


■レーザー技術
1. ファイバーレーザとビーム形成
2. 長波長
■新しい素材のコンビネーション
3. 溶接合成物
4. ハブリッド接合
■新しいアプリケーション分野
5. 織物のレーザー溶着
6. パッケージングのレーザー溶着
◆詳細はカタログをダウンロードしてご覧ください。
このカタログについて
| ドキュメント名 | 【レーザー技術】トレンドな産業と新しい アプリケーション分野 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 2.8Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社ライスター・テクノロジーズ (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ


製品カタログ
株式会社ライスター・テクノロジーズ


このカタログの内容
Page1
トレンドな産業と新しい
アプリケーション分野
株式会社
ライスター・テクノロジーズ
Leister Technologies AG, BU Laser Plastic Welding
Dr. Ulrich Gubler, 2014
Page2
《レーザー技術》
1. ファイバーレーザとビーム形成
2. 長波長
《新しい素材のコンビネーション》
3. 溶接合成物
4. ハブリッド接合
《新しいアプリケーション分野》
5. 織物のレーザー溶着
6. パッケージングのレーザー溶着
Leister Technologies AG, BU Laser Plastic Welding
Dr. Ulrich Gubler, 2014
Page3
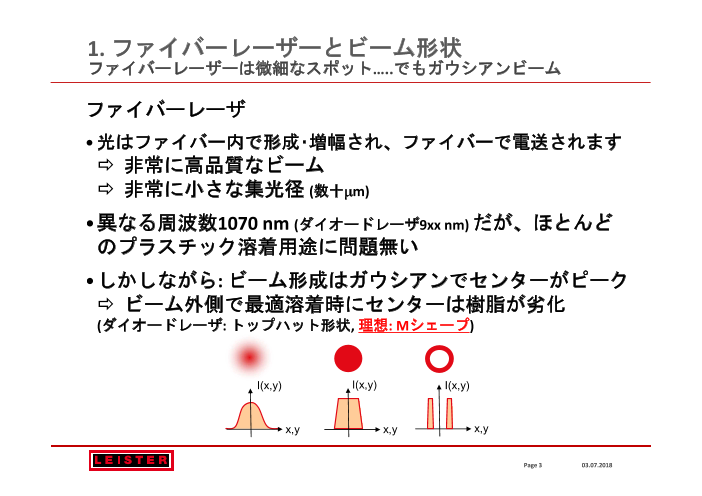
1. ファイバーレーザーとビーム形状
ファイバーレーザーは微細なスポット…..でもガウシアンビーム
ファイバーレーザ
•光はファイバー内で形成・増幅され、ファイバーで電送されます
非常に高品質なビーム
非常に小さな集光径 (数十mm)
•異なる周波数1070 nm (ダイオードレーザ9xx nm) だが、ほとんど
のプラスチック溶着用途に問題無い
•しかしながら: ビーム形成はガウシアンでセンターがピーク
ビーム外側で最適溶着時にセンターは樹脂が劣化
(ダイオードレーザ: トップハット形状, 理想: Mシェープ)
I(x,y) I(x,y) I(x,y)
x,y x,y x,y
Page 3 03.07.2018
Page4
1. ファイバーレーザとビーム形成
レーザープラスチック溶着にとって理想のビーム形成: Mシェープ
理想: レーザービームの溶着巾に対し 積分強度プロファイル強度プロファイル
て均一なレーザーエ
ネルギー
スキャナー
光学系
コリメートされた
レーザービーム
f-θfレ-θンズレンズ
溶着面
x
y
トップハットビーム
(x,y) スキャン方向に対して
積分強度プロファイル
Daniel Vogler Page 4 7/3/2018
Mシェープ トップハット ガウシアン
Page5
1. ファイバーレーザーとビーム成形
DOEによるビーム成形: 基礎となるスポットの集合体
ファイバーレーザーの構成 DOE ビーム成形の構成
回折オプティカル
焦点面のファイバーコア像 焦点面の個々の
エレメント(DOE)
ビームプロファイル
ファイバー
コリメーション 焦点レンズ
レンズ
ファイバーレーザーソース
トップハットの分布 M-シェープの分布 M-シェープの分布
直径1 mm 直径1 mm 直径0.5 mm
Page 5 03.07.2018
Page6
1.ファイバーレーザーとビーム成形
DOEビーム成形による溶着テスト
出力 トップハットプロファイル Mシェープビームプロファイル
500 mm/s
Mシェープビームはトップハットビームと比べて、より幅広い条
件で溶着出来、且つコンスタントな溶着シーム幅を確保できる
Page 6 03.07.2018
Page7
1.ファイバーレーザーとビーム成形
ファイバー連結式LDの場合のDOEビーム成形は?
レーザー溶着用ファイバーレーザーの構成
焦点面ではっきり区別できる
ビームプロファイル
焦点面のファイバーコア像
ファイバー 50 um
コリメーション 焦点レンズ
レンズ
ファイバーレーザーソース すばらしいMシェーププ
ロファイル
レーザー溶着用ダイオードレーザーの構成
焦点面のビームプロファイル
焦点面のファイバーコア像
ファイバー 700 um
コリメーション 焦点レンズ
レンズ
ぼやけたプロファイル
ダイオードレーザーソース (スポットサイズ700 um以上)
Page 7 7/3/2018
Page8
2. 長波長
着色の代わりにポリマー自身の吸収を利用
フラウンホーファー学会が手がけた興味深いアイデア:
•倍音振動バンドがある赤外波長(1.5-2.1 mm)領域でのポリマ
ーの本質的な吸収を利用 着色は必要なし!
•透明同士のワークの溶着
Page 8 │ ugu / 7/3/2018
Page9
2. 長波長
着色せずにポリマー自身の吸収を利用
しかしながら、実際様々な課題や問題点が存在
• 溶着シーム近辺だけではなくポリマー全体が吸収
従って、より多くのレーザー出力が必要
若しくはよりゆっくりと溶着
ワークピースの表面が発火の恐れ
• 溶着シーム近辺のみ溶融するために溶着シームに
対してレーザービームをシビアに集光
精度の良い高さ調整が必要
結晶性樹脂はレーザー光の散乱により難しい
• 低出力で長波長のLDはかなり高価
• 1.5 mm若しくは1.9 mmのファーバーレーザーは高価、且つ上図のよう
な集光は難しい
ライスター: 今後の状況を注視、製品のラインアップは無し
Page 9 │ ugu / 7/3/2018
Page10
3. 複合材の溶着
熱硬化性から熱可塑性に移行するアプリケーションとは?
• 航空宇宙産業から自動車やその他の産業に取り入れられる軽量化
の流れ
• 金属からプラスチックに…: おそらく溶着が必須
• 金属から複合材に…: それが熱硬化か熱可塑か?
-現在主流は熱硬化性 接着剤若しくはネジ止め等
-熱可塑性なら:接合やプリプレグのラミネートでレーザー溶着の可能性
• カーボンファイバーはレーザーを良く吸収、グラスファイバーは
レーザー光を透過するが散乱もある
- ファイバー周辺の薄いポリマー層のみ
• 検討課題: - 溶着でファイバー構造にダメージを与えない
超音波溶着や振動溶着と比較してレーザーはメカ的ス
トレスを与えない
Page 10 │ ugu / 7/3/2018
Page11
3. 複合材の溶着
レーザーでプリプレグを巻いて固定
•熱可塑性ポリマー重合体(PEEK, PA, PP, …)のカーボンファイ
バープリプレグを筒状に巻きます
•巻き加工中にレーザーでプリプレグ層を固定
熱処理は必要なし
•ラインレーザーを ラインビーム
巻き付け部に照射
パイロメータ
MF Tech社とコラボレーション
Page 11 │ ugu / 7/3/2018
Page12
4. ハイブリッド接合
異素材同士のメカ的ジョイント
• 最適なデザインのためには、場合によって異素材を接合する必要が
ある
• 既存の接合方法
-メカ的接合 (ネジ, リベット, …)
-接着剤
-射出成形
1. 溶着ではない接合:
ポリマー上から金属にレーザー照射
金属がレーザーを吸収して加熱
物理的な密着によりポリマーも加熱
ポリマーが溶融
金属の表面にポリマーが溶け込む
ポリマーが冷却されて固まる
• 表面の構造物に粘着力とメカ的固定で固着
Fraunhofer ILT
Page 12 │ ugu / 7/3/2018
Page13
4. ハイブリッド接合
金属の表面構造が非常に重要
• より耐久性のある接合についての重要なトピック:
金属の表面構造-出来ればくり抜くような構造
• 金属部品のタイプやサイズによってより高出力のレーザーが必要
• 多くの未決問題:
-異なるパターンによるメカ的強度 (引っ張り, 剪断, 剥離)
-熱ストレステストによる接合部の耐久力
-接合部がリークしないか?
• ライスター: ノウハウの構築、問い合わせ増大
(ヨーロッパプロジェクトYBRIDIOに参加)
Fraunhofer ILT
patent application US2012/0063115A1 by Apple Inc.
Page 13 │ ugu / 7/3/2018
Page14
4. ハイブリッド接合
ヨーロッパプロジェクトYBRIDIO(異種材料接合技術)
• ポリマーと複合ラミネートを含む金属のようなハイブリッド構造
を作り出す2つ以上の異なるタイプの材料を接合する、革新的で信
頼できる新しい熱接合技術の開発
• 構造物および成分の特性の改善、各材料の特性の組み合わせおよ
び補完
• 製造コストを削減するための工業プラントおよびプロセスの簡素
化
• IRおよびNIRカメラに基づいた特定の制御システムを作成して、製
造プロセス中のコンポーネントの品質を保証する
• リサイクルと環境への影響:容易に分離できる熱を再度加えるこ
とによって、熱可塑性金属接合部を容易に解体することができま
す
Page 14 03.07.2018
Page15
5. 繊維のレーザー溶着
溶着なので縫い目なし
• 縫い針なしで繊維を接合 穴が開かない, ソフトタッチ
•もっとも人工的なファイバーは熱可塑性ポリマー製
(ポリアミド = ナイロン, ポリエステル, ポリエチレン, …)
• 熱風、ホットメルトや超音波ソーイングマシンの最新技術
• レーザー溶着の長所:
-エネルギーは、繊維の表面にダメージを与えずに溶着層に到達
-更にもっと薄い通気性のある膜もダメージなしに溶着が可能
• レーザー繊維溶着のチャレンジ:
-従来と異なる繊維製造のサプライチェーン
-柔らかい大きな素材のハンドリング
-柔らかい感触を保持したままの溶着
-一般的にはレーザーに対して透過性-見た目
に黒くても(染料で着色)
-繊維製造の新しいデザインルール
Page 15 │ ugu / 7/3/2018
Page16
5. 繊維のレーザー溶着
プラスチック及び繊維産業のバリューチェーンでの着色
: 着色剤,
laser process
プラスチック産業
添加剤, …
ポリマーの マスターバッチを 射出
組立
製造 混ぜる 成型
レジン 着色 プラスチック 製品,
ペレット ペレット 部品 モジュール, …
繊維産業:
ラミネート
ポリマーの ファブリックの 着色 最終製品の紡績
製造 製造 リファイン 製造
レジン 糸 ファブリック 染色した
ペレット 単一/多重 ファブリック
紡績の前に糸を着色
Page 16 7/3/2018
Page17
5. 繊維のレーザー溶着
レーザー溶着対レーザー誘導接合
レーザー溶着: : レーザー接合:両方に必要
• 下の部材でレーザーを吸収 • 素材にエネルギー照射 • レーザーエネルギーで
• 上部透過部材はレーザーに • 素材同士の接触と加圧 接着剤を活性化
影響されない • 混ざり冷却する時間 • 上部・下部素材共レー
• 物理的な接触で上部素材に ザーを透過して影響さ
熱伝導 れない
• 局所的溶融ゾーン • 局所的なエネルギー溶
• 着メカ的な動きや負荷がない
• • 異素材の接合が可能同じポリマー同士若しくは
互換性のあるポリマー: • ナチュラルファイバー
-同様の溶融温度 の接合が可能
-科学的に混合可能 (熱可塑性樹脂ではない)
• テープ状の接合素材が
必須
Page 17 7/3/2018
Page18
5. 繊維のレーザー溶着
繊維素材に最適: GLOBO ヘッド
• ボール若しくはローラーレンズがレーザービームを集光し同時に
加圧
• 一方向にのみ駆動: Globoローラー
• 3次元(自在)に駆動: エアーベアリング付Globoボール
• 大きなワークに対応可能
• レーザーソースからファイバーで
Globoヘッドへ
Page 18 7/3/2018
Page19
5. 繊維のレーザー溶着
システムにGloboを搭載して様々な可能性
• 裁断テーブルに搭載して大きな
2次元部品を溶着
• ソーイングマシンを改造して搭載
• スペシャルマシンにGloboを搭載
• ライスターのWS-ATやTTSに
Schips社のソーイングマシン
EMPA社による
2次元テーブル
Heimbach社による
スペシャルマシン
Page 19 7/3/2018
Page20
5. 繊維のレーザー溶着
自身のファイバーを溶融
• 下部材若しくは内側の素材がレーザーを吸収
• 生地のファイバーが部分的に溶融
• 他の素材は必要なし
• 外側に溶着痕が若干あり
• 検討課題: レーザー吸収性ファイバーが必要
レーザービーム
GLOBOボール
加圧
生地 1 透過性
生地 2 吸収性
機械のベースプレート
Page 20 7/3/2018