020-10-03-TH3 ★ 10 4.22 10.48 10.83 11.21 11.62 12.54 9,710
EPDREH4015-12-05-TH3 ★ 12 4.40 12.50 12.92 13.37 13.85 14.93 9,710 EPDREH4020-12-03-TH3 ★ 12 3.68 12.54 12.97 13.43 13.92 15.03 9,710
★ 2 1.2 1.92 50 4
EPDREH4020-2.5-002-TH3 ★ 2.5 8.94 2.73 2.83 2.93 3.04 3.28 9,160 EPDREH4020-2.5-05-TH3 2.5 9.65 2.72 2.79 2.88 2.97 3.17 9,160
EPDREH4020-3-002-TH3 ★ 3 8.30 3.25 3.36 3.48 3.61 3.91 9,160 EPDREH4020-3-05-TH3 ★ 3 8.91 3.23 3.33 3.43 3.54 3.79 9,160
EPDREH4020-4-002-TH3 ★ 4 7.25 4.28 4.43 4.59 4.76 5.15 9,160 EPDREH4020-4-05-TH3 ★ 4 7.72 4.27 4.40 4.54 4.69 5.03 9,160
EPDREH4020-5-002-TH3 ★ 5 6.44 5.32 5.50 5.70 5.91 6.39 9,160 EPDREH4020-5-05-TH3 ★ 5 6.81 5.30 5.47 5.65 5.84 6.28 9,160
★ 0.02 ★ 0.5
EPDREH4020-6-002-TH3 6 5.80 6.35 6.57 6.81 7.06 7.63 9,160 EPDREH4020-6-05-TH3 6 6.09 6.33 6.54 6.76 6.99 7.52 9,160
EPDREH4020-8-002-TH3 ★ 8 4.82 8.42 8.71 9.02 9.36 10.12 9,710 EPDREH4020-8-05-TH3 ★ 8 5.03 8.40 8.68 8.97 9.29 10.01 9,710
EPDREH4020-10-002-TH3 ★ 10 4.13 10.49 10.85 11.24 11.66 12.61 9,710 EPDREH4020-10-05-TH3 ★ 10 4.28 10.47 10.82 11.19 11.59 12.49 9,710
EPDREH4020-12-002-TH3 ★ 12 3.61 12.55 12.99 13.46 13.96 15.09 9,710 EPDREH4020-12-05-TH3 ★ 12 3.72 12.54 12.96 13.41 13.89 14.98 9,710
EPDREH4020-2.5-005-TH3 ★ 2.5 8.98 2.73 2.83 2.93 3.03 3.28 9,160 EPDREH4030-4-005-TH3 ★ 4 8.73 4.36 4.51 4.67 4.84 5.23 9,160
★ 50
EPDREH4020-3-005-TH3 ★ 3 8.33 3.25 3.36 3.48 3.61 3.90 9,160 EPDREH4030-6-005-TH3 6 7.27 6.43 6.65 6.89 7.14 7.72 9,160
EPDREH4020-4-005-TH3 ★ 4 7.28 4.28 4.43 4.59 4.76 5.14 9,160 EPDREH4030-8-005-TH3 ★ 8 6.22 8.49 8.79 9.10 9.44 10.21 9,160
★ 55
EPDREH4020-5-005-TH3 ★ 5 6.47 5.32 5.50 5.70 5.91 6.38 9,160 EPDREH4030-10-005-TH3 10 5.44 10.56 10.93 11.32 11.74 12.69 9,990
★ 0.05
EPDREH4020-6-005-TH3 6 5.81 6.35 6.57 6.80 7.06 7.63 9,160 EPDREH4030-12-005-TH3 ★ 0.05 12 4.83 12.63 13.07 13.54 14.04 15.18 9,990
EPDREH4020-8-005-TH3 ★ 8 4.84 8.42 8.71 9.02 9.36 10.11 9,710 EPDREH4030-14-005-TH3 ★ 14 60 4.34 14.70 15.21 15.75 16.34 17.67 11,240
EPDREH4020-10-005-TH3 ★ 10 4.14 10.48 10.85 11.24 11.66 12.60 9,710 EPDREH4030-16-005-TH3 ★ 16 3.95 16.76 17.35 17.97 18.64 20.15 11,240
EPDREH4020-12-005-TH3 ★ 12 3.62 12.55 12.99 13.45 13.96 15.09 9,710 EPDREH4030-18-005-TH3 ★ 18 3.62 18.83 19.49 20.19 20.94 22.64 11,240
★ 2 1.2 1.92 50 4
EPDREH4020-2.5-01-TH3 2.5 9.05 2.73 2.82 2.92 3.03 3.26 9,160 EPDREH4030-20-005-TH3 ★ 65
20 3.34 20.90 21.62 22.40 23.24 25.12 11,240
EPDREH4020-3-01-TH3 ★ 3 8.39 3.25 3.36 3.47 3.60 3.89 9,160 EPDREH4030-4-01-TH3 ★ 4 8.78 4.36 4.51 4.67 4.84 5.22 9,160
★ 50
EPDREH4020-4-01-TH3 ★ 4 7.33 4.28 4.43 4.58 4.75 5.13 9,160 EPDREH4030-6-01-TH3 6 7.30 6.43 6.65 6.88 7.14 7.71 9,160
EPDREH4020-5-01-TH3 ★ 5 6.50 5.31 5.50 5.69 5.90 6.37 9,160 EPDREH4030-8-01-TH3 ★ 8 6.24 8.49 8.79 9.10 9.44 10.19 9,160
★ 0.1 ★ 3 1.8 2.88 55 6
EPDREH4020-6-01-TH3 6 5.84 6.35 6.57 6.80 7.05 7.62 9,160 EPDREH4030-10-01-TH3 10 5.45 10.56 10.92 11.32 11.74 12.68 9,990
EPDREH4020-8-01-TH3 ★ 8 4.86 8.42 8.71 9.02 9.35 10.10 9,710 EPDREH4030-12-01-TH3 ★ 0.1 12 4.84 12.63 13.06 13.53 14.04 15.17 9,990
EPDREH4020-10-01-TH3 ★ 10 4.16 10.48 10.84 11.23 11.65 12.59 9,710 EPDREH4030-14-01-TH3 ★ 14 60 4.35 14.69 15.20 15.75 16.34 17.65 11,240
EPDREH4020-12-01-TH3 ★ 12 3.63 12.55 12.98 13.45 13.95 15.07 9,710 EPDREH4030-16-01-TH3 ★ 16 3.96 16.76 17.34 17.97 18.64 20.14 11,240
EPDREH4020-2.5-02-TH3 ★ 2.5 9.19 2.73 2.82 2.91 3.01 3.24 9,160 EPDREH4030-18-01-TH3 ★ 18 3.62 18.83 19.48 20.18 20.94 22.63 11,240
EPDREH4020-3-02-TH3 ★ 3 8.52 3.24 3.35 3.46 3.59 3.86 9,160 EPDREH4030-20-01-TH3 ★ 65
20 3.34 20.90 21.62 22.40 23.23 25.11 11,240
EPDREH4020-4-02-TH3 ★ 4 7.42 4.28 4.42 4.57 4.74 5.11 9,160 EPDREH4030-4-02-TH3 ★ 4 8.87 4.35 4.50 4.66 4.82 5.20 9,160
★ 50
EPDREH4020-5-02-TH3 ★ 5 6.58 5.31 5.49 5.68 5.89 6.35 9,160 EPDREH4030-6-02-TH3 6 7.36 6.42 6.64 6.87 7.12 7.68 9,160
★ 0.2
EPDREH4020-6-02-TH3 6 5.90 6.34 6.56 6.79 7.04 7.59 9,160 EPDREH4030-8-02-TH3 ★ 8 6.29 8.49 8.78 9.09 9.42 10.17 9,160
★ 0.2 55
EPDREH4020-8-02-TH3 ★ 8 4.90 8.41 8.70 9.01 9.34 10.08 9,710 EPDREH4030-10-02-TH3 10 5.49 10.56 10.92 11.30 11.72 12.66 9,990
EPDREH4020-10-02-TH3 ★ 10 4.19 10.48 10.84 11.22 11.64 12.56 9,710 EPDREH4030-12-02-TH3 ★ 12 4.87 12.62 13.06 13.52 14.02 15.14 9,990
★ 60
EPDREH4020-12-02-TH3 ★ 12 3.65 12.55 12.98 13.44 13.94 15.05 9,710 EPDREH4030-14-02-TH3 14 4.38 14.69 15.20 15.74 16.32 17.63 11,240
EPDREH4 φ1.5~φ3の切削条件は19~21、 24~26ページをご確認ください。For detailed information on the EPDREH4 ∅1.5 to ∅3 cutting conditions, refer to pages 19 to 21 and 24 to 26.
★印:新商品の標準在庫品です。 ★:Stocked items of new products.
10 11
DN
DCONMS
Page11
ラインナップ
Line Up
4枚刃
4 Flutes
コーナ半径RE公差:±0.005mm(中心基準)
Tolerance on corner radius RE (centerline datum)
ラジアス Radius RE θκ 【注意】
エポックディープラジアスエボリュ-ション 実有効
4枚刃 DC 首下長
4 Flutes EPDRE-ATHとは勾配角に対する実有
効首下長が異なります。 Effective
APMX 15° under neck
LU 再度ご確認お願いいたします。 length
LF 勾配角
【Note】 Draft 干渉角度θκ
The actual effective under neck length with angle
Interference
respect to the draft angle differs from the angle
ねじれ30°
EPDREH4 - . - -TH3 超硬 EPDREH4 - . - - Epoch Deep Radius Evolution EPDRE-ATH.
Please be sure to check this.
Carbide Helix angle DCONMS=4 DCONMS=6 TH3
寸 法 Size(mm) 干渉角度 勾配角に対する実有効首下長 希望小売 寸 法 Size(mm) 干渉角度 勾配角に対する実有効首下長 希望小売
商品コード 在庫 外径 コーナ半径 首下長 刃長 首径 全長 シャンク径 Interference 外径 コーナ半径 首下長 刃長 首径 Interference
Tool Corner Under neck Flute Neck Overall Shank angle Effective under neck length 価格(円) 商品コード 在庫 全長 シャンク径 Effective under neck length 価格(円)
with respect to draft angle Tool Corner Under neck Flute Neck angle
Item code Stock Suggested with respect to draft angle
(°) Overall Shank
dia. radius length length dia. length dia. retail price Item code Stock dia. radius length length dia. length dia. (°) Suggested
retail price
DC RE LU APMX DN LF DCONMS θκ 0.5° 1° 1.5° 2° 3° (¥) DC RE LU APMX DN LF DCONMS θκ 0.5° 1° 1.5° 2° 3° (¥)
EPDREH4015-2-05-TH3 ★ 2 11.27 2.16 2.22 2.28 2.35 2.50 9,160 EPDREH4020-2.5-03-TH3 ★ 2.5 9.34 2.72 2.81 2.90 3.00 3.22 9,160
EPDREH4015-3-05-TH3 ★ 3 9.75 3.19 3.29 3.39 3.50 3.75 9,160 EPDREH4020-3-03-TH3 ★ 3 8.64 3.24 3.34 3.45 3.57 3.84 9,160
EPDREH4015-4-05-TH3 ★ 4 8.59 4.23 4.36 4.50 4.65 4.99 9,160 EPDREH4020-4-03-TH3 ★ 4 7.52 4.27 4.41 4.56 4.72 5.08 9,160
EPDREH4015-5-05-TH3 ★ 5 7.68 5.26 5.43 5.61 5.80 6.23 9,160 EPDREH4020-5-03-TH3 ★ 5 6.65 5.31 5.48 5.67 5.87 6.33 9,160
★ 1.5 0.5 0.9 1.44 50 4 ★ 0.3
EPDREH4015-6-05-TH3 6 6.94 6.30 6.50 6.72 6.95 7.47 9,160 EPDREH4020-6-03-TH3 6 5.96 6.34 6.55 6.78 7.02 7.57 9,160
EPDREH4015-8-05-TH3 ★ 8 5.82 8.36 8.64 8.93 9.25 9.96 9,710 EPDREH4020-8-03-TH3 ★ 8 4.94 8.41 8.69 8.99 9.32 10.05 9,710
EPDREH4015-10-05-TH3 ★ 10 5.01 10.43 10.78 11.15 11.55 12.45 9,710 EPDREH4020-10-03-TH3 ★ 10 4.22 10.48 10.83 11.21 11.62 12.54 9,710
EPDREH4015-12-05-TH3 ★ 12 4.40 12.50 12.92 13.37 13.85 14.93 9,710 EPDREH4020-12-03-TH3 ★ 12 3.68 12.54 12.97 13.43 13.92 15.03 9,710
★ 2 1.2 1.92 50 4
EPDREH4020-2.5-002-TH3 ★ 2.5 8.94 2.73 2.83 2.93 3.04 3.28 9,160 EPDREH4020-2.5-05-TH3 2.5 9.65 2.72 2.79 2.88 2.97 3.17 9,160
EPDREH4020-3-002-TH3 ★ 3 8.30 3.25 3.36 3.48 3.61 3.91 9,160 EPDREH4020-3-05-TH3 ★ 3 8.91 3.23 3.33 3.43 3.54 3.79 9,160
EPDREH4020-4-002-TH3 ★ 4 7.25 4.28 4.43 4.59 4.76 5.15 9,160 EPDREH4020-4-05-TH3 ★ 4 7.72 4.27 4.40 4.54 4.69 5.03 9,160
EPDREH4020-5-002-TH3 ★ 5 6.44 5.32 5.50 5.70 5.91 6.39 9,160 EPDREH4020-5-05-TH3 ★ 5 6.81 5.30 5.47 5.65 5.84 6.28 9,160
★ 0.02 ★ 0.5
EPDREH4020-6-002-TH3 6 5.80 6.35 6.57 6.81 7.06 7.63 9,160 EPDREH4020-6-05-TH3 6 6.09 6.33 6.54 6.76 6.99 7.52 9,160
EPDREH4020-8-002-TH3 ★ 8 4.82 8.42 8.71 9.02 9.36 10.12 9,710 EPDREH4020-8-05-TH3 ★ 8 5.03 8.40 8.68 8.97 9.29 10.01 9,710
EPDREH4020-10-002-TH3 ★ 10 4.13 10.49 10.85 11.24 11.66 12.61 9,710 EPDREH4020-10-05-TH3 ★ 10 4.28 10.47 10.82 11.19 11.59 12.49 9,710
EPDREH4020-12-002-TH3 ★ 12 3.61 12.55 12.99 13.46 13.96 15.09 9,710 EPDREH4020-12-05-TH3 ★ 12 3.72 12.54 12.96 13.41 13.89 14.98 9,710
EPDREH4020-2.5-005-TH3 ★ 2.5 8.98 2.73 2.83 2.93 3.03 3.28 9,160 EPDREH4030-4-005-TH3 ★ 4 8.73 4.36 4.51 4.67 4.84 5.23 9,160
★ 50
EPDREH4020-3-005-TH3 ★ 3 8.33 3.25 3.36 3.48 3.61 3.90 9,160 EPDREH4030-6-005-TH3 6 7.27 6.43 6.65 6.89 7.14 7.72 9,160
EPDREH4020-4-005-TH3 ★ 4 7.28 4.28 4.43 4.59 4.76 5.14 9,160 EPDREH4030-8-005-TH3 ★ 8 6.22 8.49 8.79 9.10 9.44 10.21 9,160
★ 55
EPDREH4020-5-005-TH3 ★ 5 6.47 5.32 5.50 5.70 5.91 6.38 9,160 EPDREH4030-10-005-TH3 10 5.44 10.56 10.93 11.32 11.74 12.69 9,990
★ 0.05
EPDREH4020-6-005-TH3 6 5.81 6.35 6.57 6.80 7.06 7.63 9,160 EPDREH4030-12-005-TH3 ★ 0.05 12 4.83 12.63 13.07 13.54 14.04 15.18 9,990
EPDREH4020-8-005-TH3 ★ 8 4.84 8.42 8.71 9.02 9.36 10.11 9,710 EPDREH4030-14-005-TH3 ★ 14 60 4.34 14.70 15.21 15.75 16.34 17.67 11,240
EPDREH4020-10-005-TH3 ★ 10 4.14 10.48 10.85 11.24 11.66 12.60 9,710 EPDREH4030-16-005-TH3 ★ 16 3.95 16.76 17.35 17.97 18.64 20.15 11,240
EPDREH4020-12-005-TH3 ★ 12 3.62 12.55 12.99 13.45 13.96 15.09 9,710 EPDREH4030-18-005-TH3 ★ 18 3.62 18.83 19.49 20.19 20.94 22.64 11,240
★ 2 1.2 1.92 50 4
EPDREH4020-2.5-01-TH3 2.5 9.05 2.73 2.82 2.92 3.03 3.26 9,160 EPDREH4030-20-005-TH3 ★ 65
20 3.34 20.90 21.62 22.40 23.24 25.12 11,240
EPDREH4020-3-01-TH3 ★ 3 8.39 3.25 3.36 3.47 3.60 3.89 9,160 EPDREH4030-4-01-TH3 ★ 4 8.78 4.36 4.51 4.67 4.84 5.22 9,160
★ 50
EPDREH4020-4-01-TH3 ★ 4 7.33 4.28 4.43 4.58 4.75 5.13 9,160 EPDREH4030-6-01-TH3 6 7.30 6.43 6.65 6.88 7.14 7.71 9,160
EPDREH4020-5-01-TH3 ★ 5 6.50 5.31 5.50 5.69 5.90 6.37 9,160 EPDREH4030-8-01-TH3 ★ 8 6.24 8.49 8.79 9.10 9.44 10.19 9,160
★ 0.1 ★ 3 1.8 2.88 55 6
EPDREH4020-6-01-TH3 6 5.84 6.35 6.57 6.80 7.05 7.62 9,160 EPDREH4030-10-01-TH3 10 5.45 10.56 10.92 11.32 11.74 12.68 9,990
EPDREH4020-8-01-TH3 ★ 8 4.86 8.42 8.71 9.02 9.35 10.10 9,710 EPDREH4030-12-01-TH3 ★ 0.1 12 4.84 12.63 13.06 13.53 14.04 15.17 9,990
EPDREH4020-10-01-TH3 ★ 10 4.16 10.48 10.84 11.23 11.65 12.59 9,710 EPDREH4030-14-01-TH3 ★ 14 60 4.35 14.69 15.20 15.75 16.34 17.65 11,240
EPDREH4020-12-01-TH3 ★ 12 3.63 12.55 12.98 13.45 13.95 15.07 9,710 EPDREH4030-16-01-TH3 ★ 16 3.96 16.76 17.34 17.97 18.64 20.14 11,240
EPDREH4020-2.5-02-TH3 ★ 2.5 9.19 2.73 2.82 2.91 3.01 3.24 9,160 EPDREH4030-18-01-TH3 ★ 18 3.62 18.83 19.48 20.18 20.94 22.63 11,240
EPDREH4020-3-02-TH3 ★ 3 8.52 3.24 3.35 3.46 3.59 3.86 9,160 EPDREH4030-20-01-TH3 ★ 65
20 3.34 20.90 21.62 22.40 23.23 25.11 11,240
EPDREH4020-4-02-TH3 ★ 4 7.42 4.28 4.42 4.57 4.74 5.11 9,160 EPDREH4030-4-02-TH3 ★ 4 8.87 4.35 4.50 4.66 4.82 5.20 9,160
★ 50
EPDREH4020-5-02-TH3 ★ 5 6.58 5.31 5.49 5.68 5.89 6.35 9,160 EPDREH4030-6-02-TH3 6 7.36 6.42 6.64 6.87 7.12 7.68 9,160
★ 0.2
EPDREH4020-6-02-TH3 6 5.90 6.34 6.56 6.79 7.04 7.59 9,160 EPDREH4030-8-02-TH3 ★ 8 6.29 8.49 8.78 9.09 9.42 10.17 9,160
★ 0.2 55
EPDREH4020-8-02-TH3 ★ 8 4.90 8.41 8.70 9.01 9.34 10.08 9,710 EPDREH4030-10-02-TH3 10 5.49 10.56 10.92 11.30 11.72 12.66 9,990
EPDREH4020-10-02-TH3 ★ 10 4.19 10.48 10.84 11.22 11.64 12.56 9,710 EPDREH4030-12-02-TH3 ★ 12 4.87 12.62 13.06 13.52 14.02 15.14 9,990
★ 60
EPDREH4020-12-02-TH3 ★ 12 3.65 12.55 12.98 13.44 13.94 15.05 9,710 EPDREH4030-14-02-TH3 14 4.38 14.69 15.20 15.74 16.32 17.63 11,240
EPDREH4 φ1.5~φ3の切削条件は19~21、 24~26ページをご確認ください。For detailed information on the EPDREH4 ∅1.5 to ∅3 cutting conditions, refer to pages 19 to 21 and 24 to 26.
★印:新商品の標準在庫品です。 ★:Stocked items of new products.
10 11
DN
DCONMS
Page12
ラインナップ
Line Up
4枚刃
4 Flutes
コーナ半径RE公差:±0.005mm(中心基準)
Tolerance on corner radius RE (centerline datum)
ラジアス Radius RE θκ 【注意】
エポックディープラジアスエボリュ-ション 実有効
4枚刃 DC 首下長
4 Flutes EPDRE-ATHとは勾配角に対する実有
効首下長が異なります。 Effective
APMX 15° under neck
LU 再度ご確認お願いいたします。 length
LF 勾配角
【Note】 Draft 干渉角度θκ
The actual effective under neck length with angle
Interference
respect to the draft angle differs from the angle
EPDREH4 - . - - ねじれ30°
TH3 超硬 EPDREH4 - . - -TH3 Epoch Deep Radius Evolution EPDRE-ATH.
Please be sure to check this.
Carbide Helix angle DCONMS=4 DCONMS=6
寸 法 Size(mm) 干渉角度 勾配角に対する実有効首下長 希望小売 寸 法 Size(mm) 干渉角度 勾配角に対する実有効首下長 希望小売
商品コード 在庫 外径 コーナ半径 首下長 刃長 首径 全長 シャンク径 Interference 外径 コーナ半径 首下長 刃長 首径 全長 シャンク径 Interference
Tool Corner Under neck Flute Neck Overall Shank angle Effective under neck length 価格(円) 商品コード 在庫 Effective under neck length 価格(円)
with respect to draft angle
(°) Tool Corner Under neck Flute Neck Overall Shank angle
Suggested with respect to draft angle
Item code Stock dia. radius length length dia. length dia. Suggested
retail price Item code Stock dia. radius length length dia. length dia. (°) retail price
DC RE LU APMX DN LF DCONMS θκ 0.5° 1° 1.5° 2° 3° (¥) DC RE LU APMX DN LF DCONMS θκ 0.5° 1° 1.5° 2° 3° (¥)
EPDREH4030-16-02-TH3 ★ 16 60 3.97 16.76 17.34 17.95 18.62 20.12 11,240 EPDREH4040-8-03-TH3 ★ 8 55 4.89 8.54 8.83 9.14 9.47 10.22 12,480
EPDREH4030-18-02-TH3 ★ 0.2 18 3.64 18.83 19.47 20.17 20.92 22.60 11,240 EPDREH4040-10-03-TH3 ★ 10 4.18 10.61 10.97 11.36 11.77 12.70 12,480
★ 65
EPDREH4030-20-02-TH3 20 3.36 20.89 21.61 22.39 23.22 25.09 11,240 EPDREH4040-12-03-TH3 ★ 12 3.65 12.68 13.11 13.57 14.07 15.19 12,480
EPDREH4030-4-03-TH3 ★ 4 8.96 4.35 4.49 4.64 4.81 5.17 9,160 EPDREH4040-14-03-TH3 ★ 14 60 3.24 14.75 15.25 15.79 16.37 17.68 12,480
★ 50
EPDREH4030-6-03-TH3 6 7.42 6.42 6.63 6.86 7.11 7.66 9,160 EPDREH4040-16-03-TH3 ★ 0.3 16 2.91 16.81 17.39 18.01 18.67 干渉なし 12,480
EPDREH4030-8-03-TH3 ★ 8 6.33 8.49 8.77 9.08 9.41 10.15 9,160 EPDREH4040-18-03-TH3 ★ 18 2.64 18.88 19.53 20.22 20.97 干渉なし 13,860
★ 55
EPDREH4030-10-03-TH3 10 5.52 10.55 10.91 11.29 11.71 12.63 9,990 EPDREH4040-20-03-TH3 ★ 20 2.42 20.95 21.67 22.44 23.27 干渉なし 13,860
★ 65
EPDREH4030-12-03-TH3 ★ 0.3 12 4.90 12.62 13.05 13.51 14.01 15.12 9,990 EPDREH4040-22-03-TH3 22 2.23 23.01 23.81 24.66 25.57 干渉なし 13,860
EPDREH4030-14-03-TH3 ★ 14 60 4.40 14.69 15.19 15.73 16.31 17.61 11,240 EPDREH4040-24-03-TH3 ★ 24 70 2.07 25.08 25.95 26.87 27.87 干渉なし 13,860
EPDREH4030-16-03-TH3 ★ 16 3.99 16.76 17.33 17.94 18.61 20.09 11,240 EPDREH4040-8-05-TH3 ★ 8 55 4.97 8.54 8.82 9.12 9.44 10.17 12,480
EPDREH4030-18-03-TH3 ★ 3 18 1.8 2.88 6 3.65 18.82 19.47 20.16 20.91 22.58 11,240 EPDREH4040-10-05-TH3 ★ 10 4.24 10.60 10.96 11.33 11.74 12.66 12,480
★ 65
EPDREH4030-20-03-TH3 20 3.37 20.89 21.61 22.38 23.21 25.07 11,240 EPDREH4040-12-05-TH3 ★ 12 3.69 12.67 13.10 13.55 14.04 15.14 12,480
EPDREH4030-4-05-TH3 ★ 4 9.15 4.34 4.48 4.62 4.78 5.13 9,160 EPDREH4040-14-05-TH3 ★ 14 60 3.27 14.74 15.24 15.77 16.34 17.63 12,480
★ 50
EPDREH4030-6-05-TH3 6 7.55 6.41 6.62 6.84 7.08 7.61 9,160 EPDREH4040-16-05-TH3 ★ 4 0.5 16 3.5 3.85 6 2.94 16.81 17.37 17.98 18.64 干渉なし 12,480
EPDREH4030-8-05-TH3 ★ 8 6.43 8.48 8.76 9.06 9.38 10.10 9,160 EPDREH4040-18-05-TH3 ★ 18 2.67 18.87 19.51 20.20 20.94 干渉なし 13,860
★ 55
EPDREH4030-10-05-TH3 10 5.60 10.55 10.90 11.27 11.68 12.59 9,990 EPDREH4040-20-05-TH3 ★ 20 2.44 20.94 21.65 22.42 23.24 干渉なし 13,860
★ 65
EPDREH4030-12-05-TH3 ★ 0.5 12 4.95 12.61 13.04 13.49 13.98 15.07 9,990 EPDREH4040-22-05-TH3 22 2.25 23.01 23.79 24.63 25.54 干渉なし 13,860
EPDREH4030-14-05-TH3 ★ 14 60 4.44 14.68 15.18 15.71 16.28 17.56 11,240 EPDREH4040-24-05-TH3 ★ 24 70 2.09 25.08 25.93 26.85 27.84 干渉なし 13,860
EPDREH4030-16-05-TH3 ★ 16 4.03 16.75 17.31 17.92 18.58 20.05 11,240 EPDREH4040-8-10-TH3 ★ 8 55 5.19 8.52 8.78 9.06 9.37 10.05 12,480
EPDREH4030-18-05-TH3 ★ 18 3.69 18.82 19.45 20.14 20.88 22.53 11,240 EPDREH4040-10-10-TH3 ★ 10 4.40 10.59 10.92 11.28 11.67 12.54 12,480
★ 65
EPDREH4030-20-05-TH3 20 3.40 20.88 21.59 22.36 23.18 25.02 11,240 EPDREH4040-12-10-TH3 ★ 12 3.82 12.65 13.06 13.50 13.97 15.02 12,480
EPDREH4040-8-01-TH3 ★ 8 55 4.80 8.55 8.84 9.16 9.50 10.26 12,480 EPDREH4040-14-10-TH3 ★ 14 60 3.37 14.72 15.20 15.71 16.27 17.51 12,480
EPDREH4040-10-01-TH3 ★ 10 4.12 10.62 10.98 11.38 11.80 12.75 12,480 EPDREH4040-16-10-TH3 ★ 1 16 3.02 16.79 17.34 17.93 18.57 20.00 12,480
EPDREH4040-12-01-TH3 ★ 12 3.60 12.68 13.12 13.59 14.10 15.24 12,480 EPDREH4040-18-10-TH3 ★ 18 2.73 18.86 19.48 20.15 20.87 干渉なし 13,860
EPDREH4040-14-01-TH3 ★ 14 60 3.20 14.75 15.26 15.81 16.40 17.72 12,480 EPDREH4040-20-10-TH3 ★ 20 2.49 20.92 21.62 22.36 23.17 干渉なし 13,860
★ 65
EPDREH4040-16-01-TH3 ★ 0.1 16 2.88 16.82 17.40 18.03 18.70 干渉なし 12,480 EPDREH4040-22-10-TH3 22 2.29 22.99 23.76 24.58 25.47 干渉なし 13,860
EPDREH4040-18-01-TH3 ★ 18 2.62 18.89 19.54 20.24 21.00 干渉なし 13,860 EPDREH4040-24-10-TH3 ★ 24 70 2.13 25.06 25.90 26.80 27.77 干渉なし 13,860
EPDREH4040-20-01-TH3 ★ 20 2.40 20.95 21.68 22.46 23.30 干渉なし 13,860 EPDREH4050-10-01-TH3 ★ 10 2.38 10.62 10.98 11.38 11.80 干渉なし 18,590
★ 65 ★ 60
EPDREH4040-22-01-TH3 22 2.22 23.02 23.82 24.68 25.60 干渉なし 13,860 EPDREH4050-15-01-TH3 15 1.69 15.79 16.33 16.92 干渉なし 干渉なし 18,590
★ 0.1
EPDREH4040-24-01-TH3 ★ 24 70 2.06 25.09 25.96 26.89 27.90 干渉なし 13,860 EPDREH4050-20-01-TH3 20 65 1.30 20.95 21.68 干渉なし 干渉なし 干渉なし 18,590
★ 4 3.5 3.85 6
EPDREH4040-8-02-TH3 8 55 4.84 8.55 8.84 9.15 9.49 10.24 12,480 EPDREH4050-25-01-TH3 ★ 25 70 1.06 26.12 27.03 干渉なし 干渉なし 干渉なし 18,590
EPDREH4040-10-02-TH3 ★ 10 4.15 10.61 10.98 11.37 11.79 12.73 12,480 EPDREH4050-10-02-TH3 ★ 10 2.40 10.61 10.98 11.37 11.79 干渉なし 18,590
★ 60
EPDREH4040-12-02-TH3 ★ 12 3.62 12.68 13.12 13.58 14.09 15.21 12,480 EPDREH4050-15-02-TH3 15 1.70 15.78 16.33 16.91 干渉なし 干渉なし 18,590
★ 5 0.2 4 4.85 6
EPDREH4040-14-02-TH3 ★ 14 60 3.22 14.75 15.26 15.80 16.39 17.70 12,480 EPDREH4050-20-02-TH3 20 65 1.31 20.95 21.67 干渉なし 干渉なし 干渉なし 18,590
EPDREH4040-16-02-TH3 ★ 0.2 16 2.89 16.82 17.40 18.02 18.69 干渉なし 12,480 EPDREH4050-25-02-TH3 ★ 25 70 1.07 26.12 27.02 干渉なし 干渉なし 干渉なし 18,590
EPDREH4040-18-02-TH3 ★ 18 2.63 18.88 19.53 20.23 20.98 干渉なし 13,860 EPDREH4050-10-03-TH3 ★ 10 2.42 10.61 10.97 11.36 11.77 干渉なし 18,590
★ 60
EPDREH4040-20-02-TH3 ★ 20 2.41 20.95 21.67 22.45 23.28 干渉なし 13,860 EPDREH4050-15-03-TH3 15 1.71 15.78 16.32 16.90 干渉なし 干渉なし 18,590
★ 65
EPDREH4040-22-02-TH3 22 2.22 23.02 23.81 24.67 25.58 干渉なし 13,860 EPDREH4050-20-03-TH3 ★ 0.3
20 65 1.32 20.95 21.67 干渉なし 干渉なし 干渉なし 18,590
EPDREH4040-24-02-TH3 ★ 24 70 2.06 25.09 25.95 26.88 27.88 干渉なし 13,860 EPDREH4050-25-03-TH3 ★ 25 70 1.07 26.12 27.02 干渉なし 干渉なし 干渉なし 18,590
EPDREH4 φ3~φ5の切削条件は21、22、26、27ページをご確認ください。For detailed information on the EPDREH4 ∅3 to ∅5 cutting conditions, refer to pages 21, 22, 26, and 27.
★印:新商品の標準在庫品です。 ★:Stocked items of new products 干渉なし:No interference.
12 13
DN
DCONMS
Page13
ラインナップ
Line Up
4枚刃
4 Flutes
コーナ半径RE公差:±0.005mm(中心基準)
Tolerance on corner radius RE (centerline datum)
ラジアス Radius RE θκ 【注意】
エポックディープラジアスエボリュ-ション 実有効
4枚刃 DC 首下長
4 Flutes EPDRE-ATHとは勾配角に対する実有
効首下長が異なります。 Effective
APMX 15° under neck
LU 再度ご確認お願いいたします。 length
LF 勾配角
【Note】 Draft 干渉角度θκ
The actual effective under neck length with angle
Interference
respect to the draft angle differs from the angle
EPDREH4 - . - - ねじれ30°
TH3 超硬 EPDREH4 - . - -TH3 Epoch Deep Radius Evolution EPDRE-ATH.
Please be sure to check this.
Carbide Helix angle DCONMS=4 DCONMS=6
寸 法 Size(mm) 干渉角度 勾配角に対する実有効首下長 希望小売 寸 法 Size(mm) 干渉角度 勾配角に対する実有効首下長 希望小売
商品コード 在庫 外径 コーナ半径 首下長 刃長 首径 全長 シャンク径 Interference 外径 コーナ半径 首下長 刃長 首径 全長 シャンク径 Interference
Tool Corner Under neck Flute Neck Overall Shank angle Effective under neck length 価格(円) 商品コード 在庫 Effective under neck length 価格(円)
with respect to draft angle
(°) Tool Corner Under neck Flute Neck Overall Shank angle
Suggested with respect to draft angle
Item code Stock dia. radius length length dia. length dia. Suggested
retail price Item code Stock dia. radius length length dia. length dia. (°) retail price
DC RE LU APMX DN LF DCONMS θκ 0.5° 1° 1.5° 2° 3° (¥) DC RE LU APMX DN LF DCONMS θκ 0.5° 1° 1.5° 2° 3° (¥)
EPDREH4030-16-02-TH3 ★ 16 60 3.97 16.76 17.34 17.95 18.62 20.12 11,240 EPDREH4040-8-03-TH3 ★ 8 55 4.89 8.54 8.83 9.14 9.47 10.22 12,480
EPDREH4030-18-02-TH3 ★ 0.2 18 3.64 18.83 19.47 20.17 20.92 22.60 11,240 EPDREH4040-10-03-TH3 ★ 10 4.18 10.61 10.97 11.36 11.77 12.70 12,480
★ 65
EPDREH4030-20-02-TH3 20 3.36 20.89 21.61 22.39 23.22 25.09 11,240 EPDREH4040-12-03-TH3 ★ 12 3.65 12.68 13.11 13.57 14.07 15.19 12,480
EPDREH4030-4-03-TH3 ★ 4 8.96 4.35 4.49 4.64 4.81 5.17 9,160 EPDREH4040-14-03-TH3 ★ 14 60 3.24 14.75 15.25 15.79 16.37 17.68 12,480
★ 50
EPDREH4030-6-03-TH3 6 7.42 6.42 6.63 6.86 7.11 7.66 9,160 EPDREH4040-16-03-TH3 ★ 0.3 16 2.91 16.81 17.39 18.01 18.67 干渉なし 12,480
EPDREH4030-8-03-TH3 ★ 8 6.33 8.49 8.77 9.08 9.41 10.15 9,160 EPDREH4040-18-03-TH3 ★ 18 2.64 18.88 19.53 20.22 20.97 干渉なし 13,860
★ 55
EPDREH4030-10-03-TH3 10 5.52 10.55 10.91 11.29 11.71 12.63 9,990 EPDREH4040-20-03-TH3 ★ 20 2.42 20.95 21.67 22.44 23.27 干渉なし 13,860
★ 65
EPDREH4030-12-03-TH3 ★ 0.3 12 4.90 12.62 13.05 13.51 14.01 15.12 9,990 EPDREH4040-22-03-TH3 22 2.23 23.01 23.81 24.66 25.57 干渉なし 13,860
EPDREH4030-14-03-TH3 ★ 14 60 4.40 14.69 15.19 15.73 16.31 17.61 11,240 EPDREH4040-24-03-TH3 ★ 24 70 2.07 25.08 25.95 26.87 27.87 干渉なし 13,860
EPDREH4030-16-03-TH3 ★ 16 3.99 16.76 17.33 17.94 18.61 20.09 11,240 EPDREH4040-8-05-TH3 ★ 8 55 4.97 8.54 8.82 9.12 9.44 10.17 12,480
EPDREH4030-18-03-TH3 ★ 3 18 1.8 2.88 6 3.65 18.82 19.47 20.16 20.91 22.58 11,240 EPDREH4040-10-05-TH3 ★ 10 4.24 10.60 10.96 11.33 11.74 12.66 12,480
★ 65
EPDREH4030-20-03-TH3 20 3.37 20.89 21.61 22.38 23.21 25.07 11,240 EPDREH4040-12-05-TH3 ★ 12 3.69 12.67 13.10 13.55 14.04 15.14 12,480
EPDREH4030-4-05-TH3 ★ 4 9.15 4.34 4.48 4.62 4.78 5.13 9,160 EPDREH4040-14-05-TH3 ★ 14 60 3.27 14.74 15.24 15.77 16.34 17.63 12,480
★ 50
EPDREH4030-6-05-TH3 6 7.55 6.41 6.62 6.84 7.08 7.61 9,160 EPDREH4040-16-05-TH3 ★ 4 0.5 16 3.5 3.85 6 2.94 16.81 17.37 17.98 18.64 干渉なし 12,480
EPDREH4030-8-05-TH3 ★ 8 6.43 8.48 8.76 9.06 9.38 10.10 9,160 EPDREH4040-18-05-TH3 ★ 18 2.67 18.87 19.51 20.20 20.94 干渉なし 13,860
★ 55
EPDREH4030-10-05-TH3 10 5.60 10.55 10.90 11.27 11.68 12.59 9,990 EPDREH4040-20-05-TH3 ★ 20 2.44 20.94 21.65 22.42 23.24 干渉なし 13,860
★ 65
EPDREH4030-12-05-TH3 ★ 0.5 12 4.95 12.61 13.04 13.49 13.98 15.07 9,990 EPDREH4040-22-05-TH3 22 2.25 23.01 23.79 24.63 25.54 干渉なし 13,860
EPDREH4030-14-05-TH3 ★ 14 60 4.44 14.68 15.18 15.71 16.28 17.56 11,240 EPDREH4040-24-05-TH3 ★ 24 70 2.09 25.08 25.93 26.85 27.84 干渉なし 13,860
EPDREH4030-16-05-TH3 ★ 16 4.03 16.75 17.31 17.92 18.58 20.05 11,240 EPDREH4040-8-10-TH3 ★ 8 55 5.19 8.52 8.78 9.06 9.37 10.05 12,480
EPDREH4030-18-05-TH3 ★ 18 3.69 18.82 19.45 20.14 20.88 22.53 11,240 EPDREH4040-10-10-TH3 ★ 10 4.40 10.59 10.92 11.28 11.67 12.54 12,480
★ 65
EPDREH4030-20-05-TH3 20 3.40 20.88 21.59 22.36 23.18 25.02 11,240 EPDREH4040-12-10-TH3 ★ 12 3.82 12.65 13.06 13.50 13.97 15.02 12,480
EPDREH4040-8-01-TH3 ★ 8 55 4.80 8.55 8.84 9.16 9.50 10.26 12,480 EPDREH4040-14-10-TH3 ★ 14 60 3.37 14.72 15.20 15.71 16.27 17.51 12,480
EPDREH4040-10-01-TH3 ★ 10 4.12 10.62 10.98 11.38 11.80 12.75 12,480 EPDREH4040-16-10-TH3 ★ 1 16 3.02 16.79 17.34 17.93 18.57 20.00 12,480
EPDREH4040-12-01-TH3 ★ 12 3.60 12.68 13.12 13.59 14.10 15.24 12,480 EPDREH4040-18-10-TH3 ★ 18 2.73 18.86 19.48 20.15 20.87 干渉なし 13,860
EPDREH4040-14-01-TH3 ★ 14 60 3.20 14.75 15.26 15.81 16.40 17.72 12,480 EPDREH4040-20-10-TH3 ★ 20 2.49 20.92 21.62 22.36 23.17 干渉なし 13,860
★ 65
EPDREH4040-16-01-TH3 ★ 0.1 16 2.88 16.82 17.40 18.03 18.70 干渉なし 12,480 EPDREH4040-22-10-TH3 22 2.29 22.99 23.76 24.58 25.47 干渉なし 13,860
EPDREH4040-18-01-TH3 ★ 18 2.62 18.89 19.54 20.24 21.00 干渉なし 13,860 EPDREH4040-24-10-TH3 ★ 24 70 2.13 25.06 25.90 26.80 27.77 干渉なし 13,860
EPDREH4040-20-01-TH3 ★ 20 2.40 20.95 21.68 22.46 23.30 干渉なし 13,860 EPDREH4050-10-01-TH3 ★ 10 2.38 10.62 10.98 11.38 11.80 干渉なし 18,590
★ 65 ★ 60
EPDREH4040-22-01-TH3 22 2.22 23.02 23.82 24.68 25.60 干渉なし 13,860 EPDREH4050-15-01-TH3 15 1.69 15.79 16.33 16.92 干渉なし 干渉なし 18,590
★ 0.1
EPDREH4040-24-01-TH3 ★ 24 70 2.06 25.09 25.96 26.89 27.90 干渉なし 13,860 EPDREH4050-20-01-TH3 20 65 1.30 20.95 21.68 干渉なし 干渉なし 干渉なし 18,590
★ 4 3.5 3.85 6
EPDREH4040-8-02-TH3 8 55 4.84 8.55 8.84 9.15 9.49 10.24 12,480 EPDREH4050-25-01-TH3 ★ 25 70 1.06 26.12 27.03 干渉なし 干渉なし 干渉なし 18,590
EPDREH4040-10-02-TH3 ★ 10 4.15 10.61 10.98 11.37 11.79 12.73 12,480 EPDREH4050-10-02-TH3 ★ 10 2.40 10.61 10.98 11.37 11.79 干渉なし 18,590
★ 60
EPDREH4040-12-02-TH3 ★ 12 3.62 12.68 13.12 13.58 14.09 15.21 12,480 EPDREH4050-15-02-TH3 15 1.70 15.78 16.33 16.91 干渉なし 干渉なし 18,590
★ 5 0.2 4 4.85 6
EPDREH4040-14-02-TH3 ★ 14 60 3.22 14.75 15.26 15.80 16.39 17.70 12,480 EPDREH4050-20-02-TH3 20 65 1.31 20.95 21.67 干渉なし 干渉なし 干渉なし 18,590
EPDREH4040-16-02-TH3 ★ 0.2 16 2.89 16.82 17.40 18.02 18.69 干渉なし 12,480 EPDREH4050-25-02-TH3 ★ 25 70 1.07 26.12 27.02 干渉なし 干渉なし 干渉なし 18,590
EPDREH4040-18-02-TH3 ★ 18 2.63 18.88 19.53 20.23 20.98 干渉なし 13,860 EPDREH4050-10-03-TH3 ★ 10 2.42 10.61 10.97 11.36 11.77 干渉なし 18,590
★ 60
EPDREH4040-20-02-TH3 ★ 20 2.41 20.95 21.67 22.45 23.28 干渉なし 13,860 EPDREH4050-15-03-TH3 15 1.71 15.78 16.32 16.90 干渉なし 干渉なし 18,590
★ 65
EPDREH4040-22-02-TH3 22 2.22 23.02 23.81 24.67 25.58 干渉なし 13,860 EPDREH4050-20-03-TH3 ★ 0.3
20 65 1.32 20.95 21.67 干渉なし 干渉なし 干渉なし 18,590
EPDREH4040-24-02-TH3 ★ 24 70 2.06 25.09 25.95 26.88 27.88 干渉なし 13,860 EPDREH4050-25-03-TH3 ★ 25 70 1.07 26.12 27.02 干渉なし 干渉なし 干渉なし 18,590
EPDREH4 φ3~φ5の切削条件は21、22、26、27ページをご確認ください。For detailed information on the EPDREH4 ∅3 to ∅5 cutting conditions, refer to pages 21, 22, 26, and 27.
★印:新商品の標準在庫品です。 ★:Stocked items of new products 干渉なし:No interference.
12 13
DN
DCONMS
Page14
ラインナップ 標準切削条件表
Line Up Recommended Cut t ing Condi t ions
4枚刃
4 Flutes
コーナ半径RE公差:±0.005mm(中心基準)
Tolerance on corner radius RE (centerline datum)
ラジアス Radius RE θκ 2枚刃 高能率切削条件 高精度切削条件 高精度切削条件は17ページを参照してください。
2 Flutes High-efficiency cutting conditions High-accuracy cutting conditions For detailed information on high-accuracy cutting conditions, refer to page 17.
4枚刃 DC
4 Flutes 1 2 3 4 5
APMX 15°
LU 被削材 プリハードン鋼 焼入れ鋼 焼入れ鋼 焼入れ鋼 焼入れ鋼
LF Work material Pre-hardened steels Hardened steels Hardened steels Hardened steels Hardened steels
(35~45HRC) (45~55HRC) (55~65HRC) (65~68HRC) (68~72HRC)
切り込み比率 Cutting depth ratio 100% 85% 80% 65% 55%
ねじれ30° 外径DC コーナ半径RE 首下長
EPDREH4 - . - -TH3 超硬 ap 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度
Tool dia. Corner radius Under neck
length (mm) n v f n v f n v f n v f n v f
Carbide Helix angle DCONMS=4 DCONMS=6 (mm) (mm) (mm) min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min
寸 法 Size(mm) 干渉角度 勾配角に対する実有効首下長 希望小売 0.016 42,500 710 37,500 550 35,000 450 31,500 410
商品コード 在庫 外径 コーナ半径 首下長 刃長 首径 全長 シャンク径 0.5 31,880 320
Interference Effective under neck length 価格(円) 0.02
Tool Corner Under neck Flute Neck Overall Shank angle with respect to draft angle
Item code Stock 0.011 42,500
dia. radius length length dia. length dia. (°) Suggested 1 710 37,500 550 35,000 450 31,500 410 31,880 320
retail price
DC RE LU APMX DN LF DCONMS θκ 0.5° 1° 1.5° 2° 3° 0.2
(¥) 0.5 0.020 42,500 710 37,500 550 35,000 450 31,500 410 31,880 320
EPDREH4050-10-05-TH3 ★ 10 2.46 10.60 10.96 11.33 11.74 干渉なし 18,590 0.05
1
★ 60 0.014 42,500 710 37,500 550 35,000 450 31,500 410 31,880 320
EPDREH4050-15-05-TH3 15 1.73 15.77 16.31 16.88 干渉なし 干渉なし 18,590 1 0.016 40,800 730 36,000 550 33,600 440 30,240 400 30,600 310
EPDREH4050-20-05-TH3 ★ 0.5
20 65 1.33 20.94 21.65 干渉なし 干渉なし 干渉なし 18,590 0.02
2 0.011 33,050 590 29,160 440 27,220 360 24,490 320 24,790 250
EPDREH4050-25-05-TH3 ★ 25 70 1.08 26.11 27.00 干渉なし 干渉なし 干渉なし 18,590 0.3
★ 5 4 4.85 6 1 0.021 40,800 730 36,000 550 33,600 440 30,240 400 30,600 310
EPDREH4050-10-10-TH3 10 2.57 10.59 10.92 11.28 11.67 干渉なし 18,590
★ 60 0.05
EPDREH4050-15-10-TH3 15 1.78 15.76 16.27 16.82 干渉なし 干渉なし 18,590 2 0.012 33,050 590 29,160 440 27,220 360 24,490 320 24,790 250
EPDREH4050-20-10-TH3 ★ 1
20 65 1.36 20.92 21.62 干渉なし 干渉なし 干渉なし 18,590 1 0.016 32,260 790 28,800 620 26,730 510 24,050 460 24,480 360
0.02
EPDREH4050-25-10-TH3 ★ 25 70 1.10 26.09 26.97 干渉なし 干渉なし 干渉なし 18,590 2 0.013 32,260 710 28,800 560 26,730 460 24,050 410 24,480 320
EPDREH4060-12-01-TH3 ★ 12 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 13,600 1 0.025 32,260 790 28,800 620 26,730 510 24,050 460 24,480 360
★ 60
EPDREH4060-18-01-TH3 18 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 17,260 0.4 0.05
2 0.016 32,260 710 28,800 560 26,730 460 24,050 410 24,480 320
EPDREH4060-24-01-TH3 ★ 0.1
24 70 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 17,260 1 0.033 32,260 790 28,800 620 26,730 510 24,050 460 24,480 360
EPDREH4060-30-01-TH3 ★ 30 80 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 17,260 0.1
2 0.028 32,260 710 28,800 560 26,730 460 24,050 410 24,480 320
EPDREH4060-12-02-TH3 ★ 12 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 13,600
1
★ 60 0.016 32,260 790 28,800 620 26,730 510 24,050 460 24,480 360
EPDREH4060-18-02-TH3 18 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 17,260
0.013 32,260 790
EPDREH4060-24-02-TH3 ★ 0.2
24 28,800 620 26,730 510 24,050
70 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 17,260 0.02 2 460 24,480 360
EPDREH4060-30-02-TH3 ★ 30 80 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 17,260 3 0.010 26,440 630 23,330 470 21,770 380 19,600 340 19,830 270
EPDREH4060-12-03-TH3 ★ 12 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 13,600 1 0.030 32,260 790 28,800 620 26,730 510 24,050 460 24,480 360
★ 60
EPDREH4060-18-03-TH3 18 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 17,260 0.5 0.05 2 0.023 32,260 790 28,800 620 26,730 510 24,050 460 24,480 360
★ 6 0.3 5 5.85 6
EPDREH4060-24-03-TH3 24 70 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 17,260 3 0.017 26,440 630 23,330 470 21,770 380 19,600 340 19,830 270
EPDREH4060-30-03-TH3 ★ 30 80 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 17,260 1 0.035 32,260 790 28,800 620 26,730 510 24,050 460 24,480 360
EPDREH4060-12-05-TH3 ★ 12 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 13,600 0.1 2
★ 60 0.030 32,260 790 28,800 620 26,730 510 24,050 460 24,480 360
EPDREH4060-18-05-TH3 18 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 17,260 3 0.020 26,440 630 23,330 470 21,770 380 19,600 340 19,830 270
EPDREH4060-24-05-TH3 ★ 0.5
24 70 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 17,260
2 0.016 32,260 990 28,800 770 26,730 640 24,050 570 24,480 440
EPDREH4060-30-05-TH3 ★ 30 80 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 17,260 0.02
EPDREH4060-12-10-TH3 ★ 12 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 13,600 4 0.013 26,440 790 23,330 590 21,770 480 19,600 430 19,830 330
★ 60
EPDREH4060-18-10-TH3 18 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 17,260 2 0.028 32,260 990 28,800 770 26,730 640 24,050 570 24,480 440
0.6 0.05
EPDREH4060-24-10-TH3 ★ 1
24 70 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 17,260 4 0.019 26,440 790 23,330 590 21,770 480 19,600 430 19,830 330
EPDREH4060-30-10-TH3 ★ 30 80 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 17,260 2 0.035 32,260 990 28,800 770 26,730 640 24,050 570 24,480 440
0.1
4 0.024 26,440 790 23,330 590 21,770 480 19,600 430 19,830 330
EPDREH4 φ5、6の切削条件は22、23、27、28ページをご確認ください。For detailed information on the EPDREH4 ∅5 and∅6 cutting conditions, refer to pages 22, 23, 27, and 28. 2 0.023 34,000 1,410 30,000 1,110 28,000 900 25,200 810 25,500 630
0.02
★印:新商品の標準在庫品です。 ★:Stocked items of new products. 干渉なし:No interference 4 0.016 34,000 1,130 30,000 890 28,000 720 25,200 650 25,500 510
2 0.038 34,000 1,410 30,000 1,110 28,000 900 25,200 810 25,500 630
0.05
4 0.026 34,000 1,130 30,000 890 28,000 720 25,200 650 25,500 510
0.8
2 0.047 34,000 1,410 30,000 1,110 28,000 900 25,200 810 25,500 630
0.1
4 0.032 34,000 1,130 30,000 890 28,000 720 25,200 650 25,500 510
2 0.081 34,000 1,410 30,000 1,110 28,000 900 25,200 810 25,500 630
再研磨対応範囲一覧表 0.2
Regrinding compatibility range table 4 0.056 34,000 1,130 30,000 890 28,000 720 25,200 650 25,500 510
【注意】ご使用にあたっては、16ページの表下の項目と注意を参照してください。【Note】Refer to the comments and notes below the table on page 16 regarding usage.
商品コード 商品名称 形 状 再研磨対応外径範囲(㎜)
Re-grinding compatibility range
Item code Product name Shape 外周 Outer dia. エンド End
EPDREH4-TH3 エポックディープラジアスエボリューションハード-TH3( 4枚刃)
Epoch Deep Radius Evolution Hard-TH3 (4 Flutes) ×(N/A) 4~6
※再研磨後のR精度は外径基準となります。 The corner radius precision after regrinding uses the tool diameter as its datum.
14 15
DN
DCONMS
Page15
ラインナップ 標準切削条件表
Line Up Recommended Cut t ing Condi t ions
4枚刃
4 Flutes
コーナ半径RE公差:±0.005mm(中心基準)
Tolerance on corner radius RE (centerline datum)
ラジアス Radius RE θκ 2枚刃 高能率切削条件 高精度切削条件 高精度切削条件は17ページを参照してください。
2 Flutes High-efficiency cutting conditions High-accuracy cutting conditions For detailed information on high-accuracy cutting conditions, refer to page 17.
4枚刃 DC
4 Flutes 1 2 3 4 5
APMX 15°
LU 被削材 プリハードン鋼 焼入れ鋼 焼入れ鋼 焼入れ鋼 焼入れ鋼
LF Work material Pre-hardened steels Hardened steels Hardened steels Hardened steels Hardened steels
(35~45HRC) (45~55HRC) (55~65HRC) (65~68HRC) (68~72HRC)
切り込み比率 Cutting depth ratio 100% 85% 80% 65% 55%
ねじれ30° 外径DC コーナ半径RE 首下長
EPDREH4 - . - -TH3 超硬 ap 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度
Tool dia. Corner radius Under neck
length (mm) n v f n v f n v f n v f n v f
Carbide Helix angle DCONMS=4 DCONMS=6 (mm) (mm) (mm) min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min
寸 法 Size(mm) 干渉角度 勾配角に対する実有効首下長 希望小売 0.016 42,500 710 37,500 550 35,000 450 31,500 410
商品コード 在庫 外径 コーナ半径 首下長 刃長 首径 全長 シャンク径 0.5 31,880 320
Interference Effective under neck length 価格(円) 0.02
Tool Corner Under neck Flute Neck Overall Shank angle with respect to draft angle
Item code Stock 0.011 42,500
dia. radius length length dia. length dia. (°) Suggested 1 710 37,500 550 35,000 450 31,500 410 31,880 320
retail price
DC RE LU APMX DN LF DCONMS θκ 0.5° 1° 1.5° 2° 3° 0.2
(¥) 0.5 0.020 42,500 710 37,500 550 35,000 450 31,500 410 31,880 320
EPDREH4050-10-05-TH3 ★ 10 2.46 10.60 10.96 11.33 11.74 干渉なし 18,590 0.05
1
★ 60 0.014 42,500 710 37,500 550 35,000 450 31,500 410 31,880 320
EPDREH4050-15-05-TH3 15 1.73 15.77 16.31 16.88 干渉なし 干渉なし 18,590 1 0.016 40,800 730 36,000 550 33,600 440 30,240 400 30,600 310
EPDREH4050-20-05-TH3 ★ 0.5
20 65 1.33 20.94 21.65 干渉なし 干渉なし 干渉なし 18,590 0.02
2 0.011 33,050 590 29,160 440 27,220 360 24,490 320 24,790 250
EPDREH4050-25-05-TH3 ★ 25 70 1.08 26.11 27.00 干渉なし 干渉なし 干渉なし 18,590 0.3
★ 5 4 4.85 6 1 0.021 40,800 730 36,000 550 33,600 440 30,240 400 30,600 310
EPDREH4050-10-10-TH3 10 2.57 10.59 10.92 11.28 11.67 干渉なし 18,590
★ 60 0.05
EPDREH4050-15-10-TH3 15 1.78 15.76 16.27 16.82 干渉なし 干渉なし 18,590 2 0.012 33,050 590 29,160 440 27,220 360 24,490 320 24,790 250
EPDREH4050-20-10-TH3 ★ 1
20 65 1.36 20.92 21.62 干渉なし 干渉なし 干渉なし 18,590 1 0.016 32,260 790 28,800 620 26,730 510 24,050 460 24,480 360
0.02
EPDREH4050-25-10-TH3 ★ 25 70 1.10 26.09 26.97 干渉なし 干渉なし 干渉なし 18,590 2 0.013 32,260 710 28,800 560 26,730 460 24,050 410 24,480 320
EPDREH4060-12-01-TH3 ★ 12 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 13,600 1 0.025 32,260 790 28,800 620 26,730 510 24,050 460 24,480 360
★ 60
EPDREH4060-18-01-TH3 18 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 17,260 0.4 0.05
2 0.016 32,260 710 28,800 560 26,730 460 24,050 410 24,480 320
EPDREH4060-24-01-TH3 ★ 0.1
24 70 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 17,260 1 0.033 32,260 790 28,800 620 26,730 510 24,050 460 24,480 360
EPDREH4060-30-01-TH3 ★ 30 80 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 17,260 0.1
2 0.028 32,260 710 28,800 560 26,730 460 24,050 410 24,480 320
EPDREH4060-12-02-TH3 ★ 12 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 13,600
1
★ 60 0.016 32,260 790 28,800 620 26,730 510 24,050 460 24,480 360
EPDREH4060-18-02-TH3 18 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 17,260
0.013 32,260 790
EPDREH4060-24-02-TH3 ★ 0.2
24 28,800 620 26,730 510 24,050
70 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 17,260 0.02 2 460 24,480 360
EPDREH4060-30-02-TH3 ★ 30 80 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 17,260 3 0.010 26,440 630 23,330 470 21,770 380 19,600 340 19,830 270
EPDREH4060-12-03-TH3 ★ 12 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 13,600 1 0.030 32,260 790 28,800 620 26,730 510 24,050 460 24,480 360
★ 60
EPDREH4060-18-03-TH3 18 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 17,260 0.5 0.05 2 0.023 32,260 790 28,800 620 26,730 510 24,050 460 24,480 360
★ 6 0.3 5 5.85 6
EPDREH4060-24-03-TH3 24 70 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 17,260 3 0.017 26,440 630 23,330 470 21,770 380 19,600 340 19,830 270
EPDREH4060-30-03-TH3 ★ 30 80 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 17,260 1 0.035 32,260 790 28,800 620 26,730 510 24,050 460 24,480 360
EPDREH4060-12-05-TH3 ★ 12 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 13,600 0.1 2
★ 60 0.030 32,260 790 28,800 620 26,730 510 24,050 460 24,480 360
EPDREH4060-18-05-TH3 18 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 17,260 3 0.020 26,440 630 23,330 470 21,770 380 19,600 340 19,830 270
EPDREH4060-24-05-TH3 ★ 0.5
24 70 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 17,260
2 0.016 32,260 990 28,800 770 26,730 640 24,050 570 24,480 440
EPDREH4060-30-05-TH3 ★ 30 80 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 17,260 0.02
EPDREH4060-12-10-TH3 ★ 12 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 13,600 4 0.013 26,440 790 23,330 590 21,770 480 19,600 430 19,830 330
★ 60
EPDREH4060-18-10-TH3 18 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 17,260 2 0.028 32,260 990 28,800 770 26,730 640 24,050 570 24,480 440
0.6 0.05
EPDREH4060-24-10-TH3 ★ 1
24 70 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 17,260 4 0.019 26,440 790 23,330 590 21,770 480 19,600 430 19,830 330
EPDREH4060-30-10-TH3 ★ 30 80 0.00 干渉なし 干渉なし 干渉なし 干渉なし 干渉なし 17,260 2 0.035 32,260 990 28,800 770 26,730 640 24,050 570 24,480 440
0.1
4 0.024 26,440 790 23,330 590 21,770 480 19,600 430 19,830 330
EPDREH4 φ5、6の切削条件は22、23、27、28ページをご確認ください。For detailed information on the EPDREH4 ∅5 and∅6 cutting conditions, refer to pages 22, 23, 27, and 28. 2 0.023 34,000 1,410 30,000 1,110 28,000 900 25,200 810 25,500 630
0.02
★印:新商品の標準在庫品です。 ★:Stocked items of new products. 干渉なし:No interference 4 0.016 34,000 1,130 30,000 890 28,000 720 25,200 650 25,500 510
2 0.038 34,000 1,410 30,000 1,110 28,000 900 25,200 810 25,500 630
0.05
4 0.026 34,000 1,130 30,000 890 28,000 720 25,200 650 25,500 510
0.8
2 0.047 34,000 1,410 30,000 1,110 28,000 900 25,200 810 25,500 630
0.1
4 0.032 34,000 1,130 30,000 890 28,000 720 25,200 650 25,500 510
2 0.081 34,000 1,410 30,000 1,110 28,000 900 25,200 810 25,500 630
再研磨対応範囲一覧表 0.2
Regrinding compatibility range table 4 0.056 34,000 1,130 30,000 890 28,000 720 25,200 650 25,500 510
【注意】ご使用にあたっては、16ページの表下の項目と注意を参照してください。【Note】Refer to the comments and notes below the table on page 16 regarding usage.
商品コード 商品名称 形 状 再研磨対応外径範囲(㎜)
Re-grinding compatibility range
Item code Product name Shape 外周 Outer dia. エンド End
EPDREH4-TH3 エポックディープラジアスエボリューションハード-TH3( 4枚刃)
Epoch Deep Radius Evolution Hard-TH3 (4 Flutes) ×(N/A) 4~6
※再研磨後のR精度は外径基準となります。 The corner radius precision after regrinding uses the tool diameter as its datum.
14 15
DN
DCONMS
Page16
標準切削条件表
Recommended Cut t ing Condi t ions
2枚刃 高能率切削条件 高精度切削条件 高精度切削条件は17ページを参照してください。 2枚刃 高能率切削条件 高精度切削条件
2 Flutes High-efficiency cutting conditions High-accuracy cutting conditions 高能率切削条件は15ページを参照してください。
For detailed information on high-accuracy cutting conditions, refer to page 17. 2 Flutes High-efficiency cutting conditions High-accuracy cutting conditions For detailed information on high-efficiency cutting conditions, refer to page 15.
1 2 3 4 5 1 2 3 4 5
被削材 プリハードン鋼 焼入れ鋼 焼入れ鋼 焼入れ鋼 焼入れ鋼 被削材 プリハードン鋼 焼入れ鋼 焼入れ鋼 焼入れ鋼 焼入れ鋼
Work material Pre-hardened steels Hardened steels Hardened steels Hardened steels Hardened steels Work material Pre-hardened steels Hardened steels Hardened steels Hardened steels Hardened steels
(35~45HRC) (45~55HRC) (55~65HRC) (65~68HRC) (68~72HRC) (35~45HRC) (45~55HRC) (55~65HRC) (65~68HRC) (68~72HRC)
切り込み比率 Cutting depth ratiot 100% 85% 80% 65% 55% 切り込み比率 Cutting depth ratio 100% 85% 80% 65% 55%
外径DC コーナ半径RE 首下長 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 外径DC コーナ半径RE 首下長 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度
Tool dia. orner radius Under neck ap
C m) n v f n v f n v f n v f n v f Tool dia. Corner radius Under neck ap
(mm) (mm) length (m
(mm) (mm) length (mm) n v f n v f n v f n v f n v f
(mm) min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min (mm) min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min
2 0.016 33,440 1,810 29,620 1,420 27,710 1,160 24,940 1,050 25,170 810 0.5 0.016 50,000 210 50,000 180 50,000 160 45,000 140 42,500 110
0.02
4 0.013 30,600 1,650 27,000 1,290 25,200 1,060 22,680 950 22,950 740 1 0.011 50,000 210 50,000 180 50,000 160 45,000 140 42,500 110
0.02 0.2
6 0.010 24,790 1,340 21,870 1,050 20,410 860 18,370 770 18,590 600 0.5 0.020 50,000 210 50,000 180 50,000 160 45,000 140 42,500 110
0.05
8 0.008 22,030 1,190 19,440 930 18,140 760 16,330 680 16,520 530 1 0.014 50,000 210 50,000 180 50,000 160 45,000 140 42,500 110
2 0.046 33,440 1,810 29,620 1,420 27,710 1,160 24,940 1,050 25,170 810 1 0.016 50,000 460 50,000 340 50,000 320 45,000 290 42,500 220
0.02
4 0.027 30,600 1,650 27,000 1,290 25,200 1,060 22,680 950 22,950 740 2 0.011 45,000 420 45,000 300 45,000 290 40,500 260 38,250 200
0.05 0.3
6 0.017 24,790 1,340 21,870 1,050 20,410 860 18,370 770 18,590 600 1 0.021 50,000 460 50,000 340 50,000 320 45,000 290 42,500 220
0.05
8 0.016 22,030 1,190 19,440 930 18,140 760 16,330 680 16,520 530 2 0.012 45,000 420 45,000 300 45,000 290 40,500 260 38,250 200
1
2 0.065 33,440 1,810 29,620 1,420 27,710 1,160 24,940 1,050 25,170 810 1 0.016 50,000 460 40,000 320 36,000 270 32,400 240 30,600 190
0.02
4 0.038 30,600 1,650 27,000 1,290 25,200 1,060 22,680 950 22,950 740 2 0.013 45,000 410 36,000 290 34,000 240 30,600 220 28,900 170
0.1
6 0.024 24,790 1,340 21,870 1,050 20,410 860 18,370 770 18,590 600 1 0.025 50,000 460 40,000 320 36,000 270 32,400 240 30,600 190
0.4 0.05
8 0.024 22,030 1,190 19,440 930 18,140 760 16,330 680 16,520 530 2 0.016 45,000 410 36,000 290 34,000 240 30,600 220 28,900 170
2 0.110 33,440 1,810 29,620 1,420 27,710 1,160 24,940 1,050 25,170 810 1 0.033 50,000 460 40,000 320 36,000 270 32,400 240 30,600 190
0.1
4 0.070 30,600 1,650 27,000 1,290 25,200 1,060 22,680 950 22,950 740 2 0.028 45,000 410 36,000 290 34,000 240 30,600 220 28,900 170
0.2
6 0.040 24,790 1,340 21,870 1,050 20,410 860 18,370 770 18,590 600 1 0.016 40,000 460 30,000 380 28,000 320 25,200 280 23,800 220
8 0.040 22,030 1,190 19,440 930 18,140 760 16,330 680 16,520 530 0.02 2 0.013 40,000 460 30,000 380 28,000 320 25,200 280 23,800 220
(1)apは被削材グル-プ1での目安を示しています。その他のグループの場合は、上表の切込み比率を目安に調整してください。 3 0.010 36,000 410 27,000 320 24,500 260 22,050 230 20,830 180
(2)リブ加工や止まり溝など、切りくずがつまりやすい切削の場合、切込み設定は基本切込みに切込み比率をかけて算出した切込み量を、
さらにその80%まで小さくして使用してください。 1 0.030 40,000 460 30,000 380 28,000 320 25,200 280 23,800 220
(3)aeの設定はap×切込み比率×5倍以下を目安に調整してください。仕上げ加工を行う場合、理論カスプハイトを計算し設定してください。 0.5 0.05 2 0.023 40,000 460 30,000 380 28,000 320 25,200 280 23,800 220
(4)彫り込み時の傾斜進入角は1°以下を推奨いたします。また、送り速度は条件表の70%以下に調整してください。
(5)文字彫り加工のような溝切削の際は、送り速度は50%以下・apを30%以下を目安に調整してください。また往復切削による加工を推奨いたします。 3 0.017 36,000 410 27,000 320 24,500 260 22,050 230 20,830 180
(1) ap indicates guidelines for Group 1 workpieces. For other groups, adjust cutting depth based on the cutting depth factors in the above table. 1 0.035 40,000 460 30,000 380 28,000 320 25,200 280 23,800 220
(2) In cases in which cutting chips may cause clogging--for example, for rib cutting and blind grooves--set the cutting depth using a cutting depth factor to calculate the cutting
depth amount. This amount should then be reduced to 80% of the calculated value. 0.1 2 0.030 40,000 460 30,000 380
(3) Adjust by setting a 28,000 320 25,200 280 23,800 220
e to (5 or less) × (ap) × (cutting depth ratio). For finishing cutting, calculate the theoretical cusp height and set accordingly.
(4) The recommended slope entrance angle when engraving is 1° or less. Adjust the feed rate to 70% or less of values presented in the cutting condition table.
(5) When slotting such engraving letters, adjust the feed rate to 50% or less and a 3 0.020 36,000
p to 30% or less of the values shown. We recommend reciprocal cutting. 410 27,000 320 24,500 260 22,050 230 20,830 180
2 0.016 37,830 600 28,200 390 23,000 320 20,700 290 19,550 220
【切込み設定例】 0.02
4 0.013 27,800 440 23,600 280 21,000 230 18,900 210 17,850 160
EPDREH2010-2-02-TH3の工具で焼入れ鋼(50HRC)をリブ溝等高線切削する場合、
切込み=0.11(ap)×0.85(焼入れ鋼グループ2の切込み比率)×0.8(閉鎖域の切削)=0.075mm 2 0.028 37,830 600 28,200 390 23,000 320 20,700 290 19,550 220
0.6 0.05
Cutting depth setting example: When cutting rib groove contours in hardened steel (50HRC) using an EPDREH2010-2-02-TH3 tool: 4 0.019 27,800 440 23,600 280 21,000 230 18,900 210 17,850 160
Cutting depth = 0.11 (ap) × 0.85 (cutting depth factor for Group 2 Hardened steels) × 0.8 (for closed-area cutting) = 0.075 mm
2 0.035 37,830 600 28,200 390 23,000 320 20,700 290 19,550 220
0.1
【注意】①被削材、加工形状に合わせて、適切なクーラントを使用してください。 4 0.024 27,800 440 23,600 280 21,000 230 18,900 210 17,850 160
②この標準切削条件表は切削条件の目安を示すものです。実際の加工では加工形状、目的、使用機械等により条件を調整してください。
③機械の回転数が足りない場合は、回転数と送り速度を同じ比率で下げてください。 2 0.023 28,000 650 20,000 400 20,000 360 18,000 320 17,000 250
【Note】 ① Use the appropriate coolant for the work material and machining shape. 0.02
② These Recommended Cutting Conditions indicate only the rule of a thumb for the cutting conditions. In actual machining, the condition should be adjusted according to the 4 0.016 28,000 520 20,000 320 20,000 290 18,000 260 17,000 200
machining shape, purpose and the machine type.
③ If the rpm of the machine is low, lower the feed rate also to put the rpm and feed rate in the same ratio. 2 0.038 28,000 650 20,000 400 20,000 360 18,000 320 17,000 250
0.05
4 0.026 28,000 520 20,000 320 20,000 290 18,000 260 17,000 200
0.8
2 0.047 28,000 650 20,000 400 20,000 360 18,000 320 17,000 250
0.1
4 0.032 28,000 520 20,000 320 20,000 290 18,000 260 17,000 200
2 0.081 28,000 650 20,000 400 20,000 360 18,000 320 17,000 250
0.2
4 0.056 28,000 520 20,000 320 20,000 290 18,000 260 17,000 200
【注意】ご使用にあたっては、18ページの表下の項目と注意を参照してください。【Note】Refer to the comments and notes below the table on page 18 regarding usage.
16 17
Page17
標準切削条件表
Recommended Cut t ing Condi t ions
2枚刃 高能率切削条件 高精度切削条件 高精度切削条件は17ページを参照してください。 2枚刃 高能率切削条件 高精度切削条件
2 Flutes High-efficiency cutting conditions High-accuracy cutting conditions 高能率切削条件は15ページを参照してください。
For detailed information on high-accuracy cutting conditions, refer to page 17. 2 Flutes High-efficiency cutting conditions High-accuracy cutting conditions For detailed information on high-efficiency cutting conditions, refer to page 15.
1 2 3 4 5 1 2 3 4 5
被削材 プリハードン鋼 焼入れ鋼 焼入れ鋼 焼入れ鋼 焼入れ鋼 被削材 プリハードン鋼 焼入れ鋼 焼入れ鋼 焼入れ鋼 焼入れ鋼
Work material Pre-hardened steels Hardened steels Hardened steels Hardened steels Hardened steels Work material Pre-hardened steels Hardened steels Hardened steels Hardened steels Hardened steels
(35~45HRC) (45~55HRC) (55~65HRC) (65~68HRC) (68~72HRC) (35~45HRC) (45~55HRC) (55~65HRC) (65~68HRC) (68~72HRC)
切り込み比率 Cutting depth ratiot 100% 85% 80% 65% 55% 切り込み比率 Cutting depth ratio 100% 85% 80% 65% 55%
外径DC コーナ半径RE 首下長 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 外径DC コーナ半径RE 首下長 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度
Tool dia. orner radius Under neck ap
C m) n v f n v f n v f n v f n v f Tool dia. Corner radius Under neck ap
(mm) (mm) length (m
(mm) (mm) length (mm) n v f n v f n v f n v f n v f
(mm) min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min (mm) min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min
2 0.016 33,440 1,810 29,620 1,420 27,710 1,160 24,940 1,050 25,170 810 0.5 0.016 50,000 210 50,000 180 50,000 160 45,000 140 42,500 110
0.02
4 0.013 30,600 1,650 27,000 1,290 25,200 1,060 22,680 950 22,950 740 1 0.011 50,000 210 50,000 180 50,000 160 45,000 140 42,500 110
0.02 0.2
6 0.010 24,790 1,340 21,870 1,050 20,410 860 18,370 770 18,590 600 0.5 0.020 50,000 210 50,000 180 50,000 160 45,000 140 42,500 110
0.05
8 0.008 22,030 1,190 19,440 930 18,140 760 16,330 680 16,520 530 1 0.014 50,000 210 50,000 180 50,000 160 45,000 140 42,500 110
2 0.046 33,440 1,810 29,620 1,420 27,710 1,160 24,940 1,050 25,170 810 1 0.016 50,000 460 50,000 340 50,000 320 45,000 290 42,500 220
0.02
4 0.027 30,600 1,650 27,000 1,290 25,200 1,060 22,680 950 22,950 740 2 0.011 45,000 420 45,000 300 45,000 290 40,500 260 38,250 200
0.05 0.3
6 0.017 24,790 1,340 21,870 1,050 20,410 860 18,370 770 18,590 600 1 0.021 50,000 460 50,000 340 50,000 320 45,000 290 42,500 220
0.05
8 0.016 22,030 1,190 19,440 930 18,140 760 16,330 680 16,520 530 2 0.012 45,000 420 45,000 300 45,000 290 40,500 260 38,250 200
1
2 0.065 33,440 1,810 29,620 1,420 27,710 1,160 24,940 1,050 25,170 810 1 0.016 50,000 460 40,000 320 36,000 270 32,400 240 30,600 190
0.02
4 0.038 30,600 1,650 27,000 1,290 25,200 1,060 22,680 950 22,950 740 2 0.013 45,000 410 36,000 290 34,000 240 30,600 220 28,900 170
0.1
6 0.024 24,790 1,340 21,870 1,050 20,410 860 18,370 770 18,590 600 1 0.025 50,000 460 40,000 320 36,000 270 32,400 240 30,600 190
0.4 0.05
8 0.024 22,030 1,190 19,440 930 18,140 760 16,330 680 16,520 530 2 0.016 45,000 410 36,000 290 34,000 240 30,600 220 28,900 170
2 0.110 33,440 1,810 29,620 1,420 27,710 1,160 24,940 1,050 25,170 810 1 0.033 50,000 460 40,000 320 36,000 270 32,400 240 30,600 190
0.1
4 0.070 30,600 1,650 27,000 1,290 25,200 1,060 22,680 950 22,950 740 2 0.028 45,000 410 36,000 290 34,000 240 30,600 220 28,900 170
0.2
6 0.040 24,790 1,340 21,870 1,050 20,410 860 18,370 770 18,590 600 1 0.016 40,000 460 30,000 380 28,000 320 25,200 280 23,800 220
8 0.040 22,030 1,190 19,440 930 18,140 760 16,330 680 16,520 530 0.02 2 0.013 40,000 460 30,000 380 28,000 320 25,200 280 23,800 220
(1)apは被削材グル-プ1での目安を示しています。その他のグループの場合は、上表の切込み比率を目安に調整してください。 3 0.010 36,000 410 27,000 320 24,500 260 22,050 230 20,830 180
(2)リブ加工や止まり溝など、切りくずがつまりやすい切削の場合、切込み設定は基本切込みに切込み比率をかけて算出した切込み量を、
さらにその80%まで小さくして使用してください。 1 0.030 40,000 460 30,000 380 28,000 320 25,200 280 23,800 220
(3)aeの設定はap×切込み比率×5倍以下を目安に調整してください。仕上げ加工を行う場合、理論カスプハイトを計算し設定してください。 0.5 0.05 2 0.023 40,000 460 30,000 380 28,000 320 25,200 280 23,800 220
(4)彫り込み時の傾斜進入角は1°以下を推奨いたします。また、送り速度は条件表の70%以下に調整してください。
(5)文字彫り加工のような溝切削の際は、送り速度は50%以下・apを30%以下を目安に調整してください。また往復切削による加工を推奨いたします。 3 0.017 36,000 410 27,000 320 24,500 260 22,050 230 20,830 180
(1) ap indicates guidelines for Group 1 workpieces. For other groups, adjust cutting depth based on the cutting depth factors in the above table. 1 0.035 40,000 460 30,000 380 28,000 320 25,200 280 23,800 220
(2) In cases in which cutting chips may cause clogging--for example, for rib cutting and blind grooves--set the cutting depth using a cutting depth factor to calculate the cutting
depth amount. This amount should then be reduced to 80% of the calculated value. 0.1 2 0.030 40,000 460 30,000 380
(3) Adjust by setting a 28,000 320 25,200 280 23,800 220
e to (5 or less) × (ap) × (cutting depth ratio). For finishing cutting, calculate the theoretical cusp height and set accordingly.
(4) The recommended slope entrance angle when engraving is 1° or less. Adjust the feed rate to 70% or less of values presented in the cutting condition table.
(5) When slotting such engraving letters, adjust the feed rate to 50% or less and a 3 0.020 36,000
p to 30% or less of the values shown. We recommend reciprocal cutting. 410 27,000 320 24,500 260 22,050 230 20,830 180
2 0.016 37,830 600 28,200 390 23,000 320 20,700 290 19,550 220
【切込み設定例】 0.02
4 0.013 27,800 440 23,600 280 21,000 230 18,900 210 17,850 160
EPDREH2010-2-02-TH3の工具で焼入れ鋼(50HRC)をリブ溝等高線切削する場合、
切込み=0.11(ap)×0.85(焼入れ鋼グループ2の切込み比率)×0.8(閉鎖域の切削)=0.075mm 2 0.028 37,830 600 28,200 390 23,000 320 20,700 290 19,550 220
0.6 0.05
Cutting depth setting example: When cutting rib groove contours in hardened steel (50HRC) using an EPDREH2010-2-02-TH3 tool: 4 0.019 27,800 440 23,600 280 21,000 230 18,900 210 17,850 160
Cutting depth = 0.11 (ap) × 0.85 (cutting depth factor for Group 2 Hardened steels) × 0.8 (for closed-area cutting) = 0.075 mm
2 0.035 37,830 600 28,200 390 23,000 320 20,700 290 19,550 220
0.1
【注意】①被削材、加工形状に合わせて、適切なクーラントを使用してください。 4 0.024 27,800 440 23,600 280 21,000 230 18,900 210 17,850 160
②この標準切削条件表は切削条件の目安を示すものです。実際の加工では加工形状、目的、使用機械等により条件を調整してください。
③機械の回転数が足りない場合は、回転数と送り速度を同じ比率で下げてください。 2 0.023 28,000 650 20,000 400 20,000 360 18,000 320 17,000 250
【Note】 ① Use the appropriate coolant for the work material and machining shape. 0.02
② These Recommended Cutting Conditions indicate only the rule of a thumb for the cutting conditions. In actual machining, the condition should be adjusted according to the 4 0.016 28,000 520 20,000 320 20,000 290 18,000 260 17,000 200
machining shape, purpose and the machine type.
③ If the rpm of the machine is low, lower the feed rate also to put the rpm and feed rate in the same ratio. 2 0.038 28,000 650 20,000 400 20,000 360 18,000 320 17,000 250
0.05
4 0.026 28,000 520 20,000 320 20,000 290 18,000 260 17,000 200
0.8
2 0.047 28,000 650 20,000 400 20,000 360 18,000 320 17,000 250
0.1
4 0.032 28,000 520 20,000 320 20,000 290 18,000 260 17,000 200
2 0.081 28,000 650 20,000 400 20,000 360 18,000 320 17,000 250
0.2
4 0.056 28,000 520 20,000 320 20,000 290 18,000 260 17,000 200
【注意】ご使用にあたっては、18ページの表下の項目と注意を参照してください。【Note】Refer to the comments and notes below the table on page 18 regarding usage.
16 17
Page18
標準切削条件表
Recommended Cut t ing Condi t ions
2枚刃 高能率切削条件 高精度切削条件 4枚刃 高能率切削条件 高精度切削条件 高精度切削条件は24ページを参照してください。
2 Flutes High-efficiency cutting conditions High-accuracy cutting conditions 高能率切削条件は15ページを参照してください。
For detailed information on high-efficiency cutting conditions, refer to page 15. 4 Flutes High-efficiency cutting conditions High-accuracy cutting conditions For detailed information on high-accuracy cutting conditions, refer to page 24.
1 2 3 4 5 1 2 3 4 5
被削材 プリハードン鋼 焼入れ鋼 焼入れ鋼 焼入れ鋼 焼入れ鋼 被削材 プリハードン鋼 焼入れ鋼 焼入れ鋼 焼入れ鋼 焼入れ鋼
Work material Pre-hardened steels Hardened steels Hardened steels Hardened steels Hardened steels Work material Pre-hardened steels Hardened steels Hardened steels Hardened steels Hardened steels
(35~45HRC) (45~55HRC) (55~65HRC) (65~68HRC) (68~72HRC) (35~45HRC) (45~55HRC) (55~60HRC) (60~65HRC) (65~72HRC)
切り込み比率 Cutting depth ratio 100% 85% 80% 65% 55% 切り込み比率 Cutting depth ratio 120% 100% 70% 50% 25%
外径DC コーナ半径RE 首下長 ap 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 外径DC コーナ半径RE 首下長 転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度
Tool dia. Corner radius Under neck
length (mm) n v f n v f n v f n v f n v f Tool dia. Corner radius Under neck ap 回
n v f n v f n v f n v f
(mm) (mm) (mm) min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min (mm) (mm) length (mm) n v f
(mm) min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min
2 0.016 30,290 1,210 26,730 960 24,950 800 22,450 720 21,210 560 1.5 0.019 38,900 3,420 38,900 3,110 28,300 2,040 23,000 1,840 21,200 1,440
2 0.016 35,000 3,080 35,000 2,800 25,500 1,840 20,700 1,660 19,100 1,300
4 0.013 27,540 1,040 24,300 820 22,680 670 20,410 600 19,280 470
0.02 2.5 0.015 31,800 2,800 31,800 2,540 23,100 1,660 18,800 1,500 17,400 1,180
6 0.010 22,310 840 19,680 660 18,370 540 16,530 490 15,620 380 0.02 3 0.014 29,200 2,570 29,200 2,340 21,200 1,530 17,200 1,380 15,900 1,080
8 0.008 19,830 750 17,500 590 16,330 480 14,700 430 13,880 340 4 0.013 25,000 2,200 25,000 2,000 18,200 1,310 14,800 1,180 13,600 920
5 0.013 21,900 1,930 21,900 1,750 15,900 1,140 12,900 1,030 11,900 810
2 0.046 30,250 1,210 26,730 960 24,950 800 22,450 720 21,210 560 6 0.007 19,500 1,720 19,500 1,560 14,100 1,020 11,500 920 10,600 720
4 0.027 28,920 1,130 24,300 820 22,680 670 20,410 600 19,280 470 8 0.004 15,900 1,400 15,900 1,270 11,600 840 9,400 750 8,700 590
0.05 1.5 0.046 38,900 3,420 38,900 3,110 28,300 2,040 23,000 1,840
6 0.017 24,540 930 19,680 660 18,370 540 16,530 490 15,620 380 21,200 1,440
2 0.034 35,000 3,080 35,000 2,800 25,500 1,840 20,700 1,660 19,100 1,300
1 8 0.016 19,830 750 17,500 590 16,330 480 14,700 430 13,880 340 2.5 0.033 31,800 2,800 31,800 2,540 23,100 1,660 18,800 1,500 17,400 1,180
2 0.065 30,290 1,210 26,730 960 24,950 800 22,450 720 21,210 560 0.05 3 0.030 29,200 2,570 29,200 2,340 21,200 1,530 17,200 1,380 15,900 1,080
4 0.028 25,000 2,200 25,000 2,000 18,200 1,310 14,800 1,180 13,600 920
4 0.038 27,540 1,040 24,300 820 22,680 670 20,410 600 19,280 470
0.1 5 0.027 21,900 1,930 21,900 1,750 15,900 1,140 12,900 1,030 11,900 810
6 0.024 22,310 840 19,680 660 18,370 540 16,530 490 15,620 380 6 0.015 19,500 1,720 19,500 1,560 14,100 1,020 11,500 920 10,600 720
8 0.024 19,830 750 17,500 590 16,330 480 14,700 430 13,880 340 8 0.009 15,900 1,400 15,900 1,270 11,600 840 9,400 750 8,700 590
1.5 0.056 38,900 3,420 38,900 3,110 28,300 2,040 23,000 1,840 21,200 1,440
2 0.110 30,290 1,210 26,730 960 24,950 800 22,450 720 21,210 560 2 0.042 35,000 3,080 35,000 2,800 25,500 1,840 20,700 1,660 19,100 1,300
4 0.070 27,540 1,040 24,300 820 22,680 670 20,410 600 19,280 470 2.5 0.040 31,800 2,800 31,800 2,540 23,100 1,660 18,800 1,500 17,400 1,180
0.2
1 0.1 3 0.037 29,200 2,570 29,200 2,340 21,200 1,530 17,200 1,380 15,900 1,080
6 0.040 22,310 840 19,680 660 18,370 540 16,530 490 15,620 380 4 0.035 25,000 2,200 25,000 2,000 18,200 1,310 14,800 1,180 13,600 920
8 0.040 19,830 750 17,500 590 16,330 480 14,700 430 13,880 340 5 0.034 21,900 1,930 21,900 1,750 15,900 1,140 12,900 1,030 11,900 810
6 0.019 19,500 1,720 19,500 1,560 14,100 1,020 11,500 920
(1)a 10,600 720
pは被削材グル-プ1での目安を示しています。その他のグループの場合は、上表の切込み比率を目安に調整してください。
(2)リブ加工や止まり溝など、切りくずがつまりやすい切削の場合、切込み設定は基本切込みに切込み比率をかけて算出した切込み量を、 8 0.011 15,900 1,400 15,900 1,270 11,600 840 9,400 750 8,700 590
さらにその80%まで小さくして使用してください。 1.5 0.063 38,900 3,420 38,900 3,110 28,300 2,040 23,000 1,840 21,200 1,440
(3)aeの設定はap×切込み比率×5倍以下を目安に調整してください。仕上げ加工を行う場合、理論カスプハイトを計算し設定してください。 2 0.047 35,000 3,080 35,000 2,800 25,500 1,840 20,700 1,660 19,100 1,300
(4)彫り込み時の傾斜進入角は1°以下を推奨いたします。また、送り速度は条件表の70%以下に調整してください。 2.5 0.045 31,800 2,800 31,800 2,540 23,100 1,660 18,800 1,500 17,400 1,180
(5)文字彫り加工のような溝切削の際は、送り速度は50%以下・apを30%以下を目安に調整してください。また往復切削による加工を推奨いたします。
0.2 3 0.042 29,200 2,570 29,200 2,340 21,200 1,530 17,200 1,380 15,900 1,080
(1) ap indicates guidelines for Group 1 workpieces. For other groups, adjust cutting depth based on the cutting depth factors in the above table. 4 0.039 25,000 2,200 25,000 2,000 18,200 1,310 14,800 1,180 13,600 920
(2) In cases in which cutting chips may cause clogging--for example, for rib cutting and blind grooves--set the cutting depth using a cutting depth factor to calculate the cutting
depth amount. This amount should then be reduced to 80% of the calculated value. 5 0.038 21,900 1,930 21,900 1,750 15,900 1,140 12,900 1,030 11,900 810
(3) Adjust by setting ae to (5 or less) × (ap) × (cutting depth ratio). For finishing cutting, calculate the theoretical cusp height and set accordingly. 6 0.021 19,500 1,720 19,500 1,560 14,100 1,020 11,500 920
(4) The recommended slope entrance angle when engraving is 1° or less. Adjust the feed rate to 70% or less of values presented in the cutting condition table. 10,600 720
(5) When slotting such engraving letters, adjust the feed rate to 50% or less and ap to 30% or less of the values shown. We recommend reciprocal cutting. 8 0.012 15,900 1,400 15,900 1,270 11,600 840 9,400 750 8,700 590
1.5 0.070 38,900 3,420 38,900 3,110 28,300 2,040 23,000 1,840 21,200 1,440
【切込み設定例】 2 0.053 35,000 3,080 35,000 2,800 25,500 1,840 20,700 1,660 19,100 1,300
EPDREH2010-2-02-TH3の工具で焼入れ鋼(50HRC)をリブ溝等高線切削する場合、 2.5 0.050 31,800 2,800 31,800 2,540 23,100 1,660 18,800 1,500 17,400 1,180
切込み=0.11(ap)×0.85(焼入れ鋼グループ2の切込み比率)×0.8(閉鎖域の切削)=0.075mm 0.3 3 0.047 29,200 2,570 29,200 2,340 21,200 1,530 17,200 1,380 15,900 1,080
Cutting depth setting example: When cutting rib groove contours in hardened steel (50HRC) using an EPDREH2010-2-02-TH3 tool: 4 0.044 25,000 2,200 25,000 2,000 18,200 1,310 14,800 1,180 13,600 920
Cutting depth = 0.11 (ap) × 0.85 (cutting depth factor for Group 2 Hardened steels) × 0.8 (for closed-area cutting) = 0.075 mm 5 0.042 21,900 1,930 21,900 1,750 15,900 1,140 12,900 1,030 11,900 810
6 0.023 19,500 1,720 19,500 1,560 14,100 1,020 11,500 920 10,600 720
【注意】①被削材、加工形状に合わせて、適切なクーラントを使用してください。 8 0.013 15,900 1,400 15,900 1,270 11,600 840 9,400 750 8,700 590
②この標準切削条件表は切削条件の目安を示すものです。実際の加工では加工形状、目的、使用機械等により条件を調整してください。 2 0.017 26,900 3,310 26,900 3,010 19,600 1,980 15,900 1,780 14,700 1,400
③機械の回転数が足りない場合は、回転数と送り速度を同じ比率で下げてください。 3 0.016 23,300 2,870 23,300 2,610 17,000 1,710 13,800 1,550 12,700 1,210
【Note】 ① Use the appropriate coolant for the work material and machining shape.
② These Recommended Cutting Conditions indicate only the rule of a thumb for the cutting conditions. In actual machining, the condition should be adjusted according to the 4 0.014 20,600 2,540 20,600 2,310 15,000 1,510 12,200 1,370 11,200 1,070
machining shape, purpose and the machine type.
③ If the rpm of the machine is low, lower the feed rate also to put the rpm and feed rate in the same ratio. 0.02 5 0.013 18,400 2,270 18,400 2,060 13,400 1,350 10,900 1,220 10,100 960
6 0.012 16,700 2,060 16,700 1,870 12,100 1,220 9,900 1,110 9,100 870
8 0.011 15,200 1,870 15,200 1,700 11,100 1,120 9,000 1,010 8,300 790
10 0.010 14,000 1,720 14,000 1,570 10,200 1,030 8,300 930 7,600 720
12 0.008 12,100 1,490 12,100 1,360 8,800 890 7,100 800 6,600 630
2 0.048 26,900 3,310 26,900 3,010 19,600 1,980 15,900 1,780 14,700 1,400
1.5 3 0.043 23,300 2,870 23,300 2,610 17,000 1,710 13,800 1,550 12,700 1,210
4 0.039 20,600 2,540 20,600 2,310 15,000 1,510 12,200 1,370 11,200 1,070
0.05 5 0.035 18,400 2,270 18,400 2,060 13,400 1,350 10,900 1,220 10,100 960
6 0.032 16,700 2,060 16,700 1,870 12,100 1,220 9,900 1,110 9,100 870
8 0.030 15,200 1,870 15,200 1,700 11,100 1,120 9,000 1,010 8,300 790
10 0.027 14,000 1,720 14,000 1,570 10,200 1,030 8,300 930 7,600 720
12 0.022 12,100 1,490 12,100 1,360 8,800 890 7,100 800 6,600 630
2 0.078 26,900 3,310 26,900 3,010 19,600 1,980 15,900 1,780 14,700 1,400
0.1 3 0.071 23,300 2,870 23,300 2,610 17,000 1,710 13,800 1,550 12,700 1,210
4 0.064 20,600 2,540 20,600 2,310 15,000 1,510 12,200 1,370 11,200 1,070
5 0.057 18,400 2,270 18,400 2,060 13,400 1,350 10,900 1,220 10,100 960
【注意】ご使用にあたっては、23ページの表下の項目と注意を参照してください。【Note】Refer to the comments and notes below the table on page 23 regarding usage.
18 19
Page19
標準切削条件表
Recommended Cut t ing Condi t ions
2枚刃 高能率切削条件 高精度切削条件 4枚刃 高能率切削条件 高精度切削条件 高精度切削条件は24ページを参照してください。
2 Flutes High-efficiency cutting conditions High-accuracy cutting conditions 高能率切削条件は15ページを参照してください。
For detailed information on high-efficiency cutting conditions, refer to page 15. 4 Flutes High-efficiency cutting conditions High-accuracy cutting conditions For detailed information on high-accuracy cutting conditions, refer to page 24.
1 2 3 4 5 1 2 3 4 5
被削材 プリハードン鋼 焼入れ鋼 焼入れ鋼 焼入れ鋼 焼入れ鋼 被削材 プリハードン鋼 焼入れ鋼 焼入れ鋼 焼入れ鋼 焼入れ鋼
Work material Pre-hardened steels Hardened steels Hardened steels Hardened steels Hardened steels Work material Pre-hardened steels Hardened steels Hardened steels Hardened steels Hardened steels
(35~45HRC) (45~55HRC) (55~65HRC) (65~68HRC) (68~72HRC) (35~45HRC) (45~55HRC) (55~60HRC) (60~65HRC) (65~72HRC)
切り込み比率 Cutting depth ratio 100% 85% 80% 65% 55% 切り込み比率 Cutting depth ratio 120% 100% 70% 50% 25%
外径DC コーナ半径RE 首下長 ap 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 外径DC コーナ半径RE 首下長 転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度
Tool dia. Corner radius Under neck
length (mm) n v f n v f n v f n v f n v f Tool dia. Corner radius Under neck ap 回
n v f n v f n v f n v f
(mm) (mm) (mm) min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min (mm) (mm) length (mm) n v f
(mm) min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min
2 0.016 30,290 1,210 26,730 960 24,950 800 22,450 720 21,210 560 1.5 0.019 38,900 3,420 38,900 3,110 28,300 2,040 23,000 1,840 21,200 1,440
2 0.016 35,000 3,080 35,000 2,800 25,500 1,840 20,700 1,660 19,100 1,300
4 0.013 27,540 1,040 24,300 820 22,680 670 20,410 600 19,280 470
0.02 2.5 0.015 31,800 2,800 31,800 2,540 23,100 1,660 18,800 1,500 17,400 1,180
6 0.010 22,310 840 19,680 660 18,370 540 16,530 490 15,620 380 0.02 3 0.014 29,200 2,570 29,200 2,340 21,200 1,530 17,200 1,380 15,900 1,080
8 0.008 19,830 750 17,500 590 16,330 480 14,700 430 13,880 340 4 0.013 25,000 2,200 25,000 2,000 18,200 1,310 14,800 1,180 13,600 920
5 0.013 21,900 1,930 21,900 1,750 15,900 1,140 12,900 1,030 11,900 810
2 0.046 30,250 1,210 26,730 960 24,950 800 22,450 720 21,210 560 6 0.007 19,500 1,720 19,500 1,560 14,100 1,020 11,500 920 10,600 720
4 0.027 28,920 1,130 24,300 820 22,680 670 20,410 600 19,280 470 8 0.004 15,900 1,400 15,900 1,270 11,600 840 9,400 750 8,700 590
0.05 1.5 0.046 38,900 3,420 38,900 3,110 28,300 2,040 23,000 1,840
6 0.017 24,540 930 19,680 660 18,370 540 16,530 490 15,620 380 21,200 1,440
2 0.034 35,000 3,080 35,000 2,800 25,500 1,840 20,700 1,660 19,100 1,300
1 8 0.016 19,830 750 17,500 590 16,330 480 14,700 430 13,880 340 2.5 0.033 31,800 2,800 31,800 2,540 23,100 1,660 18,800 1,500 17,400 1,180
2 0.065 30,290 1,210 26,730 960 24,950 800 22,450 720 21,210 560 0.05 3 0.030 29,200 2,570 29,200 2,340 21,200 1,530 17,200 1,380 15,900 1,080
4 0.028 25,000 2,200 25,000 2,000 18,200 1,310 14,800 1,180 13,600 920
4 0.038 27,540 1,040 24,300 820 22,680 670 20,410 600 19,280 470
0.1 5 0.027 21,900 1,930 21,900 1,750 15,900 1,140 12,900 1,030 11,900 810
6 0.024 22,310 840 19,680 660 18,370 540 16,530 490 15,620 380 6 0.015 19,500 1,720 19,500 1,560 14,100 1,020 11,500 920 10,600 720
8 0.024 19,830 750 17,500 590 16,330 480 14,700 430 13,880 340 8 0.009 15,900 1,400 15,900 1,270 11,600 840 9,400 750 8,700 590
1.5 0.056 38,900 3,420 38,900 3,110 28,300 2,040 23,000 1,840 21,200 1,440
2 0.110 30,290 1,210 26,730 960 24,950 800 22,450 720 21,210 560 2 0.042 35,000 3,080 35,000 2,800 25,500 1,840 20,700 1,660 19,100 1,300
4 0.070 27,540 1,040 24,300 820 22,680 670 20,410 600 19,280 470 2.5 0.040 31,800 2,800 31,800 2,540 23,100 1,660 18,800 1,500 17,400 1,180
0.2
1 0.1 3 0.037 29,200 2,570 29,200 2,340 21,200 1,530 17,200 1,380 15,900 1,080
6 0.040 22,310 840 19,680 660 18,370 540 16,530 490 15,620 380 4 0.035 25,000 2,200 25,000 2,000 18,200 1,310 14,800 1,180 13,600 920
8 0.040 19,830 750 17,500 590 16,330 480 14,700 430 13,880 340 5 0.034 21,900 1,930 21,900 1,750 15,900 1,140 12,900 1,030 11,900 810
6 0.019 19,500 1,720 19,500 1,560 14,100 1,020 11,500 920
(1)a 10,600 720
pは被削材グル-プ1での目安を示しています。その他のグループの場合は、上表の切込み比率を目安に調整してください。
(2)リブ加工や止まり溝など、切りくずがつまりやすい切削の場合、切込み設定は基本切込みに切込み比率をかけて算出した切込み量を、 8 0.011 15,900 1,400 15,900 1,270 11,600 840 9,400 750 8,700 590
さらにその80%まで小さくして使用してください。 1.5 0.063 38,900 3,420 38,900 3,110 28,300 2,040 23,000 1,840 21,200 1,440
(3)aeの設定はap×切込み比率×5倍以下を目安に調整してください。仕上げ加工を行う場合、理論カスプハイトを計算し設定してください。 2 0.047 35,000 3,080 35,000 2,800 25,500 1,840 20,700 1,660 19,100 1,300
(4)彫り込み時の傾斜進入角は1°以下を推奨いたします。また、送り速度は条件表の70%以下に調整してください。 2.5 0.045 31,800 2,800 31,800 2,540 23,100 1,660 18,800 1,500 17,400 1,180
(5)文字彫り加工のような溝切削の際は、送り速度は50%以下・apを30%以下を目安に調整してください。また往復切削による加工を推奨いたします。
0.2 3 0.042 29,200 2,570 29,200 2,340 21,200 1,530 17,200 1,380 15,900 1,080
(1) ap indicates guidelines for Group 1 workpieces. For other groups, adjust cutting depth based on the cutting depth factors in the above table. 4 0.039 25,000 2,200 25,000 2,000 18,200 1,310 14,800 1,180 13,600 920
(2) In cases in which cutting chips may cause clogging--for example, for rib cutting and blind grooves--set the cutting depth using a cutting depth factor to calculate the cutting
depth amount. This amount should then be reduced to 80% of the calculated value. 5 0.038 21,900 1,930 21,900 1,750 15,900 1,140 12,900 1,030 11,900 810
(3) Adjust by setting ae to (5 or less) × (ap) × (cutting depth ratio). For finishing cutting, calculate the theoretical cusp height and set accordingly. 6 0.021 19,500 1,720 19,500 1,560 14,100 1,020 11,500 920
(4) The recommended slope entrance angle when engraving is 1° or less. Adjust the feed rate to 70% or less of values presented in the cutting condition table. 10,600 720
(5) When slotting such engraving letters, adjust the feed rate to 50% or less and ap to 30% or less of the values shown. We recommend reciprocal cutting. 8 0.012 15,900 1,400 15,900 1,270 11,600 840 9,400 750 8,700 590
1.5 0.070 38,900 3,420 38,900 3,110 28,300 2,040 23,000 1,840 21,200 1,440
【切込み設定例】 2 0.053 35,000 3,080 35,000 2,800 25,500 1,840 20,700 1,660 19,100 1,300
EPDREH2010-2-02-TH3の工具で焼入れ鋼(50HRC)をリブ溝等高線切削する場合、 2.5 0.050 31,800 2,800 31,800 2,540 23,100 1,660 18,800 1,500 17,400 1,180
切込み=0.11(ap)×0.85(焼入れ鋼グループ2の切込み比率)×0.8(閉鎖域の切削)=0.075mm 0.3 3 0.047 29,200 2,570 29,200 2,340 21,200 1,530 17,200 1,380 15,900 1,080
Cutting depth setting example: When cutting rib groove contours in hardened steel (50HRC) using an EPDREH2010-2-02-TH3 tool: 4 0.044 25,000 2,200 25,000 2,000 18,200 1,310 14,800 1,180 13,600 920
Cutting depth = 0.11 (ap) × 0.85 (cutting depth factor for Group 2 Hardened steels) × 0.8 (for closed-area cutting) = 0.075 mm 5 0.042 21,900 1,930 21,900 1,750 15,900 1,140 12,900 1,030 11,900 810
6 0.023 19,500 1,720 19,500 1,560 14,100 1,020 11,500 920 10,600 720
【注意】①被削材、加工形状に合わせて、適切なクーラントを使用してください。 8 0.013 15,900 1,400 15,900 1,270 11,600 840 9,400 750 8,700 590
②この標準切削条件表は切削条件の目安を示すものです。実際の加工では加工形状、目的、使用機械等により条件を調整してください。 2 0.017 26,900 3,310 26,900 3,010 19,600 1,980 15,900 1,780 14,700 1,400
③機械の回転数が足りない場合は、回転数と送り速度を同じ比率で下げてください。 3 0.016 23,300 2,870 23,300 2,610 17,000 1,710 13,800 1,550 12,700 1,210
【Note】 ① Use the appropriate coolant for the work material and machining shape.
② These Recommended Cutting Conditions indicate only the rule of a thumb for the cutting conditions. In actual machining, the condition should be adjusted according to the 4 0.014 20,600 2,540 20,600 2,310 15,000 1,510 12,200 1,370 11,200 1,070
machining shape, purpose and the machine type.
③ If the rpm of the machine is low, lower the feed rate also to put the rpm and feed rate in the same ratio. 0.02 5 0.013 18,400 2,270 18,400 2,060 13,400 1,350 10,900 1,220 10,100 960
6 0.012 16,700 2,060 16,700 1,870 12,100 1,220 9,900 1,110 9,100 870
8 0.011 15,200 1,870 15,200 1,700 11,100 1,120 9,000 1,010 8,300 790
10 0.010 14,000 1,720 14,000 1,570 10,200 1,030 8,300 930 7,600 720
12 0.008 12,100 1,490 12,100 1,360 8,800 890 7,100 800 6,600 630
2 0.048 26,900 3,310 26,900 3,010 19,600 1,980 15,900 1,780 14,700 1,400
1.5 3 0.043 23,300 2,870 23,300 2,610 17,000 1,710 13,800 1,550 12,700 1,210
4 0.039 20,600 2,540 20,600 2,310 15,000 1,510 12,200 1,370 11,200 1,070
0.05 5 0.035 18,400 2,270 18,400 2,060 13,400 1,350 10,900 1,220 10,100 960
6 0.032 16,700 2,060 16,700 1,870 12,100 1,220 9,900 1,110 9,100 870
8 0.030 15,200 1,870 15,200 1,700 11,100 1,120 9,000 1,010 8,300 790
10 0.027 14,000 1,720 14,000 1,570 10,200 1,030 8,300 930 7,600 720
12 0.022 12,100 1,490 12,100 1,360 8,800 890 7,100 800 6,600 630
2 0.078 26,900 3,310 26,900 3,010 19,600 1,980 15,900 1,780 14,700 1,400
0.1 3 0.071 23,300 2,870 23,300 2,610 17,000 1,710 13,800 1,550 12,700 1,210
4 0.064 20,600 2,540 20,600 2,310 15,000 1,510 12,200 1,370 11,200 1,070
5 0.057 18,400 2,270 18,400 2,060 13,400 1,350 10,900 1,220 10,100 960
【注意】ご使用にあたっては、23ページの表下の項目と注意を参照してください。【Note】Refer to the comments and notes below the table on page 23 regarding usage.
18 19
Page20
標準切削条件表
Recommended Cut t ing Condi t ions
4枚刃 高能率切削条件 高精度切削条件 高精度切削条件は24ページを参照してください。 4枚刃 高能率切削条件 高精度切削条件 高精度切削条件は24ページを参照してください。
4 Flutes High-efficiency cutting conditions High-accuracy cutting conditions For detailed information on high-accuracy cutting conditions, refer to page 24. 4 Flutes High-efficiency cutting conditions High-accuracy cutting conditions For detailed information on high-accuracy cutting conditions, refer to page 24.
1 2 3 4 5 1 2 3 4 5
被削材 プリハードン鋼 焼入れ鋼 焼入れ鋼 焼入れ鋼 焼入れ鋼 被削材 プリハードン鋼 焼入れ鋼 焼入れ鋼 焼入れ鋼 焼入れ鋼
Work material Pre-hardened steels Hardened steels Hardened steels Hardened steels Hardened steels Work material Pre-hardened steels Hardened steels Hardened steels Hardened steels Hardened steels
(35~45HRC) (45~55HRC) (55~60HRC) (60~65HRC) (65~72HRC) (35~45HRC) (45~55HRC) (55~60HRC) (60~65HRC) (65~72HRC)
切り込み比率 Cutting depth ratio 120% 100% 70% 50% 25% 切り込み比率 Cutting depth ratio 120% 100% 70% 50% 25%
外径DC コーナ半径RE 首下長 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 径DC コーナ半径RE 首下長 転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度
Tool dia. Corner radius Under neck ap 外
(mm) (mm) length (mm) n v f n v f n v f n v f n v f Tool dia. Corner radius Under neck ap 回
n v f n v f n v f n v f
(mm) min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min (mm) (mm) length (mm) n v f
(mm) min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min min-1 mm/min
6 0.052 16,700 2,060 16,700 1,870 12,100 1,220 9,900 1,110 9,100 870 2.5 0.097 20,600 3,630 20,600 3,300 15,000 2,160 12,200 1,950 11,200 1,520
0.1 8 0.049 15,200 1,870 15,200 1,700 11,100 1,120 9,000 1,010 8,300 790 3 0.087 19,500 3,430 19,500 3,120 14,100 2,030 11,500 1,840 10,600 1,440
10 0.044 14,000 1,720 14,000 1,570 10,200 1,030 8,300 930 7,600 720 4 0.074 17,500 3,080 17,500 2,800 12,700 1,830 10,300 1,650 9,500 1,290
12 0.035 12,100 1,490 12,100 1,360 8,800 890 7,100 800 6,600 630 0.3 5 0.073 15,900 2,800 15,900 2,540 11,600 1,670 9,400 1,500 8,700 1,180
2 0.082 26,900 3,310 26,900 3,010 19,600 1,980 15,900 1,780 14,700 1,400 6 0.070 14,600 2,570 14,600 2,340 10,600 1,530 8,600 1,380 8,000 1,090
3 0.075 23,300 2,870 23,300 2,610 17,000 1,710 13,800 1,550 12,700 1,210 8 0.069 12,500 2,200 12,500 2,000 9,100 1,310 7,400 1,180 6,800 920
4 0.067 20,600 2,540 20,600 2,310 15,000 1,510 12,200 1,370 11,200 1,070 10 0.064 10,900 1,920 10,900 1,740 8,000 1,150 6,500 1,040 6,000 820
0.2 5 0.060 18,400 2,270 18,400 2,060 13,400 1,350 10,900 1,220 10,100 960 2 12 0.049 9,700 1,710 9,700 1,550 7,100 1,020 5,700 910 5,300 720
6 0.055 16,700 2,060 16,700 1,870 12,100 1,220 9,900 1,110 9,100 870 2.5 0.102 20,600 3,630 20,600 3,300 15,000 2,160 12,200 1,950 11,200 1,520
8 0.051 15,200 1,870 15,200 1,700 11,100 1,120 9,000 1,010 8,300 790 3 0.091 19,500 3,430 19,500 3,120 14,100 2,030 11,500 1,840 10,600 1,440
10 0.047 14,000 1,720 14,000 1,570 10,200 1,030 8,300 930 7,600 720 4 0.078 17,500 3,080 17,500 2,800 12,700 1,830 10,300 1,650 9,500 1,290
12 0.037 12,100 1,490 12,100 1,360 8,800 890 7,100 800 6,600 630 0.5 5 0.076 15,900 2,800 15,900 2,540 11,600 1,670 9,400 1,500 8,700 1,180
2 0.085 26,900 3,310 26,900 3,010 19,600 1,980 15,900 1,780 14,700 1,400 6 0.074 14,600 2,570 14,600 2,340 10,600 1,530 8,600 1,380 8,000 1,090
1.5 3 0.077 23,300 2,870 23,300 2,610 17,000 1,710 13,800 1,550 12,700 1,210 8 0.073 12,500 2,200 12,500 2,000 9,100 1,310 7,400 1,180 6,800 920
4 0.069 20,600 2,540 20,600 2,310 15,000 1,510 12,200 1,370 11,200 1,070 10 0.068 10,900 1,920 10,900 1,740 8,000 1,150 6,500 1,040 6,000 820
0.3 5 0.062 18,400 2,270 18,400 2,060 13,400 1,350 10,900 1,220 10,100 960 12 0.051 9,700 1,710 9,700 1,550 7,100 1,020 5,700 910 5,300 720
6 0.057 16,700 2,060 16,700 1,870 12,100 1,220 9,900 1,110 9,100 870 4 0.045 18,600 2,950 18,600 2,680 13,500 1,750 11,000 1,580 10,200 1,250
8 0.053 15,200 1,870 15,200 1,700 11,100 1,120 9,000 1,010 8,300 790 6 0.043 15,400 2,440 15,400 2,220 11,200 1,450 9,100 1,310 8,400 1,030
10 0.048 14,000 1,720 14,000 1,570 10,200 1,030 8,300 930 7,600 720 8 0.042 13,100 2,080 13,100 1,890 9,500 1,230 7,700 1,110 7,100 870
12 0.039 12,100 1,490 12,100 1,360 8,800 890 7,100 800 6,600 630 0.05 10 0.041 11,400 1,810 11,400 1,640 8,300 1,080 6,700 960 6,200 760
2 0.087 26,900 3,310 26,900 3,010 19,600 1,980 15,900 1,780 14,700 1,400 12 0.038 10,100 1,600 10,100 1,450 7,300 950 5,900 850 5,500 670
3 0.079 23,300 2,870 23,300 2,610 17,000 1,710 13,800 1,550 12,700 1,210 14 0.035 9,000 1,430 9,000 1,300 6,600 860 5,300 760 4,900 600
4 0.071 20,600 2,540 20,600 2,310 15,000 1,510 12,200 1,370 11,200 1,070 16 0.034 8,200 1,300 8,200 1,180 5,900 760 4,800 690 4,500 550
0.5 5 0.063 18,400 2,270 18,400 2,060 13,400 1,350 10,900 1,220 10,100 960 18 0.030 7,500 1,190 7,500 1,080 5,400 700 4,400 630 4,100 500
6 0.058 16,700 2,060 16,700 1,870 12,100 1,220 9,900 1,110 9,100 870 20 0.022 6,900 1,090 6,900 990 5,000 650 4,100 590 3,800 470
8 0.054 15,200 1,870 15,200 1,700 11,100 1,120 9,000 1,010 8,300 790 4 0.090 18,600 2,950 18,600 2,680 13,500 1,750 11,000 1,580 10,200 1,250
10 0.049 14,000 1,720 14,000 1,570 10,200 1,030 8,300 930 7,600 720 6 0.087 15,400 2,440 15,400 2,220 11,200 1,450 9,100 1,310 8,400 1,030
12 0.039 12,100 1,490 12,100 1,360 8,800 890 7,100 800 6,600 630 8 0.085 13,100 2,080 13,100 1,890 9,500 1,230 7,700 1,110 7,100 870
2.5 0.018 20,600 3,630 20,600 3,300 15,000 2,160 12,200 1,950 11,200 1,520 10 0.081 11,400 1,810 11,400 1,640 8,300 1,080 6,700 960 6,200 760
3 0.016 19,500 3,430 19,500 3,120 14,100 2,030 11,500 1,840 10,600 1,440 0.1 12 0.075 10,100 1,600 10,100 1,450 7,300 950 5,900 850 5,500 670
4 0.014 17,500 3,080 17,500 2,800 12,700 1,830 10,300 1,650 9,500 1,290 14 0.069 9,000 1,430 9,000 1,300 6,600 860 5,300 760 4,900 600
0.02 5 0.014 15,900 2,800 15,900 2,540 11,600 1,670 9,400 1,500 8,700 1,180 16 0.067 8,200 1,300 8,200 1,180 5,900 760 4,800 690 4,500 550
6 0.013 14,600 2,570 14,600 2,340 10,600 1,530 8,600 1,380 8,000 1,090 18 0.061 7,500 1,190 7,500 1,080 5,400 700 4,400 630 4,100 500
8 0.013 12,500 2,200 12,500 2,000 9,100 1,310 7,400 1,180 6,800 920 20 0.044 6,900 1,090 6,900 990 5,000 650 4,100 590 3,800 470
10 0.012 10,900 1,920 10,900 1,740 8,000 1,150 6,500 1,040 6,000 820 4 0.102 18,600 2,950 18,600 2,680 13,500 1,750 11,000 1,580 10,200 1,250
12 0.009 9,700 1,710 9,700 1,550 7,100 1,020 5,700 910 5,300 720 6 0.098 15,400 2,440 15,400 2,220 11,200 1,450 9,100 1,310 8,400 1,030
2.5 0.048 20,600 3,630 20,600 3,300 15,000 2,160 12,200 1,950 11,200 1,520 8 0.095 13,100 2,080 13,100 1,890 9,500 1,230 7,700 1,110 7,100 870
3 0.043 19,500 3,430 19,500 3,120 14,100 2,030 11,500 1,840 10,600 1,440 10 0.092 11,400 1,810 11,400 1,640 8,300 1,080 6,700 960 6,200 760
4 0.037 17,500 3,080 17,500 2,800 12,700 1,830 10,300 1,650 9,500 1,290 3 0.2 12 0.085 10,100 1,600 10,100 1,450 7,300 950 5,900 850 5,500 670
0.05 5 0.036 15,900 2,800 15,900 2,540 11,600 1,670 9,400 1,500 8,700 1,180 14 0.078 9,000 1,430 9,000 1,300 6,600 860 5,300 760 4,900 600
6 0.035 14,600 2,570 14,600 2,340 10,600 1,530 8,600 1,380 8,000 1,090 16 0.076 8,200 1,300 8,200 1,180 5,900 760 4,800 690 4,500 550
8 0.034 12,500 2,200 12,500 2,000 9,100 1,310 7,400 1,180 6,800 920 18 0.068 7,500 1,190 7,500 1,080 5,400 700 4,400 630 4,100 500
10 0.032 10,900 1,920 10,900 1,740 8,000 1,150 6,500 1,040 6,000 820 20 0.050 6,900 1,090 6,900 990 5,000 650 4,100 590 3,800 470
2 12 0.024 9,700 1,710 9,700 1,550 7,100 1,020 5,700 910 5,300 720 4 0.107 18,600 2,950 18,600 2,680 13,500 1,750 11,000 1,580 10,200 1,250
2.5 0.082 20,600 3,630 20,600 3,300 15,000 2,160 12,200 1,950 11,200 1,520 6 0.103 15,400 2,440 15,400 2,220 11,200 1,450 9,100 1,310 8,400 1,030
3 0.073 19,500 3,430 19,500 3,120 14,100 2,030 11,500 1,840 10,600 1,440 8 0.101 13,100 2,080 13,100 1,890 9,500 1,230 7,700 1,110 7,100 870
4 0.063 17,500 3,080 17,500 2,800 12,700 1,830 10,300 1,650 9,500 1,290 10 0.097 11,400 1,810 11,400 1,640 8,300 1,080 6,700 960 6,200 760
0.1 5 0.061 15,900 2,800 15,900 2,540 11,600 1,670 9,400 1,500 8,700 1,180 0.3 12 0.090 10,100 1,600 10,100 1,450 7,300 950 5,900 850 5,500 670
6 0.059 14,600 2,570 14,600 2,340 10,600 1,530 8,600 1,380 8,000 1,090 14 0.082 9,000 1,430 9,000 1,300 6,600 860 5,300 760 4,900 600
8 0.058 12,500 2,200 12,500 2,000 9,100 1,310 7,400 1,180 6,800 920 16 0.080 8,200 1,300 8,200 1,180 5,900 760 4,800 690 4,500 550
10 0.054 10,900 1,920 10,900 1,740 8,000 1,150 6,500 1,040 6,000 820 18 0.072 7,500 1,190 7,500 1,080 5,400 700 4,400 630 4,100 500
12 0.041 9,700 1,710 9,700 1,550 7,100 1,020 5,700 910 5,300 720 20 0.053 6,900 1,090 6,900 990 5,000 650 4,100 590 3,800 470
2.5 0.092 20,600 3,630 20,600 3,300 15,000 2,160 12,200 1,950 11,200 1,520 4 0.113 18,600 2,950 18,600 2,680 13,500 1,750 11,000 1,580 10,200 1,250
3 0.082 19,500 3,430 19,500 3,120 14,100 2,030 11,500 1,840 10,600 1,440 6 0.109 15,400 2,440 15,400 2,220 11,200 1,450 9,100 1,310 8,400 1,030
4 0.071 17,500 3,080 17,500 2,800 12,700 1,830 10,300 1,650 9,500 1,290 8 0.106 13,100 2,080 13,100 1,890 9,500 1,230 7,700 1,110 7,100 870
0.2 5 0.069 15,900 2,800 15,900 2,540 11,600 1,670 9,400 1,500 8,700 1,180 10 0.102 11,400 1,810 11,400 1,640 8,300 1,080 6,700 960 6,200 760
6 0.066 14,600 2,570 14,600 2,340 10,600 1,530 8,600 1,380 8,000 1,090 0.5 12 0.094 10,100 1,600 10,100 1,450 7,300 950 5,900 850 5,500 670
8 0.066 12,500 2,200 12,500 2,000 9,100 1,310 7,400 1,180 6,800 920 14 0.087 9,000 1,430 9,000 1,300 6,600 860 5,300 760 4,900 600
10 0.061 10,900 1,920 10,900 1,740 8,000 1,150 6,500 1,040 6,000 820 16 0.084 8,200 1,300 8,200 1,180 5,900 760 4,800 690 4,500 550
12 0.046 9,700 1,710 9,700 1,550 7,100 1,020 5,700 910 5,300 720 18 0.076 7,500 1,190 7,500 1,080 5,400 700 4,400 630 4,100 500
20 0.056 6,900 1,090 6,900 990 5,000 650 4,100 590 3,800 470
【注意】ご使用にあたっては、23ページの表下の項目と注意を参照してください。【Note】Refer to the comments and notes below the table on page 23 regarding usage.
20 21