



加工の未来を切り拓く、電子ビーム
【精密溶接、合金化、表面改質からろう付けに威力を発揮する三菱電機ビーム加工機】
三菱電機は、1969年にはじめて電子ビーム加工機を独自開発以来、自動車製造業を代表とする各種工業分野、研究開発等に豊富な納入実績を持つ電子ビーム加工機のトップメーカです。また、現在ではIT産業などの先端分野にも着実に拡がっています。
◆詳細はカタログをダウンロードしてご覧ください。
このカタログについて
| ドキュメント名 | 〈総合カタログ〉 三菱電子ビーム加工機 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 2.5Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 三菱電機株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
三菱炭酸ガスレーザ加工機�
〈三総菱合電カ子タビロームグ加〉�工機�
〈総合カタログ〉�
Page2
三菱電機は、1969年にはじめて電子ビーム加工機を独自開発以来、�
自動車製造業を代表とする各種工業分野、�
研究機関等に豊富な納入実績を持つ電子ビーム加工機のトップメーカです。�
また、現在ではIT産業などの先端分野にも着実に拡がっています。�
アルミ部品の溶接� アルミピストン(合金化) A/Tシャフト ターボチャージャー ベローズ� センサー� 水晶デバイス
Page3
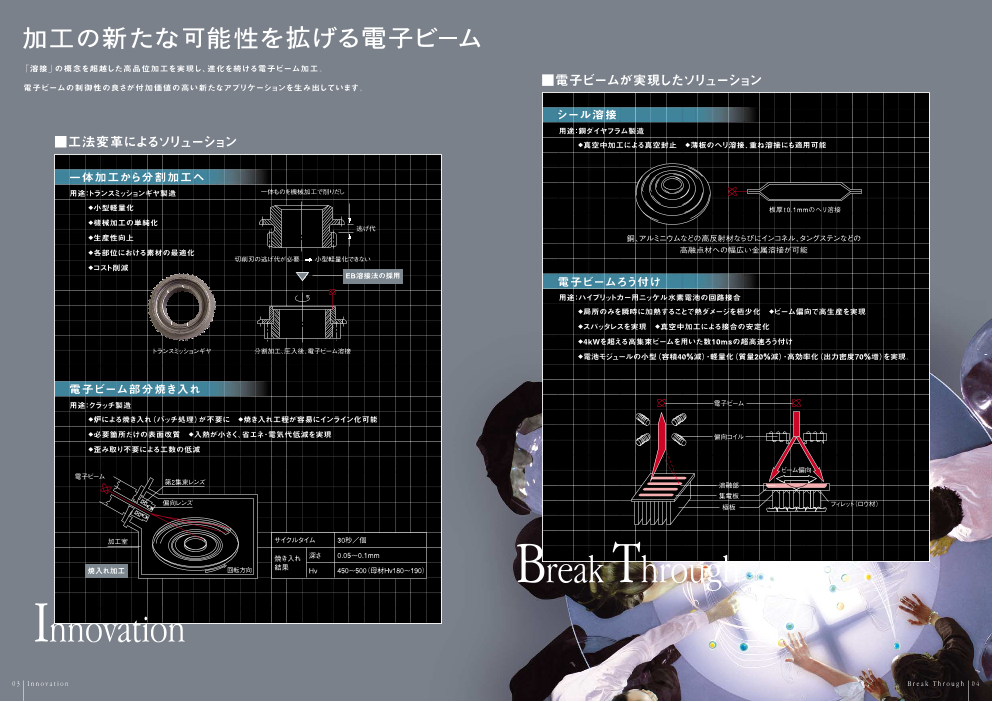
「溶接」の概念を超越した高品位加工を実現し、進化を続ける電子ビーム加工。�
■電子ビームが実現したソリューション�
電子ビームの制御性の良さが付加価値の高い新たなアプリケーションを生み出しています。�
シール溶接�
用途:銅ダイヤフラム製造�
■工法変革によるソリューション� ◆真空中加工による真空封止 ◆薄板のヘリ溶接、重ね溶接にも適用可能�
一体加工から分割加工へ�
用途:トランスミッションギヤ製造� 一体ものを機械加工で削りだし�
◆小型軽量化 � 板厚t0.1mmのヘリ溶接�
◆機械加工の単純化 �
逃げ代�
◆生産性向上 � 銅、アルミニウムなどの高反射材ならびにインコネル、タングステンなどの�
◆各部位における素材の最適化 � 高融点材への幅広い金属溶接が可能�
切削刃の逃げ代が必要 小型軽量化できない�
◆コスト削減�
EB溶接法の採用�
電子ビームろう付け�
用途:ハイブリットカー用ニッケル水素電池の回路接合�
◆局所のみを瞬時に加熱することで熱ダメージを極少化 ◆ビーム偏向で高生産を実現 �
◆スパッタレスを実現 ◆真空中加工による接合の安定化�
◆4kWを超える高集束ビームを用いた数10msの超高速ろう付け�
トランスミッションギヤ� 分割加工、圧入後、電子ビーム溶接�
◆電池モジュールの小型(容積40%減)・軽量化(質量20%減)・高効率化(出力密度70%増)を実現。�
電子ビーム部分焼き入れ�
用途:クラッチ製造� 電子ビーム�
◆炉による焼き入れ(バッチ処理)が不要に ◆焼き入れ工程が容易にインライン化可能�
◆必要箇所だけの表面改質 ◆入熱が小さく、省エネ・電気代低減を実現 � 偏向コイル�
◆歪み取り不要による工数の低減�
ビーム偏向�
電子ビーム�
第2集束レンズ� 溶融部�
集電板�
偏向レンズ�
極板� フィレット(ロウ材)�
加工室� サイクルタイム� 30秒/個�
焼き入れ�深さ� 0.05~0.1mm�
焼入れ加工� 回転方向� 結果� Hv 450~500(母材Hv180~190)�
Page4
溶け込み深さ(mm)� 溶け込み深さ(mm)�
�
棒状陰極�
電磁集束レンズ�
焦点位置は電磁力(レンズ電流)で�
自在に設定できます。�
■電子銃の構成� ■棒状陰極の外観と原理�
偏向レンズ�
電子ビーム発生部� 偏向フィールドにX・Y座標を与え、�
絶縁碍子� ビームは座標位置指定通りに自在に動かせます。�
フィラメント�
陰極� 電子は質量による慣性力が無視でき、�
グリッド(ウェネルト)� 高速で移動、停止します。�
電子ビーム加速部�
陽極�
■電子ビーム溶接性能�
レンズ系� (溶接速度 1m/minの場合)�フィラメント電源�
衝撃電源�
第1レンズ(集束角調整)�
30
第2レンズ(集束)�
偏向レンズ�
フィラメント� 20
電子ビーム� AI
衝撃電子流� SUS
蛍光面�
棒状陰極� 10
u
被溶接物� C
電子ビーム�
ブラウン管概略図� EBM電子銃概略図� 1 2 3 4 5 6
電子ビーム出力(kw)�
■電子ビーム溶接の原理� ■ビームの走査制御による加工バリエーションの拡大�
真空中で、高速に加速し、高密度に集束させた電子ビームを対象物に照射し、瞬時に溶融、溶接する 6kW 3kW 1kW 300W
熱加工法です。この電子ビームのエネルギー密度は、アーク溶接の5000倍以上にも達します。また、 ビーム走査で高速溶接� 電子ビーム�
真空中の溶接なので対象物の酸化がなく、TiやMoなどの高酸化性金属の溶接にも最適です。� 25 使用陰極: φ4�
加速電圧: 40kV�
20
加工距離: 250mm�
真空圧力: 6.7Pa�
キーホール� 溶融部� 15 材 料: SUS304
偏向レンズ�
加工物� 10
母 5溶融部�
材 溶接部�
部 0
0.5 1.0 1.5 2.0 2.5 3.0
溶接速度(m/min)�
溶接開始� 溶接中�
■溶接進行方向へのビームオシレーションで� ■円オシレーションでブローホール除去� ■面偏向で予熱・後熱� ■溶接方法の比較� ■加工性能�
凝固割れ防止� 同じワークの溶接をビード幅で比較すると、アーク・大気 熱歪みは、溶融凝固するときの材料の凝縮によって起こり�
中でのレーザ・電子ビームのビード幅は他の溶接の10分 電子ビームの溶融範囲は、レーザに比べて小さく熱歪みがより小さい。�
ビード幅を広げずに、� 円オシレーション� 溶接� 面偏向� の1から20分の1になります。�
オシレーション� 不純物を拡散�
小さな引張応力� 大きな引張応力�
大きな熱歪�
小さな熱歪�
溶接部�
P(リン)�
S(硫黄)�
X
溶接進行方向�
アーク溶接� 溶融部� 溶融部�
レーザ溶接� <電子ビーム溶接>� <レーザ溶接>�
電子ビーム溶接� <イメージ図>�
Page5
60 700 290 500 (550)�
225 150
180
140
230
190
2050 320
1950 300
60 81 350 700 283
260
100 50
190
230
19
(580)� 2753
356 300ST 741 150 20
228 950
145 1600 (保守エリア800以上)�
360 585 800 106
インデックスタイプ�
自動車部品の溶接加工に最適な�
インデックスタイプ�
インデックスタイプ� ツインチャンバータイプ� カセットタイプ� シャトルタイプ� 汎用タイプ� 微細接合タイプ�
●FAラインでの使い勝手の良さを極めたベストセラー機です。�
●電子銃縦取付タイプと横取付タイプがあります。�
●加工室寸法には、3種類の標準サイズがあります。�
外観�
代表型式�
■仕様�
対象� 溶接径: ~φ150� 溶接径: ~φ150� 溶接径: ~φ150�
溶接径: φ30� 溶接径: φ350�
加工範囲: 30mm□�
ワーク寸法� ワーク径: ~φ250� ワーク径: ~φ200� カセット内収納エリア: � カセット内収納エリア: � ワーク径: φ350� 1ステーション型(直線搬送式)� 2ステーション型� 4ステーション型�
(単位:mm)� 治具サイズ: 70×76mm高さ: 260 高さ: 300 W150 × D150× H130 W105 × D40 × H65 高さ: 280 ワークハンドリング�
ローダ・アンローダ内蔵� 180°インデックス� 90°/180°インデックス�
サイクル�
タイム例� 30秒� 20秒� 18秒� 15秒� 300秒� 20秒� 型名� EBM-6LB-1VR-C○○○○� EBM-6LB-2VR-C○○○○� EBM-6LB-4VR-C○○○○�
ワーク�
生産量*1 月産 : 44,880個� 月産 : 67,320個� 月産 : 74,800個� 月産 : 89,760個� 月産 : 4,488個� 月産 : 1,884,960個
*2 加工室� � 下図 ー3種類(C3018、C3023、C3030)ー ご参照下さい�
電子銃移動� � 0~75mm(溶接径φ0~150mm)�
掲載� ワーク回転� C軸回転、1~60r/min � C軸回転、1~80r/min
ページ�
加工室動作圧力� 6.7Pa以下�
*1 1ヶ月22日、1日20時間稼働、効率85%での稼働による目安値です。 � ■加工室寸法(1ステーション、2ステーション、4ステーション共通)� ■電子銃横向の場合�
*2 パレット治具によるワーク28個一括加工として試算。�
型名� C3018� C3023� C3030� C3023�
寸法� W300 × D315 × H180 W300 × D315 × H230 W300 × D315 × H300 W300 × D315 × H230
■共通仕様� ■ユーティリティ�
φ250
加工室� 最大ワーク径 ( 加工治具含む)�
電子ビーム出力� 1~6kW、300W(微細接合タイプのみ)� 電源� 3相200/220V±10%、50/60Hz� φ1500 最大加工径�
0 最大加工径�
φ150 最大加工径�
φ150
加速電圧� 40kV、60kV 圧縮空気� 0.39~0.49MPa� φ250 最大ワーク径� φ250 最大ワーク径� φ250 最大ワーク径�
(加工治具含む)� (加工治具含む)� (加工治具含む)�
ターボ分子ポンプ使用� 冷却水� 0.25~0.29MPa
電子銃�
電子銃準備時間15分� 300×315 300×315 300×315 300×315C種接地基準による接地端子を�
10(m)以内の近傍にご準備ください。�
三菱電機製シーケンサ(MELSEC)および� 接地�
制御装置� 電子ビーム加工機のベース指定端子へ接続してください。�
三菱電機製サーボシステム(MELSERVO)使用� (電線断面積 14mm2以上)�
連続溶接、スキップ溶接(10点まで)�
溶接パターン�
仮付溶接、予熱・後熱機能�
冷却水OUT(3/4B)�
冷却水IN(3/4B)�
外面色 マンセル 0.08GY7.64/0.81半艶 �
標準塗装色(本体・盤)� 3260 120 空気IN(3/4B)� 電子銃�
内面色 マンセル 0.08GY7.64/0.81半艶 1300 230 220 高電圧電源�
接地端子(M10用14mm2)
溶接治具交換方向� 動力線引込口� 電子銃移動機構�
動力線引込口� 陰極交換方向� 加工室�
φ40穴�
エリアセンサー�
加工室�
制御盤�
電子銃排気装置� 起動BOX ツーリング装置�
幅決め爪駆動機構�
加工室排気装置� 300 300 280
100 580
(150)� 1300 1710
接地端子(制御盤下部)�
(質量 : 4.0 t)�
Page6
1100 1650
1720
2300
2909
ツインチャンバータイプ� カセットタイプ�
高生産性を実現した� 真空排気時間ゼロの画期的な�
ツインチャンバータイプ� 電子ビーム加工機�
●1つの電子銃を2つの加工室で共用することにより、� ●予備排気方式により、真空排気時間が全くサイクルタイムに影響しない�
生産性アップを実現したモデルです。� 画期的な電子ビーム加工機です。�
●シャフト付ワークにも対応できる高生産機です。� ●加工室内は常に真空に保たれているので、加工がより安定します。�
●加工室には2つの標準サイズがあります。※下記仕様欄を参照ください。�
■動作原理�・カセットチューブの中をカセットがOリングでシールされながら、移動します。�
・加工室の手前でカセット内は、予備排気され、加工室に移送された時は、カセットは所定の真空圧力になっています。�
■動作原理 加工室を2つ並列させて、一方の加工室内での溶接完了後、直ちに他方向の加工室へ電子銃が移動し、溶接を開始します。� ・ワークは、カセット内に収納されています。�
高電圧 ケーブル�
高電圧電源�
電子銃� 電子銃移動� 電子銃� 電子銃�
カセット�
収束コイル�
偏向コイル� 加工室排気�
カセットチューブ� 予備排気�
高電圧電源� 加工室A 加工室排気 ポンプ� カセット�
加工室B プッシャー�
加工室�
昇降回転�
加工室排気� テーブル A
ポンプ� カセット�
加工室A 加工室B カセット� リターン�
昇降回転� リターン機構�
テーブル B ワーク�
回転テーブル� カセット� ワーク取出し/装着は手前で行う�
昇降�
■仕様�
■仕様�
形式� EBM-6LB-2VR-TC2423� EBM-6LB-2VR-TC2440�
カセットサイズ� カセット内収納スペース� 機械動作時間※1� 電子ビーム出力�
加工室サイズ� 幅235mm、 奥行き240mm、 高さ230mm� 幅235mm、 奥行き240mm、 高さ400mm�
φ100 × 150� 60 × 60 × 50mm� 8s� 1~6kW�
最大ワーク径・高さ� φ200mm、高さ190mm� φ200mm、高さ350mm�
φ100 × 250� 60 × 150 × 50mm� 8s� 6kW�
最大溶接径� φ150mm φ150mm
φ150 × 250� 100 × 150 × 80mm� 8s� 6kW�
ワークツーリング方式� 2ステーション方式・直線搬送・エアーシリンダ駆動方式�
φ200 × 300 150 × 150 × 130mm 12s 6kW
加工室動作圧力� 6.7Pa以下�
※1 機械動作時間に溶接時間を加えた値がサイクルタイムに相当します。�
冷却水OUT(3/4B)�
冷却水IN(3/4B)� 高電圧電源�
圧縮空気(3/4B)� 操作盤�
冷却水IN(3/4B)� 電子銃�
冷却水OUT(3/4B)� ガイドチューブ(右)�
空気(3/4B)�
電子銃移動機構�
制御盤� 加工室�
高電圧電源�
接地端子�
電子銃�
高電圧ケーブル� カセットプッシャー装置�
180°反転昇降装置�
メカニカルブースターポンプ�
加工室�
150 電子銃移動機構� カセットリターン機構�
ワーク持ち上げ装置�
加工室排気用�
ロータリーポンプ�
ガイドチューブ(左)� ワーク昇降回転装置�
制御盤�
3200
2800
(質量 : 4.5t)� (質量 : 6.0t)�
Page7
355 580
155.5
90.5
1970
1887
280
1120 330
440 450
加工高さ範囲�
2499
900 770 588
1055 808
2300
760 900 640 709
2270
1770
510 455 765
265
1960 400
935 1025
650 285 223 165.9
シャトルタイプ� 汎用機タイプ�
センサー部品の溶接加工に最適な� 多品種、小ロット、試作用途に最適な�
シャトルタイプ� 汎用タイプ�
●予備排気方式を採用しながら、シンプルな機器構成で� ●コンパクトな設備ながら、電子ビームならではの高品位加工が実現出来ます。�
コンパクトな高生産性マシンを実現しました。� ●多品種少ロット生産向き。�
●加工室内は常に真空に保たれているので、加工がより安定します。� ●試作の多いジョブショップや研究機関、教育機関にも最適。�
●多数個取り治具を使えば、更に生産性が向上出来ます。�
●ダイヤフラム、ベローズ、アルミピストン等の量産加工に多くの実績があります。�
■回転型加工範囲 C5050 ■X-Yテーブル型加工範囲 C100100
■ワーク搬送機構� 175�
ストローク� 50ストローク�
<ワーク投入右側のカセットへワークを投入>�<右側予備室排気及び左側予備室加工中>�<カセットを前進・停止後ワーク加工>� 505 Y=
X= 450
ワーク�
φ450
カセット�
(ワークサイズ)�
スリーブ�
A軸回転用�
(オプション)�
350
加工室�
■仕様�
■仕様� 形式� EBM-6LB-1VLR-C5050-1型� EBM-6LB-1VLR-C100100-2型�
形式� EBM-1HB-S1HRC-C1076� 加工室サイズ� W500mm × D500mm × H500mm� W1000mm × D1000mm × H1000mm �
加工室サイズ� W200mm × D230mm × H425mm� 加工室排気� 6.7Paまで1.0分� 6.7Paまで3.0分�
カセット内収納スペース� 105mm × 40mm × 65mm� � C軸� 1~100r/min� 1~100r/min�
回転テーブル�
ワークツーリング方式� シャトルトランスファー式� � A軸&テールストック�φ190mm / 1~100r/min / ACサーボモータ駆動 / テールストック付き� C/A軸共有取替式 / テールストック付き�
加工室動作圧力� 0.67Pa以下� � � サイズ: 850mm × 850mm ス�X-Yテーブル� トローク: X505mm、Y450mm�-�
搬送チューブ� φ100mm 長さ756mm � � 耐荷重: � 980N
電子銃� 1段式/下向き φ2陰極標準� 2段式/下向き φ4陰極標準�
1610 930 125
高電圧タンク� 真空ポンプユニット� シグナルタワー�
ロボシリンダドライバBOX 536電子銃�
電子銃�
操作盤� 高電圧ケーブル� 入力電原�
圧縮空気入口� 1800
テールストック�
送り用ハンドル�
クーラー� (オプション)�
冷却水出口�
モータド ライバBOX
冷却水IN�
冷却水入口� 1/2B
NB
冷却水OUT�
1/2B
537.7 ロボシリンダ�
300 300 186 2880 300(RC-SS-H-600)� 347 900 400
756.2
1647
(200)� 767 767 2600
666 2900 300 300 (質量 : 2.5t)� 圧縮空気1/2B (質量 : 3.0t)� (質量 : 5.3t)�
Page8
1000
569
1671
812
�
� �
�
�
�
950
720 720
600 600
72 528 528
微細接合タイプ�
電子デバイスのパッケージ封止に最適な�
微細接合タイプ�
●電子デバイスの真空封止に最適のモデルです。�
●デバイスに与える熱影響を最小に抑えた封止が実現できます。� サンプル加工�
●多数個一括加工により、タクトタイム1s/個以下の高生産性を実現します。� 溶接、表面改質を中心に電子ビーム加工のすべてがトライできます。
ワークの形状、材質の検討は勿論のこと最適な加工機の選択と加
工法の確立は設備導入に先立って何より重要です。また、これまで
不可能と思われていた加工についても積極的にチャレンジいたします。�
EBMによる�
■セラミックパッケージのろう付けメカニズム� ■装置構成と動作シーケンス� 展示・トレーニングスクール� 溶接・表面改質� 技術開発�
制御BOX 最新鋭の電子ビーム応用製品とその加工サンプルを 金型鏡面仕上げ� 加工ソフトの開発、加工機のハード開発、システム開
電子ビーム� ワークを治具へセット� 展示し、いつでも自由にご覧いただけます。また、実際に 発など三菱電機の総合力を生かした技術開発が可能
治具をローダーへセット� 装置を稼働させて、具体的な操作方法習得のためのト です。めざましく発展していく技術革新の中でビーム
電子銃�
リッド� 溶融領域� ローディング� レーニングスクールを定期的に開催しています。� 加工の理想を追い続け技術開発に邁進していきます。�
銀ろう� 加工室� 加工室排気�
メッキ層�
接合領域� 真空ポンプ� 搬送装置� EB加工�
ワーク�
メタライズ層� 加工室給気� コンサルティング�
高電圧電源�
セラミック� アンローディング�
ベース� 溶接、焼入れなど加工技術に関する豊富な経験と各種先端ビーム
ワークを治具から取り出し�
応用技術をそなえた専門技術者が、ユーザの立場になって装置の
選択と利用技術についてアドバイスいたします。また、各種技術研
修会などへも専門技術者を派遣いたします。�
■仕様�
形式� EBM-0.3HB-1VD-C1316�
電子ビーム出力� 300W� 阪急伊丹線� 至JR宝塚��
至伊丹� 71号線
真空度� 1.3Pa以下� 国道1
久代�
加工範囲� 30mm×30mm�
線�
電気� 3相200/220v±10%、 50/60Hz、 15kVA C種接地工事� 所在地� 新幹 J
R
ユーティリティ� 冷却水� 圧力0.25~0.29MPa、 10L/min� 〒661-0001 尼崎市塚口本町8丁目1番1号� 玉 宝江 塚
圧縮空気� 圧力0.39~0.49MPa、 200L/min : 大気圧換算� 橋 線
三菱電機株式会社 � (線
産
伊丹製作所内� 五 業稲 猪
合 野 つかしん�
道 名
多田電機株式会社 応用機工場� 橋 路駅 寺
線 ) 駅 三菱電機株式会社�
1200 ビーム技術開発センター(L125工場1F)� 川上塗料� 伊丹製作所内�
398 72
TEL(06)6497-8984(ダイヤルイン)� ビーム技術開発センター�
治具供給�
FAX(06)6497-9377 関西研修� L125-1F
塚口駅� センター�
至梅田�
http://www.MitsubishiElectric.co.jp/fa/ 阪急神戸線�
至三宮� 派出所�
塚
警察署� 口駅
消防署�
山手幹線通り� 久々知�
尼崎� 名神高速道�
インターチェンジ�
至阪神尼崎� 至JR大阪�
1425 204 治具払出し�
1629 880
(質量 : 1.0t)�
Page9
三菱電子ビーム加工機 〈総合カタログ〉�
アフターサービスのお問い合せは下記へ�
三菱電機プラントエンジニアリング株式会社�
東日本本部 変電・産業システム技術部 産業システム課�
〒110-0015 東京都台東区東上野5-24-8(住友不動産上野ビル6号館)�
TEL(03)5827-6342 FAX(03)5827-6390�
�
�
中部本部 産業システム技術部 産業メカトロ二クス技術課�
〒448-0851 愛知県刈谷市神田町一丁目33番地�
TEL(0566)27-1706 FAX(0566)26-0080
西日本本部 施設技術部 パワエレメカトロニクス課�
�
〒532-0003 大阪市淀川区宮原5丁目1-18 新大阪サンアールセンタービル�
TEL(06)6151-0165 FAX(06)6151-0169
西日本本部 中国支社 技術部 産業技術課�
�
〒732-0053 広島市東区若草町9-7 広島若草ビル7階�
TEL(082)568-2669 FAX(082)568-2670
本品のうち、外為法に定める規制品(貨物・技術)を輸出する場合は、経済産業大臣の許可が必要です。�
安全に関する�●正しく安全にお使いいただくため、ご使用の� When exporting any of the products or related technologies described in this catalogue, �
ご注意� 前に必ず「取扱説明書」をよくお読みください。�
you must obtain an export license if it is subject to Japanese Export Control Law.
製造元: 多田電機株式会社�
K-K02-5-C7102-H 伊1407(IP)� この印刷物は、2014年7月の発行です。なお、お断りなしに仕様を変更することがありますのでご了承ください。� 2014年7月作成�