



生産管理システムの導入プロセスを、検討・導入・稼働の3つのフェーズに分けて解説
生産性向上や業務改善につながる「生産管理システム」は
正しい手順による導入と、効果的な運用の実現が必要です。
ただいま配布中の資料『生産管理システム導入を成功させるポイント』では
導入の流れを「検討」「導入」「稼働」の3つのフェーズに分けて、
行うべきことや気をつけるポイントについて分かりやすく解説しています。
【掲載内容(抜粋)】
■生産管理システム導入成功のための基本ステップ
<検討編>
検討からシステム選定・ベンダー決定までに行うこと
<導入編>
適合性の高いパッケージでシミュレーションを繰り返す
<稼働編>
システム導入の最後のフェーズ。いよいよ本稼働
■導入事例
BIダッシュボードの連動でデータドリブン経営を実現
このカタログについて
| ドキュメント名 | 生産管理システム導入を成功させるポイント |
|---|---|
| ドキュメント種別 | ホワイトペーパー |
| ファイルサイズ | 3.3Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社大塚商会 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
生産管理システム導入を
成功させるポイント
Page2
00 | はじめに
QCDの改善、業務の効率化には
生産管理システムの導入は不可欠
01
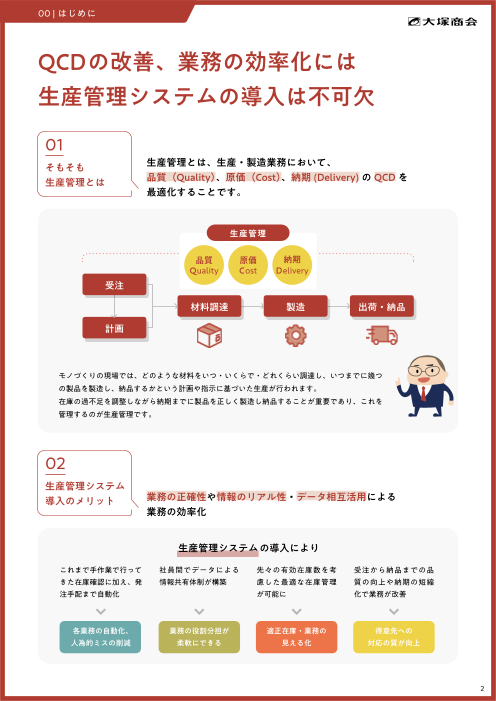
そもそも 生産管理とは、生産・製造業務において、
生産管理とは 品質(Quality)、原価(Cost)、納期 (Delivery) の QCD を
最適化することです。
生産管理
品質 原価 納期
Quality Cost Delivery
受注
材料調達 製造 出荷・納品
計画
モノづくりの現場では、どのような材料をいつ・いくらで・どれくらい調達し、いつまでに幾つ
の製品を製造し、納品するかという計画や指示に基づいた生産が行われます。
在庫の過不足を調整しながら納期までに製品を正しく製造し納品することが重要であり、これを
管理するのが生産管理です。
02
生産管理システム
導入のメリット 業務の正確性や情報のリアル性・データ相互活用による
業務の効率化
生産管理システムの導入により
これまで手作業で行って 社員間でデータによる 先々の有効在庫数を考 受注から納品までの品
きた在庫確認に加え、発 情報共有体制が構築 慮した最適な在庫管理 質の向上や納期の短縮
注手配まで自動化 が可能に 化で業務が改善
各業務の自動化、 業務の役割分担が 適正在庫・業務の 得意先への
人為的ミスの削減 柔軟にできる 見える化 対応の質が向上
2
Page3
00 | はじめに
03
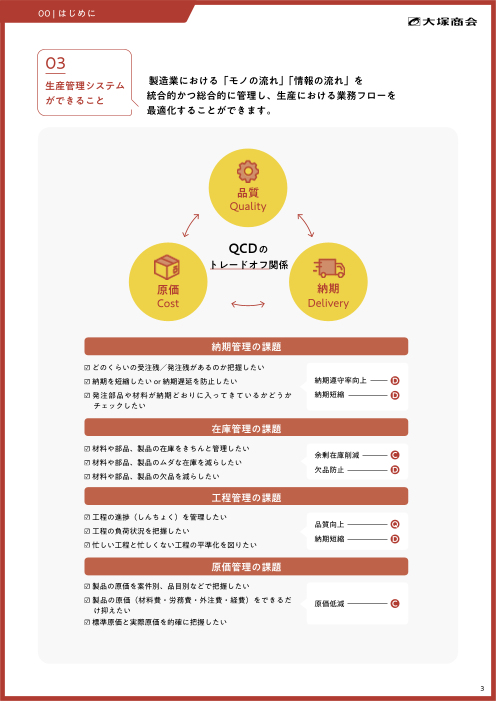
生産管理システム 製造業における「モノの流れ」「情報の流れ」を
ができること 統合的かつ総合的に管理し、生産における業務フローを
最適化することができます。
品質
Quality
QCDの
トレードオフ関係
原価 納期
Cost Delivery
納期管理の課題
☑どのくらいの受注残/発注残があるのか把握したい
☑納期を短縮したい or 納期遅延を防止したい 納期遵守率向上
☑発注部品や材料が納期どおりに入ってきているかどうか 納期短縮
チェックしたい
在庫管理の課題
☑材料や部品、製品の在庫をきちんと管理したい
余剰在庫削減
☑材料や部品、製品のムダな在庫を減らしたい
欠品防止
☑材料や部品、製品の欠品を減らしたい
工程管理の課題
☑工程の進捗(しんちょく)を管理したい
品質向上
☑工程の負荷状況を把握したい
納期短縮
☑忙しい工程と忙しくない工程の平準化を図りたい
原価管理の課題
☑製品の原価を案件別、品目別などで把握したい
☑製品の原価(材料費・労務費・外注費・経費)をできるだ 原価低減
け抑えたい
☑標準原価と実際原価を的確に把握したい
3
Page4
00 | はじめに
導入フェーズごとのポイントを
理解してシステム導入を成功させる
01
生産管理システム 製造業の生産性を高め、業務改善ツールとして役立つ
導入でよくある失敗 生産管理システムですが、目的を明確にして導入しないと
失敗してしまうこともあります。
せっかく導入したのに誰もうまく使えない
かえって業務が複雑になってしまった ●トップと現場を巻き込んだ
導入目的と効果の共有
使いにくくて結局使わなくなってしまった ●現状分析と今後のあるべき姿
のすり合わせ 等
特定の人しか使えなくなっている
これらが欠けると失敗に
つながりやすくなります。
生産性向上、業務効率アップという
本来の目的に寄与していない
02
生産管理システム 生産管理システムを導入するまでには、
導入の3つのフェーズ 検討・導入・稼働の
大きく 3 つのフェーズがあります。
検討フェーズ 導入フェーズ(大塚商会の場合) 稼働フェーズ
❶目的の設定 ❶ ❷ ❸ ❹ ❺
❷要件の抽出 フィッティング マスター 運用 並行稼動 実稼働
❸システム選定 コンサルティング シミュレーション シミュレーション (移行)
生産管理システムをうまく導入することができれば、
日々の業務改善、生産性向上などの成果を達成できます。
検討フェーズ 導入フェーズ 稼働フェーズ
フェーズごとのポイントを理解してシステム導入を成功させましょう。
4
Page5
生産管理システム導入成功のための
基本ステップ
検討編
検討から システム選定・
ベンダー決定までに行うこと
06現状のヒアリング・目的設定
07必要な要件の抽出
08 自社に合ったシステムを選定
08ベンダー選びのチェックポイント
Page6
0 1 | 検討編
検討からシステム選定・
ベンダー決定までに行うこと
検討フェーズ 導入フェーズ(システム導入) 稼働フェーズ(システム運用)
❶目的の設定 ❷要件の設定 ❸システムの選定
現状調査・ヒアリング 新システム構想 ベンダー選定
検討 現場業務と 導入目的を 改善点や システム化 導入 各ベンダーへ ベンダーの
プロジェクト 問題点を
体制を作る 把握 決定 要望の 範囲の スケジュール
洗い出し 決定 ・予算の検討 提案依頼 評価と選定
01
現状のヒアリング・ システム導入の目的を明確にし、
目的設定 経営トップから全ての部門・現場までが共有、
全社プロジェクトとして推進していくことが大切です。
POINT 経営トップの意向の確認し、全社横断的な導入をめざす
1 部門を超えた全社的な導入を実現するために、経営トップへのインタビューをしてから現場へのヒ
アリングを行います。「ただ現場が楽になればよい」「システムを入れることが目的」にならないよ
う経営者視点で導入目的を考えることがポイントです。
POINT 生産に関わる全ての部門の業務効率アップのために全体最適で検討
2 どこか一部門だけを部分最適で考えるのではなく、各部門の業務を相互理解しながら、全体最適で
検討していく必要があります。
|システム導入・入れ替えで何を実現したいのか?|
営業部門 生産管理部門 資材部門 製造部門 経理部門
販売機会ロスの 計画に沿った 在庫削減、 効率生産、 キャッシュフロー
防止 ものづくり 調達コスト削減 部材の欠品防止 の改善
6
Page7
0 1 | 検討編
POINT 全社プロジェクトとして取り組む体制づくり
3 生産管理システム導入の秘訣は、経営層も含めたプロジェクトチームを作ってきっちり検討する
ことです。各部門から推進担当者を集め、その上にプロジェクトリーダーとプロジェクト責任者
を置いたチームを作りましょう。
|プロジェクト体制例|
プロジェクト責任者
導入目的を設定、もしくは共有した経営者
プロジェクトリーダー
将来の経営陣、現場からの人望厚い人物
営業部門 | 生産管理部門 | 資材部門 | 製造部門 | 経理部門
各推進担当
実業務を熟知したキーマン。将来のキーマン候補者。部門の壁を超えて改善する気概を持っている人。
現場担当(随時)
全社横断プロジェクト体制で、
全社最適化を図る
02
必要な要件の 導入目的を意識しながら、
抽出 自社の生産現場にふさわしいシステムにするには、
どんな要件が不可欠かを洗い出します。
生産管理システムに万能を求めると導入はうまくいきません。あくまで目的達成のために、現状必要なこと
を絞り込む必要があります。抱えている課題によって選択する生産管理システムも変わります。
●在庫の適正値を把握し、余剰在庫の削減と欠品を防止したい
●製造コスト(材料費、労務費など)を品目別に把握して、削減したい
●工程の進捗状況を把握して、納期遅延を無くしたい
●品目別の不良率と不良原因を把握し、品質を向上させたい
解決する問題の優先順位・対象範囲を明確化
7
Page8
0 1 | 検討編
03
自社に合った システムを導入するには、既に完成しているパッケージ製品を導入
システムを選定 する方法とオーダーメイドでゼロから開発を行うオーダー開発、
パッケージをベースにカスタマイズの方法があります。
大塚商会では以下の方法をおすすめしています。
システム構築の方法 ◎…メリットの多い業種・業態に特化した適合性の高いパッケージシステムを活用
◯…パッケージを基本とし、必要な場合に拡張ツールあるいは開発ツールを使って、
自社に合わせた機能を追加
オーダー開発 パッケージ+カスタイズ パッケージ
■ 自社の業務に合った ■ 短期間導入 ■ 短期間導入 ■ 低コスト
システムが構築できる ■ オーダーメイドよりも ■ 業態にあった業務標準フロー
メリット 低コスト の活用による業務の標準化
■ 保守性が高い(バーション
アップが容易)
■ 開発期間が長くなる ■ カスタマイズ費用がかかる ■ 自社の業務をパッケージに
デメリット
■ コストが高くなる 合わせる必要がある
大塚商会
おすすめ ○ ◎
業種・業態・規模に 自社の生産形態に合わなければ別のシステムをあらためて導入し直すなど、
合ったシステムを選ぶ 余計なコストや手間が発生します。
業態 主な管理ポイント
組立を中心とした業態 ■ 部品や材料の調達、在庫管理 ■ 部品構成管理
機器、機械、装置など ■ 案件や製番ごとの原価管理
加工を中心とした業態 ■ 工程管理や工程間の仕掛在庫管理 ■ 共通材料などの在庫管理
金属製品、樹脂・ゴム製品、ガラス製品など ■ 工程や機械の能力・負荷を加味した生産管理
配合を中心とした業態 ■ 配合表やレシピの管理 ■ 原材料の調達、在庫管理
食品、化粧品、化学製品など ■ 賞味期限やロットレース管理
04
ベンダー選びの
チェックポイント パートナーとなるベンダー選びはシステム導入の成功に大きく
影響するので、ベンダーの力量を見極めることも大切です。
自社の業務内容・課題をどれだけ理解しているか? 導入実績/導入事例の有無は?
ベンダーやシステムが想定している企業規模レンジは? 経営基盤はしっかりしているか?
サポート体制は万全か?
8
Page9
生産管理システム導入成功のための
基本ステップ
導入編
適合性の高いパッケージで
シミュレーション を 繰り返す
10 大塚商会のフィッティング分析
11 2つの運用シミュレーション
11 並行稼働へ
9
Page10
0 2 | 導入編
適合性の高いパッケージで
シミュレーションを繰り返す
検討フェーズ 導入フェーズ(システム導入) 稼働フェーズ(システム運用)
❶ ❷ ❸
大塚商会の フィッティング マスター 運用
分析 シミュレー シミュレー 並行稼動
場合 ション ション
一般的な
システム FIT & GAP* カスタマイズ マスター 並行稼動
分析 開発 登録
導入
01 大塚商会では、お客様に適合性の高いパッケージシステムを用意し、
大塚商会の パッケージシステムの標準業務フローと新業務フローを
フィッティング分析 比較・検証しながら、自社における新業務フローを策定していく、
フィッティング分析を行います。
大塚商会のフィッティング分析のステップ
STEP STEP STEP
1 2 3
カスタマイズを前提とせず、 拡張ツールあるいは開発 企業の強み・競争優位とな
業種・業態に特化した適合 ツールを使って、カスタマ るポイントで、パッケージ
性の高いパッケージシステ イズは極力せずに会社に合 システムにない部分だけは
ムに業務をフィッティング わせた機能を追加する カスタマイズも検討する
していく
* 一般的な FIT & GAP 分析とは
導入するシステムと自社の業務プロセスと合うかどうかを調べる作業
フィット(fit)は「適合」、ギャップ(gap)は「かい離」の意味。システムの機能の過不足を確認し、システムを実際の業務に適合
するようカスタマイズをすることが前提です。
10
Page11
0 2 | 導入編
02
2 つの運用
シミュレーション 『こうすればよかった』をなくす
マスターシミュレーションと運用シミュレーション
並行稼働を始めてみると、「やっぱりこうしておけばよかった……」「最初から運用を想定してマスター登録
しておけばよかった……」という 後悔の声をよくきき ます。大塚商会では「マスターシミュレーション」と「運
用シミュレーション」と呼ばれる シミュレーション に力をいれています。
マスターシミュレーションの進め方
お客様の代表的な製品のサンプルデータをマスターに登録し、それぞれの設定した結果の検証を実施するこ
とで、マスター設定における方針を決定します。シミュレーションしながらマスター登録のルールを策定し
ていくことで、その後の運用がスムーズになります 。
マスター登録製品の選定 マスターシミュレーション マスター方針決定
マスター(品目・構成・手順) マスター登録の
代表的な製品を選定する 等を登録し、所要量計算結果を ルールを策定する
計算する
運用シミュレーションの進め方
新運用フローに基づき、実際のデータを利用して一連の業務(受注~製造~出荷など)が実際に回るかシミュ
レーションします。 事前検証(予測)から本検証を行い、うまくいかなかったらまた事前検証に戻る、という
ことを繰り返しながら、最適な運用方法を模索 していきます。本検証でもうまくいったら、運用方針の最終
決定をします。
事前検証 本検証 運用方針決定
業務全般の イレギュラー業務も含めた 業務フロー・マスター構築
入出力を確認する 検証を行う 方針を策定する
03
並行稼働へ
シミュレーションを繰り返し、
並行稼働へ
並行稼働は、新システムでの運用に問題がないかどうかを本稼働前にチェックするために行われ
ます。 現在使用しているシステムと新システムを並行稼働し、機能性や精度を比較検証 しながら
切り替えていく方法 です。 両方のシステムを同時に稼働させるため、それぞれの運用結果を比較
検証しやすく、互換性を高められます。
11
Page12
生産管理システム導入成功のための
基本ステップ
稼働編
システム導入の最後のフェーズ。
いよいよ本稼働
13本稼働におけるポイント
14 本稼働後に行うべきこと
12
Page13
0 3 | 稼働編
システム導入の最後のフェーズ。
いよいよ本稼働
検討フェーズ 導入フェーズ 稼働フェーズ
・目的の設定 ・システム導入
・要件の抽出 システム運用
・システム選定
本稼働 旧システムをストップし、新システムのみで
従来どおりの生産ができる状態が本稼働です。
01
本稼働における
ポイント シミュレーションを何度も繰り返し、いよいよ新システムへの本稼働
です。本稼働前の最終確認作業を押さえておきましょう。
POINT 並行稼働の問題点の討議
1 並行稼働はリスクを最小限に抑えられる方法ではありますが、並行稼働時に発生した問題点につい
て、プロジェクトメンバーで討議を行い、対策を決めます。
POINT 稼働判定基準シートによる、切替基準のチェック(本稼働切替判定会の実施)
2 本稼働に切り替えてから問題点が見つかった場合、元に戻すことが難しいため、切り替え基準をク
リアしたかチェックします。
|稼働判定基準シートイメージ|
会社独自のチェック項目を加えた稼
働判定基準シートを全社で共有し、
「○」(合格)の項目をできるだけ多
くしてから本稼働するとスムーズに
切り替えることができます。
13
Page14
0 3 | 稼働編
POINT 本稼働切り替えの移行スケジュールの設定
3 通常、切り替えは1日、2日程度で行います。月曜日からの業務に支障がないようにたいていの場合、
土・日曜日を使ってシステムを切り替えて月曜日から全部移行するケースが多くなっています。
POINT 稼働報告会の実施
4 本稼働切り替えが完了したら、「稼働報告会」を行います。
導入目的を達成しているか、今後の目標、運用上の課題設定、期待する効果や課題を報告会資料と
して一つにまとめて共有します。
|報告会資料イメージ|
使い始めてからが本番!
02
本稼働後に 生産管理システムは、本稼働後に運用しながら課題を洗い出し、
行うべきこと 改善を繰り返して PDCA を回すことでより良いものになり、
システム導入の目的を果たすことができます。
「定例会」を活用して
課題を解決しているか、目標達成しているか判断する
導入目的の実現度を確認する機会を四半期に一回、半年に一回、一年に一回など定期的に実施し 、より良い
運用を考えていくことが大切です。
使い始めてからが
本番!
目的がうまく 問題発生には
運用状況の変化は
実現できていなければ 導入目的の振り返り
ベンダーと連携
その要因 と軌道修正を
プロジェクトは解散せず、継続的に改善活動を行うが大切です。
経営層を含むプロジェクトメンバー全員に よる「判断の場」として定例会を活用します。
14
Page15
04 | 導入事例
生産管理システムと
BI ダッシュボードの連動で
データドリブン経営をいち早く実現
導入企業様 導入生産管理システム
株式会社 日本自動調節器製作所 『生産革新 Raijin SMILE V』
発電プラント・石油プラント、タンカーなどで 標準品や規格品の “ 繰返生産 ” と、個別品や特
使用されるバタフライ弁を主とした各種自動調 注品の “ 個別受注生産 ” との両方に対応したハ
節弁を受注生産する工業用バルブの専門メー イブリッド型の生産管理システム
カー
|システム導入 成功のポイント|
従来の業務フローを抜本的に見直し。データドリブンな経営基盤を構築
現場を巻き込んだ
ポイント ポイント
1 プロジェクトチームの発足と 2 既存の業務フロー・
細かい現状ヒアリング 管理手法にこだわらない
新システムの構築に当たり、経営企画室室長が各部署から 既存の業務フローをシステムに反映させるのではなく、逆
現場作業に詳しい若手メンバーを選出し、プロジェクト に、システムの標準機能に自社の業務フローをできる限り
チームを発足。 合わせることで抜本的な業務改善を図 りました 。
各部署の課題や要望を細かい部分までヒアリングしたうえ 現場のアイディアを的確に盛り込んだ新たな業務フローの
で RFP(提案依頼書)を作成しました。 策定で、手戻りがないシステム構築が実現しました。
|システム導入の成果|
従来の紙ベースの業務約40%削減、年間 3,000万円程度の固定費削減、
より生産性の高い仕事に注力が可能に
15
Page16
業種・業態に特化した
6 つのオリジナル
生産管理パッケージシステム
製販一気通貫型生産管理システム生産革新 Fu-jin
製造・販売一気通貫型の生産管理システム。製品構成が決まっている標準品の見込・受注生産に対応し、
構成部品の発注・在庫管理や製造・進捗、出荷・売上、請求・入金・支払などをトータルに管理。
▶詳しくはこちら
繰返・個別受注ハイブリッド型生産管理システム生産革新 Raijin
標準品や規格品の " 繰返生産 " と、個別品や特注品の " 個別受注生産 " との両方に対応したハイブリッ
ド型の生産管理システム。BOM(部品構成表)連携で設計からの一気通貫を実現。
▶詳しくはこちら
繰返・量産型生産管理システム生産革新 Ryu-jin
自動車・電気部品や、金属・樹脂・食品などを量産加工する製造業に特化した生産管理システム。内示・
フォーキャスト・確定受注などの情報を基に、変化に強い柔軟な生産計画が行え、工程間の仕掛在庫な
ども含めた在庫の適正コントロールが可能
▶詳しくはこちら
多品種小ロット生産向け クラウド型生産販売管理システム生産革新 Wun-jin
販売管理をベースに工程管理や製造指図書発行などが行える、カンタン&シンプルなオールインワンパッ
ケージのクラウド型システム。サーバーなどの初期費用が抑えられ、初めて生産管理システムを導入す
るお客様でも安心。
▶詳しくはこちら
配合型生産管理システム生産革新 Blendjin
化学製品・食品・香料・化粧品・薬品などを配合する製造業向けの生産管理システム。配合表・レシピ
をもとに材料手配、製造指示、製品・材料・資材などの在庫管理や、品質管理、品質検査の記録管理な
どをトータルにサポート。
▶詳しくはこちら
部品構成表管理システム生産革新 Bom-jin
部品標準化・流用率向上によりコスト削減・納期短縮を実現する部品構成表管理システム。部品標準化
や生産管理データ連携を重視した「品目台帳」「部品構成表」の構築、設計技術部門の効率化、成果物の
価値向上をサポート。
▶詳しくはこちら
営業時間 /9:00~17:30( 土・日・祝日を除く)
https://www.otsuka-shokai.co.jp/erpnavi/ 東京本社〒102-8573 東京都千代田区飯田橋 2-18-4
業種 SIプロモーション部
インサイドビジネスセンター 0120(369) 877 札幌・仙台・名古屋・京都・大阪・神戸・広島・福岡