



高精度肩削りカッターの代名詞CoroMill(R) 390シリーズに 小径タイプがついに登場!
鋼フライス加工用CVD材種GC4330、GC4340追加
中仕上げ加工領域でソリッドエンドミル並の高精度加工を小径用07切れ刃で実現。工具コストを削減します。
◆円筒シャンク、CoromantCapto、コロマントEHヘッドの3種類
◆工具径:9.7、10.0、11.7、12.0、13.7、14.0、15.7、16.0、18.0(コロマントEH)、20.0、25.0、32.0mm
◆新トルクレンチで簡単なチップ取付け、安定した加工を実現
◆GC1130
・汎用性の高いCoroMill390に最適な鋼加工用材種
・鋼フライス加工用に最適化された新PVDコーティングで優れたチッピング耐性
・ドライ、ウェット加工の両方で高性能を発揮
◆GC4330、GC4340
・汎用性の高いCoroMill390に最適な鋼加工用CVD材種
・Inveioコーティングが高い摩耗性と長い工具寿命を実現
◆詳細はカタログをダウンロードしご覧いただくか、お気軽にお問い合わせ下さい。
このカタログについて
| ドキュメント名 | 小型・高精度肩削りカッター CoroMill(R) 390-07切れ刃 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 3.4Mb |
| 登録カテゴリ | |
| 取り扱い企業 | サンドビック株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
CoroMill® 390-07
加工事例 フライス工具カタログ
加工事例 1 加工事例 2 CM-088J
カッター:R390-012A12-07M 被削材:低合金鋼 カッター:R390-012A12-07M 被削材:低合金鋼
チップ:390R-070204M-PM 1130 加 工:溝加工、側面フライス チップ:390R-070204M-PM 1130 加 工:エンドミル加工
加工部品:スライドバー 加工部品:モールドプレート
他社品 CoroMill® 390-07切れ刃
刃数 zn: 2 3 他社品 CoroMill® 390-07切れ刃 ®
主軸回転数 n: 3000 rpm 3000 rpm 刃数 zn: 3 3 CoroMill 390-07切れ刃
切削速度 vc: 113 m/min 113 m/min 切削速度 vc: 150 m/min 151 m/min
テーブル送り vf: 600 mm/min 900 mm/min テーブル送り vf: 1200 mm/min 840 mm/min
刃当り送り fz: 0.1 mm 0.1 mm 刃当り送り fz: 0.1 mm 0.07 mm
軸方向切込み ap: 2 mm 3 mm
軸方向切込み ap: 1 mm 1.5 mm径方向切込み ae: 12 mm 12 mm ®
加工時間 /部品: 5.5 分 3.67 分 径方向切込み ae: 5 mm 5 mm 高精度肩削りカッターの代名詞CoroMill 390シリーズに
切りくず排出量 Q: 14.4 cm3/min 32.4 cm3/min 工具寿命: 29.75 分 44 分
生産性2.3倍!バリのない加工! 工具寿命1.5倍! 小径タイプがついに登場!
加工事例 3 加工事例 4
カッター:R390-012A12-07M 被削材:低合金鋼 カッター:R390-0117A12-07M 被削材:高合金鋼(HRC 50)
チップ:390R-070204M-PM 1130 加 工:正面フライス チップ:390R-070204M-PM 1130 加 工:正面フライス
加工部品:航空機部品 加工部品:スリーブ
ヘッド交換式エンドミル CoroMill® 390-07切れ刃
刃数 zn: 4 3 ソリッドエンドミル CoroMill® 390-07切れ刃
主軸回転数 n: 1804 rpm 3448 rpm 刃数 zn: 3 3
切削速度 vc: 68 m/min 130 m/min 主軸回転数 n: 2000 rpm 1600 rpm
テーブル送り vf: 351 mm/min 414 mm/min 切削速度 vc: 75.4 m/min 58.8 m/min
刃当り送り fz: 0.05 mm 0.04 mm テーブル送り vf: 600 mm/min 168 mm/min
軸方向切込み ap: 2.25 mm 2.25 mm
刃当り送り fz: 0.1 mm 0.035 mm径方向切込み ae: 12 mm 12 mm
工具寿命(加工部品数): 300 300 軸方向切込み ap: 0.5 mm 1.2~1.6 mm
切りくず排出量 Q: 9.48 cm3/min 11.18 cm3/min 工具寿命: 30 分 180 分
ヘッド交換式エンドミルよりも安定した加工! 高硬度鋼で高い性能!
加工事例 5
カッター:R390-016A16-07H 被削材:オーステナイトステンレス鋼
チップ:390R-070204E-MM 1040 加 工:肩削り NEW! 鋼フライス加工用CVD材種
加工部品:航空機部品
1サイズ大きい刃先交換式チップ CoroMill® 390-07切れ刃 GC4330、GC4340追加
刃数 zn: 3 4
主軸回転数 n: 1910 rpm 2387 rpm CoroMill® 切削速度 v : 120 m/min 120 m/min 390-07切れ刃c
テーブル送り vf: 344 mm/min 477 mm/min 中仕上げ加工領域でソリッドエンドミル並の高精度加工を小径用07切れ刃で実現。
刃当り送り fz: 0.06 mm 0.05 mm
軸方向切込み ap: 2.2 mm 2.2 mm 工具コストを削減します。
径方向切込み ae: 9.4 mm 9.4 mm
切りくず排出量 Q: 7.11 cm3/min 9.87 cm3/min ●円筒シャンク、Coromant Capto®、コロマントEHヘッドの3種類
生産性1.4倍! ●工具径:9.7、10.0、11.7、12.0、13.7、14.0、15.7、16.0、18.0(コロマントEH)、20.0、25.0、32.0mm
●新トルクレンチで簡単なチップ取付け、安定した加工を実現
技術相談☎052-456-4465 ●月曜~金曜 祝日を除く ホームページ http://www.sandvik.coromant.com GC1130
安全について コロメール 会員募集中!! ®
●切れ刃や切りくずには直接素手で触らないでください。 ●推奨条件の範囲内でご使用し、工具交換は早めに行ってください。 ●汎用性の高いCoroMill 390に最適な鋼加工用材種新製品情報、展示会情報、キャンペーン情報などいち
●高温の切りくずが飛散したり、長く伸びた切りくずが排出されることがあります。安全カバーや保護めがねなどの保護具を使用してください。 早くお知らせするメールマガジンです。サンドビック
●不水溶性切削油剤を使用する場合は、防火対策を必ず行ってください。 ●チップや部品の取付けは、付属のレンチやスパナを用いて確実に取り付けてください。 コロマントのホームページからご登録ください。 ●鋼フライス加工用に最適化された新PVDコーティングで優れたチッピング耐性
サンドビック株式会社 コロマントカンパニー ●ドライ、ウェット加工の両方で高性能を発揮
カンパニー本社 〒465-0025 名古屋市名東区上社1丁目1801 GC4330、GC4340
TEL(052)778-1001 FAX(052)778-5010 ●汎用性の高いCoroMill® 390に最適な鋼加工用CVD材種
●横浜営業所●仙台営業所●高崎営業所●北関東営業所●名古屋営業所●浜松営業所
●大阪営業所●金沢営業所●兵庫営業所●岡山営業所●広島営業所●福岡営業所 ●Inveio®コーティングが高い摩耗性と長い工具寿命を実現
39
9
13 応
CM-088J/R6 18.10 3M® O環境に配慮し、このカタログでは植物油インキを使用しております。 技術的改良により仕様を予告なく変更する場合もあります。 IS 対
Page2
CoroMill® 390-07
▶CoroMill® 390-07切れ刃 ▶CoroMill® 390-07切れ刃 ランピング角度
加工領域 径9.7-25mm KAPR = 90° Coromant Capto®円筒シャンク防振タイプ 径 20-32mm
- 正面フライス加工 - プランジ加工 円筒シャンク
径 20-32mm
径 9.7-25mm
- 肩削り加工 - フル溝加工 コロマント EH径 9.7-25mm
- ランピングおよびヘリカル加工
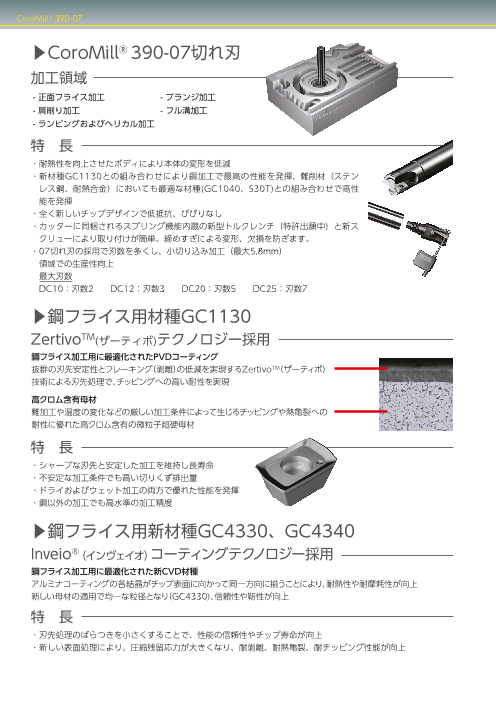
特 長
・耐熱性を向上させたボディにより本体の変形を低減
・新材種GC1130との組み合わせにより鋼加工で最高の性能を発揮、難削材(ステン
レス鋼、耐熱合金)においても最適な材種(GC1040、S30T)との組み合わせで高性
®
能を発揮 ※CoroMill 390-07切れ刃はクーラント穴付きです。 LF = プログラム長さ
・全く新しいチップデザインで低抵抗、びびりなし
最大 最大 最大
・カッターに同梱されるスプリング機能内蔵の新型トルクレンチ(特許出願中)と新ス DC 切込み ランピング角 回転数1)
mm
クリューにより取り付けが簡単。締めすぎによる変形、欠損を防ぎます。 DCON BD1 LB1 LF LU APMX RMPX AZ RPMX円筒シャンク シャンク径
・07切れ刃の採用で刃数を多くし、小切り込み加工(最大5.8mm) 07 9.7 R390-0097A10-07L 2 - - 10 9.2 15 60 15 5.8 7.4° 0.5 0.03 55600
領域での生産性向上 10.0 R390-010A09L-07L 2 - - 9 9.3 100 100 - 5.8 7° 0.5 0.04 54100
R390-010A10-07L 2 - - 10 9.3 15 60 15 5.8 7° 0.5 0.03 54100
最大刃数 11.7 R390-0117A12-07L 2 R390-0117A12-07M 3 - 12 11.0 15 70 15 5.8 5.2° 0.5 0.05 47400
DC10:刃数2 DC12:刃数3 DC20:刃数5 DC25:刃数7 12.0 R390-012A10L-07L 2 - - 10 11.3 120 120 - 5.8 5° 0.5 0.07 46500
R390-012A12-07L 2 R390-012A12-07M 3 - 12 11.3 18 70 18 5.8 5° 0.5 0.05 46500
13.7 R390-0137A14-07L 2 R390-0137A14-07M 3 - 14 12.9 15 80 15 5.8 3.9° 0.5 0.08 42000
▶鋼フライス用材種GC1130 14.0 - R390-014A12L-07M 3 - 12 13.2 140 140 - 5.8 3.8° 0.5 0.11 33800
- R390-014A14-07M 3 - 14 13.2 20 80 20 5.8 3.8° 0.5 0.08 41400
ZertivoTM テクノロジー採用 15.7 - R390-0157A16-07M 3 - 16 14.7 18 90 18 5.8 3.1° 0.5 0.12 38100(ザーティボ) 16.0 - R390-016A16-07M 3 R390-016A16-07H 4 16 15.0 25 90 25 5.8 3° 0.5 0.12 37600
鋼フライス加工用に最適化されたPVDコーティング - R390-016A14L-07M 3 - 14 15.0 25 160 - 5.8 3° 0.5 0.17 2410020.0 - R390-020A20-07M 4 R390-020A20-07H 5 20 19.0 25 110 25 5.8 2.1° 0.5 0.23 32500
抜群の刃先安定性とフレーキング(剥離)の低減を実現するZertivoTM(ザーティボ) 25.0 - R390-025A25-07M 5 R390-025A25-07H 7 25 24.0 32 120 32 5.8 1.5° 0.5 0.41 28200
技術による刃先処理で、チッピングへの高い耐性を実現 円筒シャンク防振タイプ
07 20.0 - - R390-020A20D-07H 5 20 173 120 5.8 2.1° 0.5 0.60 20000
高クロム含有母材 25.0 - - R390-025A25D-07H 7 25 209 150 5.8 1.5° 0.5 0.80 20000
難加工や温度の変化などの厳しい加工条件によって生じるチッピングや熱亀裂への 32.0 - - R390-032A32D-07H 8 32 255 192 5.8 1° 0.5 1.60 15000Coromant Capto® キャプトサイズ
耐性に優れた高クロム含有の微粒子超硬母材 07 20.0 - - R390-020C5D-07H145 5 50 C5 145 120 5.8 2.1° 0.5 0.75 20000
- - R390-020C6D-07H147 5 63 C6 147 120 5.8 2.1° 0.5 1.10 20000
特 長 25.0 - - R390-025C5D-07H175 7 50 C5 175 150 5.8 1.5° 0.5 1.00 20000- - R390-025C6D-07H177 7 63 C6 177 150 5.8 1.5° 0.5 1.35 20000
・シャープな刃先と安定した加工を維持し長寿命 32.0 - - R390-032C5D-07H217 8 50 C5 217 192 5.8 1° 0.5 1.65 15000
- - R390-032C6D-07H219 8 63 C6 219 192 5.8 1° 0.5 2.00 15000
・不安定な加工条件でも高い切りくず排出量 コロマントEHヘッド カップリング径 BD1
・ドライおよびウェット加工の両方で優れた性能を発揮 07 9.7 R390-0097EH10-07L 2 - - 9.7 9.2 12.5 20 12.5 5.8 7.4° 0.5 0.01 55600
・鋼以外の加工でも高水準の加工精度 10.0 R390-010EH10-07L 2 - - 9.7 9.3 12.5 20 12.5 5.8 7° 0.5 0.01 5410011.7 R390-0117EH12-07L 2 - - 11.7 11.0 11.9 20 11.9 5.8 5.2° 0.5 0.02 47400
12.0 R390-012EH12-07L 2 R390-012EH12-07M 3 - 11.7 11.3 11.9 20 11.9 5.8 5° 0.5 0.02 46500
▶鋼フライス用新材種GC4330、GC4340 13.7 R390-0137EH12-07L 2 R390-0137EH12-07M 3 - 11.7 12.9 20.0 20 - 5.8 3.9° 0.5 0.02 4200014.0 - R390-014EH12-07M 3 - 11.7 13.2 20.0 20 - 5.8 3.8° 0.5 0.02 41400
15.7 - R390-0157EH16-07M 3 - 15.5 14.7 15.7 25 15.7 5.8 3.1° 0.5 0.03 38100
Inveio®(インヴェイオ)コーティングテクノロジー採用 16.0 - R390-016EH16-07M 3 R390-016EH16-07H 4 15.5 15.0 15.7 25 15.7 5.8 3° 0.5 0.03 37600
18.0 - R390-018EH16-07M 3 - 15.5 17.0 25.0 25 - 5.8 2.5° 0.5 0.04 34800
鋼フライス加工用に最適化された新CVD材種 20.0 - R390-020EH20-07M 4 R390-020EH20-07H 5 19.3 19.0 14.4 25 14.4 5.8 2.1° 0.5 0.06 32500
アルミナコーティングの各結晶がチップ表面に向かって同一方向に揃うことにより、耐熱性や耐摩耗性が向上 25.0 - R390-025EH25-07M 5 R390-025EH25-07H 7 24.2 24.0 13.9 25 13.9 5.8 1.5° 0.5 0.10 28200
1) 使用回転数は、ホルダの最大回転数も考慮に入れてください。 注文例:R390-0097A10-07L 2個
新しい母材の適用で均一な粒径となり(GC4330)、信頼性や靭性が向上
特 長
・刃先処理のばらつきを小さくすることで、性能の信頼性やチップ寿命が向上
・新しい表面処理により、圧縮残留応力が大きくなり、耐剥離、耐熱亀裂、耐チッピング性能が向上
Page3
CoroMill® 390-07 CoroMill® 390-07
▶CoroMill® 390-07切れ刃 ▶CoroMill® 390-07切れ刃 ® ランピング角度 ▶CoroMill 390-07切れ刃用チップ
加工領域 径9.7-25mm KAPR = 90° Coromant Capto®円筒シャンク防振タイプ 径 20-32mm
- 正面フライス加工 - プランジ加工 円筒シャンク
径 20-32mm
径 9.7-25mm
- 肩削り加工 - フル溝加工 コロマント EH径 9.7-25mm
- ランピングおよびヘリカル加工
E-KL E-ML, NL, PL M-KM, PM E-MM, M-MM
特 長
・耐熱性を向上させたボディにより本体の変形を低減
・新材種GC1130との組み合わせにより鋼加工で最高の性能を発揮、難削材(ステン
レス鋼、耐熱合金)においても最適な材種(GC1040、S30T)との組み合わせで高性
能を発揮 ※CoroMill
® 390-07切れ刃はクーラント穴付きです。 LF = プログラム長さ
コーティング サーメット 超硬
・全く新しいチップデザインで低抵抗、びびりなし
最大 最大 最大
・カッターに同梱されるスプリング機能内蔵の新型トルクレンチ(特許出願中)と新ス DC 切込み ランピング角 回転数1) LE W1 S BS RE
mm
クリューにより取り付けが簡単。締めすぎによる変形、欠損を防ぎます。 DCON BD1 LB1 LF LU APMX RMPX AZ RPMX
07 390R-070202E-PL ● 5.9 4.06 2.40 0.7 0.2
円筒シャンク シャンク径 390R-070202E-ML ● 5.9 4.06 2.40 0.7 0.2
●
・07切れ刃の採用で刃数を多くし、小切り込み加工(最大5.8mm) 390R-070202E-NL 5.9 4.06 2.40 0.7 0.207 9.7 R390-0097A10-07L 2 - - 10 9.2 15 60 15 5.8 7.4° 0.5 0.03 55600 390R-070204E-PL ● 5.9 4.06 2.40 0.7 0.4
領域での生産性向上 10.0 R390-010A09L-07L 2 - - 9 9.3 100 100 - 5.8 7° 0.5 0.04 54100 390R-070204E-ML ● ● 5.9 4.06 2.40 0.7 0.4
R390-010A10-07L 2 - - 10 9.3 15 60 15 5.8 7° 0.5 0.03 54100 390R-070204E-KL ● 5.9 4.06 2.40 0.7 0.4
最大刃数 390R-070204E-NL ● 5.9 4.06 2.40 0.7 0.411.7 R390-0117A12-07L 2 R390-0117A12-07M 3 - 12 11.0 15 70 15 5.8 5.2° 0.5 0.05 47400
軽 390R-070208E-PL ● 5.9 4.06 2.40 0.7 0.8 DC10:刃数2 DC12:刃数3 DC20:刃数5 DC25:刃数7 12.0 R390-012A10L-07L 2 - - 10 11.3 120 120 - 5.8 5° 0.5 0.07 46500 390R-070208E-ML ● ● 5.9 4.06 2.40 0.7 0.8
R390-012A12-07L 2 R390-012A12-07M 3 - 12 11.3 18 70 18 5.8 5° 0.5 0.05 46500 390R-070208E-KL ● 5.9 4.06 2.40 0.7 0.8
●
13.7 R390-0137A14-07L 2 R390-0137A14-07M 3 - 14 12.9 15 80 15 5.8 3.9° 0.5 0.08 5.9 4.06 2.40 0.7 0.842000 390R-070208E-NL
▶鋼フライス用材種GC1130 390R-070212E-PL ● 5.9 4.06 2.40 0.7 1.214.0 - R390-014A12L-07M 3 - 12 13.2 140 140 - 5.8 3.8° 0.5 0.11 33800 390R-070212E-ML ● 5.9 4.06 2.40 0.7 1.2
- R390-014A14-07M 3 - 14 13.2 20 80 20 5.8 3.8° 0.5 0.08 41400 390R-070216E-PL ● 5.9 4.06 2.40 0.2 1.6
ZertivoTM テクノロジー採用 15.7 - R390-0157A16-07M 3 - 16 14.7 18 90 18 5.8 3.1° 0.5 0.12 38100 390R-070216E-ML
● 5.9 4.06 2.40 0.2 1.6
(ザーティボ) 07 390R-070202M-PM ● ● 5.9 4.06 2.40 0.7 0.216.0 - R390-016A16-07M 3 R390-016A16-07H 4 16 15.0 25 90 25 5.8 3° 0.5 0.12 37600 390R-070202M-MM ● 5.9 4.06 2.40 0.7 0.2
鋼フライス加工用に最適化されたPVDコーティング - R390-016A14L-07M 3 - 14 15.0 25 160 - 5.8 3° 0.5 0.17 24100 390R-070204M-PM ● ● ● 5.9 4.06 2.40 0.7 0.420.0 - R390-020A20-07M 4 R390-020A20-07H 5 20 19.0 25 110 25 5.8 2.1° 0.5 0.23 32500 390R-070204E-MM ● ● 5.9 4.06 2.40 0.7 0.4
抜群の刃先安定性とフレーキング(剥離)の低減を実現するZertivoTM(ザーティボ) 25.0 - R390-025A25-07M 5 R390-025A25-07H 7 25 24.0 32 120 32 5.8 1.5° 0.5 0.41 28200 390R-070204M-MM ● ● 5.9 4.06 2.40 0.7 0.4390R-070204M-KM ● ● 5.9 4.06 2.40 0.7 0.4
技術による刃先処理で、チッピングへの高い耐性を実現 円筒シャンク防振タイプ 390R-070208M-PM ● ● ● 5.9 4.06 2.40 0.7 0.8
07 20.0 - - R390-020A20D-07H 5 20 173 120 5.8 2.1° 0.5 0.60 20000 中 390R-070208E-MM ● ● 5.9 4.06 2.40 0.7 0.8
高クロム含有母材 25.0 - - R390-025A25D-07H 7 25 209 150 5.8 1.5° 0.5 0.80 20000 390R-070208M-MM ● ● 5.9 4.06 2.40 0.7 0.8390R-070208M-KM ● ● 5.9 4.06 2.40 0.7 0.8
難加工や温度の変化などの厳しい加工条件によって生じるチッピングや熱亀裂への 32.0 - - R390-032A32D-07H 8 32 255 192 5.8 1° 0.5 1.60 15000 390R-070212M-PM ● ● 5.9 4.06 2.40 0.7 1.2Coromant Capto® キャプトサイズ 390R-070212M-MM ● ● 5.9 4.06 2.40 0.7 1.2
耐性に優れた高クロム含有の微粒子超硬母材 07 20.0 - - R390-020C5D-07H145 5 50 C5 145 120 5.8 2.1° 0.5 0.75 20000 390R-070216M-PM ● ● 5.9 4.06 2.40 0.2 1.6
● ● 5.9 4.06 2.40 0.2 1.6
- - R390-020C6D-07H147 5 63 C6 147 120 5.8 2.1° 0.5 1.10 390R-070216M-MM20000 390R-070216M-KM ● 5.9 4.06 2.40 0.2 1.6
特 長 25.0 - - R390-025C5D-07H175 7 50 C5 175 150 5.8 1.5° 0.5 1.00 20000 注文例:390R-070202E-PL 10個- - R390-025C6D-07H177 7 63 C6 177 150 5.8 1.5° 0.5 1.35 20000
・シャープな刃先と安定した加工を維持し長寿命 32.0 - - R390-032C5D-07H217 8 50 C5 217 192 5.8 1° 0.5 1.65 15000
=2018年新製品
- - R390-032C6D-07H219 8 63 C6 219 192 5.8 1° 0.5 2.00 15000
・不安定な加工条件でも高い切りくず排出量 コロマントEHヘッド カップリング径 BD1 390R-070204E-KL
・ドライおよびウェット加工の両方で優れた性能を発揮 07 9.7 R390-0097EH10-07L 2 - - 9.7 9.2 12.5 20 12.5 5.8 7.4° 0.5 0.01 55600 E = 精密研磨
・鋼以外の加工でも高水準の加工精度 10.0 R390-010EH10-07L 2 - - 9.7 9.3 12.5 20 12.5 5.8 7° 0.5 0.01 54100 M = ダイレクトプレス11.7 R390-0117EH12-07L 2 - - 11.7 11.0 11.9 20 11.9 5.8 5.2° 0.5 0.02 47400
12.0 R390-012EH12-07L 2 R390-012EH12-07M 3 - 11.7 11.3 11.9 20 11.9 5.8 5° 0.5 0.02 46500
▶鋼フライス用新材種GC4330、GC4340 13.7 R390-0137EH12-07L 2 R390-0137EH12-07M 3 - 11.7 12.9 20.0 20 - 5.8 3.9° 0.5 0.02 4200014.0 - R390-014EH12-07M 3 - 11.7 13.2 20.0 20 - 5.8 3.8° 0.5 0.02 41400 刃当たり送り
15.7 - R390-0157EH16-07M 3 - 15.5 14.7 15.7 25 15.7 5.8 3.1° 0.5 0.03 38100 推奨条件
Inveio®(インヴェイオ)コーティングテクノロジー採用 fz (mm/刃)16.0 - R390-016EH16-07M 3 R390-016EH16-07H 4 15.5 15.0 15.7 25 15.7 5.8 3° 0.5 0.03 37600 チップブレーカ 初回試行値 (min.- max.)
18.0 - R390-018EH16-07M 3 - 15.5 17.0 25.0 25 - 5.8 2.5° 0.5 0.04 34800 部品 E-PL 0.05 (0.02-0.07)
鋼フライス加工用に最適化された新CVD材種 20.0 - R390-020EH20-07M 4 R390-020EH20-07H 5 19.3 19.0 14.4 25 14.4 5.8 2.1° 0.5 0.06 32500 ① ② E-ML 0.05 (0.02-0.07)
アルミナコーティングの各結晶がチップ表面に向かって同一方向に揃うことにより、耐熱性や耐摩耗性が向上 25.0 - R390-025EH25-07M 5 R390-025EH25-07H 7 24.2 24.0 13.9 25 13.9 5.8 1.5° 0.5 0.10 28200 E-KL 0.05 (0.02-0.07)
1) 使用回転数は、ホルダの最大回転数も考慮に入れてください。 注文例:R390-0097A10-07L 2個 E-NL 0.10 (0.02-0.20)
新しい母材の適用で均一な粒径となり(GC4330)、信頼性や靭性が向上 チップ DC E-MMサイズ 0.07 (0.03-0.10)mm スクリュー トルクレンチ M-PM 0.07 (0.03-0.10)
07 9.7-25 5513 020-82 5680 073-01
特 長 M-MM 0.07 (0.03-0.10)注文例:5513 020-82 10個 M-KM 0.07 (0.03-0.10)
・刃先処理のばらつきを小さくすることで、性能の信頼性やチップ寿命が向上
・新しい表面処理により、圧縮残留応力が大きくなり、耐剥離、耐熱亀裂、耐チッピング性能が向上
4220
4330
4340
2030
2040
3330
3040
1010
1020
1040
1130
K15W
K20D
K20W
S30T
S40T
530
H10
H10F
H13A
SM30
CD10
Page4
CoroMill® 390-07 CoroMill® 390-07
▶CoroMill® 390-07切れ刃 ▶CoroMill® 390-07切れ刃 ® ランピング角度 ▶CoroMill 390-07切れ刃用チップ
加工領域 径9.7-25mm KAPR = 90° Coromant Capto®円筒シャンク防振タイプ 径 20-32mm
- 正面フライス加工 - プランジ加工 円筒シャンク
径 20-32mm
径 9.7-25mm
- 肩削り加工 - フル溝加工 コロマント EH径 9.7-25mm
- ランピングおよびヘリカル加工
E-KL E-ML, NL, PL M-KM, PM E-MM, M-MM
特 長
・耐熱性を向上させたボディにより本体の変形を低減
・新材種GC1130との組み合わせにより鋼加工で最高の性能を発揮、難削材(ステン
レス鋼、耐熱合金)においても最適な材種(GC1040、S30T)との組み合わせで高性
能を発揮 ※CoroMill
® 390-07切れ刃はクーラント穴付きです。 LF = プログラム長さ
コーティング サーメット 超硬
・全く新しいチップデザインで低抵抗、びびりなし
最大 最大 最大
・カッターに同梱されるスプリング機能内蔵の新型トルクレンチ(特許出願中)と新ス DC 切込み ランピング角 回転数1) LE W1 S BS RE
mm
クリューにより取り付けが簡単。締めすぎによる変形、欠損を防ぎます。 DCON BD1 LB1 LF LU APMX RMPX AZ RPMX
07 390R-070202E-PL ● 5.9 4.06 2.40 0.7 0.2
円筒シャンク シャンク径 390R-070202E-ML ● 5.9 4.06 2.40 0.7 0.2
●
・07切れ刃の採用で刃数を多くし、小切り込み加工(最大5.8mm) 390R-070202E-NL 5.9 4.06 2.40 0.7 0.207 9.7 R390-0097A10-07L 2 - - 10 9.2 15 60 15 5.8 7.4° 0.5 0.03 55600 390R-070204E-PL ● 5.9 4.06 2.40 0.7 0.4
領域での生産性向上 10.0 R390-010A09L-07L 2 - - 9 9.3 100 100 - 5.8 7° 0.5 0.04 54100 390R-070204E-ML ● ● 5.9 4.06 2.40 0.7 0.4
R390-010A10-07L 2 - - 10 9.3 15 60 15 5.8 7° 0.5 0.03 54100 390R-070204E-KL ● 5.9 4.06 2.40 0.7 0.4
最大刃数 390R-070204E-NL ● 5.9 4.06 2.40 0.7 0.411.7 R390-0117A12-07L 2 R390-0117A12-07M 3 - 12 11.0 15 70 15 5.8 5.2° 0.5 0.05 47400
軽 390R-070208E-PL ● 5.9 4.06 2.40 0.7 0.8 DC10:刃数2 DC12:刃数3 DC20:刃数5 DC25:刃数7 12.0 R390-012A10L-07L 2 - - 10 11.3 120 120 - 5.8 5° 0.5 0.07 46500 390R-070208E-ML ● ● 5.9 4.06 2.40 0.7 0.8
R390-012A12-07L 2 R390-012A12-07M 3 - 12 11.3 18 70 18 5.8 5° 0.5 0.05 46500 390R-070208E-KL ● 5.9 4.06 2.40 0.7 0.8
●
13.7 R390-0137A14-07L 2 R390-0137A14-07M 3 - 14 12.9 15 80 15 5.8 3.9° 0.5 0.08 5.9 4.06 2.40 0.7 0.842000 390R-070208E-NL
▶鋼フライス用材種GC1130 390R-070212E-PL ● 5.9 4.06 2.40 0.7 1.214.0 - R390-014A12L-07M 3 - 12 13.2 140 140 - 5.8 3.8° 0.5 0.11 33800 390R-070212E-ML ● 5.9 4.06 2.40 0.7 1.2
- R390-014A14-07M 3 - 14 13.2 20 80 20 5.8 3.8° 0.5 0.08 41400 390R-070216E-PL ● 5.9 4.06 2.40 0.2 1.6
ZertivoTM テクノロジー採用 15.7 - R390-0157A16-07M 3 - 16 14.7 18 90 18 5.8 3.1° 0.5 0.12 38100 390R-070216E-ML
● 5.9 4.06 2.40 0.2 1.6
(ザーティボ) 07 390R-070202M-PM ● ● 5.9 4.06 2.40 0.7 0.216.0 - R390-016A16-07M 3 R390-016A16-07H 4 16 15.0 25 90 25 5.8 3° 0.5 0.12 37600 390R-070202M-MM ● 5.9 4.06 2.40 0.7 0.2
鋼フライス加工用に最適化されたPVDコーティング - R390-016A14L-07M 3 - 14 15.0 25 160 - 5.8 3° 0.5 0.17 24100 390R-070204M-PM ● ● ● 5.9 4.06 2.40 0.7 0.420.0 - R390-020A20-07M 4 R390-020A20-07H 5 20 19.0 25 110 25 5.8 2.1° 0.5 0.23 32500 390R-070204E-MM ● ● 5.9 4.06 2.40 0.7 0.4
抜群の刃先安定性とフレーキング(剥離)の低減を実現するZertivoTM(ザーティボ) 25.0 - R390-025A25-07M 5 R390-025A25-07H 7 25 24.0 32 120 32 5.8 1.5° 0.5 0.41 28200 390R-070204M-MM ● ● 5.9 4.06 2.40 0.7 0.4390R-070204M-KM ● ● 5.9 4.06 2.40 0.7 0.4
技術による刃先処理で、チッピングへの高い耐性を実現 円筒シャンク防振タイプ 390R-070208M-PM ● ● ● 5.9 4.06 2.40 0.7 0.8
07 20.0 - - R390-020A20D-07H 5 20 173 120 5.8 2.1° 0.5 0.60 20000 中 390R-070208E-MM ● ● 5.9 4.06 2.40 0.7 0.8
高クロム含有母材 25.0 - - R390-025A25D-07H 7 25 209 150 5.8 1.5° 0.5 0.80 20000 390R-070208M-MM ● ● 5.9 4.06 2.40 0.7 0.8390R-070208M-KM ● ● 5.9 4.06 2.40 0.7 0.8
難加工や温度の変化などの厳しい加工条件によって生じるチッピングや熱亀裂への 32.0 - - R390-032A32D-07H 8 32 255 192 5.8 1° 0.5 1.60 15000 390R-070212M-PM ● ● 5.9 4.06 2.40 0.7 1.2Coromant Capto® キャプトサイズ 390R-070212M-MM ● ● 5.9 4.06 2.40 0.7 1.2
耐性に優れた高クロム含有の微粒子超硬母材 07 20.0 - - R390-020C5D-07H145 5 50 C5 145 120 5.8 2.1° 0.5 0.75 20000 390R-070216M-PM ● ● 5.9 4.06 2.40 0.2 1.6
● ● 5.9 4.06 2.40 0.2 1.6
- - R390-020C6D-07H147 5 63 C6 147 120 5.8 2.1° 0.5 1.10 390R-070216M-MM20000 390R-070216M-KM ● 5.9 4.06 2.40 0.2 1.6
特 長 25.0 - - R390-025C5D-07H175 7 50 C5 175 150 5.8 1.5° 0.5 1.00 20000 注文例:390R-070202E-PL 10個- - R390-025C6D-07H177 7 63 C6 177 150 5.8 1.5° 0.5 1.35 20000
・シャープな刃先と安定した加工を維持し長寿命 32.0 - - R390-032C5D-07H217 8 50 C5 217 192 5.8 1° 0.5 1.65 15000
=2018年新製品
- - R390-032C6D-07H219 8 63 C6 219 192 5.8 1° 0.5 2.00 15000
・不安定な加工条件でも高い切りくず排出量 コロマントEHヘッド カップリング径 BD1 390R-070204E-KL
・ドライおよびウェット加工の両方で優れた性能を発揮 07 9.7 R390-0097EH10-07L 2 - - 9.7 9.2 12.5 20 12.5 5.8 7.4° 0.5 0.01 55600 E = 精密研磨
・鋼以外の加工でも高水準の加工精度 10.0 R390-010EH10-07L 2 - - 9.7 9.3 12.5 20 12.5 5.8 7° 0.5 0.01 54100 M = ダイレクトプレス11.7 R390-0117EH12-07L 2 - - 11.7 11.0 11.9 20 11.9 5.8 5.2° 0.5 0.02 47400
12.0 R390-012EH12-07L 2 R390-012EH12-07M 3 - 11.7 11.3 11.9 20 11.9 5.8 5° 0.5 0.02 46500
▶鋼フライス用新材種GC4330、GC4340 13.7 R390-0137EH12-07L 2 R390-0137EH12-07M 3 - 11.7 12.9 20.0 20 - 5.8 3.9° 0.5 0.02 4200014.0 - R390-014EH12-07M 3 - 11.7 13.2 20.0 20 - 5.8 3.8° 0.5 0.02 41400 刃当たり送り
15.7 - R390-0157EH16-07M 3 - 15.5 14.7 15.7 25 15.7 5.8 3.1° 0.5 0.03 38100 推奨条件
Inveio®(インヴェイオ)コーティングテクノロジー採用 fz (mm/刃)16.0 - R390-016EH16-07M 3 R390-016EH16-07H 4 15.5 15.0 15.7 25 15.7 5.8 3° 0.5 0.03 37600 チップブレーカ 初回試行値 (min.- max.)
18.0 - R390-018EH16-07M 3 - 15.5 17.0 25.0 25 - 5.8 2.5° 0.5 0.04 34800 部品 E-PL 0.05 (0.02-0.07)
鋼フライス加工用に最適化された新CVD材種 20.0 - R390-020EH20-07M 4 R390-020EH20-07H 5 19.3 19.0 14.4 25 14.4 5.8 2.1° 0.5 0.06 32500 ① ② E-ML 0.05 (0.02-0.07)
アルミナコーティングの各結晶がチップ表面に向かって同一方向に揃うことにより、耐熱性や耐摩耗性が向上 25.0 - R390-025EH25-07M 5 R390-025EH25-07H 7 24.2 24.0 13.9 25 13.9 5.8 1.5° 0.5 0.10 28200 E-KL 0.05 (0.02-0.07)
1) 使用回転数は、ホルダの最大回転数も考慮に入れてください。 注文例:R390-0097A10-07L 2個 E-NL 0.10 (0.02-0.20)
新しい母材の適用で均一な粒径となり(GC4330)、信頼性や靭性が向上 チップ DC E-MMサイズ 0.07 (0.03-0.10)mm スクリュー トルクレンチ M-PM 0.07 (0.03-0.10)
07 9.7-25 5513 020-82 5680 073-01
特 長 M-MM 0.07 (0.03-0.10)注文例:5513 020-82 10個 M-KM 0.07 (0.03-0.10)
・刃先処理のばらつきを小さくすることで、性能の信頼性やチップ寿命が向上
・新しい表面処理により、圧縮残留応力が大きくなり、耐剥離、耐熱亀裂、耐チッピング性能が向上
4220
4330
4340
2030
2040
3330
3040
1010
1020
1040
1130
K15W
K20D
K20W
S30T
S40T
530
H10
H10F
H13A
SM30
CD10
Page5
CoroMill® 390-07 CoroMill® 390-07
加工事例
加工事例 1 加工事例 2
ランピング加工 ヘリカル加工 カッター:R390-012A12-07M 被削材:低合金鋼 カッター:R390-012A12-07M 被削材:低合金鋼
最大ランピング角 大きなポケット加工 チップ:390R-070204M-PM 1130 加 工:溝加工、側面フライス
はカッター径次第 にはヘリカル加工が チップ:390R-070204M-PM 1130 加 工:エンドミル加工AP
ですが、最大15.5 有利です。 加工部品:スライドバー 加工部品:モールドプレート
度の角度がとれます。 他社品 CoroMill® 390-07切れ刃
刃数 zn: 2 3 他社品 CoroMill® 390-07切れ刃
AP 主軸回転数 n: 3000 rpm 3000 rpm 刃数 zn: 3 3
DC 切削速度 vc: 113 m/min 113 m/minDC 切削速度 vc: 150 m/min 151 m/min
テーブル送り vf: 600 mm/min 900 mm/minDC テーブル送り vf: 1200 mm/min 840 mm/min
刃当り送り fz: 0.1 mm 0.1 mm 刃当り送り fz: 0.1 mm 0.07 mm
軸方向切込み ap: 2 mm 3 mm
カッター 軸方向切込み a径方向切込み : p: 1 mm 1.5 mm ae 12 mm 12 mm
径 径方向切込み ae: 5 mm 5 mm
DC 最大 最小 距離 最大 最大ピッチ 最小 最大ピッチ 最小 最大ピッチ
加工時間 /部品: 5.5 分 3.67 分
チップ mm AP 切りくず排出量 Q: 14.4 cm
3/min 32.4 cm3/min 工具寿命: 29.75 分 44 分
9.7 5.8 7.4 46.2 18.6 3.6 17.2 3.1 13.4 1.5
10 5.8 7.0 48.9 19.2 3.5 17.8 3.0 14.0 1.5 生産性2.3倍!バリのない加工! 工具寿命1.5倍!
11.7 5.8 5.2 65.9 22.6 3.1 21.2 2.7 17.4 1.6
12 5.8 5.0 68.6 23.2 3.1 21.8 2.7 18.0 1.6
13.7 5.8 3.9 88.0 26.6 2.8 25.2 2.5 21.4 1.6 加工事例 3 加工事例 4
14 5.8 3.8 90.3 27.2 2.8 25.8 2.5 22.0 1.7 カッター:R390-012A12-07M 被削材:低合金鋼 カッター:R390-0117A12-07M 被削材:高合金鋼(HRC 50)
-07 15.7 5.8 3.1 110.8 30.6 2.5 29.2 2.3 25.4 1.7 チップ:390R-070204M-PM 1130 加 工:正面フライス チップ:390R-070204M-PM 1130 加 工:正面フライス
16 5.8 3.0 114.5 31.2 2.5 29.8 2.3 26.0 1.6 加工部品:航空機部品 加工部品:スリーブ
18 5.8 2.5 137.4 35.2 2.4 33.8 2.2 30.0 1.6 ヘッド交換式エンドミル CoroMill® 390-07切れ刃
20 5.8 2.1 163.6 39.2 2.2 37.8 2.1 34.0 1.6 刃数 zn: 4 3 ソリッドエンドミル CoroMill® 390-07切れ刃
25 5.8 1.5 229.1 49.2 2.0 47.8 1.9 44.0 1.6 主軸回転数 n: 1804 rpm 3448 rpm 刃数 zn: 3 3
32 5.8 1.0 343.7 63.2 1.7 61.8 1.6 58.0 1.4
切削速度 vc: 68 m/min 130 m/min 主軸回転数 n: 2000 rpm 1600 rpm
AP テーブル送り vf: 351 mm/min 414 mm/min 切削速度 vc: 75.4 m/min 58.8 m/min
刃当り送り fz: 0.05 mm 0.04 mm テーブル送り vf: 600 mm/min 168 mm/min
軸方向切込み ap: 2.25 mm 2.25 mm
刃当り送り f : 0.1 mm 0.035 mm
径方向切込み ae: 12 mm 12 mm z
工具寿命(加工部品数): 300 300 軸方向切込み ap: 0.5 mm 1.2~1.6 mm
切りくず排出量 Q: 9.48 cm3/min 11.18 cm3/min 工具寿命: 30 分 180 分
AE ヘッド交換式エンドミルよりも安定した加工! 高硬度鋼で高い性能!
AP
加工事例 5
カッター:R390-016A16-07H 被削材:オーステナイトステンレス鋼
チップ:390R-070204E-MM 1040 加 工:肩削り
加工部品:航空機部品
1サイズ大きい刃先交換式チップ CoroMill® 390-07切れ刃
ペックドリリング 刃数 zn: 3 4
1回あたり下表の深さまでなら 主軸回転数 n: 1910 rpm 2387 rpm
ペックドリリングすることが可能です。 切削速度 vc: 120 m/min 120 m/min
テーブル送り vf: 344 mm/min 477 mm/min
カッター径 肩削り加工1) プランジ加工 ペックドリリング
DC, mm max AP mm max AE mm max AP mm 刃当り送り fz: 0.06 mm 0.05 mmAP
軸方向切込み a :
チップ p 2.2 mm 2.2 mm-07
9.7-32 - 3 0.5 径方向切込み ae: 9.4 mm 9.4 mm
1) APがこの値を超えた場合、ミスマッチ量が増える場合があります 切りくず排出量 Q: 7.11 cm3/min 9.87 cm3/min
生産性1.4倍!
技術相談☎052-456-4465 ●月曜~金曜 祝日を除く ホームページ http://www.sandvik.coromant.com
安全について コロメール 会員募集中!!
●切れ刃や切りくずには直接素手で触らないでください。 ●推奨条件の範囲内でご使用し、工具交換は早めに行ってください。 新製品情報、展示会情報、キャンペーン情報などいち
●高温の切りくずが飛散したり、長く伸びた切りくずが排出されることがあります。安全カバーや保護めがねなどの保護具を使用してください。 早くお知らせするメールマガジンです。サンドビック
●不水溶性切削油剤を使用する場合は、防火対策を必ず行ってください。 ●チップや部品の取付けは、付属のレンチやスパナを用いて確実に取り付けてください。 コロマントのホームページからご登録ください。
サンドビック株式会社 コロマントカンパニー
カンパニー本社 〒465-0025 名古屋市名東区上社1丁目1801
TEL(052)778-1001 FAX(052)778-5010
●横浜営業所●仙台営業所●高崎営業所●北関東営業所●名古屋営業所●浜松営業所
●大阪営業所●金沢営業所●兵庫営業所●岡山営業所●広島営業所●福岡営業所
CM-088J/R6 18.10 3M® 環境に配慮し、このカタログでは植物油インキを使用しております。 技術的改良により仕様を予告なく変更する場合もあります。
Page6
CoroMill® 390-07 CoroMill® 390-07
加工事例 フライス工具カタログ
加工事例 1 加工事例 2 CM-088J
ランピング加工 ヘリカル加工 カッター:R390-012A12-07M 被削材:低合金鋼 カッター:R390-012A12-07M 被削材:低合金鋼
最大ランピング角 大きなポケット加工 チップ:390R-070204M-PM 1130 加 工:溝加工、側面フライス
はカッター径次第 にはヘリカル加工が チップ:390R-070204M-PM 1130 加 工:エンドミル加工AP
ですが、最大15.5 有利です。 加工部品:スライドバー 加工部品:モールドプレート
度の角度がとれます。 他社品 CoroMill® 390-07切れ刃
刃数 ® zn: 2 3 他社品 CoroMill 390-07切れ刃 ®
AP 主軸回転数 n: 3000 rpm 3000 rpm 刃数 zn: 3 3 CoroMill 390-07切れ刃
DC 切削速度 vc: 113 m/min 113 m/minDC 切削速度 vc: 150 m/min 151 m/min
テーブル送り v: 600 mm/min 900 mm/min
DC f テーブル送り vf: 1200 mm/min 840 mm/min
刃当り送り fz: 0.1 mm 0.1 mm 刃当り送り fz: 0.1 mm 0.07 mm
軸方向切込み ap: 2 mm 3 mm
カッター 軸方向切込み a : 1 mm 1.5 mm径方向切込み ae: p12 mm 12 mm ®
径
最大 最小 距離 最大 最大ピッチ 最小 最大ピッチ 最小 最大ピッチ 加工時間 /部品: 5.5 分 3.67 分
径方向切込み ae: 5 mm 5 mm 高精度肩削りカッターの代名詞CoroMill 390シリーズに
チップ DCmm AP 切りくず排出量 Q: 14.4 cm
3/min 32.4 cm3/min 工具寿命: 29.75 分 44 分
9.7 5.8 7.4 46.2 18.6 3.6 17.2 3.1 13.4 1.5 小径タイプがついに登場!
10 5.8 7.0 48.9 19.2 3.5 17.8 3.0 14.0 1.5 生産性2.3倍!バリのない加工! 工具寿命1.5倍!
11.7 5.8 5.2 65.9 22.6 3.1 21.2 2.7 17.4 1.6
12 5.8 5.0 68.6 23.2 3.1 21.8 2.7 18.0 1.6
13.7 5.8 3.9 88.0 26.6 2.8 25.2 2.5 21.4 1.6 加工事例 3 加工事例 4
14 5.8 3.8 90.3 27.2 2.8 25.8 2.5 22.0 1.7 カッター:R390-012A12-07M 被削材:低合金鋼 カッター:R390-0117A12-07M 被削材:高合金鋼(HRC 50)
-07 15.7 5.8 3.1 110.8 30.6 2.5 29.2 2.3 25.4 1.7 チップ:390R-070204M-PM 1130 加 工:正面フライス チップ:390R-070204M-PM 1130 加 工:正面フライス
16 5.8 3.0 114.5 31.2 2.5 29.8 2.3 26.0 1.6 加工部品:航空機部品 加工部品:スリーブ
18 5.8 2.5 137.4 35.2 2.4 33.8 2.2 30.0 1.6 ヘッド交換式エンドミル CoroMill® 390-07切れ刃
20 5.8 2.1 163.6 39.2 2.2 37.8 2.1 34.0 1.6 刃数 zn: 4 3 ソリッドエンドミル CoroMill® 390-07切れ刃
25 5.8 1.5 229.1 49.2 2.0 47.8 1.9 44.0 1.6 主軸回転数 n: 1804 rpm 3448 rpm 刃数 zn: 3 3
32 5.8 1.0 343.7 63.2 1.7 61.8 1.6 58.0 1.4
切削速度 vc: 68 m/min 130 m/min 主軸回転数 n: 2000 rpm 1600 rpm
AP テーブル送り vf: 351 mm/min 414 mm/min 切削速度 vc: 75.4 m/min 58.8 m/min
刃当り送り fz: 0.05 mm 0.04 mm テーブル送り vf: 600 mm/min 168 mm/min
軸方向切込み ap: 2.25 mm 2.25 mm
刃当り送り fz: 0.1 mm 0.035 mm径方向切込み ae: 12 mm 12 mm
工具寿命(加工部品数): 300 300 軸方向切込み ap: 0.5 mm 1.2~1.6 mm
切りくず排出量 Q: 9.48 cm3/min 11.18 cm3/min 工具寿命: 30 分 180 分
AE ヘッド交換式エンドミルよりも安定した加工! 高硬度鋼で高い性能!
AP
加工事例 5
カッター:R390-016A16-07H 被削材:オーステナイトステンレス鋼
チップ:390R-070204E-MM 1040 加 工:肩削り NEW! 鋼フライス加工用CVD材種
加工部品:航空機部品
1サイズ大きい刃先交換式チップ CoroMill® 390-07切れ刃 GC4330、GC4340追加
ペックドリリング 刃数 zn: 3 4
1回あたり下表の深さまでなら 主軸回転数 n: 1910 rpm 2387 rpm ®
ペックドリリングすることが可能です。 切削速度 vc: 120 m/min 120 m/min CoroMill 390-07切れ刃
テーブル送り vf: 344 mm/min 477 mm/min
カッター径 肩削り加工1) プランジ加工 ペックドリリング 中仕上げ加工領域でソリッドエンドミル並の高精度加工を小径用07切れ刃で実現。
AP DC, mm max AP mm max AE mm max AP mm
刃当り送り fz: 0.06 mm 0.05 mm
軸方向切込み a :
チップ p 2.2 mm 2.2 mm-07 工具コストを削減します。
9.7-32 - 3 0.5 径方向切込み ae: 9.4 mm 9.4 mm
3 3 ®
1) APがこの値を超えた場合、ミスマッチ量が増える場合があります 切りくず排出量 Q: 7.11 cm /min 9.87 cm /min ●円筒シャンク、Coromant Capto 、コロマントEHヘッドの3種類
生産性1.4倍! ●工具径:9.7、10.0、11.7、12.0、13.7、14.0、15.7、16.0、18.0(コロマントEH)、20.0、25.0、32.0mm
●新トルクレンチで簡単なチップ取付け、安定した加工を実現
技術相談☎052-456-4465 ●月曜~金曜 祝日を除く ホームページ http://www.sandvik.coromant.com GC1130
安全について コロメール 会員募集中!! ®
●切れ刃や切りくずには直接素手で触らないでください。 ●推奨条件の範囲内でご使用し、工具交換は早めに行ってください。 ●汎用性の高いCoroMill 390に最適な鋼加工用材種新製品情報、展示会情報、キャンペーン情報などいち
●高温の切りくずが飛散したり、長く伸びた切りくずが排出されることがあります。安全カバーや保護めがねなどの保護具を使用してください。 早くお知らせするメールマガジンです。サンドビック
●不水溶性切削油剤を使用する場合は、防火対策を必ず行ってください。 ●チップや部品の取付けは、付属のレンチやスパナを用いて確実に取り付けてください。 コロマントのホームページからご登録ください。 ●鋼フライス加工用に最適化された新PVDコーティングで優れたチッピング耐性
サンドビック株式会社 コロマントカンパニー ●ドライ、ウェット加工の両方で高性能を発揮
カンパニー本社 〒465-0025 名古屋市名東区上社1丁目1801 GC4330、GC4340
TEL(052)778-1001 FAX(052)778-5010 ●汎用性の高いCoroMill® 390に最適な鋼加工用CVD材種
●横浜営業所●仙台営業所●高崎営業所●北関東営業所●名古屋営業所●浜松営業所
●大阪営業所●金沢営業所●兵庫営業所●岡山営業所●広島営業所●福岡営業所 ●Inveio®コーティングが高い摩耗性と長い工具寿命を実現 99
13
3
O 対応CM-088J/R6 18.10 3M® 環境に配慮し、このカタログでは植物油インキを使用しております。 技術的改良により仕様を予告なく変更する場合もあります。 IS