



エレシリンダー®を導入した事例、食品業界編です。
エレシリンダー®の導入事例をご紹介いたします。
・お菓子の搬送装置
・食品の振り分け装置
・コンベア上の弁当を整列させる装置
・食品へのソース混入用装置
・インスタントスープの選別装置
・飲料パックのセンタリング装置
・チョコレートの表面ならし装置
・冷凍食品段積み移載装置
・パンの移載搬送装置
・紙パック素材供給装置
・通い箱のフタ脱着装置
関連メディア
このカタログについて
| ドキュメント名 | エレシリンダー®設備改善たまてばこ【食品業界編】 |
|---|---|
| ドキュメント種別 | 事例紹介 |
| ファイルサイズ | 3.5Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社アイエイアイ (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
バッテリー容器搬送装置
用途 バッテリー液が入った容器を搬送する装置。
ディスペンサー 自動車部品の外形検査装置
バッテリー液 用途 レーザー変位計で厚みを測定する装置。
バッテリー容器
レーザー寸法測定器
(内径/外径測定)
レーザー変位計
EC-S6M
(厚み測定)
自動車用部品
EC-R6
レーザー寸法測定器
(内径/外径測定)
解説 バッテリー容器をディスペンサーの下に搬送し、充填後にエ元の位置に戻す装置です。設定した加速度・減速度で動かせることで、液体をこぼすことなく、安定してレ搬送できるようになシりました。 リンダー
設備改善た解説 レーザー寸ま法測定器の帯状レーザてーを上下からはさみば込むように部品の内径こ/外径を測定します。等速動作の往復動作を行う必要があり、2点位置設定、速度設定がカンタンで、リニアガイドも内蔵したエレシリンダーは最適でした。
フローリングパネルのストッカー チョコレートの表面ならし装置
用途 フローリングパネルを供給コンベアからスト食ッカーに移 載品する装用置途。 チョ業コレートを 型界へ充填した 後に編表面をならす装置。EC-S6M
EC-RR7HH
移載 EC-S7S
チョコレート充填トレイ
落とす
収納枠 前進 フローリングパネル
ならし棒
ストッカー
昇降
解説 従来はエアシリンダーを使っていました。 解説 チョコレートをならす際、エアシリンダーの場合は、停止時の振動がならし棒に伝わり、チョコレートの表面が波打ち、
速度を上げるとストローク端での衝撃が大きくなり、フローリングパネルがズレて収納枠の中に収まらない調こ整とがが難あしりいま状し況たで。した。
エレシリンダーを使うことで、加減速制御が可能になり、速度を上げても必ず収納枠に入るようになりましエたレ。シリンダーを使用することで、加減速度の調整が可能となり、表面の波打ちがなくなり、調整時間を短縮できました。
更に、ラジアルシリンダーにしたことで、外付けガイドが要らず、シンプルな装置構成になりました。
Page2
食 品
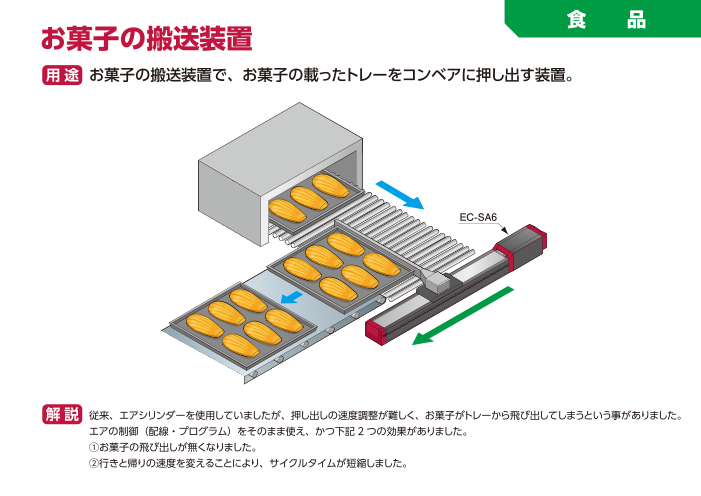
お菓子の搬送装置
用途 お菓子の搬送装置で、お菓子の載ったトレーをコンベアに押し出す装置。
EC-SA6
解説 従来、エアシリンダーを使用していましたが、押し出しの速度調整が難しく、お菓子がトレーから飛び出してしまうという事がありました。
エアの制御(配線・プログラム)をそのまま使え、かつ下記 2つの効果がありました。
①お菓子の飛び出しが無くなりました。
②行きと帰りの速度を変えることにより、サイクルタイムが短縮しました。
Page3
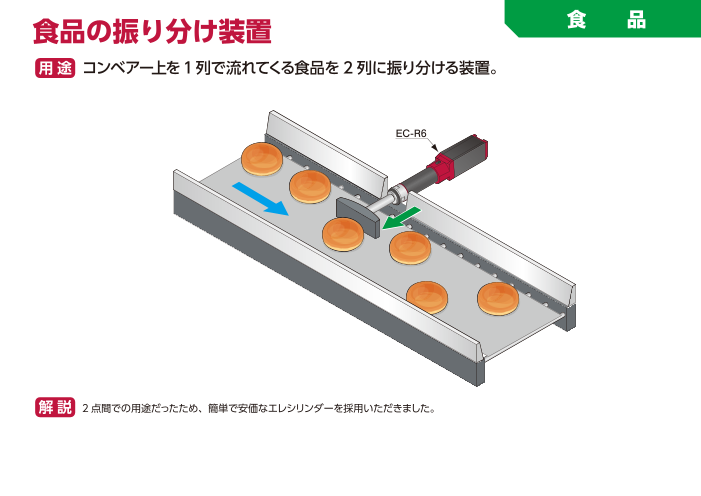
食品の振り分け装置 食 品
用途 コンベアー上を1列で流れてくる食品を2列に振り分ける装置。
EC-R6
解説 2 点間での用途だったため、簡単で安価なエレシリンダーを採用いただきました。
Page4
食 品
コンベア上の弁当を整列させる装置
用途 包装機械に入る前のコンベア上の弁当を整列させる装置。
包装機械
ガイド
EC-R6
解説 コンベアを流れてくる弁当をエレシリンダーのロッドタイプを使ってガイドに押付けて包装機械に入る前に位置をそろえます。
従来エアシリンダーを使っていましたが、押付ける力の調整が難しくワークに傷を付けたり、引っかかったりする事がありました。
エレシリンダーにして数値を入力するだけで調整が簡単になり品質も向上しました。
Page5
食 品
食品へのソース混入用装置
用途 ノズルから噴出されるソースをホッパへ均等に混入する装置。
ノズル
EC-S6
ホッパ
解説 食品の材料にソースを加える際に、ホッパに均等に投入するため、ノズルを左右に動かす装置にエレシリンダーを採用いただきました。
ソースを素早く均一に混ぜることが可能となりました。
Page6
食 品
インスタントスープの選別装置
用途 インスタントスープ(箱の外観検査)の良否判定を行い 2か所に振り分ける装置。
■■■
■■
■■
.x
x
.1
2
01
9
2
選別ゲート1 良 品
選別ゲート2
不良 1 不良 2
(つぶれ) (印字もれ)
インスタントスープ
■■■
■
■■
■
xx
12
.
19
.
20
不良品
(つぶれ)
■■
■
■■
■■
x 不良 1 不良 2
2.
x
.19
20
1 (つぶれ) (印字もれ)
EC-RP4H 不 ■■
( 良
■
■■
1 ■■
■ ■■■
■■
x
■ ■■
■
2.
x
つ ■ ■ .
1
■ ■ 01
9
2
ぶ
■■■
■■ xx
れ
■■ .
.1
2
不
9
019.1
2.xx 1
) 2 .x
x 20
2
01
9.
1
( 2印
良
字 2
EC-RP4H もれ)
不良品
(印字もれ)
不良 1 不良 2
(つぶれ) (印字もれ)
解説 従来、選別ゲートの上下動にエアシリンダーを使用していました。停止時の衝撃で、正常品をコンベアーの外にはじき
飛ばすことがありました。
エレシリンダーを使用することで、加減速度の調整が可能となり、正常品をはじき飛ばさなくなりました。
Page7
食 品
飲料パックのセンタリング装置
用途 コンベア上の飲料パックをセンタリングするための装置。
センサー
EC-R6S
●●
●
●●● ●●
●
●
センタリング ●
●
● ●
●
●●
●
●
●● ●●
●
●●
●● ●
●● ●●
●
● ●●
●
●
●● ●●
●
●●
●● ● ●●
●
●● ●
●
● ● ●●
●
●
● ●●
●
●●
●● ●
●
●
●●
● ●●
●●
● ●●
●● ●● ●
●
●● ●
●●
●●
●
●●
●● ●●
●●
● ●● ●
●
● ●●
●● ●● ●
●
●● ●
●●
●
●● ●
●● ●
●
●● ●
●
●● ●●
●
●
●●
●●
●●
●●
●
● ●
●
●●
●●
● ●● ●
●
● ●
●
● ●●
●
● ●●
●
●
●●
●● ●
●●
●
●
●
●●
●
●● ● ●●
●
● ● ● ●
●
●●
●
●
●
●●
●●
●●
● ● ●●
●
●●
●
●
●●●
●●
●
●●●
●●
●
● ●
● ●●
● ● ●●
●
● ● ●
●
●● ●
●●
●●
●
●●
●● ● ●●
●
●● ●
●
● ●
● ●
● ●●
●
●●
●●
●● ●
●●
● ● ●●
●
●
●
●●
●
●
●●
●
●
● ●●
● ●●
●
● ●●
●● ●
● ●
● ●●
● ●
●● ●
●
●●
●●
●
●●
●● ●● ●● ●
●●
●
● ●●
●
●●
● ●● ●
● ●
●
●● ●
●
●● ●●
● ●●
●●
● ●●
●● ●
● ●●
● ●●
●
●● ●
●
● ●
●
● ●● ●
●●
● ●
●
●
●●
●
●● ●
●
● ●
●
●●
●● ●
●
●●
●
● ● ●
●● ●
● ●
● ● ●●
●
● ●
●● ●●
●●
●●
●●
EC-R6S
解説 飲料パックをセンタリングするためにエアシリンダーを使用していました。
定期メンテナンス後のエア調整(飲料パックをつぶさないための調整)が大変でしたが、エレシリンダーの採用により、
数値で速度を入力でき、再現性も良いため、メンテナンス作業の平準化につながりました。
また、エアレスで省エネにもつながりました。
Page8
食 品
チョコレートの表面ならし装置
用途 チョコレートを型へ充填した後に表面をならす装置。
EC-S6M
EC-S7S
チョコレート充填トレイ
ならし棒
解説 チョコレートをならす際、エアシリンダーの場合は、停止時の振動がならし棒に伝わり、チョコレートの表面が波打ち、
調整が難しい状況でした。
エレシリンダーを使用することで、加減速度の調整が可能となり、表面の波打ちがなくなり、調整時間を短縮できました。
Page9
食 品
冷凍食品段積み移載装置
用途 冷凍食品を段積みして次工程のコンベアーに移載する装置。
コンベアーから箱を落として 当て板 3段になったらコンベアーに
当て板で受けて 3段まで積み 押し出す。EC-S6 当て止め
上げる。
餃
子
冷
凍 子
冷
凍
餃
子 餃
子
冷凍餃子 凍
餃 凍
餃
子 冷 子 冷
冷
凍
冷
凍
餃
凍
餃
子
冷 餃
子
凍
餃
子 冷
凍
餃
子
冷 冷
凍 子
冷
凍
餃
餃
子
餃
子 冷
凍
凍 凍
餃
子
冷 冷 子
冷
凍
餃
解説 冷凍餃子を包装する工程からダンボールへ箱詰めする工程のコンベアに移載する装置です。
コンベアから製品を自然に落下させ、L型の受け治具を設けたエレシリンダー上に段積みを行い、次工程のコンベアに移載します。
以前はエアシリンダーを使用していましたが、移載する際の動き出しと停止時の衝撃により荷崩れを起こし、不良品が出ていました。
また、荷崩れを起こさないようにするために速度を上げることができませんでした。
エレシリンダーは、A(速度)・V(加速度)・D(減速度)を個別に設定することができるため、発進・停止時はゆるやかに、
途中は高速で移動させることができ、サイクルタイムを 5秒→4.7 秒に短縮することができました。
また、動作時の衝撃が無いため、荷崩れにより発生していた不良を 0.5%→0%に削減することができました。
Page10
食 品
パンの移載搬送装置
用途 パンをトレー移載用コンベアへ切出す装置
センサー
ストッパー
パン
移載用コンベア
EC-TW4H
トレーへ
解説 パンをトレーに移載する際、移載用コンベアへ切出しますが、
ストッパーで搬送タイミングを変える必要がありました。
エレシリンダーでは始点・終点の位置調整や速度・加減速度調節が簡単に設定できるので、
搬送のタイミングをスムーズに変更でき、サイクルタイムを、短縮する事ができました。
Page11
食 品
紙パック素材供給装置 EC-R6M-100-2-B-FT-WL
用途 紙パック素材を次工程に
供給します。
吸着パッド
次工程へ移載。
ガイド
紙パックの素材
センサー
EC-R6M-200-2-B-FT-WL
解説 エレシリンダーで段積みされたワーク(液体用紙パック成形する前のもの)を決まった位置まで上昇させます。
段積みされたワークの上部をセンサーで検知し、停止させます。その後、最上段のワークを吸着パッドで吸着し、
次工程へ送ります。
エアシリンダー使用時は速度が安定せず、目標位置からずれて停止するため、吸着ミスが発生していました。
エレシリンダーに変えたことで安定した速度で動作させることができるようになりました。
これにより、目標位置で停止することができるようになり、吸着ミスが無くなりました。
Page12
食 品
通い箱のフタ脱着装置
用途 加工後の部品を入れる通い箱のフタを脱着する装置。
EC-GS4-GT3
フタ
EC-S6SH
樹脂成形部品
通い箱
❷部品を通い箱に
詰める(手作業)
❶フタを取って
待機位置に移動
❸部品を詰め終わった
通い箱が待機位置に来 ❹フタをした後
たらフタをする に1段下がる
解説 通い箱の「フタを取る → フタをする動作」の機構にエアシリンダーを使っていましたが、フタの落下や、位置ズレによって
フタが閉まらないことがありました。エレシリンダーは、衝撃がないスムーズな動きができ、数値で指定した位置に停止する
ので、衝撃による落下や、位置ズレでフタがしまらないといった不具合がなくなりました。