



このカタログについて
| ドキュメント名 | ホットランナシステム |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 4.9Mb |
| 取り扱い企業 | 双葉電子工業株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
表紙
ホットランナシステム
HOT RUNNER SYSTEM
VOL.1
Page2
ホットランナシステムとは
ホットランナシステムとは
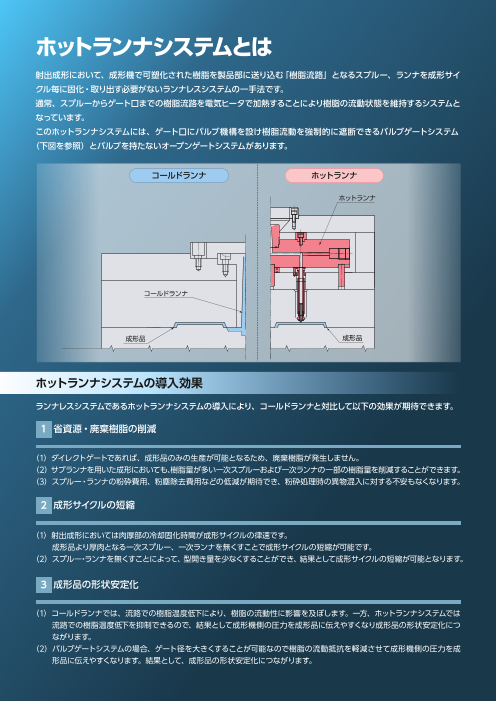
射出成形において、成形機で可塑化された樹脂を製品部に送り込む「樹脂流路」となるスプルー、ランナを成形サイ
クル毎に固化・取り出す必要がないランナレスシステムの一手法です。
通常、スプルーからゲート口までの樹脂流路を電気ヒータで加熱することにより樹脂の流動状態を維持するシステムと
なっています。
このホットランナシステムには、ゲート口にバルブ機構を設け樹脂流動を強制的に遮断できるバルブゲートシステム
(下図を参照)とバルブを持たないオープンゲートシステムがあります。
コールドランナ ホットランナ
ホットランナ
コールドランナ
成形品 成形品
ホットランナシステムの導入効果
ランナレスシステムであるホットランナシステムの導入により、コールドランナと対比して以下の効果が期待できます。
1 省資源・廃棄樹脂の削減
(1)ダイレクトゲートであれば、成形品のみの生産が可能となるため、廃棄樹脂が発生しません。
(2)サブランナを用いた成形においても、樹脂量が多い一次スプルーおよび一次ランナの一部の樹脂量を削減することができます。
(3)スプルー・ランナの粉砕費用、粉塵除去費用などの低減が期待でき、粉砕処理時の異物混入に対する不安もなくなります。
2 成形サイクルの短縮
(1)射出成形においては肉厚部の冷却固化時間が成形サイクルの律速です。
成形品より厚肉となる一次スプルー、一次ランナを無くすことで成形サイクルの短縮が可能です。
(2)スプルー・ランナを無くすことによって、型開き量を少なくすることができ、結果として成形サイクルの短縮が可能となります。
3 成形品の形状安定化
(1)コールドランナでは、流路での樹脂温度低下により、樹脂の流動性に影響を及ぼします。一方、ホットランナシステムでは
流路での樹脂温度低下を抑制できるので、結果として成形機側の圧力を成形品に伝えやすくなり成形品の形状安定化につ
ながります。
(2)バルブゲートシステムの場合、ゲート径を大きくすることが可能なので樹脂の流動抵抗を軽減させて成形機側の圧力を成
形品に伝えやすくなります。結果として、成形品の形状安定化につながります。
Page3
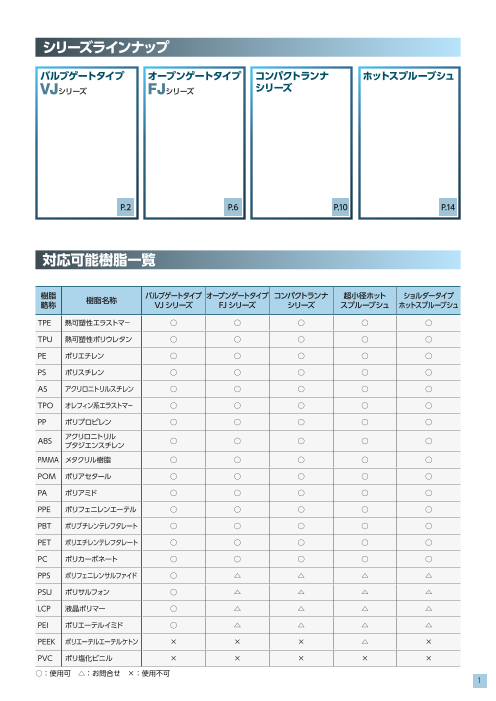
シリーズラインナップ
バルブゲートタイプ オープンゲートタイプ コンパクトランナ ホットスプルーブシュ
VJシリーズ FJシリーズ シリーズ
P.2 P.6 P.10 P.14
対応可能樹脂一覧
樹脂 樹脂名称 バルブゲートタイプ オープンゲートタイプ コンパクトランナ 超小径ホット ショルダータイプ
略称 VJ シリーズ FJ シリーズ シリーズ スプルーブシュ ホットスプルーブシュ
TPE 熱可塑性エラストマ- ○ ○ ○ ○ ○
TPU 熱可塑性ポリウレタン ○ ○ ○ ○ ○
PE ポリエチレン ○ ○ ○ ○ ○
PS ポリスチレン ○ ○ ○ ○ ○
AS アクリロニトリルスチレン ○ ○ ○ ○ ○
TPO オレフィン系エラストマ- ○ ○ ○ ○ ○
PP ポリプロピレン ○ ○ ○ ○ ○
ABS アクリロニトリル
ブタジエンスチレン ○ ○ ○ ○ ○
PMMA メタクリル樹脂 ○ ○ ○ ○ ○
POM ポリアセタール ○ ○ ○ ○ ○
PA ポリアミド ○ ○ ○ ○ ○
PPE ポリフェニレンエーテル ○ ○ ○ ○ ○
PBT ポリブチレンテレフタレート ○ ○ ○ ○ ○
PET ポリエチレンテレフタレート ○ ○ ○ ○ ○
PC ポリカーボネート ○ ○ ○ ○ ○
PPS ポリフェニレンサルファイド ○ △ △ △ △
PSU ポリサルフォン ○ △ △ △ △
LCP 液晶ポリマー ○ △ △ △ △
PEI ポリエーテルイミド ○ △ △ △ △
PEEK ポリエーテルエーテルケトン × × × △ ×
PVC ポリ塩化ビニル × × × × ×
○:使用可 △:お問合せ ×:使用不可
1
Page4
ホットランナシステム バルブゲートタイプ VJシリーズ
■小形成形品にも対応可能な
狭ピッチを実現可能
■ガラス等のフィラー含有スーパーエンプラや
エンプラにも対応可能な耐摩耗仕様
ホットランナシステム ■大形成形品にも対応可能
バルブゲートタイプ
VJシリーズ
特長
狭ピッチを実現する「楕円シリンダ」
特許所得済みの楕円シリンダを使用することにより、受圧面積を極端に減らすことなく、ゲートを「狭ピッチ化」す
ることができます。
楕円シリンダの受圧部
丸型シリンダの受圧部
標準シリンダの最小ピッチ「21mm」 !!
55mm
2
Page5
ゲートチップ
ボディレスゲートチップ フルボディゲートチップ スプルーゲートチップ
ゲート跡 ゲート跡 ゲート跡
ガイド
2段嵌合方式で
ゲートチップ外周の
バリを予防
基本構成
バルブピンリテーナ
スペーサブロック
シリンダ(エア駆動・油圧駆動)
取付板
バルブピンスペ-サ
冷却孔
ピンブッシングリテーナ マニホールド
ブロック
冷却孔 シールリング
受板
ピンブシング
冷却孔 型板
ヒーターカバー
角コイルヒータ
バルブピン
ガイドピン ピンガイド ゲートチップ
3
キャビ板 ホットハーフ
Page6
ホットランナシステム バルブゲートタイプ
VJ シリーズ
ゲートピッチ
楕円シリンダ採用時
min21
min21 min50 min38 max28
丸型シリンダ採用時
C
A B
φ30 φ30
C
A B
φ30 φ30
C
A B
シリーズ ゲートピッチ ゲートピッチ ゲートピッチ
A B C
0 0 エア駆動
φ3 φ3 26 55 96 69
エア駆動
50 55 96 69
エア駆動
70 66 109 84
油圧駆動
75 68 102 77
油圧駆動
200 100 134 109
4
min80
C
C
C
Page7
ノズル長さ
シリーズ Z 寸法
26 10 ~70
50 25 ~155
70、75 30 ~167.5
200 65 ~270
※特注寸法も承ります。
ゲート部加工図
26シリーズ 26シリーズ 50、70、75、200シリーズ 50、70、75、200シリーズ
ボディレス フルボディ及びスプルー ボディレス フルボディ及びスプルー
ゲート部詳細図 ゲート部詳細図 ゲート部詳細図 ゲート部詳細図
φ17 φ17 φE φE
45゜
φ13 45゜ 6
φ6.5+0.01 φ13 φT5 0゜
0 +0.01 6
※2 φ8+0.01 φT3 0 φT5 0
20゜ 0 ゜
2 .2 R φT4 φT2+0.01
0. R3 R0 3~ ゜ 45 0
R ~ R
R0.2 R5 5 45 ゜
R0.5 15゜ +0.01
R5 φT1 0
R0.5 R0.2 R0.2 R5
φ1.0+0.005
0 ※1 φ6+0.01
0
ゲート径 φP2 +0.01
0 ゲート径 φP1+0.01
0
※1寸法が変更になった場合は※2寸法も変更になります。
本図は※1寸法 φ6の場合のゲート部詳細図です。
バルブゲート 加工寸法表 (50、70、75、200シリーズ用)
加工部名称 記号 50 シリーズ 70、75シリーズ 200 シリーズ
ゲートノズルヒータ部逃がし径 E 28 40 64(min55)
ゲートチップ嵌め合い部径 ( 標準 T 径) T1 2.50 ~12.00 5.00 ~16.00 12.00 ~25.00
ゲートチップガイド嵌め合い部径 T2 T1+(1.7 ~ 4.7)
ゲートチップ嵌め合い部長 L1 お打ち合わせ
ゲートチップガイド嵌め合い部長 L2 お打ち合わせ
型板部 ゲートチップ嵌め合い部径 T3 12.5 16 22
ゲート部内径 T4 7.2 11 15
ゲート径 P1 2.5 2.0 ~ 4.0 3.5 ~7.0
バルブピン嵌め合い部深 L3 0.3 ~1.2
ゲート径 P2 2.5 2.0 ~ 4.0 3.5 ~7.0
ゲート口からの距離 L4 3 4.5 7.5
ゲートチップ嵌め合い部長さ L5 2 2 2.5
ゲートチップ 6 面逃げ寸法 T5 16 22 32
上記寸法は参考寸法です。樹脂により変更する場合もあります。
ゲートチップ嵌め合い径を小さくするなど、特注仕様も承ります。詳しくは弊社にご相談ください。
ゲート先端部は、金型温度が上昇する傾向にありますので、できるだけ効率良く冷却回路を設定して冷却がバランスよく、充分に出来るように設計
してください。
5
Z寸法 10~70±0.01
3.5+0.05
0
2.2+0.05
0
0.25
Z寸法
Z寸法 10~70±0.01
※2 3.4+0.05
0
※2 1.2+ 0.05
0
Z寸法
L4 L5
L3
Z寸法
L2+0.1
0
L1+0.1
0
Page8
ホットランナシステムオープンゲートタイプ FJシリーズ
■バルブゲートシステムと比べ、
少ないコストで
ダイレクトゲートを実現
■ゲートチップの種類が多く、
様々な成形品に対応可能
ホットランナシステム
オープンゲートタイプ
FJシリーズ
基本構成
FJNシリーズ マニホールドブロック
取付板 スペーサブロック
受け板
型板
スプルーゲート スルーホール ボディレスポイント
チップ チップ ゲートチップ
FJシリーズ
スプルーゲート 延長形スプルー フルボディポイント ボディレスポイント
チップ ゲートチップ ゲートチップ ゲートチップ
6
Page9
ゲートチップ
FJNシリーズ
標準 ボディレスポイントゲートチップ 耐摩耗 ボディレスポイントゲートチップ
成形樹脂温度の上限が290℃までのフィラーを含まない 成形樹脂温度の上限330℃までの樹脂に使用。
樹脂に使用。 フィラーの有無に関わらず使用可能。
リテーナチップ(チタン) リテーナチップ
ニードル ニードル
スリーブ
耐摩耗 スルーホールチップ スプルーゲートチップ
スルーホールチップの先端は冷間時におけるノズルのA寸 成形樹脂温度の上限330℃までの樹脂に使用。
法から0.9mm後退した位置に設置されます。 フィラーの有無に関わらず使用可能。
リテーナチップ
ニードル
スリーブ
FJシリーズ
フルボディポイントゲートチップ ボディレスポイントゲートチップ
小さな円形ゲートマークが許されるところに用いる。銅合 ニードルに銅合金を使用することで熱伝導性を均一にし、
金を使用することで、熱伝導性を均一にし、きれいなゲー 円形ゲートマークの無い、理想的なゲート跡を実現する。
ト跡を実現する。
リテーナチップ リテーナチップ
ニードル(銅合金) ニードル
スプルーゲートチップ 延長形スプルーゲートチップ
成形品やランナに小さなスプルーの突起があっても問題が 先端に19mmの加工代があるため、ランナや成形品の形
ない場合に用いる。流路に生じる流動抵抗が少ないため、補 状に合わせてゲート長を調整することが可能。
強材入り樹脂の成形や、大形成形品に対して推奨される。
7
Page10
ホットランナシステム オープンゲートタイプ
FJシリーズ
ゲートピッチ・ノズル長
FJN シリーズ
最小ゲートピッチ
(X寸法) ノズル長さ(Z寸法)
17 13~75
FJ シリーズ
タイプ 最小ゲートピッチ ノズル長さ※
(X寸法) (Z寸法)
S 39 20~140
M 51 20~165
L 77 20~240
※ 延長スプルーゲートチップ使用時は+19
最小ピッチX
ゲート部加工図
FJN シリーズ
45
4 ゜
5゜
φ15.5~φ19 φ15.5~φ19
MIN 5 .25
冷却孔 R0
MIN 3 φ13
X R 120゜ MIN R0.25
MA φ9.8+0.005 冷却孔 MAX R1
0
90゜ MIN 5 30゜
MIN R0.25
MAX R0.38
R4.76 R3.18
最小ゲート径
MIN φ0.71(フィラー無し樹脂)
MIN φ1.27(フィラー入り樹脂) ランナ
MIN R12.7 φ7 +0.01
0
8
MIN 5
5.38
Z寸法
ゲートランド
MAX0.13 3.18
MAX0.89
2.54 0 2.03+0.13
-0.13 0
Z寸法 MIN 13mm, MAX 75mm
13
MIN 5
4
2
R2
ランナ高さ
MAX3.3
5.3
7.3 1
Z寸法 MIN 13mm, MAX 75mm
Page11
FJ シリーズ
ゲート部加工寸法
スプルーゲート
φN φN 延長スプルーゲート
フルボディポイントゲート
タイプ N D
120゜ S 30 9.54 12.7 19.05 25.4
120゜ M 40 - 12.7 19.05 25.4
φQ +0.01
0
L 54 - - - 25.4
R0.2 R5 80゜ ボディレスポイントゲートタイプ
R5 R0.2
タイプ 非耐摩耗 耐摩耗 Q R
ゲート径φP 最小 P 最小 P
S 0.72 1.52 9.52 3.18
M 0.72 1.52 12.7 4.75
φD +0.01
0
L 3.2 3.2 15.88 7.92
樹脂量の目安
FJNシリーズ
ゲート径(mm) 樹脂量の目安(g)
ゲートチップ
最小 最大 ゲート径 低粘度 中粘度 高粘度
ボディレスポイント φ1.0 10 10 5
ゲートチップ φ0.8 φ1.5
φ1.6 10 10 10
φ0.7 10 10 7
スルーホールチップ φ0.8 φ1.5
φ1.1 10 10 10
スプルーゲートチップ φ2.0 φ2.0 φ2.0 40 30 20
FJシリーズ
樹脂量の目安(g)
ゲートチップ タイプ ゲート径(mm)
低粘度(g) 中粘度(g) 高粘度(g)
φ1.5 300 200 100
S φ2.0 500 300 200
ボディレスポイント φ3.2 750 500 300
ゲートチップ φ2.0 500 300 200
M φ3.2 750 500 300
φ3.8 1,000 750 500
S φ1.5 400 250 200
φ2.0 500 490 250
フルボディポイント M φ2.0 750 500 300
ゲートチップ φ2.5 1,000 750 500
L φ3.2 1,500 1,000 750
φ3.8※ 2,000 1,500 1,000
φ2.0 2,000 1,500 1,000
S φ2.5※ 2,500 2,000 1,500
φ3.2※ 3,000 2,500 2,000
φ3.2 4,000 3,000 2,000
スプルーゲートチップ M φ4.7※ 5,000 4,000 3,000
φ6.4※ 6,000 5,000 4,000
φ4.8 5,000 4,000 3,000
L φ6.4※ 6,000 5,000 4,000
φ7.9※ 7,000 6,000 5,000
※ この寸法のゲートチップは特注仕様となります。
9
2+0.05
0
ゲートランド0.1~0.15
0.5
2.5+0.1
0
4.7±0.05R
Page12
コンパクトランナシリーズ
■サブランナにゲートを落とすオープンタイプ
■マニホールドに構成部品が全て組込まれているシンプ
ルな構造の為メンテナンス性に優れ、かつ、安価なシ
ステムです
■ 使用温度範囲:170℃~320℃
使用温度を超える場合は別途ご相談願います。
X 形マニホールド I 形マニホールド
コンパクトランナシリーズ
特長
優れたコストパフォーマンス
6,000 14万ショットで 50万ショットで
導入費用を回収!! 約168万円の効果!!
4,000
2,000
0
2,000
コールドランナ
4,000 コンパクトランナ
バルブゲート式ホットランナ
6,000
0 100 200 300 400 500 600 700 800 900 1,000
成形ショット数(千ショット)
成形品の仕様 追加費用
金型サイズ 縦350mm × 横 400mm コンパクトランナ(4 点ゲート) 600,000 円
成形品 樹脂ワッシャ バルブゲート式ホットランナ(8 点ゲート) 3,800,000 円
成形品サイズ 外径φ44mm×内径φ34mm×厚さ2.4mm ・初めてホットランナを導入される際は、温度コントローラが必要となります。
重量 1.46 g/個 尚、効果金額の算出に温度コントローラの導入費用は含まれておりません。
樹脂 PP(ポリプロピレン)
取り数 8個取り
10
効果金額(千円)
Page13
効果金額算出条件
金型の種類 コールドランナ コンパクトランナ バルブゲート式ホットランナ
スプル・ランナの
削減イメージ
1ショットあたりの樹脂量 26.2(g/ ショット) 14.3(g/ ショット) 11.7(g/ ショット)
サイクルタイム 25.0(秒 / ショット) 20.0(秒 / ショット) 12.0(秒 / ショット)
樹脂材料費用※1 5.2(円 / ショット) 2.9(円 / ショット) 2.3(円 / ショット)
成形費用※2 10.4(円 / ショット) 8.3(円 / ショット) 5.0(円 / ショット)
合計 15.7(円 / ショット) 11.2(円 / ショット) 7.3(円 / ショット)
効果金額(コールドランナ比) 基準 4.5(円 / ショット) 8.3(円 / ショット)
※1 樹脂材料単価200(円/kg)で算出しております。
※2 成形チャージ1,500(円/時間)で算出しております(金型費は含んでおりません)。
初めてのホットランナでも取扱いが簡単
1. 構造が簡単 !! 2. 組込み用加工が簡単 !!
構成部品をユニット化! ライザパッド
マニホールド
組込みは「ノックピン」で位置決めするだけ! スプルーブシュ ヒータ
熱電対
取付板
金型構成図
スペーサ 5-φ6+0.0120
ランナアタッチメント 取付板
キャビ板 ノズル
ランナ
A アタッチメント※1
±0.01 A±0.01
ノックピン B±0.02 B±0.02 ノズル部
【ノズル部詳細図】
キャビ板 スペーサ コンパクトランナ
3. 配線が簡単 !!
ノズル
2カ所のコネクタを 2 ランナ
差込むだけ ! アタッチメント
※2 ΦE ±0.005
1
A:ゲート位置 D:ランナアタッチメント座深さ
B:ノックピン位置 E:ランナアタッチメント径
C:スペーサ板厚
1点温度コントローラ
CTC-01A
※1 ランナアタッチメントはゲート部の摩耗を防ぐためのオプション部
品です。
※2 ランナアタッチメントを使用する場合のみ必要となります。
11
D+0.010
C±0.01
Page14
コンパクトランナシリーズ
基本構成
マニホールド
マニホールドの形状はI形、X形の2種類があります。
(1)I形 各ゲートが一直線上に配置されるタイプです。 熱電対
ゲートはマニホールドのタイプにより 熱電対はJタイプ、Kタイプの
最大8点の設置が可能です。 2種類があります。
(2)X形 樹脂流路がX字(90度)に交差し、
その流路上の任意な位置に
ゲートが4点配置できるタイプです。
ヒータ
X 形マニホールド I 形マニホールド ヒータはマニホールドタイプ
により出力が決まります。
ライザパッド
ライザパッドはマニホールドタイプにより
2種類があります。
ノズル
ノズルはLタイプ、Sタイプ、Jタイプ、
Kタイプの4タイプがあります。
ノックピン
ノックピンはマニホールドタイプにより スプルーブシュ
2種類があります。 スプルーブシュはノズル
タッチの形状に合わせて
SRを選択できます。
12
Page15
ノズル
1. 流路径が広く流動性を確保 !! 2. ノズル径が細く干渉を防止 !!
φ8 φ6
φ25 φ18
Lタイプ(標準) Sタイプ(省スペース)
ノズル寸法 N:15・20・25・30・35・40・45 ノズル寸法 N:15・20・25・30・35・40
3. エンプラ・フィラー入り樹脂などで流動性が気になる場合に最適 !!
φ6
φ25 ヒータ付ノズル
Jタイプ(J電熱対)・Kタイプ(K電熱対)
ノズル寸法 N:45・50・55・60・65・70
ゲート位置が深く、長いノズルが必要な場合や、エンプラ、フィラー
入り樹脂などで流動性が気になる場合に効果を発揮します。
※図は組込みイメージです。
※詳細は専用カタログを用意しておりますのでお問合せください。
タイプ ゲート径 内部流路径 長さ
(1)L タイプ φ2.0 φ 8.0 7種類
(2)S タイプ φ1.5 φ 6.0 6 種類
(3)J タイプ ヒータ付ノズル(J 熱電対) φ1.5 φ 6.0 6 種類
(4)K タイプ ヒータ付ノズル(K 熱電対) φ1.5 φ 6.0 6 種類
13
N
N
N
Page16
ホットスプルーブシュ
ショルダータイプホットスプルーブシュ
超小径ホットスプルーブシュ
■簡単な追加加工で、手軽にホットスプルー化が可能
ホットスプルーブシュ
仕様
ショルダータイプホットスプルーブシュ
9 L1※1 スプルーゲート
ヒータ 熱電対 リテーナチップ
SR※4
フルボディポイントゲート
スプルーゲート リテーナチップ リテーナチップ
ゲートノズル 25+0.03
+0.01 フルボディポイントゲート}:L ±0.03 スナップリング ニードル
ボディレスポイントゲート :L +0.04
-0.05
サイズ スプルーゲート フルボディ ボディレス
記号 D1 D2 D ポイントゲート ポイントゲート※2
ゲート径 E ゲート径 ゲート径 ※2
M 40 22 10 2 3.7 2 2 ボディレスポイントゲート
L 46 27 12 3.2 4.9 2.5 2.5 リテーナチップ
長さ L L1 SR d ニードル
<付属品>
45 54.5 11 4 ワイヤカバー(2 枚)
65 74.5 16 5 六角穴付きボルト M5 ×10(2 本)
85 94.5
※1 熱膨張量は、L1寸法を用いて算出してください。 L +0.04
-0.05
〈熱膨張量計算式〉 熱膨張量=L1×1.14×10 -5 ×(成形樹脂温度-20℃)
※2 ボディレスポイントゲートのゲート径は、金型に加工する推奨ゲート径です。 注)ボディレスポイントゲートの長さ(L)は、
フランジからニードル先端までの距離です。
※3 チップ先端径(D)は、ホットスプルーブシュのサイズ記号によって決まっております。
※4 ノズルタッチSRは、規格以外の寸法も特注にて承ります。
サイズ ゲート SR※ 4 熱電対
品名 L D※ 3 部品名 材質 硬度
記号 記号 種類 記号 寸法 記号 種類 ゲートノズル SUS420J2
相当 48HRC 以上
M 45 S スプルーゲート 10 A 11 J Jタイプ リテーナ SUS420J2
H-HSC 48HRC 以上
65 F フルボディポイントゲート チップ 相当
L 銅合金
85 B ボディレスポイントゲート 12 F 16 K Kタイプ ニードル +メッキ 33HRC 以上
14
φD1 0
-0.025
φd
φE
φD -0.005
-0.010
φD2
ゲート径 ゲート径 ゲート径
φE
φD -0.005 -0.005 -0.005
-0.010 φD -0.010 φD -0.010
φD2 φD2 φD2
Page17
超小径ホットスプルーブシュ
L1※1 〈付属品〉
25 ヒータリード線※2 11.9 ・ワイヤカバー(2枚)
(9.5) ・ワイヤカバー取付け用
ヒータ E 六角穴付きボルト
SR11 M5×10(2本)
・ホットスプルーブシュ取付け用
六角穴付きボルト
M5×15(4 本)
A面※1
φ25 スナップリング
2 5 3 断熱板 リテーナチップ
4-M5ボルト穴
13 L ±0.03※1
※1 全長寸法はリテーナチップA面にて調整してください。
長さ寸法の熱膨張量はL1寸法をご使用の上算出ください。
〈熱膨張量 計算例〉 熱膨張量 = L1 × 1.14 × 10-5×(成形樹脂温度-20℃)
※2 温度センサIC(J)タイプとなります。
部品名 材質 熱処理硬さ 品名 L D L1 E ヒータ容量
寸法 許容差 (230V) W
ノズル SUS420J2相当 48HRC以上 7 6.7
リテーナチップ(φ7) SUS420J2相当 48HRC以上 45 10 53.3 8.1 165
リテーナチップ(φ10) SUS420J2相当 48HRC以上 H-HSB 65 7 -0.005
10 -0.011 73.3 6.7
8.1 220
ヒータ 銅合金 - 7 6.7
断熱版 ケイ酸系バインダー - 85 10 93.3 8.1 250
特長
成形サイクルの短縮、成形不良軽減、材料コスト削減に効果を発揮
コールドスプルーブシュ使用時 超小径ホットスプルーブシュ使用時
削減された樹脂
1.成形サイクルの短縮〈成形樹脂:PP〉
コールドスプルーブシュ使用時 :18 秒 / ショット
小径ホットスプルーブシュ使用時 :14 秒 / ショット}4 秒 / ショットの成形サイクル短縮
10 万ショットの場合4秒 / ショット×10 万ショット= 400,000 秒…約 111 時間の成形サイクル短縮
成形機チャージ 2,000 円 / 時と仮定した場合 111 時間× 2,000 円 / 時=222,000 円のコスト削減 !!
2.充填時の圧力損失を抑制〈成形樹脂:PBT〉
コールドスプルーブシュ使用時 :76.9Mpa 同一成形条件で 46.8Mpa の金型内樹脂圧力の損失を抑制
小径ホットスプルーブシュ使用時 :123.7Mps}※数値は弊社の金型内樹脂圧力測定機モールドマーシャリングシステムによる測定値となります
樹脂流路での圧力損失が少なくなるので、成形機側の圧力設定が金型内の樹脂に反映しやすくなる…圧力に起因する成形不具合を軽減 !!
3.材料コストの削減〈成形樹脂:LCP + GF35%〉
コールドスプルーブシュ使用時 :5.08g/ 個
小径ホットスプルーブシュ使用時 :4.48g/ 個}0.6g/ 個の樹脂を削減
10 万ショットの場合 0.60g/ 個×10 万ショット=約 60kg…約 11%の樹脂を削減 !!
スーパーエンプラ樹脂 2,000 円 /kg と仮定した場合…120,000 円のコスト削減 !!
15
φ35 0-0.025
φ4
φ34
φ13.5
φ10
φ2
φ3.7
10°
φD
Page18
ホットスプルーブシュ
組込加工
ショルダータイプホットスプルーブシュ
金型への組込事例
55 50 57
30 ワイヤカバー 54 20
27
R5 R5
(50) 10
スリーブ
15 リード線に曲げることができない
スリーブがあるため、配線溝の向きを
ターミナルボックス 2-M6X15 変えるときはR80で設計してください。
φDZ3
φdZ ロケートリング
A
固定側取付板
A
φDZ1+0.03
+0.01
M5X10 1012
5 製品 固定側型板
A-A矢視 サブランナ
冷却 可動側型板
固定側
ゲート部詳細図 ゲート部周りの冷却は、製品冷却回路と別回路で設けてください。
取付板
スプルーゲート フルボディポイントゲート ボディレスポイントゲート
ノックピン フランジ φDZ2 φDZ2 φDZ2
120゜ 120゜ 120゜
固定側取付板にホットスプルーブシュの
フランジを組付ける場合は、プレート 90゜
の位置ずれによるホットスプルーブシュ
の破損を防ぐために位置決めノックピ
ンを設けてください。
φDZ+0.01
0 φDZ+0.01 製品
0
ゲート径
φDZ以上※2 φDZ以上※2
φDZ+0.01
0
※2 リテーナチップ先端が可動側型板と接触して破損しないようにφDZ以上の成形品及びランナを設けてください。
保護ブシュ ※3 ゲート跡による成形品表面の凸を嫌う場合は、成形品側のゲート部に0.2~0.3mmの凹を設けてください。
サイズ記号 DZ DZ1 DZ2 DZ3 dZ ボディレスポイントゲートのゲート径
ストリッパ M 10 40 26~33 42以上 34~36 φ2
プレート L 12 46 32~38 48以上 40~42 φ2.5
長さL L1
3プレート構造でストリッパプレートを ※1 熱膨張量は、L1寸法を用いて算出してください。 45 54.5
ご利用いただく場合は、保護ブシュを L1寸法は、L寸法によって異なりますので右表を参照してください。 65 74.5
設けてください。 〈熱膨張量計算式〉 熱膨張量=L1×1.14×10-5 ×(成形樹脂温度-20℃) 85 94.5
ロケートリングの形状例
ショルダータイプホットスプルーブシュは、ロケートリングで押さえて固定します。
ロケートリングの形状は、成形機側のプラテンで力を受けられるフランジ付きを使用してください。
φdZ φdZ φdZ
通常使用例 ノズルタッチ部が浅くなる場合 成形機側のノズルと干渉する場合
ロケートリングにザグリを設けてください。 ロケートリングにテーパ状の逃がしを設けてください。
16
64
50 12 40 12
26~33 27 27
2~2.3
R0.2
12 8
(21)
17 130
110
1.5~2 90
R0.2 70
0
0.1~0.15
4.5±0.05 4
2.5 +0.1
0 熱膨張量+L※1
±0.01 25±0.0110
R0.2
0.2~0.3※3
12
R5
.2以
下
R0
0
R8
R5
R5
Page19
超小径ホットスプルーブシュ
55 50 30 スリーブ 75
40
ワイヤカバー 配線溝
27 54
0
(50)
27
スリーブ 12
リード線に曲げることができない
スリーブがあるため、配線溝の向きを
ターミナルボックス 変えるときはR80で設計してください。
ロケートリング 4-M5
φ40
φ35+0.03+0.01
A
R5 A 固定側取付板
15 2-M6
※3 φ15.5
10 12
6
5 0°
固定側型板
M5深さ12
※2 R
A-A矢視 0.5
冷却※1 可動側型板
φD+0.010
※1 ゲート部周りの冷却は、製品冷却回路と別回路で設けてください。
※2 ゲートチップ先端は可動側型板と接触しないように樹脂溜まりを設けてください。
※3 プレートの位置ずれにより、ホットスプルーブシュが破損しないように、位置ずれ防止用のノックピンを設けてください。
樹脂量の目安 ※ 数値は効果を保証するものではなく、参考値となります。
ショルダータイプホットスプルーブシュ 樹脂量の目安
スプルーゲート フルボディポイントゲート・ボディレスポイントゲート
g/ショット以下 g/ショット以下
メルトフロー指数 サイズ記号:M サイズ記号:L メルトフロー指数 サイズ記号:M サイズ記号:L
ゲート径:φ2 ゲート径:φ3.2 ゲート径:φ2 ゲート径:φ2.5
低粘度(>16) 500 1000 低粘度(>16) 200 310
中粘度(7-16) 375 750 中粘度(7-16) 150 200
高粘度(<7) 250 500 高粘度(<7) 100 150
超小径ホットスプルーブシュ 樹脂量の目安
メルトフロー指数 g/ショット以下
低粘度(>16) 40
中粘度(7-16) 30
高粘度(<7) 20
17
50
26~33
8
150
17
110 (21)
85
R5
45
2~2.3 15 10
R5
0
12 5
熱膨張量+L+0.01
80R
Page20
営業所・出張所のご案内
ご注文・お問い合わせは下記の営業所までお願いいたします。
営業所 担当エリア
東京営業所 tokyohigashi@futaba.co.jp 茨城(北茨城市、堺町、八千代町、桜川市、筑西市、
下妻市、結城市、古河市以外)・千葉・
〒131-0034 東京都墨田区堤通1-19-9 埼玉(宇都宮出張所担当エリア以外)・
リバーサイド隅田セントラルタワー16階 東京(新宿区・文京区・台東区・墨田区・江東区・中野区・杉並区・
TEL 03-3616-1730(代) FAX 03-3616-1731(代) 豊島区・北区・荒川区・板橋区・練馬区・足立区・葛飾区・江戸川区)
仙台出張所 sendai@futaba.co.jp
〒984-0011 宮城県仙台市若林区六丁の目西町8-1斎喜センタービル401号
TEL 022-287-0327(代) FAX 022-288-0072 北海道・青森・岩手・宮城・秋田・山形・
郡山出張所 福島・新潟・茨城(北茨城市のみ)
〒963-8041 福島県郡山市富田町坦ノ腰58-1第2横山ビル103
TEL 024-961-8124(代) FAX 022-288-0072
宇都宮出張所 栃木・群馬・
〒312-0982 栃木県宇都宮市御幸ヶ原町39-61ウィングコーポⅢ102号 茨城(堺町・八千代町・桜川市・筑西市・下妻市・結城市・古河市)・
TEL 03-3616-1730(代) FAX 03-3616-1731(代) 埼玉(小鹿野町・皆野町・秩父市)
町田出張所 tokyonishi@futaba.co.jp 東京(東京営業所担当エリア以外)・神奈川・
〒194-0001 東京都町田市つくし野3-23-41マルビシビル3A号室 静岡(小山町・長泉町・清水町・伊豆の国市・
TEL 042-788-1200(代) FAX 042-788-1204 裾野市・御殿場市・三島市・沼津市)
名古屋営業所 nagoya@futaba.co.jp
〒461-0027 名古屋市東区芳野1-16-32
TEL 052-931-4536(代) FAX 052-931-8049
静岡(町田出張所担当エリア以外)・愛知・岐阜・三重・福井
浜松出張所
〒430-0929 静岡県浜松市中区中央1-8-25ADLビル5階
TEL 052-931-4536(代) FAX 052-931-8049
岡谷出張所 okaya@futaba.co.jp
〒394-0004 長野県岡谷市神明町2-11-20
TEL 0266-23-3611(代) FAX 0266-23-3557
山梨・長野・富山・石川
金沢出張所
〒920-0022 石川県金沢市北安江1-3-4Kオフィス101号
TEL 076-224-8229(代) FAX 0266-23-3557
関西営業所 kansai@futaba.co.jp
〒577-0016 大阪府東大阪市長田西3-4-27
TEL 06-6746-7781(代) FAX 06-6746-7786 滋賀・京都・大阪・兵庫・奈良・和歌山・鳥取
明石出張所 岡山・徳島・香川・高知
〒674-0093 兵庫県明石市二見町南二見20-4
TEL 078-943-6180(代) FAX 06-6746-7786
広島出張所
〒733-0022 広島市西区天満町8-15吉田ビル201号
TEL 082-232-3221(代) FAX 082-232-3272 島根・広島・山口・愛媛・
九州出張所 nishinihon@futaba.co.jp 福岡・佐賀・長崎・熊本・大分・宮崎・鹿児島・沖縄
〒802-0001 福岡県北九州市小倉北区浅野2-11-15小倉興産7号館409号室
TEL 093-512-8131(代) FAX 093-512-8132
精機営業センター
〒299-4395 千葉県長生郡長生村薮塚1080 長生精機技術センター TEL 0475-30-0809(代) FAX 0475-30-0818
18