




超耐熱合金の高能率加工を実現! 切削速度vc=800m/minを実現!!
◆超耐熱合金の超高能率加工を実現
◆工具刃先温度1000℃以上にも耐えられる耐熱性に優れた専用窒化ケイ素系セラミックスを採用
◆従来の切削速度を大幅に上回る高速切削が可能となり、被削材の軟化温度領域での切削を実現することで工具寿命を大幅に改善
◆詳細はカタログをダウンロードしご覧いただくか、お気軽にお問い合わせ下さい。
このカタログについて
| ドキュメント名 | セラミックエンドミル コーナRタイプ SCE-R |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 1.1Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社MOLDINO (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
加工事例・使用上の注意
Field data, Caut ions on use
加工事例
Field data
Ni 基超耐熱合金の側面切削 Side milling using Ni-based superalloy セラミックエンドミル コーナRタイプ
-セラミックエンドミルと超硬エンドミルの加工効率比較-
− Comparison of processing efficiencies of ceramic end mills and carbide end mills − 5倍以上の加工能率!! Ceramic End Mill Corner R type
工具 セラミックエンドミル 超硬エンドミル 3倍以上の総切りくず排出量!!
Tool Ceramic End Mill Carbide End Mill More than 5 times the machining performance!!
被削材 More than 3 times the total chip removal volume!!
Work material alloy718(時効硬化材)(Age-hardened alloy) SCE-R
回転数 n [min-1] 20,000 2,547 700 100
Revolution
総切りくず排出量Qt
切削速度 vc [m/min] 628 80 600 Total chip removal volume Qt
Cutting speed 加工能率 80
送り速度 vf [mm/min] 3,600 407 Machining effciency
Feed rate 500
1刃送り fz [mm/t] 0.03 0.04
Feed per tooth 400 60
ap [mm] 7 6
300 40
ae [mm] 0.3 0.5 図、表等のデータは試験結果の一例であり、保証値ではありません。
200 「 」は株式会社MOLDINOの登録商標です。
切りくず排出量Q 20 The diagrams and table data are examples of test results, and are not guaranteed values.
Chip removal volume 7.6 1.2 100
[cm3/min] “ ” is a registered trademark of MOLDINO Tool Engineering, Ltd.
0 0 安 全 上 の ご 注 意 Attentions on Safety
セラミックエンドミル 超硬エンドミル
Ceramic End Mill Carbide End Mill 1. 取扱上のご注意 1. Cautions regarding handling
φ10/6枚刃 flutes φ10/4枚刃 flutes (1)工具をケース(梱包)から取り出す際は、工具の飛び出し、落下にご注意ください。特に工具刃部との接 (1) When removing the tool from its case (packaging), be careful that the tool does not pop out or is
触には十分ご注意をお願いします。 dropped. Be particularly careful regarding contact with the tool flutes.
(2)鋭利な切れ刃を有する工具を取扱う際は、切れ刃を素手で直接触れないように注意してください。 (2) When handling tools with sharp cutting flutes, be careful not to touch the cutting flutes directly with
2. 取付け時のご注意 your bare hands.
(1)ご使用前に、工具の傷・割れ等の外観確認を行っていただき、コレットチャック等への取付けは確実に 2. Cautions regarding mounting
行ってください。 (1) Before use, check the outside appearance of the tool for scratches, cracks, etc. and that it is firmly
(2)ご使用中に、異常な振動等が発生した場合は、直ちに機械を停止させて、その振動の原因を取り除い mounted in the collet chuck, etc.
てください。 (2) If abnormal chattering, etc. occurs during use, stop the machine immediately and remove the cause
3. 使用上のご注意 of the chattering.
使用上の注意 (1)切削工具あるいは被削材の寸法・回転の方向は、あらかじめ確認しておいてください。 3. Cautions during use
(2)標準切削条件表の数値は、新しい作業の立上げの目安としてご利用ください。切込みが大きい場合、 (1) Before use, confirm the dimensions and direction of rotation of the tool and milling work material.
使用機械の剛性が小さい場合あるいは被加工物の性状に応じて切削条件を適正に調整してご使用 (2) The numerical values in the standard cutting conditions table should be used as criteria when starting
Cautions on use ください。 new work. The cutting conditions should be adjusted as appropriate when the cutting depth is large,
(3)切削工具材料は硬質の材料です。ご使用中に破損して飛散する場合があります。また、切りくずが飛 the rigidity of the machine being used is low, or according to the conditions of the work material.
散することがあります。これらの飛散物等は作業者を切傷させ、火傷あるいは目に入って負傷させる恐 (3) Cutting tools are made of a hard material. During use, they may break and fly off. In addition, cutting
れがありますので、工具をご使用中はその周囲に安全カバーを取付け、保護めがね等の保護具を着用 chips may also fly off. Since there is a danger of injury to workers, fire, or eye damage from such
・ドライ(air blow)を推奨します。 して安全な環境下での作業をお願いいたします。 flying pieces, a safety cover should be attached when work is performed and safety equipment such
(4)切削中に発生する火花や、破損による発熱や、切りくずによる引火・火災の危険があります。引火や as safety goggles should be worn to create a safe environment for work.
・ハイドロチャック(油圧式ホルダ)、またはシュリンクフィットホルダの使用を推奨します。 その他のホルダをご使用の際は、 爆発の危険のあるところでは使用しないでください。不水溶性切削液をご使用される場合は防火対 (4) There is a risk of fire or inflammation due to sparks, heat due to breakage, and cutting chips. Do not
策を必ず行なってください。 use where there is a risk of fire or explosion. Please caution of fire while using oil base coolant, fire
弊社営業までお問い合わせください。 (5)工具を本来の目的以外にはご使用にならないでください。 prevention is necessary.
・ダウンカットを推奨します。 4. 再研削時のご注意 (5) Do not use the tool for any purpose other than that for which it is intended.
(1)再研削時期が不適当であると工具が破損する恐れがあります。適正な工具と交換するか、再研削を 4. Cautions regarding regrinding
・断続切削はできるだけ避け、連続切削を推奨します。 行ってください。
(2)工具を再研削しますと粉塵が発生します。再研削時にはその周囲に安全カバーを取付け、保護め (1) If regrinding is not performed at the proper time, there is a risk of the tool breaking. Replace the tool
with one in good condition, or perform regrinding.
・被削材への進入の際は、徐々に設定の切り込み量となる加工方法を推奨します。 がね等の保護具を着用してください。
(3)本製品には特定化学物質に指定された コバルト及びその無機化合物が含まれています。再研削等の (2) Grinding dust will be created when regrinding a tool. When regrinding, be sure to attach a safety
加工を加える場合は特定化学物質障害予防規則(特化則)に従った取扱いをしてください。 cover over the work area and wear safety clothes such as safety goggles, etc.
・切削後の工具、ホルダが高温になります。取り扱いには十分にご注意ください。 (3) This product contains the specified chemical substance cobalt and its inorganic compounds. When
5. 工具に関して、安全上の問題点・不明の点・その他相談がありましたら フ リ ーダ イ ヤ ル 技 術 相 談 へ performing regrinding or similar processing, be sure to handle the processing in accordance with
・被削材に熱影響層ができる可能性がありますので、仕上げ代を0.2mm以上で設定してください。 ご相談ください。 thelocal laws and regulations regarding prevention of hazards due to specified chemical substances.
・Dry (air blow) cutting is recommended.
・Use of hydro chucks (hydraulic holders) or shrink-fit holders is recommended.
・Down cutting is recommended. ホームページ フリーダイヤル技術相談
・Continuous cutting is recommended and interrupted cutting should be avoided as much as possible. https://www.moldino.com
・When tool goes into the work material, a machining method that will gradually reach the set cutting depth is recommended. MOLDINO Tool Engineering, Ltd.
・After cutting, the tool and tool holder will be at high temperatures. Pay sufficient attention when handling.
・ 工具選定データベース【 TOOLSEARCH】
Since heat-affected layers may be produced in the work material, a finishing allowance of at least 0.2 mm should be set. 本社 〒130-0026 東京都墨田区両国4-31-11(ヒューリック両国ビル8階)
03-6890-5101 FAX 03-6890-5134
International Sales Dept .: +81-3-6890-5103 FAX +81-3-6890-5128
営業企画部 ☎03-6890-5102 FAX03-6890-5134 海外営業部 ☎03-6890-5103 FAX03-6890-5128
東京営業所 ☎03-6890-5110 FAX03-6890-5133 静岡営業所 ☎054-273-0360 FAX054-273-0361
東北営業所 ☎022-208-5100 FAX022-208-5102 名古屋営業所 ☎052-687-9150 FAX052-687-9144
新潟営業所 ☎0258-87-1224 FAX0258-87-1158 大阪営業所 ☎06-7668-0190 FAX06-7668-0194
東関東営業所 ☎0294-88-9430 FAX0294-88-9432 中四営業所 ☎082-536-2001 FAX082-536-2003
長野営業所 ☎0268-21-3700 FAX0268-21-3711 九州営業所 ☎092-289-7010 FAX092-289-7012
北関東営業所 ☎0276-59-6001 FAX0276-59-6005
神奈川営業所 ☎046-400-9429 FAX046-400-9435
ヨーロッパ/MOLDINO Tool Engineering Europe GmbH Itterpark 12, 40724 Hilden, Germany. TEL : +49-(0)2103-24820, FAX : +49-(0)2103-248230
アメリカ/MITSUBISHI MATERIALS U.S.A. CORPORATION 41700 Gardenbrook Road, Suite 120, Novi, MI 48375-1320 U.S.A. TEL : +1(248)308-2620, FAX :+1(248)308-2627
メキシコ/MMC METAL DE MEXICO, S.A. DE C.V. Av. La Cañada No.16, Parque Industrial Bernardo Quintana, El Marques, Querétaro, CP 76246, México TEL : +52-442-1926800 MOLDINO Tool Engineering, Ltd.
ブラジル/MMC METAL DO BRASIL LTDA. Rua Cincinato Braga, 340 13° andar.Bela Vista – CEP 01333-010 São Paulo – SP ., Brasil TEL : +55(11)3506-5600 FAX : +55(11)3506-5677
タ イ/MMC Hardmetal (Thailand) Co.,Ltd. MOLDINO Division 622 Emporium Tower, Floor 22/1-4, Sukhumvit Road, Klongton, Klongtoey, Bangkok 10110, Thailand TEL:+66-(0)2-661-8175 FAX:+66-(0)2-661-8176
イ ン ド/MMC Hardmetal India Pvt Ltd. H.O.: Prasad Enclave, #118/119, 1st Floor, 2nd Stage, 5th main, BBMP Ward #11, (New #38), Industrial Suburb, Yeshwanthpura, Bengaluru, 560 022, Karnataka, India. Tel : +91-80-2204-3600 New Produc t News No.1703-9 2024-12
掲載価格は2024年12月2日改定後の消費税抜きの単価を表示しております。予告なく、改良・改善のために仕様変更することがあります。
05 Specifications for the products listed in this catalog are subject to change without notice due to ベジタブルインクで印刷しています。 2024-12(K)
replacement or modification. Printed using vegetable oil ink. Printed in JAPAN 2017-2:FP
加工能率 Machining efficiency (%)
総切りくず排出量Qt (cm3)
Total chip removal volume
Page2
超耐熱合金の高能率加工を実現! ラインナップ・標準切削条件表
Line Up, Recommended Cut t ing Condi t ions
切削速度vc=800m/minを実現!!
Achieves high-efficiency machining for superalloy! 特長 セラミックエンドミルの切削領域(超耐熱合金の軟化領域) ラインナップ
Achieves cutting speed of vc=800m/min.! Features Cutting region of Ceramic End Mill (Softening temp. region of superalloy) Line Up
700
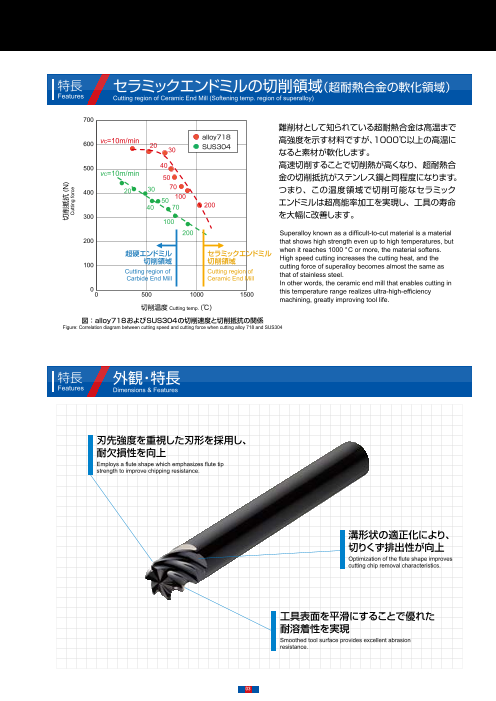
01 超耐熱合金の超高能率加工を実現 難削材として知られている超耐熱合金は高温まで RE
Achieves ultra-high-efficiency machining for superalloy. alloy718
600 vc=10m/min 高強度を示す材料ですが、1000℃以上の高温に
20
30 SUS304 DC DCONMS
なると素材が軟化します。
02 工具刃先温度1000℃以上にも耐えられる耐熱性に優れた専用窒化ケイ素系
セラミックスを採用 500 40 高速切削することで切削熱が高くなり、超耐熱合 APMX
vc=10m/min LF
50
The tools employ a special silicon nitride ceramics with excellent heat resistance that can withstand flute tip temperatures 金の切削抵抗がステンレス鋼と同程度になります。
of more than 1000°C. 400 20 30 70 つまり、この温度領域で切削可能なセラミック
50 100 SCE6 -R . 外径公差 Tolerance on dia.:-0.01~-0.04
03 従来の切削速度を大幅に上回る高速切削が可能となり、被削材の軟化温度領域 40 70 200 エンドミルは超高能率加工を実現し、工具の寿命 セラミック
RE公差 RE accuracy:±0.02
Ceramic
での切削を実現することで工具寿命を大幅に改善 300 を大幅に改善します。 寸法 Size (mm)
100 商品コード 在庫 刃数 希望小売価格(円)
Cutting can be performed at much higher speeds than are normally used.
By achieving cutting in the softening temperature region of the work material, tool life is greatly improved. 200 Superalloy known as a difficult-to-cut material is a material Item code Stock 外径 刃長 コーナ半径 全長 シャンク径 No. of Suggested retail price(¥)
Tool dia. Flute length Corner radius Overall length Shank dia. flutes
200 that shows high strength even up to high temperatures, but DC APMX RE LF DCONMS
超硬エンドミル セラミックエンドミル when it reaches 1000 ° C or more, the material softens.
100 切削領域 切削領域 High speed cutting increases the cutting heat, and the SCE6060-R0.75 ● 6 6 0.75 60 6 6 42,220
cutting force of superalloy becomes almost the same as
Cutting region of Cutting region of SCE6 8 8 70 8 6
Carbide End Mill Ceramic End Mill that of stainless steel. 080-R1.00 ● 1 54,070
In other words, the ceramic end mill that enables cutting in SCE6100-R1.25 ● 10 10 1.25 80 10 6 65,420
0
0 500 1000 1500 this temperature range realizes ultra-high-efficiency
machining, greatly improving tool life. SCE6120-R1.50 ● 12 12 1.5 80 12 6 78,260
切削温度 Cutting temp. (℃)
図:alloy718およびSUS304の切削速度と切削抵抗の関係
Figure: Correlation diagram between cutting speed and cutting force when cutting alloy 718 and SUS304 再研磨対応範囲一覧表 Re-grinding compatibility range table
商品コード 商品名称 ラインナップ 形 状 再研磨対応外径範囲(mm)
Item code Product 外径(㎜)
Line up tool dia. Shape Re-grinding compatibility range
特長 外観・特長 SCE-R セラミックエンドミル コーナRタイプ
Ceramic End Mill Corner R type 6~12 6~12
Features Dimensions & Features
再研磨は切断・再刃付けになりますので全長が大きく変化します。弊社営業にお問い合わせください。
Since regrinding consists of cutting off the used section and re-manufacturing the shape, the overall tool length will be changed greatly.
(For details, contact our sales office.)
刃先強度を重視した刃形を採用し、
耐欠損性を向上
Employs a flute shape which emphasizes flute tip
strength to improve chipping resistance.
標準切削条件表
Recommended cutting conditions
被削材:超耐熱合金 Work material : Superalloys
溝形状の適正化により、
切りくず排出性が向上 外径 DC 切削速度 vc 一刃送り fz 平面 Planing 側面 Side cutting
Optimization of the flute shape improves Tool dia. Cutting speed Feed per tooth 切込み ap 切込み ae 切込み ap 切込み ae
cutting chip removal characteristics. (mm) (m/min) (mm/t) Depth of cut Depth of cut Depth of cut Depth of cut
(mm) (mm) (mm) (mm)
6 0.024 0.3以下 or less 3.0以下 or less 6.0以下 or less 0.6以下 or less
8 0.028 0.4以下 or less 4.0以下 or less 8.0以下 or less 0.8以下 or less
400~1,000
10 0.03 0.5以下 or less 5.0以下 or less 10.0以下 or less 1.0以下 or less
工具表面を平滑にすることで優れた
耐溶着性を実現 12 0.032 0.6以下 or less 6.0以下 or less 12.0以下 or less 1.2以下 or less
Smoothed tool surface provides excellent abrasion
SCE-R resistance.
超耐熱合金 加工
用途
for Superal loy Applications 金型製作 部品加工 φ6~φ12[ 4 アイテム ]
Mold making Parts processing Items
●:標準在庫品です。●:Stocked items.
02 03 04
切削抵抗 (N)
Cutting force
Page3
超耐熱合金の高能率加工を実現! ラインナップ・標準切削条件表
Line Up, Recommended Cut t ing Condi t ions
切削速度vc=800m/minを実現!!
Achieves high-efficiency machining for superalloy! 特長 セラミックエンドミルの切削領域(超耐熱合金の軟化領域) ラインナップ
Achieves cutting speed of vc=800m/min.! Features Cutting region of Ceramic End Mill (Softening temp. region of superalloy) Line Up
700
01 超耐熱合金の超高能率加工を実現 難削材として知られている超耐熱合金は高温まで RE
Achieves ultra-high-efficiency machining for superalloy. alloy718
600 vc=10m/min 高強度を示す材料ですが、1000℃以上の高温に
20
30 SUS304 DC DCONMS
なると素材が軟化します。
02 工具刃先温度1000℃以上にも耐えられる耐熱性に優れた専用窒化ケイ素系
セラミックスを採用 500 40 高速切削することで切削熱が高くなり、超耐熱合 APMX
vc=10m/min LF
50
The tools employ a special silicon nitride ceramics with excellent heat resistance that can withstand flute tip temperatures 金の切削抵抗がステンレス鋼と同程度になります。
of more than 1000°C. 400 20 30 70 つまり、この温度領域で切削可能なセラミック
50 100 SCE6 -R . 外径公差 Tolerance on dia.:-0.01~-0.04
03 従来の切削速度を大幅に上回る高速切削が可能となり、被削材の軟化温度領域 40 70 200 エンドミルは超高能率加工を実現し、工具の寿命 セラミック
RE公差 RE accuracy:±0.02
Ceramic
での切削を実現することで工具寿命を大幅に改善 300 を大幅に改善します。 寸法 Size (mm)
100 商品コード 在庫 刃数 希望小売価格(円)
Cutting can be performed at much higher speeds than are normally used.
By achieving cutting in the softening temperature region of the work material, tool life is greatly improved. 200 Superalloy known as a difficult-to-cut material is a material Item code Stock 外径 刃長 コーナ半径 全長 シャンク径 No. of Suggested retail price(¥)
Tool dia. Flute length Corner radius Overall length Shank dia. flutes
200 that shows high strength even up to high temperatures, but DC APMX RE LF DCONMS
超硬エンドミル セラミックエンドミル when it reaches 1000 ° C or more, the material softens.
100 切削領域 切削領域 High speed cutting increases the cutting heat, and the SCE6060-R0.75 ● 6 6 0.75 60 6 6 42,220
cutting force of superalloy becomes almost the same as
Cutting region of Cutting region of SCE6 8 8 70 8 6
Carbide End Mill Ceramic End Mill that of stainless steel. 080-R1.00 ● 1 54,070
In other words, the ceramic end mill that enables cutting in SCE6100-R1.25 ● 10 10 1.25 80 10 6 65,420
0
0 500 1000 1500 this temperature range realizes ultra-high-efficiency
machining, greatly improving tool life. SCE6120-R1.50 ● 12 12 1.5 80 12 6 78,260
切削温度 Cutting temp. (℃)
図:alloy718およびSUS304の切削速度と切削抵抗の関係
Figure: Correlation diagram between cutting speed and cutting force when cutting alloy 718 and SUS304 再研磨対応範囲一覧表 Re-grinding compatibility range table
商品コード 商品名称 ラインナップ 形 状 再研磨対応外径範囲(mm)
Item code Product 外径(㎜)
Line up tool dia. Shape Re-grinding compatibility range
特長 外観・特長 SCE-R セラミックエンドミル コーナRタイプ
Ceramic End Mill Corner R type 6~12 6~12
Features Dimensions & Features
再研磨は切断・再刃付けになりますので全長が大きく変化します。弊社営業にお問い合わせください。
Since regrinding consists of cutting off the used section and re-manufacturing the shape, the overall tool length will be changed greatly.
(For details, contact our sales office.)
刃先強度を重視した刃形を採用し、
耐欠損性を向上
Employs a flute shape which emphasizes flute tip
strength to improve chipping resistance.
標準切削条件表
Recommended cutting conditions
被削材:超耐熱合金 Work material : Superalloys
溝形状の適正化により、
切りくず排出性が向上 外径 DC 切削速度 vc 一刃送り fz 平面 Planing 側面 Side cutting
Optimization of the flute shape improves Tool dia. Cutting speed Feed per tooth 切込み ap 切込み ae 切込み ap 切込み ae
cutting chip removal characteristics. (mm) (m/min) (mm/t) Depth of cut Depth of cut Depth of cut Depth of cut
(mm) (mm) (mm) (mm)
6 0.024 0.3以下 or less 3.0以下 or less 6.0以下 or less 0.6以下 or less
8 0.028 0.4以下 or less 4.0以下 or less 8.0以下 or less 0.8以下 or less
400~1,000
10 0.03 0.5以下 or less 5.0以下 or less 10.0以下 or less 1.0以下 or less
工具表面を平滑にすることで優れた
耐溶着性を実現 12 0.032 0.6以下 or less 6.0以下 or less 12.0以下 or less 1.2以下 or less
Smoothed tool surface provides excellent abrasion
SCE-R resistance.
超耐熱合金 加工
用途
for Superal loy Applications 金型製作 部品加工 φ6~φ12[ 4 アイテム ]
Mold making Parts processing Items
●:標準在庫品です。●:Stocked items.
02 03 04
切削抵抗 (N)
Cutting force
Page4
超耐熱合金の高能率加工を実現! ラインナップ・標準切削条件表
Line Up, Recommended Cut t ing Condi t ions
切削速度vc=800m/minを実現!!
Achieves high-efficiency machining for superalloy! 特長 セラミックエンドミルの切削領域(超耐熱合金の軟化領域) ラインナップ
Achieves cutting speed of vc=800m/min.! Features Cutting region of Ceramic End Mill (Softening temp. region of superalloy) Line Up
700
01 超耐熱合金の超高能率加工を実現 難削材として知られている超耐熱合金は高温まで RE
Achieves ultra-high-efficiency machining for superalloy. alloy718
600 vc=10m/min 高強度を示す材料ですが、1000℃以上の高温に
20
30 SUS304 DC DCONMS
なると素材が軟化します。
02 工具刃先温度1000℃以上にも耐えられる耐熱性に優れた専用窒化ケイ素系
セラミックスを採用 500 40 高速切削することで切削熱が高くなり、超耐熱合 APMX
vc=10m/min LF
50
The tools employ a special silicon nitride ceramics with excellent heat resistance that can withstand flute tip temperatures 金の切削抵抗がステンレス鋼と同程度になります。
of more than 1000°C. 400 20 30 70 つまり、この温度領域で切削可能なセラミック
50 100 SCE6 -R . 外径公差 Tolerance on dia.:-0.01~-0.04
03 従来の切削速度を大幅に上回る高速切削が可能となり、被削材の軟化温度領域 40 70 200 エンドミルは超高能率加工を実現し、工具の寿命 セラミック
RE公差 RE accuracy:±0.02
Ceramic
での切削を実現することで工具寿命を大幅に改善 300 を大幅に改善します。 寸法 Size (mm)
100 商品コード 在庫 刃数 希望小売価格(円)
Cutting can be performed at much higher speeds than are normally used.
By achieving cutting in the softening temperature region of the work material, tool life is greatly improved. 200 Superalloy known as a difficult-to-cut material is a material Item code Stock 外径 刃長 コーナ半径 全長 シャンク径 No. of Suggested retail price(¥)
Tool dia. Flute length Corner radius Overall length Shank dia. flutes
200 that shows high strength even up to high temperatures, but DC APMX RE LF DCONMS
超硬エンドミル セラミックエンドミル when it reaches 1000 ° C or more, the material softens.
100 切削領域 切削領域 High speed cutting increases the cutting heat, and the SCE6060-R0.75 ● 6 6 0.75 60 6 6 42,220
cutting force of superalloy becomes almost the same as
Cutting region of Cutting region of SCE6 8 8 70 8 6
Carbide End Mill Ceramic End Mill that of stainless steel. 080-R1.00 ● 1 54,070
In other words, the ceramic end mill that enables cutting in SCE6100-R1.25 ● 10 10 1.25 80 10 6 65,420
0
0 500 1000 1500 this temperature range realizes ultra-high-efficiency
machining, greatly improving tool life. SCE6120-R1.50 ● 12 12 1.5 80 12 6 78,260
切削温度 Cutting temp. (℃)
図:alloy718およびSUS304の切削速度と切削抵抗の関係
Figure: Correlation diagram between cutting speed and cutting force when cutting alloy 718 and SUS304 再研磨対応範囲一覧表 Re-grinding compatibility range table
商品コード 商品名称 ラインナップ 形 状 再研磨対応外径範囲(mm)
Item code Product 外径(㎜)
Line up tool dia. Shape Re-grinding compatibility range
特長 外観・特長 SCE-R セラミックエンドミル コーナRタイプ
Ceramic End Mill Corner R type 6~12 6~12
Features Dimensions & Features
再研磨は切断・再刃付けになりますので全長が大きく変化します。弊社営業にお問い合わせください。
Since regrinding consists of cutting off the used section and re-manufacturing the shape, the overall tool length will be changed greatly.
(For details, contact our sales office.)
刃先強度を重視した刃形を採用し、
耐欠損性を向上
Employs a flute shape which emphasizes flute tip
strength to improve chipping resistance.
標準切削条件表
Recommended cutting conditions
被削材:超耐熱合金 Work material : Superalloys
溝形状の適正化により、
切りくず排出性が向上 外径 DC 切削速度 vc 一刃送り fz 平面 Planing 側面 Side cutting
Optimization of the flute shape improves Tool dia. Cutting speed Feed per tooth 切込み ap 切込み ae 切込み ap 切込み ae
cutting chip removal characteristics. (mm) (m/min) (mm/t) Depth of cut Depth of cut Depth of cut Depth of cut
(mm) (mm) (mm) (mm)
6 0.024 0.3以下 or less 3.0以下 or less 6.0以下 or less 0.6以下 or less
8 0.028 0.4以下 or less 4.0以下 or less 8.0以下 or less 0.8以下 or less
400~1,000
10 0.03 0.5以下 or less 5.0以下 or less 10.0以下 or less 1.0以下 or less
工具表面を平滑にすることで優れた
耐溶着性を実現 12 0.032 0.6以下 or less 6.0以下 or less 12.0以下 or less 1.2以下 or less
Smoothed tool surface provides excellent abrasion
SCE-R resistance.
超耐熱合金 加工
用途
for Superal loy Applications 金型製作 部品加工 φ6~φ12[ 4 アイテム ]
Mold making Parts processing Items
●:標準在庫品です。●:Stocked items.
02 03 04
切削抵抗 (N)
Cutting force
Page5
加工事例・使用上の注意
Field data, Caut ions on use
加工事例
Field data
Ni 基超耐熱合金の側面切削 Side milling using Ni-based superalloy セラミックエンドミル コーナRタイプ
-セラミックエンドミルと超硬エンドミルの加工効率比較-
− Comparison of processing efficiencies of ceramic end mills and carbide end mills − 5倍以上の加工能率!! Ceramic End Mill Corner R type
工具 セラミックエンドミル 超硬エンドミル 3倍以上の総切りくず排出量!!
Tool Ceramic End Mill Carbide End Mill More than 5 times the machining performance!!
被削材 More than 3 times the total chip removal volume!!
Work material alloy718(時効硬化材)(Age-hardened alloy) SCE-R
回転数 n [min-1] 20,000 2,547 700 100
Revolution
総切りくず排出量Qt
切削速度 vc [m/min] 628 80 600 Total chip removal volume Qt
Cutting speed 加工能率 80
送り速度 vf [mm/min] 3,600 407 Machining effciency
Feed rate 500
1刃送り fz [mm/t] 0.03 0.04
Feed per tooth 400 60
ap [mm] 7 6
300 40
ae [mm] 0.3 0.5 図、表等のデータは試験結果の一例であり、保証値ではありません。
200 「 」は株式会社MOLDINOの登録商標です。
切りくず排出量Q 20 The diagrams and table data are examples of test results, and are not guaranteed values.
Chip removal volume 7.6 1.2 100
[cm3/min] “ ” is a registered trademark of MOLDINO Tool Engineering, Ltd.
0 0 安 全 上 の ご 注 意 Attentions on Safety
セラミックエンドミル 超硬エンドミル
Ceramic End Mill Carbide End Mill 1. 取扱上のご注意 1. Cautions regarding handling
φ10/6枚刃 flutes φ10/4枚刃 flutes (1)工具をケース(梱包)から取り出す際は、工具の飛び出し、落下にご注意ください。特に工具刃部との接 (1) When removing the tool from its case (packaging), be careful that the tool does not pop out or is
触には十分ご注意をお願いします。 dropped. Be particularly careful regarding contact with the tool flutes.
(2)鋭利な切れ刃を有する工具を取扱う際は、切れ刃を素手で直接触れないように注意してください。 (2) When handling tools with sharp cutting flutes, be careful not to touch the cutting flutes directly with
2. 取付け時のご注意 your bare hands.
(1)ご使用前に、工具の傷・割れ等の外観確認を行っていただき、コレットチャック等への取付けは確実に 2. Cautions regarding mounting
行ってください。 (1) Before use, check the outside appearance of the tool for scratches, cracks, etc. and that it is firmly
(2)ご使用中に、異常な振動等が発生した場合は、直ちに機械を停止させて、その振動の原因を取り除い mounted in the collet chuck, etc.
てください。 (2) If abnormal chattering, etc. occurs during use, stop the machine immediately and remove the cause
3. 使用上のご注意 of the chattering.
使用上の注意 (1)切削工具あるいは被削材の寸法・回転の方向は、あらかじめ確認しておいてください。 3. Cautions during use
(2)標準切削条件表の数値は、新しい作業の立上げの目安としてご利用ください。切込みが大きい場合、 (1) Before use, confirm the dimensions and direction of rotation of the tool and milling work material.
使用機械の剛性が小さい場合あるいは被加工物の性状に応じて切削条件を適正に調整してご使用 (2) The numerical values in the standard cutting conditions table should be used as criteria when starting
Cautions on use ください。 new work. The cutting conditions should be adjusted as appropriate when the cutting depth is large,
(3)切削工具材料は硬質の材料です。ご使用中に破損して飛散する場合があります。また、切りくずが飛 the rigidity of the machine being used is low, or according to the conditions of the work material.
散することがあります。これらの飛散物等は作業者を切傷させ、火傷あるいは目に入って負傷させる恐 (3) Cutting tools are made of a hard material. During use, they may break and fly off. In addition, cutting
れがありますので、工具をご使用中はその周囲に安全カバーを取付け、保護めがね等の保護具を着用 chips may also fly off. Since there is a danger of injury to workers, fire, or eye damage from such
・ドライ(air blow)を推奨します。 して安全な環境下での作業をお願いいたします。 flying pieces, a safety cover should be attached when work is performed and safety equipment such
(4)切削中に発生する火花や、破損による発熱や、切りくずによる引火・火災の危険があります。引火や as safety goggles should be worn to create a safe environment for work.
・ハイドロチャック(油圧式ホルダ)、またはシュリンクフィットホルダの使用を推奨します。 その他のホルダをご使用の際は、 爆発の危険のあるところでは使用しないでください。不水溶性切削液をご使用される場合は防火対 (4) There is a risk of fire or inflammation due to sparks, heat due to breakage, and cutting chips. Do not
策を必ず行なってください。 use where there is a risk of fire or explosion. Please caution of fire while using oil base coolant, fire
弊社営業までお問い合わせください。 (5)工具を本来の目的以外にはご使用にならないでください。 prevention is necessary.
・ダウンカットを推奨します。 4. 再研削時のご注意 (5) Do not use the tool for any purpose other than that for which it is intended.
(1)再研削時期が不適当であると工具が破損する恐れがあります。適正な工具と交換するか、再研削を 4. Cautions regarding regrinding
・断続切削はできるだけ避け、連続切削を推奨します。 行ってください。
(2)工具を再研削しますと粉塵が発生します。再研削時にはその周囲に安全カバーを取付け、保護め (1) If regrinding is not performed at the proper time, there is a risk of the tool breaking. Replace the tool
with one in good condition, or perform regrinding.
・被削材への進入の際は、徐々に設定の切り込み量となる加工方法を推奨します。 がね等の保護具を着用してください。
(3)本製品には特定化学物質に指定された コバルト及びその無機化合物が含まれています。再研削等の (2) Grinding dust will be created when regrinding a tool. When regrinding, be sure to attach a safety
加工を加える場合は特定化学物質障害予防規則(特化則)に従った取扱いをしてください。 cover over the work area and wear safety clothes such as safety goggles, etc.
・切削後の工具、ホルダが高温になります。取り扱いには十分にご注意ください。 (3) This product contains the specified chemical substance cobalt and its inorganic compounds. When
5. 工具に関して、安全上の問題点・不明の点・その他相談がありましたら フ リ ーダ イ ヤ ル 技 術 相 談 へ performing regrinding or similar processing, be sure to handle the processing in accordance with
・被削材に熱影響層ができる可能性がありますので、仕上げ代を0.2mm以上で設定してください。 ご相談ください。 thelocal laws and regulations regarding prevention of hazards due to specified chemical substances.
・Dry (air blow) cutting is recommended.
・Use of hydro chucks (hydraulic holders) or shrink-fit holders is recommended.
・Down cutting is recommended. ホームページ フリーダイヤル技術相談
・Continuous cutting is recommended and interrupted cutting should be avoided as much as possible. https://www.moldino.com
・When tool goes into the work material, a machining method that will gradually reach the set cutting depth is recommended. MOLDINO Tool Engineering, Ltd.
・After cutting, the tool and tool holder will be at high temperatures. Pay sufficient attention when handling.
・ 工具選定データベース【 TOOLSEARCH】
Since heat-affected layers may be produced in the work material, a finishing allowance of at least 0.2 mm should be set. 本社 〒130-0026 東京都墨田区両国4-31-11(ヒューリック両国ビル8階)
03-6890-5101 FAX 03-6890-5134
International Sales Dept .: +81-3-6890-5103 FAX +81-3-6890-5128
営業企画部 ☎03-6890-5102 FAX03-6890-5134 海外営業部 ☎03-6890-5103 FAX03-6890-5128
東京営業所 ☎03-6890-5110 FAX03-6890-5133 静岡営業所 ☎054-273-0360 FAX054-273-0361
東北営業所 ☎022-208-5100 FAX022-208-5102 名古屋営業所 ☎052-687-9150 FAX052-687-9144
新潟営業所 ☎0258-87-1224 FAX0258-87-1158 大阪営業所 ☎06-7668-0190 FAX06-7668-0194
東関東営業所 ☎0294-88-9430 FAX0294-88-9432 中四営業所 ☎082-536-2001 FAX082-536-2003
長野営業所 ☎0268-21-3700 FAX0268-21-3711 九州営業所 ☎092-289-7010 FAX092-289-7012
北関東営業所 ☎0276-59-6001 FAX0276-59-6005
神奈川営業所 ☎046-400-9429 FAX046-400-9435
ヨーロッパ/MOLDINO Tool Engineering Europe GmbH Itterpark 12, 40724 Hilden, Germany. TEL : +49-(0)2103-24820, FAX : +49-(0)2103-248230
アメリカ/MITSUBISHI MATERIALS U.S.A. CORPORATION 41700 Gardenbrook Road, Suite 120, Novi, MI 48375-1320 U.S.A. TEL : +1(248)308-2620, FAX :+1(248)308-2627
メキシコ/MMC METAL DE MEXICO, S.A. DE C.V. Av. La Cañada No.16, Parque Industrial Bernardo Quintana, El Marques, Querétaro, CP 76246, México TEL : +52-442-1926800 MOLDINO Tool Engineering, Ltd.
ブラジル/MMC METAL DO BRASIL LTDA. Rua Cincinato Braga, 340 13° andar.Bela Vista – CEP 01333-010 São Paulo – SP ., Brasil TEL : +55(11)3506-5600 FAX : +55(11)3506-5677
タ イ/MMC Hardmetal (Thailand) Co.,Ltd. MOLDINO Division 622 Emporium Tower, Floor 22/1-4, Sukhumvit Road, Klongton, Klongtoey, Bangkok 10110, Thailand TEL:+66-(0)2-661-8175 FAX:+66-(0)2-661-8176
イ ン ド/MMC Hardmetal India Pvt Ltd. H.O.: Prasad Enclave, #118/119, 1st Floor, 2nd Stage, 5th main, BBMP Ward #11, (New #38), Industrial Suburb, Yeshwanthpura, Bengaluru, 560 022, Karnataka, India. Tel : +91-80-2204-3600 New Produc t News No.1703-9 2024-12
掲載価格は2024年12月2日改定後の消費税抜きの単価を表示しております。予告なく、改良・改善のために仕様変更することがあります。
05 Specifications for the products listed in this catalog are subject to change without notice due to ベジタブルインクで印刷しています。 2024-12(K)
replacement or modification. Printed using vegetable oil ink. Printed in JAPAN 2017-2:FP
加工能率 Machining efficiency (%)
総切りくず排出量Qt (cm3)
Total chip removal volume
Page6
加工事例・使用上の注意
Field data, Caut ions on use
加工事例
Field data
Ni 基超耐熱合金の側面切削 Side milling using Ni-based superalloy セラミックエンドミル コーナRタイプ
-セラミックエンドミルと超硬エンドミルの加工効率比較-
− Comparison of processing efficiencies of ceramic end mills and carbide end mills − 5倍以上の加工能率!! Ceramic End Mill Corner R type
工具 セラミックエンドミル 超硬エンドミル 3倍以上の総切りくず排出量!!
Tool Ceramic End Mill Carbide End Mill More than 5 times the machining performance!!
被削材 More than 3 times the total chip removal volume!!
Work material alloy718(時効硬化材)(Age-hardened alloy) SCE-R
回転数 n [min-1] 20,000 2,547 700 100
Revolution
総切りくず排出量Qt
切削速度 vc [m/min] 628 80 600 Total chip removal volume Qt
Cutting speed 加工能率 80
送り速度 vf [mm/min] 3,600 407 Machining effciency
Feed rate 500
1刃送り fz [mm/t] 0.03 0.04
Feed per tooth 400 60
ap [mm] 7 6
300 40
ae [mm] 0.3 0.5 図、表等のデータは試験結果の一例であり、保証値ではありません。
200 「 」は株式会社MOLDINOの登録商標です。
切りくず排出量Q 20 The diagrams and table data are examples of test results, and are not guaranteed values.
Chip removal volume 7.6 1.2 100
[cm3/min] “ ” is a registered trademark of MOLDINO Tool Engineering, Ltd.
0 0 安 全 上 の ご 注 意 Attentions on Safety
セラミックエンドミル 超硬エンドミル
Ceramic End Mill Carbide End Mill 1. 取扱上のご注意 1. Cautions regarding handling
φ10/6枚刃 flutes φ10/4枚刃 flutes (1)工具をケース(梱包)から取り出す際は、工具の飛び出し、落下にご注意ください。特に工具刃部との接 (1) When removing the tool from its case (packaging), be careful that the tool does not pop out or is
触には十分ご注意をお願いします。 dropped. Be particularly careful regarding contact with the tool flutes.
(2)鋭利な切れ刃を有する工具を取扱う際は、切れ刃を素手で直接触れないように注意してください。 (2) When handling tools with sharp cutting flutes, be careful not to touch the cutting flutes directly with
2. 取付け時のご注意 your bare hands.
(1)ご使用前に、工具の傷・割れ等の外観確認を行っていただき、コレットチャック等への取付けは確実に 2. Cautions regarding mounting
行ってください。 (1) Before use, check the outside appearance of the tool for scratches, cracks, etc. and that it is firmly
(2)ご使用中に、異常な振動等が発生した場合は、直ちに機械を停止させて、その振動の原因を取り除い mounted in the collet chuck, etc.
てください。 (2) If abnormal chattering, etc. occurs during use, stop the machine immediately and remove the cause
3. 使用上のご注意 of the chattering.
使用上の注意 (1)切削工具あるいは被削材の寸法・回転の方向は、あらかじめ確認しておいてください。 3. Cautions during use
(2)標準切削条件表の数値は、新しい作業の立上げの目安としてご利用ください。切込みが大きい場合、 (1) Before use, confirm the dimensions and direction of rotation of the tool and milling work material.
使用機械の剛性が小さい場合あるいは被加工物の性状に応じて切削条件を適正に調整してご使用 (2) The numerical values in the standard cutting conditions table should be used as criteria when starting
Cautions on use ください。 new work. The cutting conditions should be adjusted as appropriate when the cutting depth is large,
(3)切削工具材料は硬質の材料です。ご使用中に破損して飛散する場合があります。また、切りくずが飛 the rigidity of the machine being used is low, or according to the conditions of the work material.
散することがあります。これらの飛散物等は作業者を切傷させ、火傷あるいは目に入って負傷させる恐 (3) Cutting tools are made of a hard material. During use, they may break and fly off. In addition, cutting
れがありますので、工具をご使用中はその周囲に安全カバーを取付け、保護めがね等の保護具を着用 chips may also fly off. Since there is a danger of injury to workers, fire, or eye damage from such
・ドライ(air blow)を推奨します。 して安全な環境下での作業をお願いいたします。 flying pieces, a safety cover should be attached when work is performed and safety equipment such
(4)切削中に発生する火花や、破損による発熱や、切りくずによる引火・火災の危険があります。引火や as safety goggles should be worn to create a safe environment for work.
・ハイドロチャック(油圧式ホルダ)、またはシュリンクフィットホルダの使用を推奨します。 その他のホルダをご使用の際は、 爆発の危険のあるところでは使用しないでください。不水溶性切削液をご使用される場合は防火対 (4) There is a risk of fire or inflammation due to sparks, heat due to breakage, and cutting chips. Do not
策を必ず行なってください。 use where there is a risk of fire or explosion. Please caution of fire while using oil base coolant, fire
弊社営業までお問い合わせください。 (5)工具を本来の目的以外にはご使用にならないでください。 prevention is necessary.
・ダウンカットを推奨します。 4. 再研削時のご注意 (5) Do not use the tool for any purpose other than that for which it is intended.
(1)再研削時期が不適当であると工具が破損する恐れがあります。適正な工具と交換するか、再研削を 4. Cautions regarding regrinding
・断続切削はできるだけ避け、連続切削を推奨します。 行ってください。
(2)工具を再研削しますと粉塵が発生します。再研削時にはその周囲に安全カバーを取付け、保護め (1) If regrinding is not performed at the proper time, there is a risk of the tool breaking. Replace the tool
with one in good condition, or perform regrinding.
・被削材への進入の際は、徐々に設定の切り込み量となる加工方法を推奨します。 がね等の保護具を着用してください。
(3)本製品には特定化学物質に指定された コバルト及びその無機化合物が含まれています。再研削等の (2) Grinding dust will be created when regrinding a tool. When regrinding, be sure to attach a safety
加工を加える場合は特定化学物質障害予防規則(特化則)に従った取扱いをしてください。 cover over the work area and wear safety clothes such as safety goggles, etc.
・切削後の工具、ホルダが高温になります。取り扱いには十分にご注意ください。 (3) This product contains the specified chemical substance cobalt and its inorganic compounds. When
5. 工具に関して、安全上の問題点・不明の点・その他相談がありましたら フ リ ーダ イ ヤ ル 技 術 相 談 へ performing regrinding or similar processing, be sure to handle the processing in accordance with
・被削材に熱影響層ができる可能性がありますので、仕上げ代を0.2mm以上で設定してください。 ご相談ください。 thelocal laws and regulations regarding prevention of hazards due to specified chemical substances.
・Dry (air blow) cutting is recommended.
・Use of hydro chucks (hydraulic holders) or shrink-fit holders is recommended.
・Down cutting is recommended. ホームページ フリーダイヤル技術相談
・Continuous cutting is recommended and interrupted cutting should be avoided as much as possible. https://www.moldino.com
・When tool goes into the work material, a machining method that will gradually reach the set cutting depth is recommended. MOLDINO Tool Engineering, Ltd.
・After cutting, the tool and tool holder will be at high temperatures. Pay sufficient attention when handling.
・ 工具選定データベース【 TOOLSEARCH】
Since heat-affected layers may be produced in the work material, a finishing allowance of at least 0.2 mm should be set. 本社 〒130-0026 東京都墨田区両国4-31-11(ヒューリック両国ビル8階)
03-6890-5101 FAX 03-6890-5134
International Sales Dept .: +81-3-6890-5103 FAX +81-3-6890-5128
営業企画部 ☎03-6890-5102 FAX03-6890-5134 海外営業部 ☎03-6890-5103 FAX03-6890-5128
東京営業所 ☎03-6890-5110 FAX03-6890-5133 静岡営業所 ☎054-273-0360 FAX054-273-0361
東北営業所 ☎022-208-5100 FAX022-208-5102 名古屋営業所 ☎052-687-9150 FAX052-687-9144
新潟営業所 ☎0258-87-1224 FAX0258-87-1158 大阪営業所 ☎06-7668-0190 FAX06-7668-0194
東関東営業所 ☎0294-88-9430 FAX0294-88-9432 中四営業所 ☎082-536-2001 FAX082-536-2003
長野営業所 ☎0268-21-3700 FAX0268-21-3711 九州営業所 ☎092-289-7010 FAX092-289-7012
北関東営業所 ☎0276-59-6001 FAX0276-59-6005
神奈川営業所 ☎046-400-9429 FAX046-400-9435
ヨーロッパ/MOLDINO Tool Engineering Europe GmbH Itterpark 12, 40724 Hilden, Germany. TEL : +49-(0)2103-24820, FAX : +49-(0)2103-248230
アメリカ/MITSUBISHI MATERIALS U.S.A. CORPORATION 41700 Gardenbrook Road, Suite 120, Novi, MI 48375-1320 U.S.A. TEL : +1(248)308-2620, FAX :+1(248)308-2627
メキシコ/MMC METAL DE MEXICO, S.A. DE C.V. Av. La Cañada No.16, Parque Industrial Bernardo Quintana, El Marques, Querétaro, CP 76246, México TEL : +52-442-1926800 MOLDINO Tool Engineering, Ltd.
ブラジル/MMC METAL DO BRASIL LTDA. Rua Cincinato Braga, 340 13° andar.Bela Vista – CEP 01333-010 São Paulo – SP ., Brasil TEL : +55(11)3506-5600 FAX : +55(11)3506-5677
タ イ/MMC Hardmetal (Thailand) Co.,Ltd. MOLDINO Division 622 Emporium Tower, Floor 22/1-4, Sukhumvit Road, Klongton, Klongtoey, Bangkok 10110, Thailand TEL:+66-(0)2-661-8175 FAX:+66-(0)2-661-8176
イ ン ド/MMC Hardmetal India Pvt Ltd. H.O.: Prasad Enclave, #118/119, 1st Floor, 2nd Stage, 5th main, BBMP Ward #11, (New #38), Industrial Suburb, Yeshwanthpura, Bengaluru, 560 022, Karnataka, India. Tel : +91-80-2204-3600 New Produc t News No.1703-9 2024-12
掲載価格は2024年12月2日改定後の消費税抜きの単価を表示しております。予告なく、改良・改善のために仕様変更することがあります。
05 Specifications for the products listed in this catalog are subject to change without notice due to ベジタブルインクで印刷しています。 2024-12(K)
replacement or modification. Printed using vegetable oil ink. Printed in JAPAN 2017-2:FP
加工能率 Machining efficiency (%)
総切りくず排出量Qt (cm3)
Total chip removal volume