




極上の切れ味、低抵抗の高送りカッター
鋼フライス加工用新材種GC4330、GC4340品目追加
◆工具径:φ32-100mm、最大切込み:2.0mm
◆中荒~荒用高送りカッター
◆あらゆる被削材に対応
◆難削材に最適
◆低抵抗、低動力、低い加工音
◆5コーナ仕様で、コーナ単価を低減
◆詳細はカタログをダウンロードしご覧いただくか、お気軽にお問い合わせ下さい。
このカタログについて
| ドキュメント名 | 高送りカッター CoroMill(R) 419 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 2.5Mb |
| 登録カテゴリ | |
| 取り扱い企業 | サンドビック株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
フライス工具カタログ CM-078J
新製品
CoroMill® 419
極上の切れ味、低抵抗の高送りカッター
NEW! 鋼フライス加工用新材種
GC4330、GC4340品目追加
●工具径:φ32-100mm、最大切込み:2.0mm
●中荒~荒用高送りカッター
●あらゆる被削材に対応
●難削材に最適
●低抵抗、低動力、低い加工音
●5コーナ仕様で、コーナ単価を低減 99
13
3
O 対応IS
Page2
CoroMill® 419 CoroMill® 419
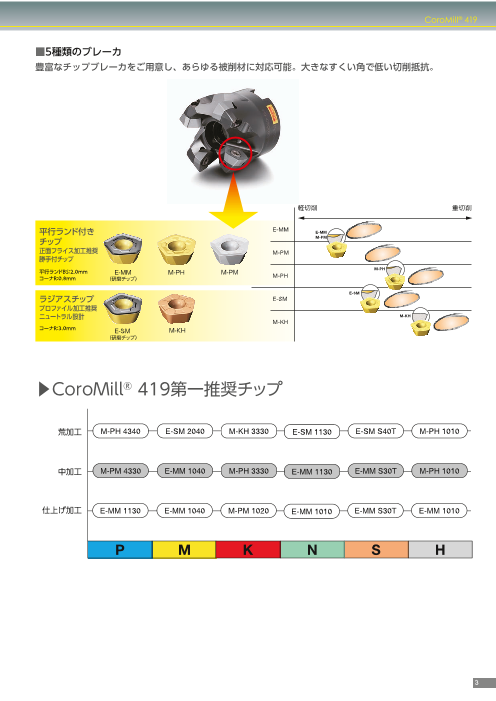
正面フライス加工で、こんなお悩みはありませんか? ■5種類のブレーカ
・小型機械を使用しているため、切削動力が気になる・・・ CoroMill®419 が 豊富なチップブレーカをご用意し、あらゆる被削材に対応可能。大きなすくい角で低い切削抵抗。・突出しが長く、びびりやすい・・・
・送りが上げられず、生産性が低い・・・
・ワーククランプの剛性が気になる・・・ 解決します!
4つの
加工
正面フライス加工 ランピング加工 ヘリカル加工 プランジ加工
■切込み角19° 軽切削 重切削
特長 最大で刃当り送り2.0mmの高送りが可能。高い生産性を実現。
平行ランド付き
■内部クーラント チップ
正面フライス加工推奨
良好な切りくず排出と長いチップ寿命(難削材)を両立。 勝手付チップ
平行ランドBS:2.0mm
■ポジカッター E-MM M-PH M-PMコーナR:0.8mm (研磨チップ)
高送りながら、ポジコンセプトカッターで低い切削抵抗。 ラジアスチップ
■5コーナチップ プロファイル加工推奨ニュートラル設計
ユニークな5コーナチップでコーナ単価を低減。しかも最大切込み2.0mmが可能。 コーナR:3.0mm E-SM M-KH
(研磨チップ)
▶CoroMill® 419 ピッチ ▶CoroMill® 419第一推奨チップ
First choice
荒加工 M-PH 4340 E-SM 2040 M-KH 3330 E-SM 1130 E-SM S40T M-PH 1010
不安定、制限された状態 一般 安定
中加工 M-PM 4330 E-MM 1040 M-PH 3330 E-MM 1130 E-MM S30T M-PH 1010
仕上げ加工 E-MM 1130 E-MM 1040 M-PM 1020 E-MM 1010 E-MM S30T E-MM 1010
P M K N S H
L M H
低動力 第一推奨 鋳物用
低剛性 難削材用
突き出しの長い加工
2
Page3
CoroMill® 419 CoroMill® 419
正面フライス加工で、こんなお悩みはありませんか? ■5種類のブレーカ
・小型機械を使用しているため、切削動力が気になる・・・ CoroMill®419 が 豊富なチップブレーカをご用意し、あらゆる被削材に対応可能。大きなすくい角で低い切削抵抗。・突出しが長く、びびりやすい・・・
・送りが上げられず、生産性が低い・・・
・ワーククランプの剛性が気になる・・・ 解決します!
4つの
加工
正面フライス加工 ランピング加工 ヘリカル加工 プランジ加工
■切込み角19° 軽切削 重切削
特長 最大で刃当り送り2.0mmの高送りが可能。高い生産性を実現。
平行ランド付き
■内部クーラント チップ
正面フライス加工推奨
良好な切りくず排出と長いチップ寿命(難削材)を両立。 勝手付チップ
平行ランドBS:2.0mm
■ポジカッター E-MM M-PH M-PMコーナR:0.8mm (研磨チップ)
高送りながら、ポジコンセプトカッターで低い切削抵抗。 ラジアスチップ
■5コーナチップ プロファイル加工推奨ニュートラル設計
ユニークな5コーナチップでコーナ単価を低減。しかも最大切込み2.0mmが可能。 コーナR:3.0mm E-SM M-KH
(研磨チップ)
▶CoroMill® 419 ピッチ ▶CoroMill® 419第一推奨チップ
First choice
荒加工 M-PH 4340 E-SM 2040 M-KH 3330 E-SM 1130 E-SM S40T M-PH 1010
不安定、制限された状態 一般 安定
中加工 M-PM 4330 E-MM 1040 M-PH 3330 E-MM 1130 E-MM S30T M-PH 1010
仕上げ加工 E-MM 1130 E-MM 1040 M-PM 1020 E-MM 1010 E-MM S30T E-MM 1010
P M K N S H
L M H
低動力 第一推奨 鋳物用
低剛性 難削材用
突き出しの長い加工
3
Page4
CoroMill® 419 CoroMill® 419
ランピング角度
▶CoroMill® 419
HINT! 円筒シャンク アーバ取付 Coromant Capto®
▶ブレーカ選定
-正面フライス:平行ランド付きチップ(E-MM, M-PH, M-PM)
-プロファイル加工:ラジアスチップ(E-SM, M-KH)
▶プロファイル加工での推奨
材種 プロファイル加工での推奨
ステンレス鋼 1040が第一推奨、高負荷で2040
チタン合金 S30Tが第一推奨、高負荷でS40T KAPR = 19° ※トルクレンチ、T型レンチは別途注文品です。 P M K S H
高硬度鋼 1130が第一推奨、安定状態で1010 型番 寸法、mm
最大 最大
鋼 4340が第一推奨、安定状態で4330、小負荷で1130 1) DCX クーラ ランピング角 プランジ寸法 最大切込み 最大回転数
mm ント穴 DC LF DCON RMPX AZ APMXEFW APMXFFW RPMX クーラントスクリュー
鋳物 3040が第一推奨、安定状態で4220、小負荷・ダクタイル鋳鉄で1020 円筒シャンク シャンク径
14 32 419-032A32L-14L 2 - ○ 17.2 250 32 10° 2.0 8 2 1.4 24700 -
40 419-040A32L-14M - 3 ○ 25.2 250 32 8° 2.0 8 2 1.5 20600 -
▶プランジ加工-最大ae8mmまで アーバ取付(ミリタイプ) インロー径2)14 44 419-044Q16-14M - 3 ○ 29.4 45 16 8° 2.0 8 2 0.25 19300 5512 073-011)
▶肩削りするとチッピングする場合ラジアスチップを使用してください 50 419-050Q22-14M - 4 ○ 35.2 45 22 8° 2.0 8 2 0.20 17600 5512 073-011)
52 419-052Q22-14H 5 - ○ 37.4 45 22 8° 2.0 8 2 0.32 17100 5512 073-011)
▶コロミル419は正面フライス加工コロミル245と高送り加工コロミル210の間を埋める工具 54 419-054Q22-14M - 4 ○ 39.4 45 22 8° 2.0 8 2 0.35 16800 5512 073-011)54 419-054Q22-14H 5 - ○ 39.4 45 22 8° 2.0 8 2 0.35 16800 5512 073-011)
刃当り送りfz:0.5-1.1mm 軸切り込みap:2mm以下 63 419-063Q22-14L - 4 ○ 48.3 50 22 7° 2.0 8 2 0.30 15100 5512 073-01
1)
63 419-063Q22-14M - 5 ○ 48.3 50 22 7° 2.0 8 2 0.30 15100 5512 073-011)
▶最大切りくず厚さh を考慮しfzを設定してください 66 419-066Q22-14L - 4 ○ 51.3 50 22 6° 2.0 8 2 0.54 14600 5512 073-011)ex 66 419-066Q22-14H 6 - ○ 51.3 50 22 6° 2.0 8 2 0.51 14600 5512 073-011)
h =f ×0.325 80 419-080Q27-14M - 5 ○ 65.3 50 27 5° 2.0 8 2 0.80 13000 5512 073-02
1)
ex z 80 419-080Q27-14H 6 - ○ 65.3 50 27 5° 2.0 8 2 0.80 13000 5512 073-021)
84 419-084Q27-14M - 6 ○ 69.3 50 27 5° 2.0 8 2 0.99 12600 5512 073-021)
hex 84 419-084Q27-14H 7 - ○ 69.3 50 27 5° 2.0 8 2 0.99 12600 5512 073-021)
100 419-100Q32-14M - 6 ○ 85.3 50 32 0° 2.0 8 2 1.40 11400 5512 098-041)
100 419-100Q32-14H 7 - ○ 85.3 50 32 0° 2.0 8 2 1.40 11200 5512 098-041)
1.00 Coromant Capto® カップリング径
0.90 hex calculation
14 36 419-036C3-14L 2 - ○ 21.2 50 32 9° 8 2 0.5 22400 -
42 419-042C4-14M - 3 ○ 27.2 70 40 8° 8 2 0.8 19900 -
52 419-052C5-14M - 4 ○ 37.2 70 50 8° 8 2 1.0 17100 -0.80 66 419-066C6-14M - 5 ○ 51.2 70 63 6° 8 2 1.6 14600 -
0.70 84 419-084C8-14H 6 - ○ 69.2 70 80 5° 8 2 3.1 12600 -
0.651 1) 2)
0.60 別途注文品です。 取付寸法と取付スクリューは総合カタログをご参照ください。
0.50
0.40 0.488
部品
0.326 クーラントスクリュー2)0.30 チップ 5512 073-01 (8mm)
スクリュー 5512 073-01 (8mm)
0.20 (Nm) トルクレンチ2) ビット レンチ2) 5512 073-02 (10mm)
14 5513 020-78 (5) 5680 105-05 5680 084-08 (20IP) 5680 048-03 (20IP) 5512 098-04 (50IP)0.10 0.098 2) 別途注文品
0 fz
0 0.50 1.00 1.50 2.00
4
Page5
CoroMill® 419 CoroMill® 419
ランピング角度
▶CoroMill® 419
HINT! 円筒シャンク アーバ取付 Coromant Capto®
▶ブレーカ選定
-正面フライス:平行ランド付きチップ(E-MM, M-PH, M-PM)
-プロファイル加工:ラジアスチップ(E-SM, M-KH)
▶プロファイル加工での推奨
材種 プロファイル加工での推奨
ステンレス鋼 1040が第一推奨、高負荷で2040
チタン合金 S30Tが第一推奨、高負荷でS40T KAPR = 19° ※トルクレンチ、T型レンチは別途注文品です。 P M K S H
高硬度鋼 1130が第一推奨、安定状態で1010 型番 寸法、mm
最大 最大
鋼 4340が第一推奨、安定状態で4330、小負荷で1130 1) DCX クーラ ランピング角 プランジ寸法 最大切込み 最大回転数
mm ント穴 DC LF DCON RMPX AZ APMXEFW APMXFFW RPMX クーラントスクリュー
鋳物 3040が第一推奨、安定状態で4220、小負荷・ダクタイル鋳鉄で1020 円筒シャンク シャンク径
14 32 419-032A32L-14L 2 - ○ 17.2 250 32 10° 2.0 8 2 1.4 24700 -
40 419-040A32L-14M - 3 ○ 25.2 250 32 8° 2.0 8 2 1.5 20600 -
▶プランジ加工-最大ae8mmまで アーバ取付(ミリタイプ) インロー径2)14 44 419-044Q16-14M - 3 ○ 29.4 45 16 8° 2.0 8 2 0.25 19300 5512 073-011)
▶肩削りするとチッピングする場合ラジアスチップを使用してください 50 419-050Q22-14M - 4 ○ 35.2 45 22 8° 2.0 8 2 0.20 17600 5512 073-011)
52 419-052Q22-14H 5 - ○ 37.4 45 22 8° 2.0 8 2 0.32 17100 5512 073-011)
▶コロミル419は正面フライス加工コロミル245と高送り加工コロミル210の間を埋める工具 54 419-054Q22-14M - 4 ○ 39.4 45 22 8° 2.0 8 2 0.35 16800 5512 073-011)54 419-054Q22-14H 5 - ○ 39.4 45 22 8° 2.0 8 2 0.35 16800 5512 073-011)
刃当り送りfz:0.5-1.1mm 軸切り込みap:2mm以下 63 419-063Q22-14L - 4 ○ 48.3 50 22 7° 2.0 8 2 0.30 15100 5512 073-01
1)
63 419-063Q22-14M - 5 ○ 48.3 50 22 7° 2.0 8 2 0.30 15100 5512 073-011)
▶最大切りくず厚さh を考慮しfzを設定してください 66 419-066Q22-14L - 4 ○ 51.3 50 22 6° 2.0 8 2 0.54 14600 5512 073-011)ex 66 419-066Q22-14H 6 - ○ 51.3 50 22 6° 2.0 8 2 0.51 14600 5512 073-011)
h =f ×0.325 80 419-080Q27-14M - 5 ○ 65.3 50 27 5° 2.0 8 2 0.80 13000 5512 073-02
1)
ex z 80 419-080Q27-14H 6 - ○ 65.3 50 27 5° 2.0 8 2 0.80 13000 5512 073-021)
84 419-084Q27-14M - 6 ○ 69.3 50 27 5° 2.0 8 2 0.99 12600 5512 073-021)
hex 84 419-084Q27-14H 7 - ○ 69.3 50 27 5° 2.0 8 2 0.99 12600 5512 073-021)
100 419-100Q32-14M - 6 ○ 85.3 50 32 0° 2.0 8 2 1.40 11400 5512 098-041)
100 419-100Q32-14H 7 - ○ 85.3 50 32 0° 2.0 8 2 1.40 11200 5512 098-041)
1.00 Coromant Capto® カップリング径
0.90 hex calculation
14 36 419-036C3-14L 2 - ○ 21.2 50 32 9° 8 2 0.5 22400 -
42 419-042C4-14M - 3 ○ 27.2 70 40 8° 8 2 0.8 19900 -
52 419-052C5-14M - 4 ○ 37.2 70 50 8° 8 2 1.0 17100 -0.80 66 419-066C6-14M - 5 ○ 51.2 70 63 6° 8 2 1.6 14600 -
0.70 84 419-084C8-14H 6 - ○ 69.2 70 80 5° 8 2 3.1 12600 -
0.651 1) 2)
0.60 別途注文品です。 取付寸法と取付スクリューは総合カタログをご参照ください。
0.50
0.40 0.488
部品
0.326 クーラントスクリュー2)0.30 チップ 5512 073-01 (8mm)
スクリュー 5512 073-01 (8mm)
0.20 (Nm) トルクレンチ2) ビット レンチ2) 5512 073-02 (10mm)
14 5513 020-78 (5) 5680 105-05 5680 084-08 (20IP) 5680 048-03 (20IP) 5512 098-04 (50IP)0.10 0.098 2) 別途注文品
0 fz
0 0.50 1.00 1.50 2.00
5
Page6
CoroMill® 419 CoroMill® 419
▶CoroMill® 419用チップ ▶推奨刃当り送り
ISO P ISO M ISO K ISO S ISO H
刃当り送り(fz)mm/刃 刃当り送り(fz)mm/刃 刃当り送り(fz)mm/刃 刃当り送り(fz)mm/刃 刃当り送り(fz)mm/刃
型番 Min 推奨 Max Min 推奨 Max Min 推奨 Max Min 推奨 Max Min 推奨 Max
419R-1405E-MM 0.35 0.80 1.50 0.35 0.70 1.20 0.35 0.80 1.50 0.35 0.50 0.80 0.35 0.50 0.80
★=推奨材種 ☆=補助材種
★ ★ ★ ☆ ☆ ☆ ☆ ★ ★ ☆ 鋼 419R-1405M-PM 0.40 0.80 1.80 0.40 0.70 1.20 0.40 1.00 2.00 0.35 0.50 0.80P P
M ☆ ★ ★ ★ ☆ ☆ ☆ ☆ ☆ M ステンレス鋼 419R-1405M-PH 0.45 1.00 2.00 0.45 1.00 2.00 0.40 0.60 1.00
K ☆ ☆ ☆ ★ ★ ★ ☆ ★ ★ ☆ ★ ☆ K 鋳鉄
N ☆ ☆ ★ ☆ ★ N 非鉄 419N-140530E-SM 0.40 0.80 1.80 0.40 0.70 1.20 0.40 1.00 2.00 0.35 0.50 0.80 0.35 0.50 0.80
S ★ ★ ★ ☆ ★ ★ ★ ☆ S 耐熱合金
H ★ ☆ ★ ☆ ☆ H 高硬度鋼 419N-140530M-KH 0.50 1.00 2.00 0.50 1.00 2.00
コーティング サーメット 超硬 寸法、mm
型番 LE IC S BS RE
14 419R-1405E-MM 9 13.5 5.47 2 0.8
中 419R-1405M-PM 9 13.5 5.47 2 0.8 ▶プログラムの注意
419N-1405 30E-SM 9 13.5 5.47 - 3.0 (コーナー削り残し)
重 14 419N-1405 30M-KH 9 13.5 5.47 - 3.0 プログラム時の
419R-1405M-PH 9 13.5 5.47 2 - R= 4.5 mm
=2019年新製品 ●=標準在庫 DC mm Rp mm t mm t1 mm
32 4.5 1.1 6.8 削り残しと
40-100 4.5 1.1 7.3 プログラム時のR 削り残し
▶加工事例 t = 削り残し
加工事例 1 加工事例 2
被 削 材:ステンレス 被 削 材:Inconel 718
使用機械:ISO 50 使用機械:BT50 ▶ヘリカル加工
カッター:419-063Q22-14L カッター:419-100Q27-09M
チ ッ プ:419R-1405M-PM 1040 チ ッ プ:419R-140530E-SM 2040 カッター径 ランピング ヘリカル加工 max Dm:1回のヘリカル加工での最大穴径
加工条件 他社製品 CoroMill® 419 加工条件 他社製品 CoroMill® 419 DCX, mm 角度 max Dm min Dm min Dm :貫通最小穴径
切削速度 vc (m/min) 120 150 切削速度 vc (m/min) 30 31 32 10° 45.5 61.7
刃当り送り fz (mm/r) 0.50 0.50 刃当り送り fz (mm/r) 0.4 0.5 36 9° 53.5 69.7
軸方向切込み ap (mm) 0.8 0.8 軸方向切込み ap (mm) 1.0 1.5 40 8° 61.5 77.7
径方向切込み ae (mm) 30-40 30-40 径方向切込み ae (mm) 100 70 42 8° 65.5 81.7
コーナ当り加工数 4 12 50 8° 81.5 97.7
52 8° 85.5 101.7
工具寿命 3倍 生産性 1.25倍 生産性 1.3倍 63 7° 107.5 123.7
66 6° 113.5 129.7
80 5° 141.5 157.7
84 5° 149.5 165.7
加工事例 3
被 削 材:高合金鋼
使用機械:BT40
カッター:419-040A32L-09M
チ ッ プ:419R-1405M-PM 4240
加工条件 他社製品 CoroMill® 419
切削速度 vc (m/min) 238 238
刃当り送り fz (mm/r) 0.62 0.62
軸方向切込み ap (mm) 0.5 0.5
径方向切込み ae (mm) 10 10
コーナ当り加工数 15 20
工具寿命 1.3倍
6
4220
4330
4340
2030
2040
3330
3220
3040
1010
1020
1040
1130
K15W
K20D
K20W
S30T
S40T
530
H10
H10F
H13A
SM30
Page7
CoroMill® 419 CoroMill® 419
▶CoroMill® 419用チップ ▶推奨刃当り送り
ISO P ISO M ISO K ISO S ISO H
刃当り送り(fz)mm/刃 刃当り送り(fz)mm/刃 刃当り送り(fz)mm/刃 刃当り送り(fz)mm/刃 刃当り送り(fz)mm/刃
型番 Min 推奨 Max Min 推奨 Max Min 推奨 Max Min 推奨 Max Min 推奨 Max
419R-1405E-MM 0.35 0.80 1.50 0.35 0.70 1.20 0.35 0.80 1.50 0.35 0.50 0.80 0.35 0.50 0.80
★=推奨材種 ☆=補助材種
★ ★ ★ ☆ ☆ ☆ ☆ ★ ★ ☆ 鋼 419R-1405M-PM 0.40 0.80 1.80 0.40 0.70 1.20 0.40 1.00 2.00 0.35 0.50 0.80P P
M ☆ ★ ★ ★ ☆ ☆ ☆ ☆ ☆ M ステンレス鋼 419R-1405M-PH 0.45 1.00 2.00 0.45 1.00 2.00 0.40 0.60 1.00
K ☆ ☆ ☆ ★ ★ ★ ☆ ★ ★ ☆ ★ ☆ K 鋳鉄
N ☆ ☆ ★ ☆ ★ N 非鉄 419N-140530E-SM 0.40 0.80 1.80 0.40 0.70 1.20 0.40 1.00 2.00 0.35 0.50 0.80 0.35 0.50 0.80
S ★ ★ ★ ☆ ★ ★ ★ ☆ S 耐熱合金
H ★ ☆ ★ ☆ ☆ H 高硬度鋼 419N-140530M-KH 0.50 1.00 2.00 0.50 1.00 2.00
コーティング サーメット 超硬 寸法、mm
型番 LE IC S BS RE
14 419R-1405E-MM 9 13.5 5.47 2 0.8
中 419R-1405M-PM 9 13.5 5.47 2 0.8 ▶プログラムの注意
419N-1405 30E-SM 9 13.5 5.47 - 3.0 (コーナー削り残し)
重 14 419N-1405 30M-KH 9 13.5 5.47 - 3.0 プログラム時の
419R-1405M-PH 9 13.5 5.47 2 - R= 4.5 mm
=2019年新製品 ●=標準在庫 DC mm Rp mm t mm t1 mm
32 4.5 1.1 6.8 削り残しと
40-100 4.5 1.1 7.3 プログラム時のR 削り残し
▶加工事例 t = 削り残し
加工事例 1 加工事例 2
被 削 材:ステンレス 被 削 材:Inconel 718
使用機械:ISO 50 使用機械:BT50 ▶ヘリカル加工
カッター:419-063Q22-14L カッター:419-100Q27-09M
チ ッ プ:419R-1405M-PM 1040 チ ッ プ:419R-140530E-SM 2040 カッター径 ランピング ヘリカル加工 max Dm:1回のヘリカル加工での最大穴径
加工条件 他社製品 CoroMill® 419 加工条件 他社製品 CoroMill® 419 DCX, mm 角度 max Dm min Dm min Dm :貫通最小穴径
切削速度 vc (m/min) 120 150 切削速度 vc (m/min) 30 31 32 10° 45.5 61.7
刃当り送り fz (mm/r) 0.50 0.50 刃当り送り fz (mm/r) 0.4 0.5 36 9° 53.5 69.7
軸方向切込み ap (mm) 0.8 0.8 軸方向切込み ap (mm) 1.0 1.5 40 8° 61.5 77.7
径方向切込み ae (mm) 30-40 30-40 径方向切込み ae (mm) 100 70 42 8° 65.5 81.7
コーナ当り加工数 4 12 50 8° 81.5 97.7
52 8° 85.5 101.7
工具寿命 3倍 生産性 1.25倍 生産性 1.3倍 63 7° 107.5 123.7
66 6° 113.5 129.7
80 5° 141.5 157.7
84 5° 149.5 165.7
加工事例 3
被 削 材:高合金鋼
使用機械:BT40
カッター:419-040A32L-09M
チ ッ プ:419R-1405M-PM 4240
加工条件 他社製品 CoroMill® 419
切削速度 vc (m/min) 238 238
刃当り送り fz (mm/r) 0.62 0.62
軸方向切込み ap (mm) 0.5 0.5
径方向切込み ae (mm) 10 10
コーナ当り加工数 15 20
工具寿命 1.3倍
7
4220
4330
4340
2030
2040
3330
3220
3040
1010
1020
1040
1130
K15W
K20D
K20W
S30T
S40T
530
H10
H10F
H13A
SM30
Page8
CoroMill® 419
コロミル419推奨切削条件
推奨切削速度 1)コロマント被削材分類
ISO JIS CMC1) 被削材質 ブリネル
No 硬さ GC1130 GC4220 GC4330 GC4340
最大切りくず厚さ(h ex , mm)
0.05 - 0.1 - 0.2 0.1 - 0.2 - 0.3 0.1 - 0.2 - 0.3 0.1 - 0.2 - 0.3
HB 切削速度 Vc,m/min
P 鋼 SS 01.1 125 375 - 340 - 280 490 - 405 - 330 400 - 330 - 270 340 - 280 - 230S10C~S22C 01.2 炭素鋼 C=0.15% 150 335 - 305 - 250 440 - 360 - 295 360 - 295 - 245 305 - 250 - 205
S25C~S53C 01.3 C=0.35% 170 320 - 290 - 235 415 - 340 - 280 340 - 280 - 230 290 - 235 - 195
S55C 01.4 C=0.60% 210 275 - 250 - 205 365 - 300 - 245 295 - 245 - 200 250 - 205 - 170
SNC、SCr 02.1 低合金鋼 非焼入れ 175 265 - 240 - 195 345 - 285 - 230 280 - 230 - 190 240 - 195 - 160
鋼 SNCM 02.2 (合金元素量 <_ 5%) 焼入れ、焼き戻し 300 170 - 155 - 130 225 - 185 - 150 185 - 150 - 125 155 - 130 - 105
SCM、SMn
SKS、SKD 03.11 高合金鋼 焼鈍し 200 180 - 165 - 135 300 - 245 - 200 195 - 160 - 130 165 - 135 - 110
SKT、SKH 03.21 焼入れ工具鋼 300 130 - 120 - 100 190 - 155 - 125 140 - 115 - 95 120 - 100 - 80
SK
ISO JIS CMC 被削材質 ブリネル
No 硬さ GC1040 GC2040 GC1130
最大切りくず厚さ(h ex , mm)
0 . 05 - 0.15 - 0.25 0.1 - 0.2 - 0.3 0.05 - 0.1 - 0.2
HB 切削速度 Vc,m/min
M SUS4** 05.11 ステンレス鋼 非硬化 200 185 - 140 - 105 240 - 190 - 155 255 - 225 - 18005.12 フェライト/マルテンサイト PH-硬化 330 130 - 100 - 70 165 - 130 - 105 180 - 160 - 13005.13 硬化 330 135 - 100 - 75 175 - 140 - 110 185 - 165 - 135
ス
テ SUS3** 05.21 オーステナイト系 非硬化 200 180 - 135 - 100 200 - 160 - 130 250 - 225 - 180
ン 05.22 PH-硬化 330 125 - 95 - 70 160 - 125 - 100 170 - 155 - 125
レ
ス SUS6** 05.51 オーステナイト・フェライト系 溶接不可材 >_ 0.05%C 230 150 - 115 - 85 170 - 135 - 105 205 - 185 - 145
鋼 05.52 (2相ステンレス) 溶接可材<0.05%C 260 125 - 95 - 70 135 - 110 - 85 175 - 155 - 125
ISO JIS CMC 被削材質 ブリネル
No 硬さ GC1020 GC3040
最大切りくず厚さ(h ex , mm)
0.1 - 0.2 - 0.3 0.1 - 0.2 - 0.4
HB 切削速度 Vc,m/min
K FC100~FC200 08.1 ネズミ鋳鉄 抵抗張力 180 325 - 275 - 225 260 - 215 - 145FC250~FC350 08.2 高抗張力 245 255 - 210 - 170 210 - 170 - 115
鋳 FCD400~FCD450 09.1 ダクタイル鋳鉄 フェライト 160 200 - 165 - 135 165 - 135 - 90
鉄 FCD500~FCD700 09.2 パーライト 250 185 - 155 - 125 150 - 125 - 85
ISO JIS CMC1) 被削材質 ブリネル
No 硬さ GC1130 GC2040 S30T S40T
最大切りくず厚さ(h ex , mm)
0.1 - 0.15 - 0.2 0.1 - 0.15 - 0.25 0.1 - 0.15 - 0.2 0.1 - 0.15 - 0.2
HB 切削速度 Vc,m/min
S 20.21 Niベース 焼鈍しまたは溶体化処理 250 60 - 55 - 50 55 - 50 - 4520.22 時効硬化または溶体化処理後時効硬化 350 37 - 34 - 32 34 - 32 - 2720.24 鋳造または鋳造後時効硬化 320 45 - 40 - 39 40 - 39 - 34
耐 チタン合金 Rm
熱 23.1 純チタン(99.5% Ti) 400 130 - 120 - 110 120 - 115 - 100 150 - 135 - 125 125 - 115 - 110
合 23.21 α、ニヤ-α、α+β 焼鈍し 950 60 - 55 - 50 45 - 40 - 36 65 - 60 - 55 45 - 40 - 39
金 23.22 時効硬化、α+β、β、焼鈍しまたは時効硬化 1050 45 - 40 - 36 37 - 34 - 30 50 - 50 - 45 38 - 36 - 33
ISO JIS CMC 被削材質 ブリネル
No 硬さ GC1010 GC4220 GC1130
最大切りくず厚さ(h ex , mm)
0.07 - 0.12 - 0.2 0.1 - 0.15 - 0.25 0.07 - 0.12 - 0.2
HB 切削速度 Vc,m/min
H 04.1 高硬度鋼、焼き入れ鋼 焼入れ、焼戻し 59 HRc 110 - 95 - 80 55 - 45 - 36 40 - 36 - 29
高 10.1 チルド鋳鉄 鋳造、鋳造後時効硬化 400 215 - 185 - 150 100 - 90 - 70 75 - 70 - 55
硬
度
鋼
技術相談☎052-456-4465 ●月曜~金曜 祝日を除く ホームページ http://www.sandvik.coromant.com
安全について コロメール 会員募集中!!
●切れ刃や切りくずには直接素手で触らないでください。 ●推奨条件の範囲内でご使用し、工具交換は早めに行ってください。 新製品情報、展示会情報、キャンペーン情報などいち
●高温の切りくずが飛散したり、長く伸びた切りくずが排出されることがあります。安全カバーや保護めがねなどの保護具を使用してください。 早くお知らせするメールマガジンです。サンドビック
●不水溶性切削油剤を使用する場合は、防火対策を必ず行ってください。 ●チップや部品の取付けは、付属のレンチやスパナを用いて確実に取り付けてください。 コロマントのホームページからご登録ください。
サンドビック株式会社 コロマントカンパニー
カンパニー本社 〒465-0025 名古屋市名東区上社1丁目1801
TEL(052)456-4465 FAX(052)778-5010
●横浜営業所●仙台営業所●高崎営業所●北関東営業所●名古屋営業所
●大阪営業所●金沢営業所●兵庫営業所●岡山営業所●広島営業所●福岡営業所
CM-078J/R1 19.04 3M® 環境に配慮し、このカタログでは植物油インキを使用しております。 技術的改良により仕様を予告なく変更する場合もあります。