



驚異の高密着性と耐摩耗性のPNコーティング
◆Al含有量の調整により、特に工具母材との密着性に優れた耐熱コーティング材料です。
◆AlCr系コーティング皮膜へのSi添加により、良好な耐摩耗性を示します。
◆プラスチック金型等の工具への溶着が起こりやすい材料の切削に対して、良好な切削寿命を示します。
◆詳細はカタログをダウンロードしご覧いただくか、お気軽にお問い合わせ下さい。
このカタログについて
| ドキュメント名 | エポックパナシアシリーズ HGOS-PN / HGOB(LS)-PN |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 2.7Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社MOLDINO (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
エポックパナシアシリーズ
Epoch Panacea series
HGOS-PN(スクエアタイプ Sqaure type)
HGOB(LS)-PN(ボールタイプ Ball type)
図、表等のデータは試験結果の一例であり、保証値ではありません。
「 」は株式会社MOLDINOの登録商標です。
The diagrams and table data are examples of test results, and are not guaranteed values.
“ ” is a registered trademark of MOLDINO Tool Engineering, Ltd.
安 全 上 の ご 注 意 Attentions on Safety
1. 取扱上のご注意 1. Cautions regarding handling
(1)工具をケース(梱包)から取り出す際は、工具の飛び出し、落下にご注意ください。特に工具刃部との接 (1) When removing the tool from its case (packaging), be careful that the tool does not pop out or is
触には十分ご注意をお願いします。 dropped. Be particularly careful regarding contact with the tool flutes.
(2)鋭利な切れ刃を有する工具を取扱う際は、切れ刃を素手で直接触れないように注意してください。 (2) When handling tools with sharp cutting flutes, be careful not to touch the cutting flutes directly with
2. 取付け時のご注意 your bare hands.
(1)ご使用前に、工具の傷・割れ等の外観確認を行っていただき、コレットチャック等への取付けは確実に 2. Cautions regarding mounting
行ってください。 (1) Before use, check the outside appearance of the tool for scratches, cracks, etc. and that it is firmly
(2)ご使用中に、異常な振動等が発生した場合は、直ちに機械を停止させて、その振動の原因を取り除い mounted in the collet chuck, etc.
てください。 (2) If abnormal chattering, etc. occurs during use, stop the machine immediately and remove the cause
3. 使用上のご注意 of the chattering.
(1)切削工具あるいは被削材の寸法・回転の方向は、あらかじめ確認しておいてください。 3. Cautions during use
(2)標準切削条件表の数値は、新しい作業の立上げの目安としてご利用ください。切込みが大きい場合、 (1) Before use, confirm the dimensions and direction of rotation of the tool and milling work material.
使用機械の剛性が小さい場合あるいは被加工物の性状に応じて切削条件を適正に調整してご使用 (2) The numerical values in the standard cutting conditions table should be used as criteria when starting
ください。 new work. The cutting conditions should be adjusted as appropriate when the cutting depth is large,
(3)切削工具材料は硬質の材料です。ご使用中に破損して飛散する場合があります。また、切りくずが飛 the rigidity of the machine being used is low, or according to the conditions of the work material.
散することがあります。これらの飛散物等は作業者を切傷させ、火傷あるいは目に入って負傷させる恐 (3) Cutting tools are made of a hard material. During use, they may break and fly off. In addition, cutting
れがありますので、工具をご使用中はその周囲に安全カバーを取付け、保護めがね等の保護具を着用 chips may also fly off. Since there is a danger of injury to workers, fire, or eye damage from such
して安全な環境下での作業をお願いいたします。 flying pieces, a safety cover should be attached when work is performed and safety equipment such
(4)切削中に発生する火花や、破損による発熱や、切りくずによる引火・火災の危険があります。引火や as safety goggles should be worn to create a safe environment for work.
爆発の危険のあるところでは使用しないでください。不水溶性切削液をご使用される場合は防火対 (4) There is a risk of fire or inflammation due to sparks, heat due to breakage, and cutting chips. Do not
策を必ず行なってください。 use where there is a risk of fire or explosion. Please caution of fire while using oil base coolant, fire
(5)工具を本来の目的以外にはご使用にならないでください。 prevention is necessary.
4. 再研削時のご注意 (5) Do not use the tool for any purpose other than that for which it is intended.
(1)再研削時期が不適当であると工具が破損する恐れがあります。適正な工具と交換するか、再研削を 4. Cautions regarding regrinding
行ってください。
(2)工具を再研削しますと粉塵が発生します。再研削時にはその周囲に安全カバーを取付け、保護め (1) If regrinding is not performed at the proper time, there is a risk of the tool breaking. Replace the tool
がね等の保護具を着用してください。 with one in good condition, or perform regrinding.
(3)本製品には特定化学物質に指定された コバルト及びその無機化合物が含まれています。再研削等の (2) Grinding dust will be created when regrinding a tool. When regrinding, be sure to attach a safety
加工を加える場合は特定化学物質障害予防規則(特化則)に従った取扱いをしてください。 cover over the work area and wear safety clothes such as safety goggles, etc.
(3) This product contains the specified chemical substance cobalt and its inorganic compounds. When
5. 工具に関して、安全上の問題点・不明の点・その他相談がありましたら フ リ ーダ イ ヤ ル 技 術 相 談 へ performing regrinding or similar processing, be sure to handle the processing in accordance with
ご相談ください。 thelocal laws and regulations regarding prevention of hazards due to specified chemical substances.
ホームページ フリーダイヤル技術相談
https://www.moldino.com
MOLDINO Tool Engineering, Ltd.
本社 〒130-0026 東京都墨田区両国4-31-11(ヒューリック両国ビル8階) 工具選定データベース【 TOOLSEARCH】
03-6890-5101 FAX 03-6890-5134
International Sales Dept .: +81-3-6890-5103 FAX +81-3-6890-5128
営業企画部 ☎03-6890-5102 FAX03-6890-5134 海外営業部 ☎03-6890-5103 FAX03-6890-5128
東京営業所 ☎03-6890-5110 FAX03-6890-5133 静岡営業所 ☎054-273-0360 FAX054-273-0361
東北営業所 ☎022-208-5100 FAX022-208-5102 名古屋営業所 ☎052-687-9150 FAX052-687-9144
新潟営業所 ☎0258-87-1224 FAX0258-87-1158 大阪営業所 ☎06-7668-0190 FAX06-7668-0194
東関東営業所 ☎0294-88-9430 FAX0294-88-9432 中四営業所 ☎082-536-2001 FAX082-536-2003
長野営業所 ☎0268-21-3700 FAX0268-21-3711 九州営業所 ☎092-289-7010 FAX092-289-7012
北関東営業所 ☎0276-59-6001 FAX0276-59-6005
神奈川営業所 ☎046-400-9429 FAX046-400-9435
ヨーロッパ/MOLDINO Tool Engineering Europe GmbH Itterpark 12, 40724 Hilden, Germany. TEL : +49-(0)2103-24820, FAX : +49-(0)2103-248230
アメリカ/MITSUBISHI MATERIALS U.S.A. CORPORATION 41700 Gardenbrook Road, Suite 120, Novi, MI 48375-1320 U.S.A. TEL : +1(248)308-2620, FAX :+1(248)308-2627
メキシコ/MMC METAL DE MEXICO, S.A. DE C.V. Av. La Cañada No.16, Parque Industrial Bernardo Quintana, El Marques, Querétaro, CP 76246, México TEL : +52-442-1926800 MOLDINO Tool Engineering, Ltd.
ブラジル/MMC METAL DO BRASIL LTDA. Rua Cincinato Braga, 340 13° andar.Bela Vista – CEP 01333-010 São Paulo – SP ., Brasil TEL : +55(11)3506-5600 FAX : +55(11)3506-5677
タ イ/MMC Hardmetal (Thailand) Co.,Ltd. MOLDINO Division 622 Emporium Tower, Floor 22/1-4, Sukhumvit Road, Klongton, Klongtoey, Bangkok 10110, Thailand TEL:+66-(0)2-661-8175 FAX:+66-(0)2-661-8176
イ ン ド/MMC Hardmetal India Pvt Ltd. H.O.: Prasad Enclave, #118/119, 1st Floor, 2nd Stage, 5th main, BBMP Ward #11, (New #38), Industrial Suburb, Yeshwanthpura, Bengaluru, 560 022, Karnataka, India. Tel : +91-80-2204-3600 New Produc t News No.1222-12 2024-12
掲載価格は2024年12月2日改定後の消費税抜きの単価を表示しております。予告なく、改良・改善のために仕様変更することがあります。
Specifications for the products listed in this catalog are subject to change without notice due to ベジタブルインクで印刷しています。 2024-12(K)
replacement or modification. Printed using vegetable oil ink. Printed in JAPAN 2012-8:FP
Page2
coating
驚異の高密着性と耐摩耗性のPNコーティング
New coating with amazing adhesion and wear resistance エポックパナシアボール& ※パナシア:Panacea 万能薬、
PNコーティングの特長 パナシアスクエア あらゆる問題の解決策という意
Panacea: Has the meaning of a cure-all or
Epoch Panacea Ball & Epoch Panacea Square something that solves all kinds of problems.
Features of PN Coating
01 Al含有量の調整により、特に工具母材との密着性に優れた耐熱
コーティング材料です。 形 状
A heat-resistant coating material with excellent adhesion to the tool substrate was achieved by Dimensions
optimizing the Al content.
02 AlCr系コーティング皮膜へのSi添加により、良好な耐摩耗性を エポックパナシアボール Epoch
Panacea Ball エポックパナシアスクエア Epoch
Panacea Square
示します。
Exhibits with good wear resistance due to Si doping to the AlCr coating layer.
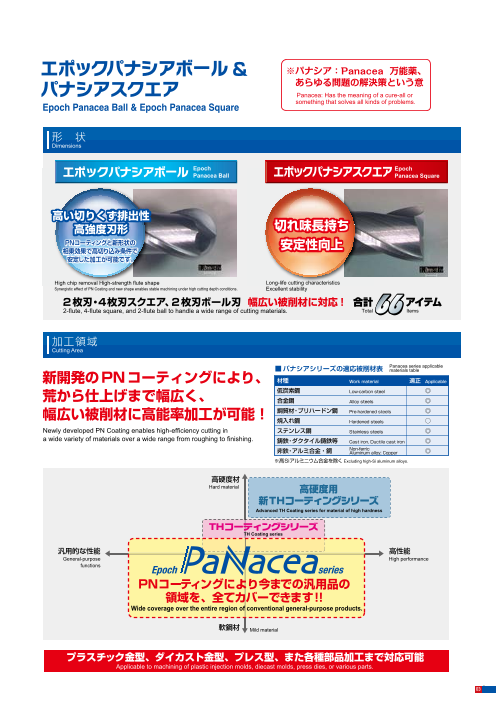
03 プラスチック金型等の工具への溶着が起こりやすい材料の切削
に対して、良好な切削寿命を示します。( 従来対比切削寿命2倍) 高い切りくず排出性
HPM-MAGICをはじめとしたプリハードン鋼、炭素鋼、合金鋼、 高強度刃形 切れ味長持ち
SUS系、SKD61、SKD11等の切削加工で長寿命です。 PNコーティングと新形状の
Exhibits excellent cutting life for cutting materials such as plastic molds, etc. where tool seizure 相乗効果で高切り込み条件で 安定性向上
often occurs. (2x the cutting life compared to conventional products.)
Provides the long life in cutting processing of materials starting with HPM-MAGIC and including 安定した加工が可能です。
prehardened steel, carbon steel, alloy steel, SUS, SKD61, SKD11, etc.
04 耐熱性の向上により、ウェット切削及びドライ切削においても長 High chip removal High-strength flute shape Long-life cutting characteristics
Synergistic effect of PN Coating and new shape enables stable machining under high cutting depth conditions. Excellent stability
寿命化が可能です。 HGOB-PN RE0.15~RE10[19アイテムItems ]
注)本工具のPNコーティングはその性質上、通電性が微小です。従って、通電方式の工具 2枚刃・4枚刃スクエア、2枚刃ボール刃 幅広い被削材に対応 ! 合計 アイテム
長測定装置をご使用の際にはご注意ください。 HGOBLS-PN RE3~RE10 [8アイテムItems] 2-flute, 4-flute square, and 2-flute ball to handle a wide range of cutting materials. Total Items
By improving heat resistance, long life are possible for both wet cutting and dry cutting. HGOS2-PN φ0.2~φ20 [26アイテムItems ]
Note) This product obtains less electric conductivity. Therefore, Please caution of using electric
transmitted measuring systems. HGOS4-PN φ1~φ20 [13アイテムItems]
加工領域
Cutting Area
PNコーティング
PN Coating 加工 ■パナシアシリーズの適応被削材表 Panacea series applicable
materials table
用途
銅 炭素鋼 ステンレス鋼 プリハードン鋼 焼入れ鋼 焼入れ鋼 Applications 金型製作 部品加工 新開発のPNコーティングにより、 材種 Work material 適正 Applicable
合金鋼 工具鋼 45~55HRC 55~65HRC
Copper Carbon steel Stainless steel Pre-hardened Hardened steel Hardened steel
Alloy steel Tool steel steel 45̃55HRC 55̃65HRC
Mold making Parts processing 荒から仕上げまで幅広く、 低炭素鋼 Low-carbon steel ◎
合金鋼 Alloy steels ◎
幅広い被削材に高能率加工が可能! 調質材・プリハードン鋼 Pre-hardened steels ◎
機能 焼入れ鋼 Hardened steels ○
Characteristics Newly developed PN Coating enables high-efficiency cutting in ステンレス鋼 Stainless steels ◎
a wide variety of materials over a wide range from roughing to finishing. 鋳鉄・ダクタイル鋳鉄等 Cast iron, Ductile cast iron ◎
PNコーティングの密着性 母材:超硬合金 PNコーティングの皮膜断面組織と特性 非鉄・アルミ合金・銅 Non-ferric
Aluminum alloy; Copper ◎
Adhesion of PN Coating Substrate: Cemented carbide Cross-sectional structure and characteristics of PN Coating membrane ※高Siアルミニウム合金を除く Excluding high-Si aluminum alloys.
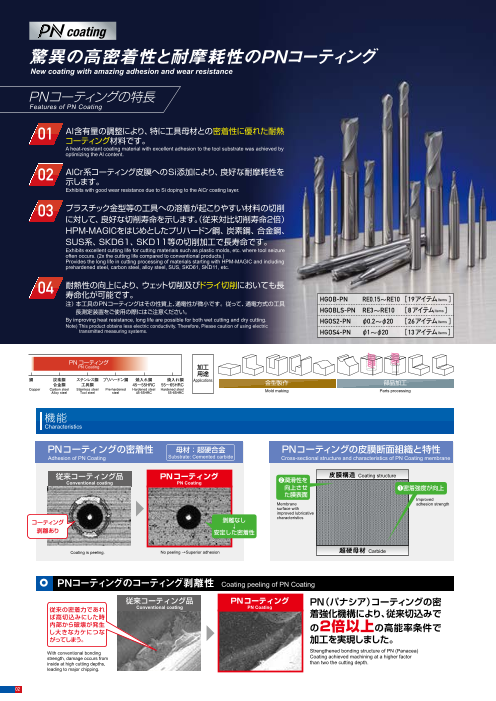
従来コーティング品 PNコーティング 皮膜構造 Coating structure
Conventional coating PN Coating ❷潤滑性を 高硬度材
向上させ ❶密着強度が向上 Hard material 高硬度用
た膜表面
Improved
Membrane adhesion strength 新THコーティングシリーズ
surface with
improved lubricative Advanced TH Coating series for material of high hardness
characteristics
コーティング 剥離なし
↓
剥離あり THコーティングシリーズ
安定した密着性 TH Coating series
Coating is peeling. No peeling →Superior adhesion 超硬母材 Carbide 汎用的な性能 高性能
General-purpose High performance
functions Epoch series
PNコーティングのコーティング剥離性 Coating peeling of PN Coating PNコーティングにより今までの汎用品の
従来コーティング品 PNコーティング PN(パナシア)コーティングの密 領域を、全てカバーできます!!
従来の密着力であれ Conventional coating PN Coating Wide coverage over the entire region of conventional general-purpose products.
ば高切込みにした時 着強化機構により、従来切込みで
内部から破壊が発生
し大きなカケにつな の2倍以上の高能率条件で 軟鋼材 Mild material
がってしまう。 加工を実現しました。
With conventional bonding Strengthened bonding structure of PN (Panacea)
strength, damage occurs from Coating achieved machining at a higher factor
inside at high cutting depths, than two the cutting depth. プラスチック金型、ダイカスト金型、プレス型、また各種部品加工まで対応可能
leading to major chipping. Applicable to machining of plastic injection molds, diecast molds, press dies, or various parts.
02 03 3
Page3
coating
驚異の高密着性と耐摩耗性のPNコーティング
New coating with amazing adhesion and wear resistance エポックパナシアボール& ※パナシア:Panacea 万能薬、
PNコーティングの特長 パナシアスクエア あらゆる問題の解決策という意
Panacea: Has the meaning of a cure-all or
Epoch Panacea Ball & Epoch Panacea Square something that solves all kinds of problems.
Features of PN Coating
01 Al含有量の調整により、特に工具母材との密着性に優れた耐熱
コーティング材料です。 形 状
A heat-resistant coating material with excellent adhesion to the tool substrate was achieved by Dimensions
optimizing the Al content.
02 AlCr系コーティング皮膜へのSi添加により、良好な耐摩耗性を エポックパナシアボール Epoch
Panacea Ball エポックパナシアスクエア Epoch
Panacea Square
示します。
Exhibits with good wear resistance due to Si doping to the AlCr coating layer.
03 プラスチック金型等の工具への溶着が起こりやすい材料の切削
に対して、良好な切削寿命を示します。( 従来対比切削寿命2倍) 高い切りくず排出性
HPM-MAGICをはじめとしたプリハードン鋼、炭素鋼、合金鋼、 高強度刃形 切れ味長持ち
SUS系、SKD61、SKD11等の切削加工で長寿命です。 PNコーティングと新形状の
Exhibits excellent cutting life for cutting materials such as plastic molds, etc. where tool seizure 相乗効果で高切り込み条件で 安定性向上
often occurs. (2x the cutting life compared to conventional products.)
Provides the long life in cutting processing of materials starting with HPM-MAGIC and including 安定した加工が可能です。
prehardened steel, carbon steel, alloy steel, SUS, SKD61, SKD11, etc.
04 耐熱性の向上により、ウェット切削及びドライ切削においても長 High chip removal High-strength flute shape Long-life cutting characteristics
Synergistic effect of PN Coating and new shape enables stable machining under high cutting depth conditions. Excellent stability
寿命化が可能です。 HGOB-PN RE0.15~RE10[19アイテムItems ]
注)本工具のPNコーティングはその性質上、通電性が微小です。従って、通電方式の工具 2枚刃・4枚刃スクエア、2枚刃ボール刃 幅広い被削材に対応 ! 合計 アイテム
長測定装置をご使用の際にはご注意ください。 HGOBLS-PN RE3~RE10 [8アイテムItems] 2-flute, 4-flute square, and 2-flute ball to handle a wide range of cutting materials. Total Items
By improving heat resistance, long life are possible for both wet cutting and dry cutting. HGOS2-PN φ0.2~φ20 [26アイテムItems ]
Note) This product obtains less electric conductivity. Therefore, Please caution of using electric
transmitted measuring systems. HGOS4-PN φ1~φ20 [13アイテムItems]
加工領域
Cutting Area
PNコーティング
PN Coating 加工 ■パナシアシリーズの適応被削材表 Panacea series applicable
materials table
用途
銅 炭素鋼 ステンレス鋼 プリハードン鋼 焼入れ鋼 焼入れ鋼 Applications 金型製作 部品加工 新開発のPNコーティングにより、 材種 Work material 適正 Applicable
合金鋼 工具鋼 45~55HRC 55~65HRC
Copper Carbon steel Stainless steel Pre-hardened Hardened steel Hardened steel
Alloy steel Tool steel steel 45̃55HRC 55̃65HRC
Mold making Parts processing 荒から仕上げまで幅広く、 低炭素鋼 Low-carbon steel ◎
合金鋼 Alloy steels ◎
幅広い被削材に高能率加工が可能! 調質材・プリハードン鋼 Pre-hardened steels ◎
機能 焼入れ鋼 Hardened steels ○
Characteristics Newly developed PN Coating enables high-efficiency cutting in ステンレス鋼 Stainless steels ◎
a wide variety of materials over a wide range from roughing to finishing. 鋳鉄・ダクタイル鋳鉄等 Cast iron, Ductile cast iron ◎
PNコーティングの密着性 母材:超硬合金 PNコーティングの皮膜断面組織と特性 非鉄・アルミ合金・銅 Non-ferric
Aluminum alloy; Copper ◎
Adhesion of PN Coating Substrate: Cemented carbide Cross-sectional structure and characteristics of PN Coating membrane ※高Siアルミニウム合金を除く Excluding high-Si aluminum alloys.
従来コーティング品 PNコーティング 皮膜構造 Coating structure
Conventional coating PN Coating ❷潤滑性を 高硬度材
向上させ ❶密着強度が向上 Hard material 高硬度用
た膜表面
Improved
Membrane adhesion strength 新THコーティングシリーズ
surface with
improved lubricative Advanced TH Coating series for material of high hardness
characteristics
コーティング 剥離なし
↓
剥離あり THコーティングシリーズ
安定した密着性 TH Coating series
Coating is peeling. No peeling →Superior adhesion 超硬母材 Carbide 汎用的な性能 高性能
General-purpose High performance
functions Epoch series
PNコーティングのコーティング剥離性 Coating peeling of PN Coating PNコーティングにより今までの汎用品の
従来コーティング品 PNコーティング PN(パナシア)コーティングの密 領域を、全てカバーできます!!
従来の密着力であれ Conventional coating PN Coating Wide coverage over the entire region of conventional general-purpose products.
ば高切込みにした時 着強化機構により、従来切込みで
内部から破壊が発生
し大きなカケにつな の2倍以上の高能率条件で 軟鋼材 Mild material
がってしまう。 加工を実現しました。
With conventional bonding Strengthened bonding structure of PN (Panacea)
strength, damage occurs from Coating achieved machining at a higher factor
inside at high cutting depths, than two the cutting depth. プラスチック金型、ダイカスト金型、プレス型、また各種部品加工まで対応可能
leading to major chipping. Applicable to machining of plastic injection molds, diecast molds, press dies, or various parts.
02 03 3
Page4
ラインナップ
Line Up
※弊社従来品対比 Compared to conventional product.
切込み量2倍で高能率加工が可能!
ボール・レギュラー Ball nose, Regular High efficiency cutting with twice as much cutting depth!! ボール・ロングシャンク Ball nose, Long shank
※首ぬすみ無し
Without neck escape
HGOB-PN RE 10° RE
A HGOBLS-PN
タイプ Aタイプ
A type APMX A type APMX
LB2 LU
LF LF
RE
RE
Bタイプ Bタイプ
RE精度:右表 シャンク径公差:h5 RE精度:右表 シャンク径公差:h6
RE accuracy : Right table Tolerance on shank B type cy : Right table Tolerance on shank B type
APMX RE accura APMX
LF LF
(mm) (mm)
ボール半径 RE精度 ボール半径 RE精度
RE RE accuracy RE RE accuracy
0.15~6 ±0.005 3~6 ±0.015
HGOB2 (- )-PN 8~10 ±0.01 HGOBLS2 (- )-PN 8~10 ±0.02
寸法 Size (mm) 寸法 Size (mm)
商品コード 在庫 ボール半径 外径 刃長 首下長 全長 シャンク径 刃数 タイプ 商品コード 在庫 ボール半径 外径 全長 シャンク径 刃数 タイプ
Item code Stock Ball radius Tool dia. Flute length Under neck Overall Shank dia. No. of 希望小売価格(円) 刃長 首下長 希望小売価格(円)
Suggested retail price(¥)
length length flutes Type Item code Stock Ball radius Tool dia. Flute length Under neck Overall Shank dia. No. of
Suggested retail price(¥)
length length flutes Type
RE DC APMX LB2 LF DCONMS RE DC APMX LU LF DCONMS
HGOB2003-PN ● 0.15 0.3 0.6 0.9 50 4 2 A 14,730 HGOBLS2060-45-PN ● 3 6 9 45 115 6 2 A 23,710
HGOB2004-PN ● 0.2 0.4 0.8 1.1 50 4 2 A 14,730 HGOBLS2060-75-PN ● 3 6 9 75 150 6 2 A 26,310
HGOB2005-PN ● 0.25 0.5 1 1.3 50 4 2 A 14,030 HGOBLS2080-55-PN ● 4 8 12 55 125 8 2 A 30,740
HGOB2006-PN ● 0.3 0.6 1.2 1.5 50 4 2 A 14,030 HGOBLS2080-105-PN ● 4 8 12 105 180 8 2 A 35,680
HGOB2008-PN ● 0.4 0.8 1.6 1.9 50 4 2 A 13,220 HGOBLS2100-PN ● 5 10 15 - 200 9 2 B 43,340
HGOB2010-PN ● 0.5 1 2.5 3.5 50 4 2 A 12,380 HGOBLS2120-PN ● 6 12 18 - 220 11 2 B 56,540
HGOB2015-PN ● 0.75 1.5 4 5 50 4 2 A 12,970 HGOBLS2160-PN ● 8 16 24 - 250 14 2 B 107,890
HGOB2020-PN ● 1 2 5 6 50 6 2 A 12,970 HGOBLS2200-PN ● 10 20 30 - 250 18 2 B 169,040
HGOB2025-PN ● 1.25 2.5 7 8 50 6 2 A 13,920
HGOB2030-PN ● 1.5 3 8 9 70 6 2 A 13,920
HGOB2040-4-PN ● 2 4 8 - 70 4 2 B 13,920
HGOB2040-PN ● 2 4 8 9 70 6 2 A 13,920
HGOB2050-PN ● 2.5 5 10 11 80 6 2 A 15,570
HGOB2060-PN ● 3 6 12 - 90 6 2 B 16,430
HGOB2080-PN ● 4 8 14 - 100 8 2 B 21,490
HGOB2100-PN ● 5 10 18 - 100 10 2 B 27,540
HGOB2120-PN ● 6 12 22 - 110 12 2 B 35,440
HGOB2160-PN ● 8 16 30 - 140 16 2 B 81,290
HGOB2200-PN ● 10 20 38 - 160 20 2 B 126,600
エポックパナシアボールの位置付け表 Epoch Panacea Ball positioning diagram 再研磨対応範囲一覧表 Re-grinding compatibility range table
機能別比較 高切り込み加工
High cutting depth 鋼材別比較 軟鋼材
Mild steel
5 5 商品コード 商品名称 ラインナップ
nding compatibility range
Item code Product name 外径(㎜) 形 状 再研磨対応範囲(㎜)
Re-gri
Comparison by function Steel material comparison Line up tool dia. Shape 外径 Outer dia. エンド End
4 4 PNコーティングは軟鋼材
3 EPBTS-THは61HRC 3 ~50HRCで優位 HGOB-PN エポックパナシアボール
PN Coating is superior for
2 以上で優位性あり Epoch Panacea Ball 0.3~20 ×(N/A) 1~20
2 mild steel up to 50HRC
1 EPBTS-TH is superior for
61HRC or harder 1
加工時間低減 0 仕上げ加工 61HRC~ 0 40HRC HGOBLS-PN エポックパナシアボール ロングシャンク
Epoch Panacea Ball -Long Shank 6~20 ×(N/A) 6~20
Processing time Finishing
reduction ~50HRC
HGOS2-PN エポックパナシアスクエア 2枚刃
HGOB-PN Epoch Panacea Square -2 Flutes 0.2~20 6~20 2~20
PNコーティングは全てに
おいてバランスがよい EPBTS-TH HGOS4-PN エポックパナシアスクエア 4枚刃
Epoch Panacea Square -4 Flutes 1~20 6~20 2~20
PN Coating offers a good
overall balance. 汎用従来品 Conventional
高速加工 general end mill 51HRC~60HRC
High speed cutting 【注意】首下長/外径が10DC以上の工具の再研磨可否については、弊社営業にお問い合わせください。
●印:標準在庫品です。●:Stoked items. 【Note】Contact our sales office regarding whether or not regrinding is possible for tools where Under neck length/Mill diameter is 10DC or greater.
4 04 05 5
DC DC
DCONMS DCONMS
DC DC
DCONMS DCONMS
Page5
ラインナップ
Line Up
※弊社従来品対比 Compared to conventional product.
切込み量2倍で高能率加工が可能!
ボール・レギュラー Ball nose, Regular High efficiency cutting with twice as much cutting depth!! ボール・ロングシャンク Ball nose, Long shank
※首ぬすみ無し
Without neck escape
HGOB-PN RE 10° RE
A HGOBLS-PN
タイプ Aタイプ
A type APMX A type APMX
LB2 LU
LF LF
RE
RE
Bタイプ Bタイプ
RE精度:右表 シャンク径公差:h5 RE精度:右表 シャンク径公差:h6
RE accuracy : Right table Tolerance on shank B type cy : Right table Tolerance on shank B type
APMX RE accura APMX
LF LF
(mm) (mm)
ボール半径 RE精度 ボール半径 RE精度
RE RE accuracy RE RE accuracy
0.15~6 ±0.005 3~6 ±0.015
HGOB2 (- )-PN 8~10 ±0.01 HGOBLS2 (- )-PN 8~10 ±0.02
寸法 Size (mm) 寸法 Size (mm)
商品コード 在庫 ボール半径 外径 刃長 首下長 全長 シャンク径 刃数 タイプ 商品コード 在庫 ボール半径 外径 全長 シャンク径 刃数 タイプ
Item code Stock Ball radius Tool dia. Flute length Under neck Overall Shank dia. No. of 希望小売価格(円) 刃長 首下長 希望小売価格(円)
Suggested retail price(¥)
length length flutes Type Item code Stock Ball radius Tool dia. Flute length Under neck Overall Shank dia. No. of
Suggested retail price(¥)
length length flutes Type
RE DC APMX LB2 LF DCONMS RE DC APMX LU LF DCONMS
HGOB2003-PN ● 0.15 0.3 0.6 0.9 50 4 2 A 14,730 HGOBLS2060-45-PN ● 3 6 9 45 115 6 2 A 23,710
HGOB2004-PN ● 0.2 0.4 0.8 1.1 50 4 2 A 14,730 HGOBLS2060-75-PN ● 3 6 9 75 150 6 2 A 26,310
HGOB2005-PN ● 0.25 0.5 1 1.3 50 4 2 A 14,030 HGOBLS2080-55-PN ● 4 8 12 55 125 8 2 A 30,740
HGOB2006-PN ● 0.3 0.6 1.2 1.5 50 4 2 A 14,030 HGOBLS2080-105-PN ● 4 8 12 105 180 8 2 A 35,680
HGOB2008-PN ● 0.4 0.8 1.6 1.9 50 4 2 A 13,220 HGOBLS2100-PN ● 5 10 15 - 200 9 2 B 43,340
HGOB2010-PN ● 0.5 1 2.5 3.5 50 4 2 A 12,380 HGOBLS2120-PN ● 6 12 18 - 220 11 2 B 56,540
HGOB2015-PN ● 0.75 1.5 4 5 50 4 2 A 12,970 HGOBLS2160-PN ● 8 16 24 - 250 14 2 B 107,890
HGOB2020-PN ● 1 2 5 6 50 6 2 A 12,970 HGOBLS2200-PN ● 10 20 30 - 250 18 2 B 169,040
HGOB2025-PN ● 1.25 2.5 7 8 50 6 2 A 13,920
HGOB2030-PN ● 1.5 3 8 9 70 6 2 A 13,920
HGOB2040-4-PN ● 2 4 8 - 70 4 2 B 13,920
HGOB2040-PN ● 2 4 8 9 70 6 2 A 13,920
HGOB2050-PN ● 2.5 5 10 11 80 6 2 A 15,570
HGOB2060-PN ● 3 6 12 - 90 6 2 B 16,430
HGOB2080-PN ● 4 8 14 - 100 8 2 B 21,490
HGOB2100-PN ● 5 10 18 - 100 10 2 B 27,540
HGOB2120-PN ● 6 12 22 - 110 12 2 B 35,440
HGOB2160-PN ● 8 16 30 - 140 16 2 B 81,290
HGOB2200-PN ● 10 20 38 - 160 20 2 B 126,600
エポックパナシアボールの位置付け表 Epoch Panacea Ball positioning diagram 再研磨対応範囲一覧表 Re-grinding compatibility range table
機能別比較 高切り込み加工
High cutting depth 鋼材別比較 軟鋼材
Mild steel
5 5 商品コード 商品名称 ラインナップ
nding compatibility range
Item code Product name 外径(㎜) 形 状 再研磨対応範囲(㎜)
Re-gri
Comparison by function Steel material comparison Line up tool dia. Shape 外径 Outer dia. エンド End
4 4 PNコーティングは軟鋼材
3 EPBTS-THは61HRC 3 ~50HRCで優位 HGOB-PN エポックパナシアボール
PN Coating is superior for
2 以上で優位性あり Epoch Panacea Ball 0.3~20 ×(N/A) 1~20
2 mild steel up to 50HRC
1 EPBTS-TH is superior for
61HRC or harder 1
加工時間低減 0 仕上げ加工 61HRC~ 0 40HRC HGOBLS-PN エポックパナシアボール ロングシャンク
Epoch Panacea Ball -Long Shank 6~20 ×(N/A) 6~20
Processing time Finishing
reduction ~50HRC
HGOS2-PN エポックパナシアスクエア 2枚刃
HGOB-PN Epoch Panacea Square -2 Flutes 0.2~20 6~20 2~20
PNコーティングは全てに
おいてバランスがよい EPBTS-TH HGOS4-PN エポックパナシアスクエア 4枚刃
Epoch Panacea Square -4 Flutes 1~20 6~20 2~20
PN Coating offers a good
overall balance. 汎用従来品 Conventional
高速加工 general end mill 51HRC~60HRC
High speed cutting 【注意】首下長/外径が10DC以上の工具の再研磨可否については、弊社営業にお問い合わせください。
●印:標準在庫品です。●:Stoked items. 【Note】Contact our sales office regarding whether or not regrinding is possible for tools where Under neck length/Mill diameter is 10DC or greater.
4 04 05 5
DC DC
DCONMS DCONMS
DC DC
DCONMS DCONMS
Page6
ラインナップ 標準切削条件表
Line Up Recommended Cut t ing Condi t ions
※弊社従来品対比 Compared to conventional product. ae
スクエア・レギュラー Square, Regular 切込み量2倍で高能率加工が可能!
High efficiency cutting with twice as much cutting depth!! ap
2枚刃 4枚刃
2 Flutes 4 Flutes
外径公差:右表 シャンク径公差:h5 外径公差:右表 シャンク径公差:h5
Tolerance on dia. : Right table Tolerance on shank Tolerance on dia. : Right table Tolerance on shank ボール・レギュラー Ball nose, Regular HGOB-PN
10° 20°
Aタイプ Bタイプ Cタイプ
A type APMX B type APMX 切 ボール 外径 刃長
C type 銅合金・アルミ合金 鋳鉄・炭素鋼 ステンレス鋼
APMX
LB2 LF
LF LB2 削 半径 DC APMX
LF Copper alloys, Aluminium alloys Cast irons, Carbon steels(150~200HB) Stainless steels(25~35HRC)
区 RE Tool dia. Flute
※首ぬすみ無し ※首ぬすみ無し FC250,S50C,S55C SUS304,SUS316
Without neck escape Without neck escape (mm) 分 Ball radius (mm) length
外径 外径公差 (mm) (mm) 回転数 送り速度 ap ae 回転数 送り速度 ap ae 回転数 送り速度 ap ae
min-1
Tool dia. Dia. tolerance mm/min mm mm min-1 mm/min mm mm min-1 mm/min mm mm
0.2~0.9 0~-0.015 0.15 0.3 0.6 35,032 2,102 0.039 0.117 31,847 1,911 0.039 0.117 28,662 1,720 0.038 0.112
2枚刃
2 flutes HGOS2 -PN 1~20 0~-0.02 0.2 0.4 0.8 35,032 2,102 0.052 0.156 31,847 1,911 0.052 0.156 28,662 1,720 0.050 0.150
寸法 Size (mm) 0.25 0.5 1 35,032 2,102 0.065 0.195 31,847 1,911 0.065 0.195 28,662 1,720 0.063 0.187
商品コード 在庫 外径 刃長 首下長 全長 シャンク径 刃数 タイプ 希望小売価格(円) 0.3 0.6 1.2 29,193 2,335 0.078 0.234 26,539 2,123 0.078 0.234 23,885 1,911 0.075 0.225
Item code Stock No. of
Tool dia. Flute length Under neck length Overall length Shank dia. flutes Type Suggested retail price(¥) 0.4 0.8 1.6 26,274 2,102 0.104 0.312 23,885 1,911 0.104 0.312 21,497 1,720 0.100 0.300
DC APMX LB2 LF DCONMS 0.5 1 2.5 28,025 2,803 0.130 0.390 25,478 2,548 0.130 0.390 22,930 2,293 0.125 0.375
HGOS2002-PN ● 0.2 0.4 0.6 40 4 2 A 10,100
HGOS2003-PN ● 0.3 0.6 0.9 40 4 2 A 9,340 荒 0.75 1.5 4 25,690 3,083 0.195 0.585 23,355 2,803 0.195 0.585 21,019 2,522 0.188 0.562
加 1 2 5 24,522 3,433 0.260 0.780 22,293 3,121 0.260 0.780 20,064 2,809 0.250 0.750
HGOS2004-PN ● 0.4 0.8 1.1 40 4 2 A 9,340
HGOS2005-PN ● 0.5 1 1.3 40 4 2 A 8,980 工 1.25 2.5 7 22,420 3,587 0.325 0.975 20,382 3,261 0.325 0.975 18,344 2,935 0.313 0.937
1.5 3 8 21,019 3,783 0.390 1.170 19,108 3,439 0.390 1.170 17,197 3,096 0.375 1.125
HGOS2006-PN ● 0.6 1.2 1.5 40 4 2 A 8,980
HGOS2007-PN ● 0.7 1.4 1.7 40 4 2 A 8,800 8 20,143 4,029 0.520 1.560 18,312 3,662 0.520 1.560 16,481 3,296 0.500 1.500
2 4
8 20,143 4,834 0.520 1.560 18,312 4,395 0.520 1.560 16,481 3,955 0.500 1.500
HGOS2008-PN ● 0.8 1.6 1.9 40 4 2 A 8,800
HGOS2009-PN ● 0.9 1.8 2.1 40 4 2 A 8,440 2.5 5 10 18,217 5,101 0.650 1.950 16,561 4,637 0.650 1.950 14,904 4,173 0.625 1.875
HGOS2010-PN ● 1 2 2.5 40 4 2 A 7,400 3 6 12 15,764 5,045 0.780 2.340 14,331 4,586 0.780 2.340 12,898 4,127 0.750 2.250
HGOS2015-PN ● 1.5 3 3.5 40 4 2 A 7,400 4 8 14 12,699 4,572 1.040 3.120 11,545 4,156 1.040 3.120 10,390 3,740 1.000 3.000
HGOS2020-PN ● 2 6 7 40 4 2 A 7,400 5 10 18 10,860 4,344 1.300 3.900 9,873 3,949 1.300 3.900 8,885 3,554 1.250 3.750
HGOS2025-PN ● 2.5 8 9 40 4 2 A 7,400 6 12 22 9,634 4,239 1.560 4.680 8,758 3,854 1.560 4.680 7,882 3,468 1.500 4.500
HGOS2030-PN ● 3 8 9 45 6 2 A 8,740 8 16 30 7,444 3,573 2.080 6.240 6,768 3,248 2.080 6.240 6,091 2,924 2.000 6.000
HGOS2035-PN ● 3.5 10 11 45 6 2 A 9,110 10 20 38 5,955 3,097 2.600 7.800 5,414 2,815 2.600 7.800 4,873 2,534 2.500 7.500
HGOS2040-PN ● 4 11 12 45 6 2 B 9,110
0.15 0.3 0.6 44,586 1,783 0.015 0.015 37,155 1,486 0.015 0.015 33,439 1,204 0.015 0.015
HGOS2045-PN ● 4.5 11 12 45 6 2 B 10,330
HGOS2050-PN ● 5 13 14 60 6 2 B 10,330 0.2 0.4 0.8 42,994 1,720 0.020 0.020 35,828 1,433 0.020 0.020 32,245 1,161 0.020 0.020
0.25 0.5 1 42,038 1,682 0.025 0.025 35,032 1,401 0.025 0.025 31,529 1,135 0.025 0.025
HGOS2055-PN ● 5.5 13 14 60 6 2 B 11,080
HGOS2060-PN ● 6 13 - 60 6 2 C 10,700 0.3 0.6 1.2 35,032 2,102 0.030 0.030 29,193 1,752 0.030 0.030 26,274 1,419 0.030 0.030
HGOS2070-PN ● 7 16 17 70 8 2 B 12,730 0.4 0.8 1.6 31,051 1,863 0.040 0.040 25,876 1,553 0.040 0.040 23,288 1,258 0.040 0.040
HGOS2080-PN ● 8 19 - 75 8 2 C 13,840 0.5 1 2.5 30,573 1,834 0.050 0.050 25,478 1,529 0.050 0.050 22,930 1,238 0.050 0.050
HGOS2090-PN ● 9 19 20 80 10 2 B 16,670 仕 0.75 1.5 4 29,299 1,758 0.075 0.075 24,416 1,465 0.075 0.075 21,975 1,187 0.075 0.075
HGOS2100-PN ● 10 22 - 80 10 2 C 17,160 上 1 2 5 2,369 0.100
げ 29,618 0.100 24,682 1,975 0.100 0.100 22,213 1,599 0.100 0.100
HGOS2120-PN ● 12 26 - 100 12 2 C 23,210
HGOS2160-PN ● 16 35 - 110 16 2 C 47,110 加 1.25 2.5 7 28,280 2,262 0.125 0.125 23,567 1,885 0.125 0.125 21,210 1,527 0.125 0.125
工 1.5 3 8 26,115 2,089 0.150 0.150 21,762 1,741 0.150 0.150 19,586 1,410 0.150 0.150
HGOS2200-PN ● 20 40 - 125 20 2 C 80,010 8 24,363 1,949 0.200 0.200
2 4 20,303 1,624 0.200 0.200 18,272 1,316 0.200 0.200
4枚刃 8 24,363 2,436 0.200 0.200 20,303 2,030 0.200 0.200 18,272 1,645 0.200 0.200
4 flutes HGOS4 -PN
2.5 5 10 22,548 2,255 0.250 0.250 18,790 1,879 0.250 0.250 16,911 1,522 0.250 0.250
寸法 Size (mm)
商品コード 在庫 外径 刃長 首下長 全長 シャンク径 刃数 タイプ
Item code Stock No. of 希望小売価格 3 6 12 19,427 2,331 0.300 0.300 16,189 1,943 0.300 0.300 14,570 1,574 0.300 0.300
(円)
Tool dia. Flute length Under neck length Overall length Shank dia. flutes Type Suggested retail price(¥) 4 8 14 16,003 1,920 0.400 0.400 13,336 1,600 0.400 0.400 12,002 1,296 0.400 0.400
DC APMX LB2 LF DCONMS 5 10 18 14,713 2,060 0.500 0.500 12,261 1,717 0.500 0.500 11,035 1,390 0.500 0.500
HGOS4010-PN ● 1 2.5 3 40 4 4 A 9,830 6 12 22 13,535 2,436 0.600 0.600 11,279 2,030 0.600 0.600 10,151 1,645 0.600 0.600
HGOS4015-PN ● 1.5 4 4.5 40 4 4 A 9,830 8 16 30 10,868 2,174 0.800 0.800 9,057 1,811 0.800 0.800 8,151 1,467 0.800 0.800
HGOS4020-PN ● 2 6 7 40 4 4 A 9,830 10 20 38 7,739 1,548 1.000 1.000 6,449 1,290 1.000 1.000 5,804 1,045 1.000 1.000
HGOS4025-PN ● 2.5 8 9 40 4 4 A 10,010
HGOS4030-PN ● 3 10 11 45 6 4 A 10,010 【注意】①本工具のPNコーティングはその性質上、通電性が微小です。従って通電方式の工具長測定装置をご使用の際にはご注意ください。
HGOS4040-PN ● 4 12 13 45 6 4 B 10,400 ②被削材、加工形状に合わせて、適切なクーラントを使用してください。
HGOS4050-PN ● 5 15 16 60 6 4 B 11,610 ③できるだけ高剛性、高精度の機械をご使用ください。
HGOS4060-PN ● 6 15 - 60 6 4 C 12,610 ④上表のピックフィード(ae)は目安です。実際にはカスプハイト表を参考に選定してくだい。
⑤この切削条件表は切削条件の目安を示すものです。実際の加工では加工形状、目的、使用機械等により条件を調整してください。
HGOS4080-PN ● 8 20 - 75 8 4 C 15,690 ⑥機械の回転数が足りない場合には、回転数と送り速度を同じ比率で下げてください。
HGOS4100-PN ● 10 25 - 80 10 4 C 20,870 【Note】① PN Coating is less electro conductive. Therefore, electric transmitted measuring systems may not work.
HGOS4120-PN ● 12 30 - 100 12 4 C 26,310 ② Use the appropriate coolant for the work material and machining shape.
③ Use a highly rigid and accurate machine as possible.
HGOS4160-PN ● 16 35 - 110 16 4 C 60,410 ④ The pick feed in the table is a general condition; please select the ae according to the cusp height requested.
HGOS4200-PN ● 20 40 - 125 20 4 C 88,270 ⑤ These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions.
⑥ If the rpm available is lower than that recommended please reduce the feed rate to the same ratio.
●印:標準在庫品です。●:Stoked items.
6 06 07 7
DC
DCONMS
DC
DCONMS
DC
DCONMS
Finishing Roughing
Page7
ラインナップ 標準切削条件表
Line Up Recommended Cut t ing Condi t ions
※弊社従来品対比 Compared to conventional product. ae
スクエア・レギュラー Square, Regular 切込み量2倍で高能率加工が可能!
High efficiency cutting with twice as much cutting depth!! ap
2枚刃 4枚刃
2 Flutes 4 Flutes
外径公差:右表 シャンク径公差:h5 外径公差:右表 シャンク径公差:h5
Tolerance on dia. : Right table Tolerance on shank Tolerance on dia. : Right table Tolerance on shank ボール・レギュラー Ball nose, Regular HGOB-PN
10° 20°
Aタイプ Bタイプ Cタイプ
A type APMX B type APMX 切 ボール 外径 刃長
C type 銅合金・アルミ合金 鋳鉄・炭素鋼 ステンレス鋼
APMX
LB2 LF
LF LB2 削 半径 DC APMX
LF Copper alloys, Aluminium alloys Cast irons, Carbon steels(150~200HB) Stainless steels(25~35HRC)
区 RE Tool dia. Flute
※首ぬすみ無し ※首ぬすみ無し FC250,S50C,S55C SUS304,SUS316
Without neck escape Without neck escape (mm) 分 Ball radius (mm) length
外径 外径公差 (mm) (mm) 回転数 送り速度 ap ae 回転数 送り速度 ap ae 回転数 送り速度 ap ae
min-1
Tool dia. Dia. tolerance mm/min mm mm min-1 mm/min mm mm min-1 mm/min mm mm
0.2~0.9 0~-0.015 0.15 0.3 0.6 35,032 2,102 0.039 0.117 31,847 1,911 0.039 0.117 28,662 1,720 0.038 0.112
2枚刃
2 flutes HGOS2 -PN 1~20 0~-0.02 0.2 0.4 0.8 35,032 2,102 0.052 0.156 31,847 1,911 0.052 0.156 28,662 1,720 0.050 0.150
寸法 Size (mm) 0.25 0.5 1 35,032 2,102 0.065 0.195 31,847 1,911 0.065 0.195 28,662 1,720 0.063 0.187
商品コード 在庫 外径 刃長 首下長 全長 シャンク径 刃数 タイプ 希望小売価格(円) 0.3 0.6 1.2 29,193 2,335 0.078 0.234 26,539 2,123 0.078 0.234 23,885 1,911 0.075 0.225
Item code Stock No. of
Tool dia. Flute length Under neck length Overall length Shank dia. flutes Type Suggested retail price(¥) 0.4 0.8 1.6 26,274 2,102 0.104 0.312 23,885 1,911 0.104 0.312 21,497 1,720 0.100 0.300
DC APMX LB2 LF DCONMS 0.5 1 2.5 28,025 2,803 0.130 0.390 25,478 2,548 0.130 0.390 22,930 2,293 0.125 0.375
HGOS2002-PN ● 0.2 0.4 0.6 40 4 2 A 10,100
HGOS2003-PN ● 0.3 0.6 0.9 40 4 2 A 9,340 荒 0.75 1.5 4 25,690 3,083 0.195 0.585 23,355 2,803 0.195 0.585 21,019 2,522 0.188 0.562
加 1 2 5 24,522 3,433 0.260 0.780 22,293 3,121 0.260 0.780 20,064 2,809 0.250 0.750
HGOS2004-PN ● 0.4 0.8 1.1 40 4 2 A 9,340
HGOS2005-PN ● 0.5 1 1.3 40 4 2 A 8,980 工 1.25 2.5 7 22,420 3,587 0.325 0.975 20,382 3,261 0.325 0.975 18,344 2,935 0.313 0.937
1.5 3 8 21,019 3,783 0.390 1.170 19,108 3,439 0.390 1.170 17,197 3,096 0.375 1.125
HGOS2006-PN ● 0.6 1.2 1.5 40 4 2 A 8,980
HGOS2007-PN ● 0.7 1.4 1.7 40 4 2 A 8,800 8 20,143 4,029 0.520 1.560 18,312 3,662 0.520 1.560 16,481 3,296 0.500 1.500
2 4
8 20,143 4,834 0.520 1.560 18,312 4,395 0.520 1.560 16,481 3,955 0.500 1.500
HGOS2008-PN ● 0.8 1.6 1.9 40 4 2 A 8,800
HGOS2009-PN ● 0.9 1.8 2.1 40 4 2 A 8,440 2.5 5 10 18,217 5,101 0.650 1.950 16,561 4,637 0.650 1.950 14,904 4,173 0.625 1.875
HGOS2010-PN ● 1 2 2.5 40 4 2 A 7,400 3 6 12 15,764 5,045 0.780 2.340 14,331 4,586 0.780 2.340 12,898 4,127 0.750 2.250
HGOS2015-PN ● 1.5 3 3.5 40 4 2 A 7,400 4 8 14 12,699 4,572 1.040 3.120 11,545 4,156 1.040 3.120 10,390 3,740 1.000 3.000
HGOS2020-PN ● 2 6 7 40 4 2 A 7,400 5 10 18 10,860 4,344 1.300 3.900 9,873 3,949 1.300 3.900 8,885 3,554 1.250 3.750
HGOS2025-PN ● 2.5 8 9 40 4 2 A 7,400 6 12 22 9,634 4,239 1.560 4.680 8,758 3,854 1.560 4.680 7,882 3,468 1.500 4.500
HGOS2030-PN ● 3 8 9 45 6 2 A 8,740 8 16 30 7,444 3,573 2.080 6.240 6,768 3,248 2.080 6.240 6,091 2,924 2.000 6.000
HGOS2035-PN ● 3.5 10 11 45 6 2 A 9,110 10 20 38 5,955 3,097 2.600 7.800 5,414 2,815 2.600 7.800 4,873 2,534 2.500 7.500
HGOS2040-PN ● 4 11 12 45 6 2 B 9,110
0.15 0.3 0.6 44,586 1,783 0.015 0.015 37,155 1,486 0.015 0.015 33,439 1,204 0.015 0.015
HGOS2045-PN ● 4.5 11 12 45 6 2 B 10,330
HGOS2050-PN ● 5 13 14 60 6 2 B 10,330 0.2 0.4 0.8 42,994 1,720 0.020 0.020 35,828 1,433 0.020 0.020 32,245 1,161 0.020 0.020
0.25 0.5 1 42,038 1,682 0.025 0.025 35,032 1,401 0.025 0.025 31,529 1,135 0.025 0.025
HGOS2055-PN ● 5.5 13 14 60 6 2 B 11,080
HGOS2060-PN ● 6 13 - 60 6 2 C 10,700 0.3 0.6 1.2 35,032 2,102 0.030 0.030 29,193 1,752 0.030 0.030 26,274 1,419 0.030 0.030
HGOS2070-PN ● 7 16 17 70 8 2 B 12,730 0.4 0.8 1.6 31,051 1,863 0.040 0.040 25,876 1,553 0.040 0.040 23,288 1,258 0.040 0.040
HGOS2080-PN ● 8 19 - 75 8 2 C 13,840 0.5 1 2.5 30,573 1,834 0.050 0.050 25,478 1,529 0.050 0.050 22,930 1,238 0.050 0.050
HGOS2090-PN ● 9 19 20 80 10 2 B 16,670 仕 0.75 1.5 4 29,299 1,758 0.075 0.075 24,416 1,465 0.075 0.075 21,975 1,187 0.075 0.075
HGOS2100-PN ● 10 22 - 80 10 2 C 17,160 上 1 2 5 2,369 0.100
げ 29,618 0.100 24,682 1,975 0.100 0.100 22,213 1,599 0.100 0.100
HGOS2120-PN ● 12 26 - 100 12 2 C 23,210
HGOS2160-PN ● 16 35 - 110 16 2 C 47,110 加 1.25 2.5 7 28,280 2,262 0.125 0.125 23,567 1,885 0.125 0.125 21,210 1,527 0.125 0.125
工 1.5 3 8 26,115 2,089 0.150 0.150 21,762 1,741 0.150 0.150 19,586 1,410 0.150 0.150
HGOS2200-PN ● 20 40 - 125 20 2 C 80,010 8 24,363 1,949 0.200 0.200
2 4 20,303 1,624 0.200 0.200 18,272 1,316 0.200 0.200
4枚刃 8 24,363 2,436 0.200 0.200 20,303 2,030 0.200 0.200 18,272 1,645 0.200 0.200
4 flutes HGOS4 -PN
2.5 5 10 22,548 2,255 0.250 0.250 18,790 1,879 0.250 0.250 16,911 1,522 0.250 0.250
寸法 Size (mm)
商品コード 在庫 外径 刃長 首下長 全長 シャンク径 刃数 タイプ
Item code Stock No. of 希望小売価格 3 6 12 19,427 2,331 0.300 0.300 16,189 1,943 0.300 0.300 14,570 1,574 0.300 0.300
(円)
Tool dia. Flute length Under neck length Overall length Shank dia. flutes Type Suggested retail price(¥) 4 8 14 16,003 1,920 0.400 0.400 13,336 1,600 0.400 0.400 12,002 1,296 0.400 0.400
DC APMX LB2 LF DCONMS 5 10 18 14,713 2,060 0.500 0.500 12,261 1,717 0.500 0.500 11,035 1,390 0.500 0.500
HGOS4010-PN ● 1 2.5 3 40 4 4 A 9,830 6 12 22 13,535 2,436 0.600 0.600 11,279 2,030 0.600 0.600 10,151 1,645 0.600 0.600
HGOS4015-PN ● 1.5 4 4.5 40 4 4 A 9,830 8 16 30 10,868 2,174 0.800 0.800 9,057 1,811 0.800 0.800 8,151 1,467 0.800 0.800
HGOS4020-PN ● 2 6 7 40 4 4 A 9,830 10 20 38 7,739 1,548 1.000 1.000 6,449 1,290 1.000 1.000 5,804 1,045 1.000 1.000
HGOS4025-PN ● 2.5 8 9 40 4 4 A 10,010
HGOS4030-PN ● 3 10 11 45 6 4 A 10,010 【注意】①本工具のPNコーティングはその性質上、通電性が微小です。従って通電方式の工具長測定装置をご使用の際にはご注意ください。
HGOS4040-PN ● 4 12 13 45 6 4 B 10,400 ②被削材、加工形状に合わせて、適切なクーラントを使用してください。
HGOS4050-PN ● 5 15 16 60 6 4 B 11,610 ③できるだけ高剛性、高精度の機械をご使用ください。
HGOS4060-PN ● 6 15 - 60 6 4 C 12,610 ④上表のピックフィード(ae)は目安です。実際にはカスプハイト表を参考に選定してくだい。
⑤この切削条件表は切削条件の目安を示すものです。実際の加工では加工形状、目的、使用機械等により条件を調整してください。
HGOS4080-PN ● 8 20 - 75 8 4 C 15,690 ⑥機械の回転数が足りない場合には、回転数と送り速度を同じ比率で下げてください。
HGOS4100-PN ● 10 25 - 80 10 4 C 20,870 【Note】① PN Coating is less electro conductive. Therefore, electric transmitted measuring systems may not work.
HGOS4120-PN ● 12 30 - 100 12 4 C 26,310 ② Use the appropriate coolant for the work material and machining shape.
③ Use a highly rigid and accurate machine as possible.
HGOS4160-PN ● 16 35 - 110 16 4 C 60,410 ④ The pick feed in the table is a general condition; please select the ae according to the cusp height requested.
HGOS4200-PN ● 20 40 - 125 20 4 C 88,270 ⑤ These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions.
⑥ If the rpm available is lower than that recommended please reduce the feed rate to the same ratio.
●印:標準在庫品です。●:Stoked items.
6 06 07 7
DC
DCONMS
DC
DCONMS
DC
DCONMS
Finishing Roughing
Page8
標準切削条件表
※弊社従来品対比
切込み量2倍で高能率加工が可能!
HGOBLS2-PN
ボール・レギュラー HGOB-PN ボール・ロングシャンク
切 ボール 外径 刃長 合金鋼・工具鋼 プリハードン鋼 焼入れ鋼 銅合金 鋳鉄 ステンレス鋼 合金鋼 プリハードン鋼 焼入れ鋼
削 半径 (25~35HRC) (35~45HRC) (45~52HRC) 被削材 アルミ合金 炭素鋼 工具鋼
区 HPM7,SKD61Ⓐ,SKT4 HPM-MAGIC,CENA1,NAK80 SKD61Ⓗ,HPM38,DAC-MAGIC
分 回転数 送り速度 回転数 送り速度 回転数 送り速度 ボール 外径 刃長 首下長
切 (150~220HB) (25~35HRC) (25~35HRC) (35~45HRC) (45~52HRC)
FC250 SUS304 HPM7 HPM-MAGIC SKD61Ⓗ,HPM38
0.15 0.3 0.6 0.108 削 半径
28,662 1,634 0.036 25,796 1,393 0.035 0.103 22,930 1,176 0.033 0.099 区 S50C,S55C SUS316 SKD61Ⓐ,SKT4 CENA1,NAK80 DAC-MAGIC
0.2 0.4 0.8 28,662 1,634 0.048 0.144 25,796 1,393 0.046 0.138 22,930 1,176 0.044 0.132 分 切込み比率 120% 100% 90% 80% 70% 50%
0.25 0.5 1 28,662 1,634 0.060 0.180 25,796 1,393 0.058 0.172 22,930 1,176 0.055 0.165 基本切込み
0.3 0.6 1.2 23,885 1,815 0.072 0.216 21,497 1,548 0.069 0.207 19,108 1,307 0.066 0.198 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度
0.4 0.8 1.6 21,497 1,634 0.096 0.288 19,347 1,393 0.092 0.276 17,197 1,176 0.088 0.264
0.5 1 2.5 22,930 2,178 0.120 0.360 20,637 1,857 0.115 0.345 18,344 1,568 0.110 0.330 9 45 0.42 9,550 2,670 7,960 2,230 6,630 1,860 6,630 1,860 6,630 1,190 5,300 950
荒 0.75 1.5 4 21,019 2,396 0.180 0.540 18,917 2,043 0.173 0.517 16,815 1,725 0.165 0.495 荒 3 6
9 75 0.25 8,350 2,320 6,960 1,940 5,630 1,570 5,630 1,570 5,630 1,010 4,300 770
加 1 2 5 20,064 2,668 0.240 0.720 18,057 2,275 0.230 0.690 16,051 1,921 0.220 0.660 加 12 55 0.64 7,160 2,290 5,970 1,910 4,980 1,590 4,980 1,590 4,980 1,100 3,980 880
工 1.25 2.5 7 18,344 2,788 0.300 0.900 16,510 2,377 0.288 0.862 14,675 2,008 0.275 0.825 工 4 8
12 105 0.35 5,960 1,900 4,970 1,590 3,980 1,270 3,980 1,270 3,980 880 2,980 650
1.5 3 8 17,197 2,941 0.360 1.080 15,478 2,507 0.345 1.035 13,758 2,117 0.330 0.990 5 10 15 - 1 5,720 2,060 4,770 1,720 3,980 1,430 3,980 1,430 3,980 1,030 3,180 830
8 16,481 3,131 0.480 1.440 14,833 2,670 0.460 1.380 13,185 2,255 0.440 1.320
2 4 6 12 18 - 1.2 4,770 1,900 3,980 1,590 3,320 1,330 3,320 1,330 3,320 1,000 2,650 800
8 16,481 3,758 0.480 1.440 14,833 3,204 0.460 1.380 13,185 2,706 0.440 1.320 8 16 24 - 1.6 3,570 1,600 2,980 1,340 2,490 1,120 2,490 1,120 2,490 850 1,990 680
2.5 5 10 14,904 3,965 0.600 1.800 13,414 3,380 0.575 1.725 11,924 2,855 0.550 1.650 10 20 30 - 2 2,860 1,280 2,390 1,070 1,990 900 1,990 900 1,990 680 1,590 540
3 6 12 12,898 3,921 0.720 2.160 11,608 3,343 0.690 2.070 10,318 2,823 0.660 1.980
仕 9 45 0.05~0.1 9,550 1,865 7,960 1,554 7,960 1,102 7,960 1,102 7,960 638 6,630 504
4 8 14 10,390 3,553 0.960 2.880 9,351 3,030 0.920 2.760 8,312 2,558 0.880 2.640 3 6
上 9 75 0.05~0.1 8,350 1,678 6,960 1,398 6,960 991 6,960 991 6,960 574 5,630 453
5 10 18 8,885 3,376 1.200 3.600 7,997 2,879 1.150 3.450 7,108 2,431 1.100 3.300 げ 12 55 0.05~0.1 7,160 1,536 5,970 1,280 5,970 907 5,970 907 5,970 563 4,980 415
6 12 22 7,882 3,295 1.440 4.320 7,094 2,809 1.380 4.140 6,306 2,372 1.320 3.960 加 4 8
12 105 0.05~0.1 5,960 1,382 4,970 1,152 4,970 816 4,970 816 4,970 507 3,980 374
8 16 30 6,091 2,777 1.920 5.760 5,482 2,368 1.840 5.520 4,873 2,000 1.760 5.280 工 5 10 15 - 0.05~0.15 5,720 1,648 4,770 1,374 4,770 973 4,770 973 4,770 563 3,980 445
10 20 38 4,873 2,407 2.400 7.200 4,385 2,052 2.300 6.900 3,898 1,733 2.200 6.600 6 12 18 - 0.05~0.15 4,770 1,900 3,980 1,590 3,980 1,152 3,980 1,152 3,980 666 3,320 526
0.15 0.3 0.6 33,439 1,204 0.012 0.012 30,096 975 0.009 0.009 26,752 770 0.009 0.009 8 16 24 - 0.05~0.2 3,570 1,600 2,980 1,340 2,980 1,027 2,980 1,027 2,980 594 2,490 470
0.2 0.4 0.8 32,245 1,161 0.016 0.016 29,021 940 0.012 0.012 25,796 743 0.012 0.012 10 20 30 - 0.05~0.2 2,860 1,238 2,390 1,032 2,390 732 2,390 732 2,390 423 1,990 335
0.25 0.5 1 31,529 1,135 0.020 0.020 28,376 919 0.015 0.015 25,223 726 0.015 0.015
0.3 0.6 1.2 26,274 1,419 0.024 0.024 23,646 1,149 0.018 0.018 21,019 908 0.018 0.018
0.4 0.8 1.6 23,288 1,258 0.032 0.032 20,959 1,019 0.024 0.024 18,631 805 0.024 0.024 ボール・ロングシャンクの切込みについて
0.5 1 2.5 22,930 1,238 0.040 0.040 20,637 1,003 0.030 0.030 18,344 792 0.030 0.030
仕 0.75 1.5 4 21,975 1,187 0.060 0.060 19,777 961 0.045 0.045 17,580 759 0.045 0.045
上 1,295 0.060 0.060
げ 1 2 5 22,213 1,599 0.080 0.080 19,992 17,771 1,024 0.060 0.060 【荒加工】 【荒加工】
加 1.25 2.5 7 21,210 1,527 0.100 0.100 19,089 1,237 0.075 0.075 16,968 977 0.075 0.075 工具突き出し比率 の3倍が目安です。
工 1.5 3 8 19,586 1,410 0.120 0.120 17,627 1,142 0.090 0.090 15,669 903 0.090 0.090
8 18,272 1,316 0.160 0.160 16,445 1,066 0.120 0.120 14,618 842 0.120 0.120 5DC以下 基本切り込み×切込み比率
2 4 ×
8 18,272 1,645 0.160 0.160 16,445 1,332 0.120 0.120 14,618 1,052 0.120 0.120 6DC 0.9×基本切込み×切込み比率
× × 【仕上げ加工】
2.5 5 10 16,911 1,522 0.200 0.200 15,220 1,233 0.150 0.150 13,529 974 0.150 0.150
3 6 12 14,570 1,574 0.240 0.240 13,113 1,275 0.180 0.180 11,656 1,007 0.180 0.180 7DC 0.8×基本切込み×切込み比率 理論カスプハイトより、ご所望の値を選定ください
× ×
4 8 14 12,002 1,296 0.320 0.320 10,802 1,050 0.240 0.240 9,602 830 0.240 0.240 8DC 0.7×基本切込み×切込み比率
× ×
5 10 18 11,035 1,390 0.400 0.400 9,932 1,126 0.300 0.300 8,828 890 0.300 0.300 9DC 0.6×基本切込み×切込み比率
6 12 22 10,151 1,645 0.480 0.480 9,136 1,332 0.360 0.360 8,121 1,052 0.360 0.360 × ×
8 16 30 8,151 1,467 0.640 0.640 7,336 1,188 0.480 0.480 6,521 939 0.480 0.480 10DC 0.5×基本切込み×切込み比率
× ×
10 20 38 5,804 1,045 0.800 0.800 5,224 846 0.600 0.600 4,643 669 0.600 0.600
【仕上げ加工】
ボールエンドミルのピックフィードと理論カスプハイト表(μm) Ball end mill pick feed and theoretical 表内の数値を参照ください
cusp height table (μm)
ピックフィード量: (mm)
0.02 0.03 0.04 0.05 0.075 0.1 0.15 0.2 0.3 0.4 0.5 送りピッチとカスプハイト
0.1 0.50 1.13 2.02 3.18 - - - - - - - 【注意】①本工具のPNコーティングはその性質上、通電性が微小です。従って通電方式の工具長測定装置をご使用の際にはご注意ください。
0.3 0.17 0.38 0.67 1.04 2.35 4.20 9.53 - - - - - ≒ ②被削材、加工形状に合わせて、適切なクーラントを使用してください。
0.5 0.10 0.23 0.40 0.63 1.41 2.51 5.66 10.10 23.03 41.74 66.99 ③できるだけ高剛性、高精度の機械をご使用ください。
1 0.05 0.11 0.20 0.31 0.70 1.25 2.82 5.01 11.31 20.20 31.75 ④上表のピックフィード( )は目安です。実際にはカスプハイト表を参考に選定してくだい。
ボール半径 1.5 0.03 0.08 0.13 0.21 0.47 0.83 1.88 3.34 7.52 13.39 20.98 ⑤この切削条件表は切削条件の目安を示すものです。実際の加工では加工形状、目的、使用機械等により条件を調整してください。
2 0.03 0.06 0.10 0.16 0.35 0.63 1.41 2.50 5.63 10.03 15.69
(mm) 2.5 0.02 0.05 0.08 0.13 0.28 0.50 1.13 2.00 4.50 8.01 12.53 ⑥機械の回転数が足りない場合には、回転数と送り速度を同じ比率で下げてください。
3 0.017 0.04 0.07 0.10 0.23 0.42 0.94 1.67 3.75 6.67 10.43 【 】①②
4 0.013 0.03 0.05 0.08 0.18 0.31 0.70 1.25 2.81 5.00 7.82 H ③
5 0.010 0.02 0.04 0.06 0.14 0.25 0.56 1.00 2.25 4.00 6.25 ④
⑤
6 0.008 0.02 0.03 0.05 0.12 0.21 0.47 0.83 1.88 3.33 5.21 ⑥
Page9
標準切削条件表
※弊社従来品対比
切込み量2倍で高能率加工が可能!
HGOBLS2-PN
ボール・レギュラー HGOB-PN ボール・ロングシャンク
切 ボール 外径 刃長 合金鋼・工具鋼 プリハードン鋼 焼入れ鋼 銅合金 鋳鉄 ステンレス鋼 合金鋼 プリハードン鋼 焼入れ鋼
削 半径 (25~35HRC) (35~45HRC) (45~52HRC) 被削材 アルミ合金 炭素鋼 工具鋼
区 HPM7,SKD61Ⓐ,SKT4 HPM-MAGIC,CENA1,NAK80 SKD61Ⓗ,HPM38,DAC-MAGIC
分 回転数 送り速度 回転数 送り速度 回転数 送り速度 ボール 外径 刃長 首下長
切 (150~220HB) (25~35HRC) (25~35HRC) (35~45HRC) (45~52HRC)
FC250 SUS304 HPM7 HPM-MAGIC SKD61Ⓗ,HPM38
0.15 0.3 0.6 0.108 削 半径
28,662 1,634 0.036 25,796 1,393 0.035 0.103 22,930 1,176 0.033 0.099 区 S50C,S55C SUS316 SKD61Ⓐ,SKT4 CENA1,NAK80 DAC-MAGIC
0.2 0.4 0.8 28,662 1,634 0.048 0.144 25,796 1,393 0.046 0.138 22,930 1,176 0.044 0.132 分 切込み比率 120% 100% 90% 80% 70% 50%
0.25 0.5 1 28,662 1,634 0.060 0.180 25,796 1,393 0.058 0.172 22,930 1,176 0.055 0.165 基本切込み
0.3 0.6 1.2 23,885 1,815 0.072 0.216 21,497 1,548 0.069 0.207 19,108 1,307 0.066 0.198 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度
0.4 0.8 1.6 21,497 1,634 0.096 0.288 19,347 1,393 0.092 0.276 17,197 1,176 0.088 0.264
0.5 1 2.5 22,930 2,178 0.120 0.360 20,637 1,857 0.115 0.345 18,344 1,568 0.110 0.330 9 45 0.42 9,550 2,670 7,960 2,230 6,630 1,860 6,630 1,860 6,630 1,190 5,300 950
荒 0.75 1.5 4 21,019 2,396 0.180 0.540 18,917 2,043 0.173 0.517 16,815 1,725 0.165 0.495 荒 3 6
9 75 0.25 8,350 2,320 6,960 1,940 5,630 1,570 5,630 1,570 5,630 1,010 4,300 770
加 1 2 5 20,064 2,668 0.240 0.720 18,057 2,275 0.230 0.690 16,051 1,921 0.220 0.660 加 12 55 0.64 7,160 2,290 5,970 1,910 4,980 1,590 4,980 1,590 4,980 1,100 3,980 880
工 1.25 2.5 7 18,344 2,788 0.300 0.900 16,510 2,377 0.288 0.862 14,675 2,008 0.275 0.825 工 4 8
12 105 0.35 5,960 1,900 4,970 1,590 3,980 1,270 3,980 1,270 3,980 880 2,980 650
1.5 3 8 17,197 2,941 0.360 1.080 15,478 2,507 0.345 1.035 13,758 2,117 0.330 0.990 5 10 15 - 1 5,720 2,060 4,770 1,720 3,980 1,430 3,980 1,430 3,980 1,030 3,180 830
8 16,481 3,131 0.480 1.440 14,833 2,670 0.460 1.380 13,185 2,255 0.440 1.320
2 4 6 12 18 - 1.2 4,770 1,900 3,980 1,590 3,320 1,330 3,320 1,330 3,320 1,000 2,650 800
8 16,481 3,758 0.480 1.440 14,833 3,204 0.460 1.380 13,185 2,706 0.440 1.320 8 16 24 - 1.6 3,570 1,600 2,980 1,340 2,490 1,120 2,490 1,120 2,490 850 1,990 680
2.5 5 10 14,904 3,965 0.600 1.800 13,414 3,380 0.575 1.725 11,924 2,855 0.550 1.650 10 20 30 - 2 2,860 1,280 2,390 1,070 1,990 900 1,990 900 1,990 680 1,590 540
3 6 12 12,898 3,921 0.720 2.160 11,608 3,343 0.690 2.070 10,318 2,823 0.660 1.980
仕 9 45 0.05~0.1 9,550 1,865 7,960 1,554 7,960 1,102 7,960 1,102 7,960 638 6,630 504
4 8 14 10,390 3,553 0.960 2.880 9,351 3,030 0.920 2.760 8,312 2,558 0.880 2.640 3 6
上 9 75 0.05~0.1 8,350 1,678 6,960 1,398 6,960 991 6,960 991 6,960 574 5,630 453
5 10 18 8,885 3,376 1.200 3.600 7,997 2,879 1.150 3.450 7,108 2,431 1.100 3.300 げ 12 55 0.05~0.1 7,160 1,536 5,970 1,280 5,970 907 5,970 907 5,970 563 4,980 415
6 12 22 7,882 3,295 1.440 4.320 7,094 2,809 1.380 4.140 6,306 2,372 1.320 3.960 加 4 8
12 105 0.05~0.1 5,960 1,382 4,970 1,152 4,970 816 4,970 816 4,970 507 3,980 374
8 16 30 6,091 2,777 1.920 5.760 5,482 2,368 1.840 5.520 4,873 2,000 1.760 5.280 工 5 10 15 - 0.05~0.15 5,720 1,648 4,770 1,374 4,770 973 4,770 973 4,770 563 3,980 445
10 20 38 4,873 2,407 2.400 7.200 4,385 2,052 2.300 6.900 3,898 1,733 2.200 6.600 6 12 18 - 0.05~0.15 4,770 1,900 3,980 1,590 3,980 1,152 3,980 1,152 3,980 666 3,320 526
0.15 0.3 0.6 33,439 1,204 0.012 0.012 30,096 975 0.009 0.009 26,752 770 0.009 0.009 8 16 24 - 0.05~0.2 3,570 1,600 2,980 1,340 2,980 1,027 2,980 1,027 2,980 594 2,490 470
0.2 0.4 0.8 32,245 1,161 0.016 0.016 29,021 940 0.012 0.012 25,796 743 0.012 0.012 10 20 30 - 0.05~0.2 2,860 1,238 2,390 1,032 2,390 732 2,390 732 2,390 423 1,990 335
0.25 0.5 1 31,529 1,135 0.020 0.020 28,376 919 0.015 0.015 25,223 726 0.015 0.015
0.3 0.6 1.2 26,274 1,419 0.024 0.024 23,646 1,149 0.018 0.018 21,019 908 0.018 0.018
0.4 0.8 1.6 23,288 1,258 0.032 0.032 20,959 1,019 0.024 0.024 18,631 805 0.024 0.024 ボール・ロングシャンクの切込みについて
0.5 1 2.5 22,930 1,238 0.040 0.040 20,637 1,003 0.030 0.030 18,344 792 0.030 0.030
仕 0.75 1.5 4 21,975 1,187 0.060 0.060 19,777 961 0.045 0.045 17,580 759 0.045 0.045
上 1,295 0.060 0.060
げ 1 2 5 22,213 1,599 0.080 0.080 19,992 17,771 1,024 0.060 0.060 【荒加工】 【荒加工】
加 1.25 2.5 7 21,210 1,527 0.100 0.100 19,089 1,237 0.075 0.075 16,968 977 0.075 0.075 工具突き出し比率 の3倍が目安です。
工 1.5 3 8 19,586 1,410 0.120 0.120 17,627 1,142 0.090 0.090 15,669 903 0.090 0.090
8 18,272 1,316 0.160 0.160 16,445 1,066 0.120 0.120 14,618 842 0.120 0.120 5DC以下 基本切り込み×切込み比率
2 4 ×
8 18,272 1,645 0.160 0.160 16,445 1,332 0.120 0.120 14,618 1,052 0.120 0.120 6DC 0.9×基本切込み×切込み比率
× × 【仕上げ加工】
2.5 5 10 16,911 1,522 0.200 0.200 15,220 1,233 0.150 0.150 13,529 974 0.150 0.150
3 6 12 14,570 1,574 0.240 0.240 13,113 1,275 0.180 0.180 11,656 1,007 0.180 0.180 7DC 0.8×基本切込み×切込み比率 理論カスプハイトより、ご所望の値を選定ください
× ×
4 8 14 12,002 1,296 0.320 0.320 10,802 1,050 0.240 0.240 9,602 830 0.240 0.240 8DC 0.7×基本切込み×切込み比率
× ×
5 10 18 11,035 1,390 0.400 0.400 9,932 1,126 0.300 0.300 8,828 890 0.300 0.300 9DC 0.6×基本切込み×切込み比率
6 12 22 10,151 1,645 0.480 0.480 9,136 1,332 0.360 0.360 8,121 1,052 0.360 0.360 × ×
8 16 30 8,151 1,467 0.640 0.640 7,336 1,188 0.480 0.480 6,521 939 0.480 0.480 10DC 0.5×基本切込み×切込み比率
× ×
10 20 38 5,804 1,045 0.800 0.800 5,224 846 0.600 0.600 4,643 669 0.600 0.600
【仕上げ加工】
ボールエンドミルのピックフィードと理論カスプハイト表(μm) Ball end mill pick feed and theoretical 表内の数値を参照ください
cusp height table (μm)
ピックフィード量: (mm)
0.02 0.03 0.04 0.05 0.075 0.1 0.15 0.2 0.3 0.4 0.5 送りピッチとカスプハイト
0.1 0.50 1.13 2.02 3.18 - - - - - - - 【注意】①本工具のPNコーティングはその性質上、通電性が微小です。従って通電方式の工具長測定装置をご使用の際にはご注意ください。
0.3 0.17 0.38 0.67 1.04 2.35 4.20 9.53 - - - - - ≒ ②被削材、加工形状に合わせて、適切なクーラントを使用してください。
0.5 0.10 0.23 0.40 0.63 1.41 2.51 5.66 10.10 23.03 41.74 66.99 ③できるだけ高剛性、高精度の機械をご使用ください。
1 0.05 0.11 0.20 0.31 0.70 1.25 2.82 5.01 11.31 20.20 31.75 ④上表のピックフィード( )は目安です。実際にはカスプハイト表を参考に選定してくだい。
ボール半径 1.5 0.03 0.08 0.13 0.21 0.47 0.83 1.88 3.34 7.52 13.39 20.98 ⑤この切削条件表は切削条件の目安を示すものです。実際の加工では加工形状、目的、使用機械等により条件を調整してください。
2 0.03 0.06 0.10 0.16 0.35 0.63 1.41 2.50 5.63 10.03 15.69
(mm) 2.5 0.02 0.05 0.08 0.13 0.28 0.50 1.13 2.00 4.50 8.01 12.53 ⑥機械の回転数が足りない場合には、回転数と送り速度を同じ比率で下げてください。
3 0.017 0.04 0.07 0.10 0.23 0.42 0.94 1.67 3.75 6.67 10.43 【 】①②
4 0.013 0.03 0.05 0.08 0.18 0.31 0.70 1.25 2.81 5.00 7.82 H ③
5 0.010 0.02 0.04 0.06 0.14 0.25 0.56 1.00 2.25 4.00 6.25 ④
⑤
6 0.008 0.02 0.03 0.05 0.12 0.21 0.47 0.83 1.88 3.33 5.21 ⑥
Page10
標準切削条件表
HGOS2-PN
スクエア HGOS4-PN スクエア HGOS2-PN
側面切削 溝切削
外径 刃長 銅合金・アルミ合金 鋳鉄・炭素鋼 ステンレス鋼 外径 刃長 銅合金・アルミ合金 鋳鉄・炭素鋼 ステンレス鋼
(150~200HB) (25~35HRC) (150~200HB) (25~35HRC)
FC250,S50C,S55C SUS304,SUS316 FC250,S50C,S55C SUS304,SUS316
回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度
0.2 0.4 66,879 669 0.300 0.010 55,732 557 0.300 0.010 33,439 301 0.300 0.008 0.2 0.4 58,678 235 0.01 53,344 213 0.01 37,341 157 0.01
0.3 0.6 44,586 446 0.450 0.015 37,155 372 0.450 0.015 22,293 201 0.450 0.012 0.3 0.6 39,119 156 0.02 35,563 142 0.02 24,894 120 0.02
0.4 0.8 38,217 382 0.600 0.020 27,866 279 0.600 0.020 16,720 150 0.600 0.016 0.4 0.8 35,032 140 0.02 26,672 107 0.02 22,293 103 0.02
0.5 1 38,217 382 0.750 0.025 25,478 255 0.750 0.025 15,287 138 0.750 0.020
0.6 1.2 41,401 662 0.900 0.030 26,539 425 0.900 0.030 15,924 229 0.900 0.024 0.5 1 31,529 126 0.03 25,478 102 0.03 20,064 103 0.03
0.7 1.4 35,487 568 1.050 0.035 29,572 473 1.050 0.035 17,743 256 1.050 0.028 0.6 1.2 32,113 180 0.03 23,885 191 0.03 20,435 143 0.03
0.8 1.6 33,439 535 1.200 0.040 25,876 414 1.200 0.040 15,525 224 1.200 0.032 0.7 1.4 30,027 240 0.04 25,023 200 0.04 19,108 161 0.04
0.9 1.8 33,970 544 1.350 0.045 24,770 396 1.350 0.045 14,862 214 1.350 0.036 0.8 1.6 28,463 228 0.04 23,885 191 0.04 18,113 152 0.04
1 2 38,217 764 1.500 0.050 25,478 510 1.500 0.050 15,287 275 1.500 0.040 0.9 1.8 27,247 218 0.05 23,001 184 0.05 17,339 143 0.05
1.5 3 28,025 561 2.250 0.150 21,231 425 2.250 0.150 12,739 229 2.250 0.135 1 2 28,025 215 0.05 22,293 175 0.05 17,834 125 0.05
2 6 21,019 631 3.000 0.200 17,516 525 3.000 0.200 10,510 284 3.000 0.180 1.5 3 21,019 210 0.08 16,985 170 0.08 12,739 115 0.08
2.5 8 16,815 504 3.750 0.250 14,013 420 3.750 0.250 8,408 227 3.750 0.225 2 6 15,764 189 0.12 14,331 172 0.12 8,917 96 0.12
3 8 15,287 611 4.500 0.300 11,677 467 4.500 0.300 7,006 252 4.500 0.270 2.5 8 12,611 151 0.18 11,465 138 0.18 7,643 83 0.18
3.5 10 13,103 524 5.250 0.350 10,919 437 5.250 0.350 6,551 236 5.250 0.315
4 11 11,465 573 6.000 0.400 9,554 478 6.000 0.400 5,732 258 6.000 0.360 3 8 11,677 163 0.30 9,554 134 0.30 6,794 86 0.30
4.5 11 10,191 510 6.750 0.450 8,493 425 6.750 0.450 5,096 229 6.750 0.405 3.5 10 10,009 140 0.35 9,099 127 0.35 6,187 78 0.35
5 13 9,172 550 7.500 0.500 7,643 459 7.500 0.500 4,586 248 7.500 0.450 4 11 8,758 140 0.60 7,962 127 0.60 5,732 83 0.60
5.5 13 8,338 500 8.250 0.550 6,948 417 8.250 0.550 4,169 225 8.250 0.495 4.5 11 7,785 125 0.90 7,077 113 0.90 4,034 58 0.90
6 13 7,643 459 9.000 0.600 6,369 382 9.000 0.600 3,822 206 9.000 0.540 5 13 7,006 140 1.25 6,369 127 1.25 3,822 69 1.25
7 16 6,551 459 10.500 0.700 5,460 382 10.500 0.700 3,276 206 10.500 0.630 5.5 13 6,369 127 1.38 5,790 116 1.38 3,648 66 1.38
8 19 5,732 401 12.000 0.800 4,777 334 12.000 0.800 2,866 181 12.000 0.720 6 13 5,839 160 1.80 5,308 150 1.80 3,503 90 1.80
9 19 5,096 408 13.500 0.900 4,246 340 13.500 0.900 2,548 183 13.500 0.810 7 16 5,005 200 2.45 4,550 182 2.45 3,139 113 2.45
10 22 4,586 459 15.000 1.000 3,822 382 15.000 1.000 2,293 206 15.000 0.900 8 19 4,379 215 3.20 3,981 200 3.20 1,672 125 3.20
12 26 3,822 459 18.000 1.200 3,185 382 18.000 1.200 1,911 206 18.000 1.080
16 9 19 3,892 234 4.05 3,539 212 4.05 146 4.05
35 2,866 401 24.000 1.600 2,389 334 24.000 1.600 1,486
1,433 181 24.000 1.440
20 40 2,293 367 30.000 2.000 1,911 306 30.000 2.000 1,146 165 30.000 1.800 10 22 3,503 210 5.00 3,185 191 5.00 1,338 134 5.00
12 26 2,919 234 6.00 2,654 212 6.00 1,115 103 6.00
外径 刃長 合金鋼・工具鋼 プリハードン鋼 焼入れ鋼 16 35 2,189 219 8.00 1,990 199 8.00 975 100 8.00
(25~35HRC) (35~45HRC) (45~52HRC) 20 40 1,752 210 10.00 1,592 191 10.00 836 103 10.00
HPM7,SKD61Ⓐ,SKT4 HPM-MAGIC,CENA1,NAK80 SKD61Ⓗ,HPM38,DAC-MAGIC
回転数 送り速度 回転数 送り速度 回転数 送り速度 外径 刃長 合金鋼・工具鋼 プリハードン鋼 焼入れ鋼
(25~35HRC) (35~45HRC) (45~52HRC)
0.2 0.4 33,439 301 0.300 0.008 26,752 217 0.300 0.006 16,720 105 0.300 0.006 HPM7,SKD61Ⓐ,SKT4 HPM-MAGIC,CENA1,NAK80 SKD61Ⓗ,HPM38,DAC-MAGIC
0.3 0.6 22,293 201 0.450 0.012 17,834 144 0.450 0.009 11,146 70 0.450 0.009 回転数 送り速度 回転数 送り速度 回転数 送り速度
0.4 0.8 16,720 150 0.600 0.016 13,376 108 0.600 0.012 8,360 53 0.600 0.012
0.5 1 15,287 138 0.750 0.020 12,229 99 0.750 0.015 7,643 48 0.750 0.015 0.2 0.4 24,005 122 0.01 14,936 56 0.01 8,402 34 0.01
0.6 1.2 15,924 229 0.900 0.024 12,739 165 0.900 0.018 7,962 80 0.900 0.018 0.3 0.6 16,003 109 0.02 9,958 50 0.01 5,601 30 0.01
0.7 1.4 17,743 256 1.050 0.028 14,195 184 1.050 0.021 8,872 89 1.050 0.021 0.4 0.8 14,331 103 0.02 8,917 56 0.02 5,016 34 0.02
0.8 1.6 15,525 224 1.200 0.032 12,420 161 1.200 0.024 7,763 78 1.200 0.024 0.5 1 12,898 93 0.03 8,025 51 0.02 4,514 31 0.02
0.9 1.8 14,862 214 1.350 0.036 11,890 154 1.350 0.027 7,431 75 1.350 0.027
1 2 15,287 275 1.500 0.040 12,229 198 1.500 0.030 7,643 96 1.500 0.030 0.6 1.2 13,137 112 0.03 8,174 51 0.03 4,598 31 0.02
1.5 3 12,739 229 2.250 0.135 10,191 165 2.250 0.120 6,369 80 2.250 0.045 0.7 1.4 12,284 125 0.04 7,643 58 0.03 4,299 35 0.03
2 6 10,510 284 3.000 0.180 6,115 149 3.000 0.160 5,732 108 3.000 0.060 0.8 1.6 11,644 119 0.04 7,245 55 0.04 4,075 33 0.03
2.5 8 8,408 227 3.750 0.225 5,707 139 3.750 0.200 5,350 101 3.750 0.075 0.9 1.8 11,146 133 0.05 6,936 61 0.04 3,901 37 0.04
3 8 7,006 252 4.500 0.270 5,096 165 4.500 0.240 4,777 120 4.500 0.090 1 2 11,465 125 0.05 7,134 58 0.05 4,013 35 0.04
3.5 10 6,551 236 5.250 0.315 4,659 151 5.250 0.280 4,368 110 5.250 0.105 1.5 3 9,554 114 0.08 5,945 52 0.07 3,344 32 0.06
4 11 5,732 258 6.000 0.360 4,331 175 6.000 0.320 4,061 128 6.000 0.120 2 6 7,166 122 0.12 4,459 56 0.11 2,508 34 0.10
4.5 11 5,096 229 6.750 0.405 4,076 165 6.750 0.360 3,822 120 6.750 0.135 2.5 8 5,732 97 0.18 3,567 45 0.16 2,006 27 0.14
5 13 4,586 248 7.500 0.450 3,873 188 7.500 0.400 3,631 137 7.500 0.150 3 8 4,777 81 0.30 2,972 37 0.27 1,672 23 0.24
5.5 13 4,169 225 8.250 0.495 3,706 180 8.250 0.440 3,474 131 8.250 0.165
6 13 3,397 165 9.000 0.480 3,185 120 9.000 0.180 3.5 10 4,095 104 0.35 2,548 48 0.32 1,433 29 0.28
3,822 206 9.000 0.540
7 16 3,276 206 10.500 0.630 2,912 165 10.500 0.560 2,730 120 10.500 0.210 4 11 3,583 91 0.60 2,229 42 0.54 1,254 26 0.49
8 19 2,866 181 12.000 0.720 2,548 144 12.000 0.640 2,389 105 12.000 0.240 4.5 11 3,185 92 0.90 1,982 50 0.81 1,115 30 0.73
9 19 2,548 183 13.500 0.810 2,265 147 13.500 0.720 2,123 107 13.500 0.270 5 13 2,866 103 1.25 1,783 45 1.13 1,003 27 1.01
10 22 2,293 206 15.000 0.900 2,038 165 15.000 0.800 1,911 120 15.000 0.300 5.5 13 2,606 89 1.38 1,621 41 1.24 912 25 1.11
12 26 1,911 206 18.000 1.080 1,699 165 18.000 0.960 1,592 120 18.000 0.360 6 13 2,389 105 1.80 1,486 48 1.62 836 30 1.46
16 35 1,433 181 24.000 1.440 1,274 144 24.000 1.280 1,194 105 24.000 0.480 7 16 2,047 122 2.45 1,274 56 2.21 717 34 1.98
20 40 1,146 165 30.000 1.800 1,019 132 30.000 1.600 955 96 30.000 0.600 8 19 1,075 120 3.20 669 54 2.88 376 33 2.59
【注意】 【 】 9 19 955 114 4.05 594 52 3.65 334 32 3.28
①本工具のPNコーティングはその性質上、通電性が微小です。従って通電方式の工具長 ① 10 22 860 117 5.00 535 54 4.50 301 33 4.05
測定装置をご使用の際にはご注意ください。
② 12 26 717 110 6.00 446 51 5.40 251 31 4.86
②切削条件は2枚刃の場合を示します。4枚刃は送り速度を1.5倍にしてください。 16 35 627 107 8.00 390 49 7.20 219 30 6.48
③できるだけ高剛性、高精度の機械をご使用ください。 ③
④
④被削材、加工形状に合わせて、適切なクーラントを使用してください。 20 40 537 100 10.00 334 51 9.00 188 31 8.10
⑤
⑤この切削条件表は切削条件の目安を示すものです。実際の加工では加工形状、
目的使用機械等により条件を調整してください。 【注意】4枚刃は溝切削には適しません。 【 】
⑥
⑥機械の回転数が足りない場合には、回転数と送り速度を同じ比率で下げてください。
Page11
標準切削条件表
HGOS2-PN
スクエア HGOS4-PN スクエア HGOS2-PN
側面切削 溝切削
外径 刃長 銅合金・アルミ合金 鋳鉄・炭素鋼 ステンレス鋼 外径 刃長 銅合金・アルミ合金 鋳鉄・炭素鋼 ステンレス鋼
(150~200HB) (25~35HRC) (150~200HB) (25~35HRC)
FC250,S50C,S55C SUS304,SUS316 FC250,S50C,S55C SUS304,SUS316
回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度 回転数 送り速度
0.2 0.4 66,879 669 0.300 0.010 55,732 557 0.300 0.010 33,439 301 0.300 0.008 0.2 0.4 58,678 235 0.01 53,344 213 0.01 37,341 157 0.01
0.3 0.6 44,586 446 0.450 0.015 37,155 372 0.450 0.015 22,293 201 0.450 0.012 0.3 0.6 39,119 156 0.02 35,563 142 0.02 24,894 120 0.02
0.4 0.8 38,217 382 0.600 0.020 27,866 279 0.600 0.020 16,720 150 0.600 0.016 0.4 0.8 35,032 140 0.02 26,672 107 0.02 22,293 103 0.02
0.5 1 38,217 382 0.750 0.025 25,478 255 0.750 0.025 15,287 138 0.750 0.020
0.6 1.2 41,401 662 0.900 0.030 26,539 425 0.900 0.030 15,924 229 0.900 0.024 0.5 1 31,529 126 0.03 25,478 102 0.03 20,064 103 0.03
0.7 1.4 35,487 568 1.050 0.035 29,572 473 1.050 0.035 17,743 256 1.050 0.028 0.6 1.2 32,113 180 0.03 23,885 191 0.03 20,435 143 0.03
0.8 1.6 33,439 535 1.200 0.040 25,876 414 1.200 0.040 15,525 224 1.200 0.032 0.7 1.4 30,027 240 0.04 25,023 200 0.04 19,108 161 0.04
0.9 1.8 33,970 544 1.350 0.045 24,770 396 1.350 0.045 14,862 214 1.350 0.036 0.8 1.6 28,463 228 0.04 23,885 191 0.04 18,113 152 0.04
1 2 38,217 764 1.500 0.050 25,478 510 1.500 0.050 15,287 275 1.500 0.040 0.9 1.8 27,247 218 0.05 23,001 184 0.05 17,339 143 0.05
1.5 3 28,025 561 2.250 0.150 21,231 425 2.250 0.150 12,739 229 2.250 0.135 1 2 28,025 215 0.05 22,293 175 0.05 17,834 125 0.05
2 6 21,019 631 3.000 0.200 17,516 525 3.000 0.200 10,510 284 3.000 0.180 1.5 3 21,019 210 0.08 16,985 170 0.08 12,739 115 0.08
2.5 8 16,815 504 3.750 0.250 14,013 420 3.750 0.250 8,408 227 3.750 0.225 2 6 15,764 189 0.12 14,331 172 0.12 8,917 96 0.12
3 8 15,287 611 4.500 0.300 11,677 467 4.500 0.300 7,006 252 4.500 0.270 2.5 8 12,611 151 0.18 11,465 138 0.18 7,643 83 0.18
3.5 10 13,103 524 5.250 0.350 10,919 437 5.250 0.350 6,551 236 5.250 0.315
4 11 11,465 573 6.000 0.400 9,554 478 6.000 0.400 5,732 258 6.000 0.360 3 8 11,677 163 0.30 9,554 134 0.30 6,794 86 0.30
4.5 11 10,191 510 6.750 0.450 8,493 425 6.750 0.450 5,096 229 6.750 0.405 3.5 10 10,009 140 0.35 9,099 127 0.35 6,187 78 0.35
5 13 9,172 550 7.500 0.500 7,643 459 7.500 0.500 4,586 248 7.500 0.450 4 11 8,758 140 0.60 7,962 127 0.60 5,732 83 0.60
5.5 13 8,338 500 8.250 0.550 6,948 417 8.250 0.550 4,169 225 8.250 0.495 4.5 11 7,785 125 0.90 7,077 113 0.90 4,034 58 0.90
6 13 7,643 459 9.000 0.600 6,369 382 9.000 0.600 3,822 206 9.000 0.540 5 13 7,006 140 1.25 6,369 127 1.25 3,822 69 1.25
7 16 6,551 459 10.500 0.700 5,460 382 10.500 0.700 3,276 206 10.500 0.630 5.5 13 6,369 127 1.38 5,790 116 1.38 3,648 66 1.38
8 19 5,732 401 12.000 0.800 4,777 334 12.000 0.800 2,866 181 12.000 0.720 6 13 5,839 160 1.80 5,308 150 1.80 3,503 90 1.80
9 19 5,096 408 13.500 0.900 4,246 340 13.500 0.900 2,548 183 13.500 0.810 7 16 5,005 200 2.45 4,550 182 2.45 3,139 113 2.45
10 22 4,586 459 15.000 1.000 3,822 382 15.000 1.000 2,293 206 15.000 0.900 8 19 4,379 215 3.20 3,981 200 3.20 1,672 125 3.20
12 26 3,822 459 18.000 1.200 3,185 382 18.000 1.200 1,911 206 18.000 1.080
16 9 19 3,892 234 4.05 3,539 212 4.05 146 4.05
35 2,866 401 24.000 1.600 2,389 334 24.000 1.600 1,486
1,433 181 24.000 1.440
20 40 2,293 367 30.000 2.000 1,911 306 30.000 2.000 1,146 165 30.000 1.800 10 22 3,503 210 5.00 3,185 191 5.00 1,338 134 5.00
12 26 2,919 234 6.00 2,654 212 6.00 1,115 103 6.00
外径 刃長 合金鋼・工具鋼 プリハードン鋼 焼入れ鋼 16 35 2,189 219 8.00 1,990 199 8.00 975 100 8.00
(25~35HRC) (35~45HRC) (45~52HRC) 20 40 1,752 210 10.00 1,592 191 10.00 836 103 10.00
HPM7,SKD61Ⓐ,SKT4 HPM-MAGIC,CENA1,NAK80 SKD61Ⓗ,HPM38,DAC-MAGIC
回転数 送り速度 回転数 送り速度 回転数 送り速度 外径 刃長 合金鋼・工具鋼 プリハードン鋼 焼入れ鋼
(25~35HRC) (35~45HRC) (45~52HRC)
0.2 0.4 33,439 301 0.300 0.008 26,752 217 0.300 0.006 16,720 105 0.300 0.006 HPM7,SKD61Ⓐ,SKT4 HPM-MAGIC,CENA1,NAK80 SKD61Ⓗ,HPM38,DAC-MAGIC
0.3 0.6 22,293 201 0.450 0.012 17,834 144 0.450 0.009 11,146 70 0.450 0.009 回転数 送り速度 回転数 送り速度 回転数 送り速度
0.4 0.8 16,720 150 0.600 0.016 13,376 108 0.600 0.012 8,360 53 0.600 0.012
0.5 1 15,287 138 0.750 0.020 12,229 99 0.750 0.015 7,643 48 0.750 0.015 0.2 0.4 24,005 122 0.01 14,936 56 0.01 8,402 34 0.01
0.6 1.2 15,924 229 0.900 0.024 12,739 165 0.900 0.018 7,962 80 0.900 0.018 0.3 0.6 16,003 109 0.02 9,958 50 0.01 5,601 30 0.01
0.7 1.4 17,743 256 1.050 0.028 14,195 184 1.050 0.021 8,872 89 1.050 0.021 0.4 0.8 14,331 103 0.02 8,917 56 0.02 5,016 34 0.02
0.8 1.6 15,525 224 1.200 0.032 12,420 161 1.200 0.024 7,763 78 1.200 0.024 0.5 1 12,898 93 0.03 8,025 51 0.02 4,514 31 0.02
0.9 1.8 14,862 214 1.350 0.036 11,890 154 1.350 0.027 7,431 75 1.350 0.027
1 2 15,287 275 1.500 0.040 12,229 198 1.500 0.030 7,643 96 1.500 0.030 0.6 1.2 13,137 112 0.03 8,174 51 0.03 4,598 31 0.02
1.5 3 12,739 229 2.250 0.135 10,191 165 2.250 0.120 6,369 80 2.250 0.045 0.7 1.4 12,284 125 0.04 7,643 58 0.03 4,299 35 0.03
2 6 10,510 284 3.000 0.180 6,115 149 3.000 0.160 5,732 108 3.000 0.060 0.8 1.6 11,644 119 0.04 7,245 55 0.04 4,075 33 0.03
2.5 8 8,408 227 3.750 0.225 5,707 139 3.750 0.200 5,350 101 3.750 0.075 0.9 1.8 11,146 133 0.05 6,936 61 0.04 3,901 37 0.04
3 8 7,006 252 4.500 0.270 5,096 165 4.500 0.240 4,777 120 4.500 0.090 1 2 11,465 125 0.05 7,134 58 0.05 4,013 35 0.04
3.5 10 6,551 236 5.250 0.315 4,659 151 5.250 0.280 4,368 110 5.250 0.105 1.5 3 9,554 114 0.08 5,945 52 0.07 3,344 32 0.06
4 11 5,732 258 6.000 0.360 4,331 175 6.000 0.320 4,061 128 6.000 0.120 2 6 7,166 122 0.12 4,459 56 0.11 2,508 34 0.10
4.5 11 5,096 229 6.750 0.405 4,076 165 6.750 0.360 3,822 120 6.750 0.135 2.5 8 5,732 97 0.18 3,567 45 0.16 2,006 27 0.14
5 13 4,586 248 7.500 0.450 3,873 188 7.500 0.400 3,631 137 7.500 0.150 3 8 4,777 81 0.30 2,972 37 0.27 1,672 23 0.24
5.5 13 4,169 225 8.250 0.495 3,706 180 8.250 0.440 3,474 131 8.250 0.165
6 13 3,397 165 9.000 0.480 3,185 120 9.000 0.180 3.5 10 4,095 104 0.35 2,548 48 0.32 1,433 29 0.28
3,822 206 9.000 0.540
7 16 3,276 206 10.500 0.630 2,912 165 10.500 0.560 2,730 120 10.500 0.210 4 11 3,583 91 0.60 2,229 42 0.54 1,254 26 0.49
8 19 2,866 181 12.000 0.720 2,548 144 12.000 0.640 2,389 105 12.000 0.240 4.5 11 3,185 92 0.90 1,982 50 0.81 1,115 30 0.73
9 19 2,548 183 13.500 0.810 2,265 147 13.500 0.720 2,123 107 13.500 0.270 5 13 2,866 103 1.25 1,783 45 1.13 1,003 27 1.01
10 22 2,293 206 15.000 0.900 2,038 165 15.000 0.800 1,911 120 15.000 0.300 5.5 13 2,606 89 1.38 1,621 41 1.24 912 25 1.11
12 26 1,911 206 18.000 1.080 1,699 165 18.000 0.960 1,592 120 18.000 0.360 6 13 2,389 105 1.80 1,486 48 1.62 836 30 1.46
16 35 1,433 181 24.000 1.440 1,274 144 24.000 1.280 1,194 105 24.000 0.480 7 16 2,047 122 2.45 1,274 56 2.21 717 34 1.98
20 40 1,146 165 30.000 1.800 1,019 132 30.000 1.600 955 96 30.000 0.600 8 19 1,075 120 3.20 669 54 2.88 376 33 2.59
【注意】 【 】 9 19 955 114 4.05 594 52 3.65 334 32 3.28
①本工具のPNコーティングはその性質上、通電性が微小です。従って通電方式の工具長 ① 10 22 860 117 5.00 535 54 4.50 301 33 4.05
測定装置をご使用の際にはご注意ください。
② 12 26 717 110 6.00 446 51 5.40 251 31 4.86
②切削条件は2枚刃の場合を示します。4枚刃は送り速度を1.5倍にしてください。 16 35 627 107 8.00 390 49 7.20 219 30 6.48
③できるだけ高剛性、高精度の機械をご使用ください。 ③
④
④被削材、加工形状に合わせて、適切なクーラントを使用してください。 20 40 537 100 10.00 334 51 9.00 188 31 8.10
⑤
⑤この切削条件表は切削条件の目安を示すものです。実際の加工では加工形状、
目的使用機械等により条件を調整してください。 【注意】4枚刃は溝切削には適しません。 【 】
⑥
⑥機械の回転数が足りない場合には、回転数と送り速度を同じ比率で下げてください。
Page12
切削事例
高切り込み条件で加工できます!【 プリハードン鋼 40HRC】 高性能プラ型材HPM-MAGIC 切削における寿命比較
■工具 ボールエンドミル (RE3×2NT) × ■工具 ボールエンドミル (RE3×2NT) ×
切削条件 =16,000min-1、 =300m/min、 =4,500mm/min、 =0.14mm/t、 × =変化 切削条件 =15,000、20,000min-1、 =282、376m/min、 =6,000、8,000mm/min、 =0.2mm/t
ドライ加工(エアブロー) 被削材 =プリハードン鋼(40HRC) 主軸 =HSK-A63 × =0.4mm×0.2mm ドライ加工(エアブロー) 被削材 =HPM-MAGIC(40HRC)
工 具 × (mm) 切削条件 =20,000min-1 =8,000mm/min
0.6×1.8 1.2×3.6 1.5×4.5 1.8×4.5 2.1×4.5 × =0.4mm×0.2mm 切削長 L=4,000m
HGOB2060-PN ○ ○ ○ ○ ○ HGOB-PN 従来品EPBC 従来品A
従来品A ○ ○ × HGOB-PN
従来品B ○ ○ ○ ×
従来品C ○ × 従来品EPBC
従来品A 従来品B 従来品C 従来品A
いずれの回転領域においても安定した加工を実現 !!
切削速度 【m/min】
炭素鋼S50CⒶ 切削における加工面品位比較
切り込みを上げても問題なく加工が可能です!! Ⓐ
■工具 ボールエンドミル (RE1×2NT) ×
切削条件 =24,000min-1、 =150m/min、 =3,170mm/min、 =0.06mm/t、 × =0.1mm×0.1mm
被削材 =S50CⒶ(200HB) クーラント :Wet
焼入れ鋼の高切り込み切削データ【HPM38Ⓗ 52HRC】
Ⓗ
■工具 ボールエンドミル (RE3×2NT) ×
工 具 エポックパナシアボール(RE03) 従来品
HGOB2060-PN
=10,000min-1、 =188m/min =16,000min-1、 =300m/min
切削条件 =3,000mm/min、 =0.15mm/t =3,000mm/min、 =0.09mm/t
× =0.6×2.4mm × =0.3×1.2mm 従来品A 従来品B 従来品C
エアブロー 、主軸 :HSK-A63 エアブロー 、主軸 :HSK-A63
パナシアボールが良好
切りくず排出量 4.32cc/min 1.08cc/min
1ポケットの加工時間 33分 98分 焼入れ鋼HPM38Ⓗ 切削における耐欠損性比較
Ⓗ
■工具 ボールエンドミル (RE3×2NT) ×
=19,200min-1切削条件 、 =361m/min、 =3,690mm/min、 =0.09mm/t、 × =0.72×2.16mm
被削材 =HPM38Ⓗ(52HRC) クーラント :Wet
加工距離 :1ポケット加工 (切削長 10m)
摩耗状態
勾配角5° 勾配角45° HGOB-PN 従来品A 従来品B
高切り込み切削で加工時間が、従来品対比33%の短縮を実現! 上面 :35mmx40mm
底面 :22mmx17mm
深さ :勾配 5°(0~8mm) 高能率切削でパナシアボールが良好
勾配 45°(8~14mm)
工具寿命 【m】
最大高さ粗さRz【μm】
Page13
切削事例
高切り込み条件で加工できます!【 プリハードン鋼 40HRC】 高性能プラ型材HPM-MAGIC 切削における寿命比較
■工具 ボールエンドミル (RE3×2NT) × ■工具 ボールエンドミル (RE3×2NT) ×
切削条件 =16,000min-1、 =300m/min、 =4,500mm/min、 =0.14mm/t、 × =変化 切削条件 =15,000、20,000min-1、 =282、376m/min、 =6,000、8,000mm/min、 =0.2mm/t
ドライ加工(エアブロー) 被削材 =プリハードン鋼(40HRC) 主軸 =HSK-A63 × =0.4mm×0.2mm ドライ加工(エアブロー) 被削材 =HPM-MAGIC(40HRC)
工 具 × (mm) 切削条件 =20,000min-1 =8,000mm/min
0.6×1.8 1.2×3.6 1.5×4.5 1.8×4.5 2.1×4.5 × =0.4mm×0.2mm 切削長 L=4,000m
HGOB2060-PN ○ ○ ○ ○ ○ HGOB-PN 従来品EPBC 従来品A
従来品A ○ ○ × HGOB-PN
従来品B ○ ○ ○ ×
従来品C ○ × 従来品EPBC
従来品A 従来品B 従来品C 従来品A
いずれの回転領域においても安定した加工を実現 !!
切削速度 【m/min】
炭素鋼S50CⒶ 切削における加工面品位比較
切り込みを上げても問題なく加工が可能です!! Ⓐ
■工具 ボールエンドミル (RE1×2NT) ×
切削条件 =24,000min-1、 =150m/min、 =3,170mm/min、 =0.06mm/t、 × =0.1mm×0.1mm
被削材 =S50CⒶ(200HB) クーラント :Wet
焼入れ鋼の高切り込み切削データ【HPM38Ⓗ 52HRC】
Ⓗ
■工具 ボールエンドミル (RE3×2NT) ×
工 具 エポックパナシアボール(RE03) 従来品
HGOB2060-PN
=10,000min-1、 =188m/min =16,000min-1、 =300m/min
切削条件 =3,000mm/min、 =0.15mm/t =3,000mm/min、 =0.09mm/t
× =0.6×2.4mm × =0.3×1.2mm 従来品A 従来品B 従来品C
エアブロー 、主軸 :HSK-A63 エアブロー 、主軸 :HSK-A63
パナシアボールが良好
切りくず排出量 4.32cc/min 1.08cc/min
1ポケットの加工時間 33分 98分 焼入れ鋼HPM38Ⓗ 切削における耐欠損性比較
Ⓗ
■工具 ボールエンドミル (RE3×2NT) ×
=19,200min-1切削条件 、 =361m/min、 =3,690mm/min、 =0.09mm/t、 × =0.72×2.16mm
被削材 =HPM38Ⓗ(52HRC) クーラント :Wet
加工距離 :1ポケット加工 (切削長 10m)
摩耗状態
勾配角5° 勾配角45° HGOB-PN 従来品A 従来品B
高切り込み切削で加工時間が、従来品対比33%の短縮を実現! 上面 :35mmx40mm
底面 :22mmx17mm
深さ :勾配 5°(0~8mm) 高能率切削でパナシアボールが良好
勾配 45°(8~14mm)
工具寿命 【m】
最大高さ粗さRz【μm】
Page14
切削事例 Q & A
S50Cにおける突き出し限界試験 よくあるご質問
■工具:HGOBLS2060-45-PN(RE3×2枚刃 flutes) 高能率加工するにはどうすればいい クーラントはドライ、ウェットどちらが
ですか? むきますか?
切削条件 =5,000min-1、 =94m/min、 =1,000mm/min、 =0.1mm/t
× =0.6×1.8mm ドライ加工(エアブロー) 被削材 =S50CⒶ(200HB)
能率をあげるためには、単位時間当たりの切りくず排出量 PNコーティング自体はどちらにも対応が可能です。
を向上させる必要があります。そのためには、送り速度
PNコーティングは超硬母材との密着強度に優れたコーティ
一回の突出し毎にワークを1面ずつ加工していく。(ワーク大きさ:100mm×100mm) か切込量 , を上げる必要があります。
ングです。ウェットの環境では、工具のすくい面からはく離
評価:摩耗幅0.07以下は○、0.071~ 0.09は△、0.091以上は× HGOB-PNならば高強度なボール刃形ですので、高切り込
が生じて、はく離部から工具損傷が進みますが、そういった
みでも安定切削が可能ですので、高切り込みによる高能率
問題が起こりにくくなります。
○ △ × 加工を推奨します。
またPNコーティング自体の耐酸化特性は高いので、ドライ
特にサイズの小さな金型を加工する場合、送り速度をプロ
突出し量OH 環境下でも充分安定した加工が可能です。
グラム設定上速くしても、実質の送り速度は加減速がかか
工 具 45mm 48mm 54mm 60mm 66mm 一般的に焼入材(40HRC以上)では、ドライを推奨してい
るため、上がりきらず、能率への影響がない場合があります。
ます。
そういったケースだと高切り込みでの加工方法は能率向上
(約7DC) (約8DC) (約9DC) (約10DC) (約11DC)
に直結します。 また溶着が進行しやすい粘い材料においては、ウェット加工
○ ○ ○ ○ ○ を推奨します。
また加工面品位を向上させたい場合、切りくずによる加工
従来品A ○ ○ ○ △ × 面への傷を軽減するためにもウェット加工を推奨したします。
従来品B ○ ○ ○ △ ×
従来品A 従来品B
高切り込み加工をするとカスプハイ
トが大きくなるので、次工程へ影響
が出ないか?
PNコーティングの適用被削材
突出し量OH 66mm 突出し量OH 60mm 突出し量OH 60mm を教えてください?
確かに大きなXYピックで加工するとカスプハイトが大きくな
ります。そのままの状態では、次工程への影響が出てきま
高強度刃形により突き出し量が長くても安定した摩耗形態 すので、たとえば、等高線加工で彫り込みを行う場合は、
最終深さや壁際におけるツールパスは、XYピックをを小さく
軟鋼材から50HRC程度までが対象領域です。
するなどすれば、影響は小さくなります。
PNコーティングの耐酸化温度は1200℃と高いです。した
がって、焼き入れ材の直彫り加工が可能です。
また、皮膜の密着強度が高いのでウェットでの加工環境に
焼入れ鋼の直彫りデータ【DAC-MAGICⒽ(43HRC)】 対して強いコーティングです。
溶着が起こりやすく、ウェットでの加工が多い、銅電極や炭
Ⓗ 素鋼等の生材の加工において、コーティングのはく離のな
工具径 回転数min
-1 送り速度mm/min 切込量mm クーラント 加工深さ 距離
どんな環境下でも高切り込み加工が い安定切削が可能になります。
加工部位 加工工程 工具 可能なのか? もし、52HRC 以上のさらに高硬度な領域を安定的に加工
(切削速度m/min) (1刃送りmm/t) × mm m
されたい場合は、「エポック TH ハードボールストロング
荒取り EPBTS-TH」をご使用ください。
HGOB2100-PN φ10 7000 2400
(220) (0.17) 1×2 DRY 45 17
外壁 中荒取り HGOBLS2100-PN φ10 3000 840
(0.14) 0.5×1 DRY 60 18 高切り込み加工ができる環境としては、主軸剛性が強い
(94)
(BT50 等の主軸)、ホルダーの充分な把持力(ミーリング
仕上げ HGOBLS2060-45-PN φ6 2000 200 0.0014
(0.05) (カスプハイト) WET 60 18 ホルダーの使用など)が必要です。さらに、工具のチャッ
(37)
キング状態が良好で、かつ、被削材側の固定もバイスなど
荒取り HGOB2060-PN φ6 4200 760
(80) (0.09) 0.25×0.5 WET 40 58 で強固に固定されていることが理想です。
低剛性な主軸であったり、把持力の弱いホルダーをご使用
内壁 中荒取り HGOB2040-4-PN φ4 4000 400
(50) (0.05) 0.2×0.4 DRY 30 4 の際には切込み量のパーセンテージを調整してください。
仕上げ HGOB2040-4-PN φ4 3000 300 0.0014
(37) (0.05) (カスプハイト) WET 30 2.5
勾配角:全斜面2° 内壁深さ40mm
: ° 内壁面粗さ 非鉄金属が切削可能とのことだが、
内壁荒加工 内壁中荒~仕上げ アルミ加工も良好か?
Ra:0.64μm Rz:3.45μm 切り込みを大きく設定できない場合は
どのように高能率に加工したらよいか?
従来のエンドミルに比べてアルミ加工においても良好な結
外壁面粗さ
果は得られます。
ただし、今回の HGO○-PNシリーズは、第一推奨ではあり
外壁荒加工 外壁中荒加工 外壁仕上げ 機械が追従する場合は送り速度を上げても加工可能です。 ません。アルミ加工においては、SDコーティングシリーズが
勾配角:全斜面2° 外壁深さ60mm Ra:0.49μm Rz:2.91μm 切りくず排出性が良い刃溝形状なので切り込みが小さい場 第一推奨になります。
: ° 合、1刃送りを上げても問題ありません。
○
深彫りの加工領域においても安定した加工面を実現!!
Page15
切削事例 Q & A
S50Cにおける突き出し限界試験 よくあるご質問
■工具:HGOBLS2060-45-PN(RE3×2枚刃 flutes) 高能率加工するにはどうすればいい クーラントはドライ、ウェットどちらが
ですか? むきますか?
切削条件 =5,000min-1、 =94m/min、 =1,000mm/min、 =0.1mm/t
× =0.6×1.8mm ドライ加工(エアブロー) 被削材 =S50CⒶ(200HB)
能率をあげるためには、単位時間当たりの切りくず排出量 PNコーティング自体はどちらにも対応が可能です。
を向上させる必要があります。そのためには、送り速度
PNコーティングは超硬母材との密着強度に優れたコーティ
一回の突出し毎にワークを1面ずつ加工していく。(ワーク大きさ:100mm×100mm) か切込量 , を上げる必要があります。
ングです。ウェットの環境では、工具のすくい面からはく離
評価:摩耗幅0.07以下は○、0.071~ 0.09は△、0.091以上は× HGOB-PNならば高強度なボール刃形ですので、高切り込
が生じて、はく離部から工具損傷が進みますが、そういった
みでも安定切削が可能ですので、高切り込みによる高能率
問題が起こりにくくなります。
○ △ × 加工を推奨します。
またPNコーティング自体の耐酸化特性は高いので、ドライ
特にサイズの小さな金型を加工する場合、送り速度をプロ
突出し量OH 環境下でも充分安定した加工が可能です。
グラム設定上速くしても、実質の送り速度は加減速がかか
工 具 45mm 48mm 54mm 60mm 66mm 一般的に焼入材(40HRC以上)では、ドライを推奨してい
るため、上がりきらず、能率への影響がない場合があります。
ます。
そういったケースだと高切り込みでの加工方法は能率向上
(約7DC) (約8DC) (約9DC) (約10DC) (約11DC)
に直結します。 また溶着が進行しやすい粘い材料においては、ウェット加工
○ ○ ○ ○ ○ を推奨します。
また加工面品位を向上させたい場合、切りくずによる加工
従来品A ○ ○ ○ △ × 面への傷を軽減するためにもウェット加工を推奨したします。
従来品B ○ ○ ○ △ ×
従来品A 従来品B
高切り込み加工をするとカスプハイ
トが大きくなるので、次工程へ影響
が出ないか?
PNコーティングの適用被削材
突出し量OH 66mm 突出し量OH 60mm 突出し量OH 60mm を教えてください?
確かに大きなXYピックで加工するとカスプハイトが大きくな
ります。そのままの状態では、次工程への影響が出てきま
高強度刃形により突き出し量が長くても安定した摩耗形態 すので、たとえば、等高線加工で彫り込みを行う場合は、
最終深さや壁際におけるツールパスは、XYピックをを小さく
軟鋼材から50HRC程度までが対象領域です。
するなどすれば、影響は小さくなります。
PNコーティングの耐酸化温度は1200℃と高いです。した
がって、焼き入れ材の直彫り加工が可能です。
また、皮膜の密着強度が高いのでウェットでの加工環境に
焼入れ鋼の直彫りデータ【DAC-MAGICⒽ(43HRC)】 対して強いコーティングです。
溶着が起こりやすく、ウェットでの加工が多い、銅電極や炭
Ⓗ 素鋼等の生材の加工において、コーティングのはく離のな
工具径 回転数min
-1 送り速度mm/min 切込量mm クーラント 加工深さ 距離
どんな環境下でも高切り込み加工が い安定切削が可能になります。
加工部位 加工工程 工具 可能なのか? もし、52HRC 以上のさらに高硬度な領域を安定的に加工
(切削速度m/min) (1刃送りmm/t) × mm m
されたい場合は、「エポック TH ハードボールストロング
荒取り EPBTS-TH」をご使用ください。
HGOB2100-PN φ10 7000 2400
(220) (0.17) 1×2 DRY 45 17
外壁 中荒取り HGOBLS2100-PN φ10 3000 840
(0.14) 0.5×1 DRY 60 18 高切り込み加工ができる環境としては、主軸剛性が強い
(94)
(BT50 等の主軸)、ホルダーの充分な把持力(ミーリング
仕上げ HGOBLS2060-45-PN φ6 2000 200 0.0014
(0.05) (カスプハイト) WET 60 18 ホルダーの使用など)が必要です。さらに、工具のチャッ
(37)
キング状態が良好で、かつ、被削材側の固定もバイスなど
荒取り HGOB2060-PN φ6 4200 760
(80) (0.09) 0.25×0.5 WET 40 58 で強固に固定されていることが理想です。
低剛性な主軸であったり、把持力の弱いホルダーをご使用
内壁 中荒取り HGOB2040-4-PN φ4 4000 400
(50) (0.05) 0.2×0.4 DRY 30 4 の際には切込み量のパーセンテージを調整してください。
仕上げ HGOB2040-4-PN φ4 3000 300 0.0014
(37) (0.05) (カスプハイト) WET 30 2.5
勾配角:全斜面2° 内壁深さ40mm
: ° 内壁面粗さ 非鉄金属が切削可能とのことだが、
内壁荒加工 内壁中荒~仕上げ アルミ加工も良好か?
Ra:0.64μm Rz:3.45μm 切り込みを大きく設定できない場合は
どのように高能率に加工したらよいか?
従来のエンドミルに比べてアルミ加工においても良好な結
外壁面粗さ
果は得られます。
ただし、今回の HGO○-PNシリーズは、第一推奨ではあり
外壁荒加工 外壁中荒加工 外壁仕上げ 機械が追従する場合は送り速度を上げても加工可能です。 ません。アルミ加工においては、SDコーティングシリーズが
勾配角:全斜面2° 外壁深さ60mm Ra:0.49μm Rz:2.91μm 切りくず排出性が良い刃溝形状なので切り込みが小さい場 第一推奨になります。
: ° 合、1刃送りを上げても問題ありません。
○
深彫りの加工領域においても安定した加工面を実現!!
Page16
エポックパナシアシリーズ
Epoch Panacea series
HGOS-PN(スクエアタイプ Sqaure type)
HGOB(LS)-PN(ボールタイプ Ball type)
図、表等のデータは試験結果の一例であり、保証値ではありません。
「 」は株式会社MOLDINOの登録商標です。
The diagrams and table data are examples of test results, and are not guaranteed values.
“ ” is a registered trademark of MOLDINO Tool Engineering, Ltd.
安 全 上 の ご 注 意 Attentions on Safety
1. 取扱上のご注意 1. Cautions regarding handling
(1)工具をケース(梱包)から取り出す際は、工具の飛び出し、落下にご注意ください。特に工具刃部との接 (1) When removing the tool from its case (packaging), be careful that the tool does not pop out or is
触には十分ご注意をお願いします。 dropped. Be particularly careful regarding contact with the tool flutes.
(2)鋭利な切れ刃を有する工具を取扱う際は、切れ刃を素手で直接触れないように注意してください。 (2) When handling tools with sharp cutting flutes, be careful not to touch the cutting flutes directly with
2. 取付け時のご注意 your bare hands.
(1)ご使用前に、工具の傷・割れ等の外観確認を行っていただき、コレットチャック等への取付けは確実に 2. Cautions regarding mounting
行ってください。 (1) Before use, check the outside appearance of the tool for scratches, cracks, etc. and that it is firmly
(2)ご使用中に、異常な振動等が発生した場合は、直ちに機械を停止させて、その振動の原因を取り除い mounted in the collet chuck, etc.
てください。 (2) If abnormal chattering, etc. occurs during use, stop the machine immediately and remove the cause
3. 使用上のご注意 of the chattering.
(1)切削工具あるいは被削材の寸法・回転の方向は、あらかじめ確認しておいてください。 3. Cautions during use
(2)標準切削条件表の数値は、新しい作業の立上げの目安としてご利用ください。切込みが大きい場合、 (1) Before use, confirm the dimensions and direction of rotation of the tool and milling work material.
使用機械の剛性が小さい場合あるいは被加工物の性状に応じて切削条件を適正に調整してご使用 (2) The numerical values in the standard cutting conditions table should be used as criteria when starting
ください。 new work. The cutting conditions should be adjusted as appropriate when the cutting depth is large,
(3)切削工具材料は硬質の材料です。ご使用中に破損して飛散する場合があります。また、切りくずが飛 the rigidity of the machine being used is low, or according to the conditions of the work material.
散することがあります。これらの飛散物等は作業者を切傷させ、火傷あるいは目に入って負傷させる恐 (3) Cutting tools are made of a hard material. During use, they may break and fly off. In addition, cutting
れがありますので、工具をご使用中はその周囲に安全カバーを取付け、保護めがね等の保護具を着用 chips may also fly off. Since there is a danger of injury to workers, fire, or eye damage from such
して安全な環境下での作業をお願いいたします。 flying pieces, a safety cover should be attached when work is performed and safety equipment such
(4)切削中に発生する火花や、破損による発熱や、切りくずによる引火・火災の危険があります。引火や as safety goggles should be worn to create a safe environment for work.
爆発の危険のあるところでは使用しないでください。不水溶性切削液をご使用される場合は防火対 (4) There is a risk of fire or inflammation due to sparks, heat due to breakage, and cutting chips. Do not
策を必ず行なってください。 use where there is a risk of fire or explosion. Please caution of fire while using oil base coolant, fire
(5)工具を本来の目的以外にはご使用にならないでください。 prevention is necessary.
4. 再研削時のご注意 (5) Do not use the tool for any purpose other than that for which it is intended.
(1)再研削時期が不適当であると工具が破損する恐れがあります。適正な工具と交換するか、再研削を 4. Cautions regarding regrinding
行ってください。
(2)工具を再研削しますと粉塵が発生します。再研削時にはその周囲に安全カバーを取付け、保護め (1) If regrinding is not performed at the proper time, there is a risk of the tool breaking. Replace the tool
がね等の保護具を着用してください。 with one in good condition, or perform regrinding.
(3)本製品には特定化学物質に指定された コバルト及びその無機化合物が含まれています。再研削等の (2) Grinding dust will be created when regrinding a tool. When regrinding, be sure to attach a safety
加工を加える場合は特定化学物質障害予防規則(特化則)に従った取扱いをしてください。 cover over the work area and wear safety clothes such as safety goggles, etc.
(3) This product contains the specified chemical substance cobalt and its inorganic compounds. When
5. 工具に関して、安全上の問題点・不明の点・その他相談がありましたら フ リ ーダ イ ヤ ル 技 術 相 談 へ performing regrinding or similar processing, be sure to handle the processing in accordance with
ご相談ください。 thelocal laws and regulations regarding prevention of hazards due to specified chemical substances.
ホームページ フリーダイヤル技術相談
https://www.moldino.com
MOLDINO Tool Engineering, Ltd.
本社 〒130-0026 東京都墨田区両国4-31-11(ヒューリック両国ビル8階) 工具選定データベース【 TOOLSEARCH】
03-6890-5101 FAX 03-6890-5134
International Sales Dept .: +81-3-6890-5103 FAX +81-3-6890-5128
営業企画部 ☎03-6890-5102 FAX03-6890-5134 海外営業部 ☎03-6890-5103 FAX03-6890-5128
東京営業所 ☎03-6890-5110 FAX03-6890-5133 静岡営業所 ☎054-273-0360 FAX054-273-0361
東北営業所 ☎022-208-5100 FAX022-208-5102 名古屋営業所 ☎052-687-9150 FAX052-687-9144
新潟営業所 ☎0258-87-1224 FAX0258-87-1158 大阪営業所 ☎06-7668-0190 FAX06-7668-0194
東関東営業所 ☎0294-88-9430 FAX0294-88-9432 中四営業所 ☎082-536-2001 FAX082-536-2003
長野営業所 ☎0268-21-3700 FAX0268-21-3711 九州営業所 ☎092-289-7010 FAX092-289-7012
北関東営業所 ☎0276-59-6001 FAX0276-59-6005
神奈川営業所 ☎046-400-9429 FAX046-400-9435
ヨーロッパ/MOLDINO Tool Engineering Europe GmbH Itterpark 12, 40724 Hilden, Germany. TEL : +49-(0)2103-24820, FAX : +49-(0)2103-248230
アメリカ/MITSUBISHI MATERIALS U.S.A. CORPORATION 41700 Gardenbrook Road, Suite 120, Novi, MI 48375-1320 U.S.A. TEL : +1(248)308-2620, FAX :+1(248)308-2627
メキシコ/MMC METAL DE MEXICO, S.A. DE C.V. Av. La Cañada No.16, Parque Industrial Bernardo Quintana, El Marques, Querétaro, CP 76246, México TEL : +52-442-1926800 MOLDINO Tool Engineering, Ltd.
ブラジル/MMC METAL DO BRASIL LTDA. Rua Cincinato Braga, 340 13° andar.Bela Vista – CEP 01333-010 São Paulo – SP ., Brasil TEL : +55(11)3506-5600 FAX : +55(11)3506-5677
タ イ/MMC Hardmetal (Thailand) Co.,Ltd. MOLDINO Division 622 Emporium Tower, Floor 22/1-4, Sukhumvit Road, Klongton, Klongtoey, Bangkok 10110, Thailand TEL:+66-(0)2-661-8175 FAX:+66-(0)2-661-8176
イ ン ド/MMC Hardmetal India Pvt Ltd. H.O.: Prasad Enclave, #118/119, 1st Floor, 2nd Stage, 5th main, BBMP Ward #11, (New #38), Industrial Suburb, Yeshwanthpura, Bengaluru, 560 022, Karnataka, India. Tel : +91-80-2204-3600 New Produc t News No.1222-12 2024-12
掲載価格は2024年12月2日改定後の消費税抜きの単価を表示しております。予告なく、改良・改善のために仕様変更することがあります。
Specifications for the products listed in this catalog are subject to change without notice due to ベジタブルインクで印刷しています。 2024-12(K)
replacement or modification. Printed using vegetable oil ink. Printed in JAPAN 2012-8:FP