


砥石タイプから不織布タイプまで総合的な研磨材提案ができます!
-プリント基板/銅箔業界に新しいご提案-
■使用目的
•穴加工後のバリ除去
•穴埋めインク除去
•メッキ後のブツ取り
•SUS製プレスプレート研磨
•アディティブ法形成基板の整・平面研磨
•ドライフィルム、ラミネート前の整面研磨
•電解銅箔、圧延銅箔製造チタン製ドラム研磨
■特徴1
•ファインスーパーペレットシリーズ(砥石タイプ)
•本製品は研磨材を立体構造に配列させた研磨ホイールです。
•ペレット樹脂内砥粒の有効自生作用により目詰まりが少なく、非常に優れた研磨持続性を発揮します。
•バフ製品に比べ、脱落チップによる基板の穴詰まり、転写不良を微細にします。
•バフ製品に比べ、研磨性能が向上し且つ、研磨による穴ダレなしに平坦化に仕上げることができます。
■特徴2
•不織布研磨材(ユニベックス)
•本製品は不織布研磨材へ発泡樹脂を含浸させた研磨ホイールです。
•発泡樹脂を含浸させたことによりバフカス発生量を低減しています。
•研磨材には切削性に優れた黒色炭化ケイ素を使用しています。
•粒度は320・600・800・1200を標準仕様としております。
※詳しくはカタログダウンロード、もしくはお問い合わせください。
このカタログについて
| ドキュメント名 | 製品紹介_ プリント基板・銅箔研磨材 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 654.4Kb |
| 取り扱い企業 | Mipox株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
プリント基板・銅箔研磨材
Mipox Corporation
Mipox Corporation
16F, D-Tower,6-11-3, Nishishinjuku,
Shinjuku-ku Tokyo,163-0023 Japan
TEL: 81-3-6911-2300
Page2
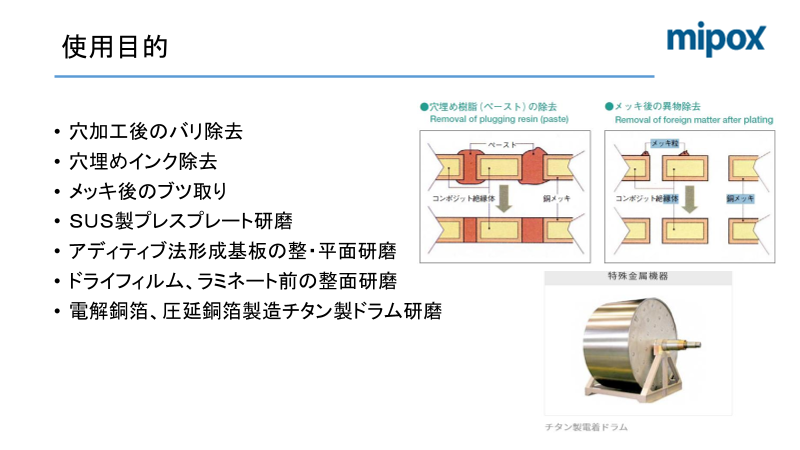
使用目的
• 穴加工後のバリ除去
• 穴埋めインク除去
• メッキ後のブツ取り
• SUS製プレスプレート研磨
• アディティブ法形成基板の整・平面研磨
• ドライフィルム、ラミネート前の整面研磨
• 電解銅箔、圧延銅箔製造チタン製ドラム研磨
• 電解銅箔、圧延銅箔製造向け、チタン製ドラム研磨
Page3
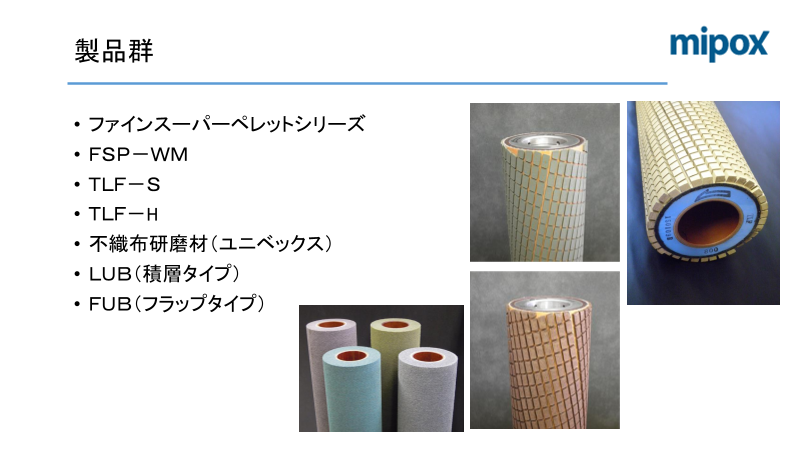
製品群
• ファインスーパーペレットシリーズ
• FSP-WM
• TLF-S
• TLF-H
• 不織布研磨材(ユニベックス)
• LUB(積層タイプ)
• FUB(フラップタイプ)
Page4
特徴(その1)
• ファインスーパーペレットシリーズ
• 本製品は研磨材を立体構造に配列させた研磨ホイールです。
• ペレット樹脂内砥粒の有効自生作用により目詰まりが少なく、非常に優れ
た研磨持続性を発揮します。
• バフ製品に比べ、脱落チップによる基板の穴詰まり、転写不良を微細にし
ます。
• バフ製品に比べ、研磨性能が向上し且つ、研磨による穴ダレなしに平坦化
に仕上げることができます。
Page5
特徴(その2)
• 不織布研磨材(ユニベックス)
• 本製品は不織布研磨材へ発泡樹脂を含浸させた研磨ホイールです。
• 発泡樹脂を含浸させたことによりバフカス発生量を低減しています。
• 研磨材には切削性に優れた黒色炭化ケイ素を使用しています。
• 粒度は#320・#600・#800・#1200を標準仕様としております。
Page6
タイプFSP-WM
・特徴
凹凸の除去に対して有効
表面仕上げ・平滑性が良好
砥石磨耗が少なくドレス時間の減少
・使用用途
穴埋めインク除去
穴あけ後のバリ取り研磨
FSP-WM 4L5
Page7
タイプTLF-H (金属加工用研磨ホイール)
・特徴
金属表面の研磨、バリ取りを高効率・安定的
に研磨する事が可能です。
・使用用途
ステンレス板のキズ取り研磨
バリ取り研磨、メッキ後のザラブツ除去
加工例:クラッチプレートの研磨(TLF-H 150X300X76.2 #600)
Rz(μm)
TLF-H #320
被削材:鋼板
TLF-H #600
TLF-H #800
TLF-H
0 1 2 3 4
(送り速度:7.2m/min,研磨負荷:0.5A,回転数2000rpm)
Page8
研磨力・面粗度比較
5
4.5
4
3.5
3
TLF-S #600
2.5
2
競合A社…
1.5
FSP-WM 5LS#600
1
0.5
FSP-WM 4L5 #600
0
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0.4
Ra(μm)
研磨力(g/pass)
Page9
相対研磨量比較(ファインスーパーペレット)