



荒加工から鏡面仕上げまでを高精度に実現
鋼フライス加工用新材種 GC1130、GC4330、GC4340品目追加
◆あらゆる正面フライス加工に
◆すべての被削材をカバー
◆荒加工から仕上げ加工まで
◆低動力の機械に
◆突き出しの長い加工に
◆高送りで面粗さが必要な加工に(ワイパーチップ)
◆詳細はカタログをダウンロードしご覧いただくか、お気軽にお問い合わせ下さい。
このカタログについて
| ドキュメント名 | 高能率正面フライスカッター CoroMill(R) 245 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 8.5Mb |
| 登録カテゴリ | |
| 取り扱い企業 | サンドビック株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
フライス工具カタログ CM-072J
新製品
CoroMill® 245
高能率正面フライスカッター
荒加工から鏡面仕上げまでを高精度に実現
CoroMill® 245
CoroMill® 245
(カセットカッター)
NEW! 鋼フライス加工用新材種
GC1130、GC4330、GC4340品目追加
●あらゆる正面フライス加工に
●すべての被削材をカバー
●荒加工から仕上げ加工まで
●低動力の機械に
●突き出しの長い加工に
●高送りで面粗さが必要な加工に(ワイパーチップ)
9
33
9
SO
1
I 対
応
Page2
CoroMill® 245 CoroMill® 245
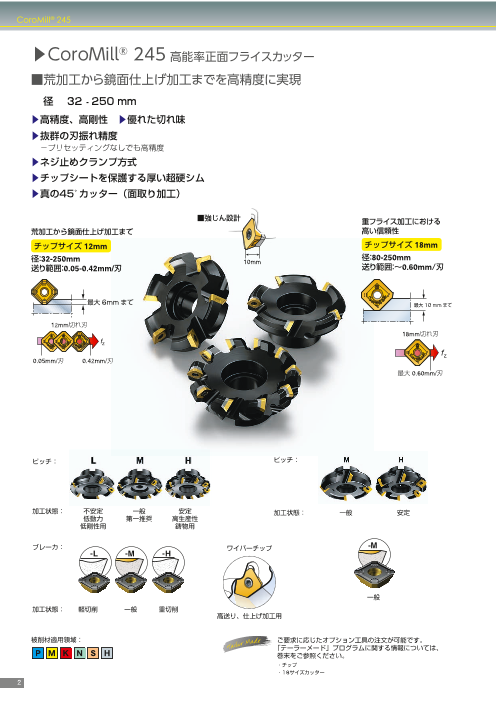
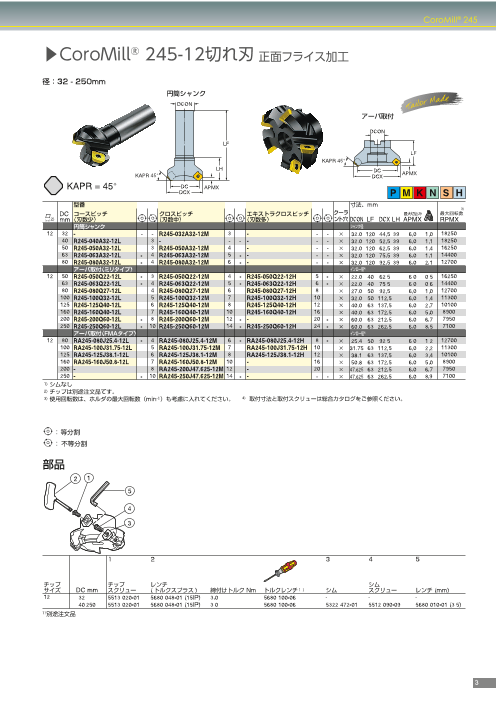
▶CoroMill® 245 高能率正面フライスカッター ▶CoroMill® 245-12切れ刃 正面フライス加工
■荒加工から鏡面仕上げ加工までを高精度に実現 径:32 - 250mm
DCON
▶高精度、高剛性 ▶優れた切れ味
▶抜群の刃振れ精度 DCON
-プリセッティングなしでも高精度
▶ネジ止めクランプ方式
▶チップシートを保護する厚い超硬シム
KAPR = 45°
▶真の45°カッター(面取り加工) P M K N S H
3)
クーラ 最大回転数
■強じん設計 DC重フライス加工における mm ント穴 DCON LF DCX LH APMX RPMX
円筒シャンク シャンク径高い信頼性 - R245-032A32-12M - × 32.0
チップサイズ 18mm R245-040A32-12L - - × 32.0チップサイズ 12mm R245-050A32-12L R245-050A32-12M - × 32.0
径:32-250mm 径:80-250mm R245-063A32-12L R245-063A32-12M - × 32.010mm
送り範囲:~ R245-080A32-12L R245-080A32-12M - × 32.0送り範囲:0.05-0.42mm/刃 0.60mm/刃 アーバ取付(ミリタイプ) インロー径4)
R245-050Q22-12L R245-050Q22-12M R245-050Q22-12H × 22.0
R245-063Q22-12L R245-063Q22-12M R245-063Q22-12H × 22.0
R245-080Q27-12L R245-080Q27-12M R245-080Q27-12H × 27.0
R245-100Q32-12L R245-100Q32-12M R245-100Q32-12H × 32.0
R245-125Q40-12L R245-125Q40-12M R245-125Q40-12H × 40.0
R245-160Q40-12L R245-160Q40-12M R245-160Q40-12H × 40.0
R245-200Q60-12L R245-200Q60-12M - × 60.0
12mm切れ刃 R245-250Q60-12L R245-250Q60-12M R245-250Q60-12H × 60.0
18mm切れ刃 アーバ取付(FMAタイプ) インロー径4)
fz RA245-080J25.4-12L RA245-080J25.4-12M RA245-080J25.4-12H × 25.4
RA245-100J31.75-12L RA245-100J31.75-12M RA245-100J31.75-12H × 31.75
RA245-125J38.1-12L RA245-125J38.1-12M RA245-125J38.1-12H × 38.1
0.05mm/刃 0.42mm/刃 RA245-160J50.8-12L RA245-160J50.8-12M - × 50.8
最大 刃 - RA245-200J47.625-12M - × 47.625 0.60mm/ - RA245-250J47.625-12M - × 47.625
4) 取付寸法と取付スクリューは総合カタログをご参照ください。
部品
不安定 一般 安定
低動力 第一推奨 高生産性
低剛性用 鋳物用
DC mm
1)別途注文品
ご要求に応じたオプション工具の注文が可能です。
「テーラーメード」プログラムに関する情報については、
巻末をご参照ください。
・チップ
・18サイズカッター
2
Page3
CoroMill® 245 CoroMill® 245
▶CoroMill® 245 高能率正面フライスカッター ▶CoroMill® 245-12切れ刃 正面フライス加工
■荒加工から鏡面仕上げ加工までを高精度に実現 径:32 - 250mm
DCON
▶高精度、高剛性 ▶優れた切れ味
▶抜群の刃振れ精度 DCON
-プリセッティングなしでも高精度
▶ネジ止めクランプ方式
▶チップシートを保護する厚い超硬シム
KAPR = 45°
▶真の45°カッター(面取り加工) P M K N S H
3)
クーラ 最大回転数
■強じん設計 DC重フライス加工における mm ント穴 DCON LF DCX LH APMX RPMX
円筒シャンク シャンク径高い信頼性 - R245-032A32-12M - × 32.0
チップサイズ 18mm R245-040A32-12L - - × 32.0チップサイズ 12mm R245-050A32-12L R245-050A32-12M - × 32.0
径:32-250mm 径:80-250mm R245-063A32-12L R245-063A32-12M - × 32.010mm
送り範囲:~ R245-080A32-12L R245-080A32-12M - × 32.0送り範囲:0.05-0.42mm/刃 0.60mm/刃 アーバ取付(ミリタイプ) インロー径4)
R245-050Q22-12L R245-050Q22-12M R245-050Q22-12H × 22.0
R245-063Q22-12L R245-063Q22-12M R245-063Q22-12H × 22.0
R245-080Q27-12L R245-080Q27-12M R245-080Q27-12H × 27.0
R245-100Q32-12L R245-100Q32-12M R245-100Q32-12H × 32.0
R245-125Q40-12L R245-125Q40-12M R245-125Q40-12H × 40.0
R245-160Q40-12L R245-160Q40-12M R245-160Q40-12H × 40.0
R245-200Q60-12L R245-200Q60-12M - × 60.0
12mm切れ刃 R245-250Q60-12L R245-250Q60-12M R245-250Q60-12H × 60.0
18mm切れ刃 アーバ取付(FMAタイプ) インロー径4)
fz RA245-080J25.4-12L RA245-080J25.4-12M RA245-080J25.4-12H × 25.4
RA245-100J31.75-12L RA245-100J31.75-12M RA245-100J31.75-12H × 31.75
RA245-125J38.1-12L RA245-125J38.1-12M RA245-125J38.1-12H × 38.1
0.05mm/刃 0.42mm/刃 RA245-160J50.8-12L RA245-160J50.8-12M - × 50.8
最大 刃 - RA245-200J47.625-12M - × 47.625 0.60mm/ - RA245-250J47.625-12M - × 47.625
4) 取付寸法と取付スクリューは総合カタログをご参照ください。
部品
不安定 一般 安定
低動力 第一推奨 高生産性
低剛性用 鋳物用
DC mm
1)別途注文品
ご要求に応じたオプション工具の注文が可能です。
「テーラーメード」プログラムに関する情報については、
巻末をご参照ください。
・チップ
・18サイズカッター
3
Page4
CoroMill® 245 CoroMill® 245
▶CoroMill® 245-12切れ刃用チップ 正面フライス加工 ▶CoroMill® 245-18切れ刃 正面フライス加工
径:80 - 250mm
DCON
★=推奨材種 ☆=補助材種 KAPR = 45°
P ★ ★ ★ ☆ ☆ ☆ ☆ ★ ★ ★ ☆ P 鋼
M ☆ ★ ★ ☆ ★ ☆ ☆ ☆ ☆ ☆ M ステンレス鋼
-AL K ☆ ☆ ☆ ★ ★ ★ ☆ ★ ★ ☆ ★ ☆ K 鋳鉄 P M K S H
アルミ合金用 N ☆ ☆ ☆ ★ ☆ ★ N 非鉄
S ★ ★ ☆ ★ ☆ ★ ★ ★ ☆ S 耐熱合金 最大
DC クーラ 回転数3)H ★ ☆ ★ ☆ ☆ ☆ H 高硬度鋼 mm ント穴 DCON4) LF DCX APMX RPMX
コーティング サーメット 超硬 寸法、mm アーバ取付(ミリタイプ) インロー径
R245-080Q32-18M1) R245-080Q32-18H1) × 32.0
L=IC LE S BS RE R245-100Q32-18M
1) R245-100Q32-18H1) × 32.0
12 R245-12 T3 E-ML ● ● ● ● ● 13.4 10.0 3.97 2.1 1.5 R245-125Q40-18M R245-125Q40-18H × 40.0
R245-12 T3 E-PL ● ● ● ● ● ● ● 13.4 10.0 3.97 2.1 1.5 R245-160Q40-18M R245-160Q40-18H × 40.0
R245-12 T3 M-PL ● ● ● ● ● ● ● 13.4 10.0 3.97 2.05 1.5 R245-200Q60-18M R245-200Q60-18H × 60.0
R245-12 T3 E-KL ● ● ● ● ● 13.4 10.0 3.97 2.0 1.5 R245-250Q60-18M R245-250Q60-18H × 60.0
R245-12 T3 M-KL ● ● ● ● ● 13.4 10.0 3.97 1.47 1.7 アーバ取付(FMAタイプ) インロー径1)
R245-12 T3 E-AL ● 13.4 10.0 3.97 2.3 2.5 - RA245-080J25-18H × 25.41)
12 R245-12 T3 M-PM ● ● ● ● ● ● 13.4 10.0 3.97 2.0 1.5 RA245-100J31-18M - × 31.75
R245-12 T3 K-MM ● ● ● ● ● ● 13.4 10.0 3.97 2.0 1.5 RA245-125J38-18M - × 38.1
R245-12 T3 M-KM ● ● ● ● ● ● 13.4 10.0 3.97 1.47 1.7 RA245-160J51-18M RA245-160J51-18H × 50.8
RA245-200J47-18M - × 47.625
12 R245-12 T3 M-PH ● ● ● 13.4 9.8 3.97 1.53 1.6 RA245-250J47-18M - × 47.625
R245-12 T3 M-KH ● ● ● ● ● 13.4 10.0 3.97 1.47 1.7
4) 取付寸法と取付スクリューは総合カタログをご参照ください。
12 R245-12 T3 E-W ● ● ● ● ● ● ● ● 13.4 10.0 3.97 8.2 1.5 部品については7ページをご参照ください。
=2019年新製品 ●=標準在庫
R245-12 T3 E-PL m
E = 精密研磨 (IC:±0.025, m:±0.025, s:±0.025)
K = 研磨級 (IC:±0.05~±0.15, m:±0.013, s:±0.025)
M = ダイレクトプレス (IC:±0.05~±0.15, m:±0.08~±0.2, s:±0.13) IC
- - - -
L = IC LE S BS RE APMX
R245-12 T3 E ● ●● 2.5
R245-12 T3 E1 ● 6.0
R245-12 T3 E-W ● ●● 2.5
●=標準在庫
4
4220
4330
4340
2030
2040
3330
3220
3040
1010
1020
1025
1040
1130
K15W
K20D
K20W
S30T
S40T
530
H10
H10F
H13A
SM30
Page5
CoroMill® 245 CoroMill® 245
▶CoroMill® 245-12切れ刃用チップ 正面フライス加工 ▶CoroMill® 245-18切れ刃 正面フライス加工
径:80 - 250mm
DCON
★=推奨材種 ☆=補助材種 KAPR = 45°
P ★ ★ ★ ☆ ☆ ☆ ☆ ★ ★ ★ ☆ P 鋼
M ☆ ★ ★ ☆ ★ ☆ ☆ ☆ ☆ ☆ M ステンレス鋼
-AL K ☆ ☆ ☆ ★ ★ ★ ☆ ★ ★ ☆ ★ ☆ K 鋳鉄 P M K S H
アルミ合金用 N ☆ ☆ ☆ ★ ☆ ★ N 非鉄
S ★ ★ ☆ ★ ☆ ★ ★ ★ ☆ S 耐熱合金 最大
DC クーラ 回転数3)H ★ ☆ ★ ☆ ☆ ☆ H 高硬度鋼 mm ント穴 DCON4) LF DCX APMX RPMX
コーティング サーメット 超硬 寸法、mm アーバ取付(ミリタイプ) インロー径
R245-080Q32-18M1) R245-080Q32-18H1) × 32.0
L=IC LE S BS RE R245-100Q32-18M
1) R245-100Q32-18H1) × 32.0
12 R245-12 T3 E-ML ● ● ● ● ● 13.4 10.0 3.97 2.1 1.5 R245-125Q40-18M R245-125Q40-18H × 40.0
R245-12 T3 E-PL ● ● ● ● ● ● ● 13.4 10.0 3.97 2.1 1.5 R245-160Q40-18M R245-160Q40-18H × 40.0
R245-12 T3 M-PL ● ● ● ● ● ● ● 13.4 10.0 3.97 2.05 1.5 R245-200Q60-18M R245-200Q60-18H × 60.0
R245-12 T3 E-KL ● ● ● ● ● 13.4 10.0 3.97 2.0 1.5 R245-250Q60-18M R245-250Q60-18H × 60.0
R245-12 T3 M-KL ● ● ● ● ● 13.4 10.0 3.97 1.47 1.7 アーバ取付(FMAタイプ) インロー径1)
R245-12 T3 E-AL ● 13.4 10.0 3.97 2.3 2.5 - RA245-080J25-18H × 25.41)
12 R245-12 T3 M-PM ● ● ● ● ● ● 13.4 10.0 3.97 2.0 1.5 RA245-100J31-18M - × 31.75
R245-12 T3 K-MM ● ● ● ● ● ● 13.4 10.0 3.97 2.0 1.5 RA245-125J38-18M - × 38.1
R245-12 T3 M-KM ● ● ● ● ● ● 13.4 10.0 3.97 1.47 1.7 RA245-160J51-18M RA245-160J51-18H × 50.8
RA245-200J47-18M - × 47.625
12 R245-12 T3 M-PH ● ● ● 13.4 9.8 3.97 1.53 1.6 RA245-250J47-18M - × 47.625
R245-12 T3 M-KH ● ● ● ● ● 13.4 10.0 3.97 1.47 1.7
4) 取付寸法と取付スクリューは総合カタログをご参照ください。
12 R245-12 T3 E-W ● ● ● ● ● ● ● ● 13.4 10.0 3.97 8.2 1.5 部品については7ページをご参照ください。
=2019年新製品 ●=標準在庫
R245-12 T3 E-PL m
E = 精密研磨 (IC:±0.025, m:±0.025, s:±0.025)
K = 研磨級 (IC:±0.05~±0.15, m:±0.013, s:±0.025)
M = ダイレクトプレス (IC:±0.05~±0.15, m:±0.08~±0.2, s:±0.13) IC
- - - -
L = IC LE S BS RE APMX
R245-12 T3 E ● ●● 2.5
R245-12 T3 E1 ● 6.0
R245-12 T3 E-W ● ●● 2.5
●=標準在庫
5
4220
4330
4340
2030
2040
3330
3220
3040
1010
1020
1025
1040
1130
K15W
K20D
K20W
S30T
S40T
530
H10
H10F
H13A
SM30
Page6
CoroMill® 245 CoroMill® 245
▶カセット式正面フライス加工 ▶CoroMill® 245-18切れ刃用チップ 正面フライス加工
DCON
受注生産品です
★=推奨材種 ☆=補助材種
KAPR = 45° P M K S H P
★ ★ ★ ☆ ☆ ☆ ☆ ★ ★ ★ ☆ P 鋼
M ☆ ★ ★ ☆ ★ ☆ ☆ ☆ ☆ ☆ M ステンレス鋼
K ☆ ☆ ☆ ★ ★ ★ ☆ ★ ★ ☆ ★ ☆ K 鋳鉄
最大 N ☆ ☆ ☆ ★ ☆ ★ N 非鉄
DC 回転数2) S ★ ★ ☆ ★ ☆ ★ ★ ★ ☆ S 耐熱合金
mm DCON3) LF DCX APMX RPMX H ★ ☆ ★ ☆ ☆ ☆ H 高硬度鋼
アーバ取付(ミリタイプ) インロー径
S-R/L245-160Q40CS0-18M S-R/L245-160Q40CS0-18H コーティング サーメット 超硬 寸法、mm7.0
S-R/L245-200Q60CS0-18M S-R/L245-200Q60CS0-18H 10.0
S-R/L245-250Q60CS0-18M S-R/L245-250Q60CS0-18H 16.0 LE S BS RE
S-R/L245-315Q60CS0-18M S-R/L245-315Q60CS0-18H 26.0 R245-18 T6 M-MM ● ●
S-R/L245-400Q60CS0-18M S-R/L245-400Q60CS0-18H 44.0 R245-18 T6 M-PM ● ● ● ● ● ●
S-R/L245-500Q60CS0-18M S-R/L245-500Q60CS0-18H 62.0 R245-18 T6 M-KM ● ● ● ● ●
アーバ取付(FMAタイプ) インロー径 R245-18 T6 E-W ● ● ● ●
S-R/LA245-160J51CS0-18M S-R/LA245-160J51CS0-18H 63 7.0
S-R/LA245-200J47CS0-18M S-R/LA245-200J47CS0-18H 63 10.0
S-R/LA245-250J47CS0-18M S-R/LA245-250J47CS0-18H 63 16.0
S-R/LA245-315J47CS0-18M S-R/LA245-315J47CS0-18H 80 26.0 =2019年新製品 ●=標準在庫
R245-18 T6 M-MM m
3) 取付寸法と取付スクリューは総合カタログをご参照ください。 E = 精密研磨 (IC:±0.025, m:±0.025, s:±0.025)
M = ダイレクトプレス (IC:±0.05~±0.15, m:±0.08~±0.2, s:±0.13)
IC
■CoroMill®245カセット式正面フライスカッター(受注生産品)
径:160-500mm 鋼の荒加工から中仕上げ加工に最適
DC mm
1)別途注文品です
CoroMill®245(カセット式)用部品
DC mm
6 4220
4330
4340
2030
2040
3330
3220
3040
1010
1020
1025
1040
1130
K15W
K20D
K20W
S30T
S40T
530
H10
H10F
H13A
SM30
Page7
CoroMill® 245 CoroMill® 245
▶カセット式正面フライス加工 ▶CoroMill® 245-18切れ刃用チップ 正面フライス加工
DCON
受注生産品です
★=推奨材種 ☆=補助材種
KAPR = 45° P M K S H P
★ ★ ★ ☆ ☆ ☆ ☆ ★ ★ ★ ☆ P 鋼
M ☆ ★ ★ ☆ ★ ☆ ☆ ☆ ☆ ☆ M ステンレス鋼
K ☆ ☆ ☆ ★ ★ ★ ☆ ★ ★ ☆ ★ ☆ K 鋳鉄
最大 N ☆ ☆ ☆ ★ ☆ ★ N 非鉄
DC 回転数2) S ★ ★ ☆ ★ ☆ ★ ★ ★ ☆ S 耐熱合金
mm DCON3) LF DCX APMX RPMX H ★ ☆ ★ ☆ ☆ ☆ H 高硬度鋼
アーバ取付(ミリタイプ) インロー径
S-R/L245-160Q40CS0-18M S-R/L245-160Q40CS0-18H コーティング サーメット 超硬 寸法、mm7.0
S-R/L245-200Q60CS0-18M S-R/L245-200Q60CS0-18H 10.0
S-R/L245-250Q60CS0-18M S-R/L245-250Q60CS0-18H 16.0 LE S BS RE
S-R/L245-315Q60CS0-18M S-R/L245-315Q60CS0-18H 26.0 R245-18 T6 M-MM ● ●
S-R/L245-400Q60CS0-18M S-R/L245-400Q60CS0-18H 44.0 R245-18 T6 M-PM ● ● ● ● ● ●
S-R/L245-500Q60CS0-18M S-R/L245-500Q60CS0-18H 62.0 R245-18 T6 M-KM ● ● ● ● ●
アーバ取付(FMAタイプ) インロー径 R245-18 T6 E-W ● ● ● ●
S-R/LA245-160J51CS0-18M S-R/LA245-160J51CS0-18H 63 7.0
S-R/LA245-200J47CS0-18M S-R/LA245-200J47CS0-18H 63 10.0
S-R/LA245-250J47CS0-18M S-R/LA245-250J47CS0-18H 63 16.0
S-R/LA245-315J47CS0-18M S-R/LA245-315J47CS0-18H 80 26.0 =2019年新製品 ●=標準在庫
R245-18 T6 M-MM m
3) 取付寸法と取付スクリューは総合カタログをご参照ください。 E = 精密研磨 (IC:±0.025, m:±0.025, s:±0.025)
M = ダイレクトプレス (IC:±0.05~±0.15, m:±0.08~±0.2, s:±0.13)
IC
■CoroMill®245カセット式正面フライスカッター(受注生産品)
径:160-500mm 鋼の荒加工から中仕上げ加工に最適
DC mm
1)別途注文品です
CoroMill®245(カセット式)用部品
DC mm
7
4220
4330
4340
2030
2040
3330
3220
3040
1010
1020
1025
1040
1130
K15W
K20D
K20W
S30T
S40T
530
H10
H10F
H13A
SM30
Page8
CoroMill® 245 CoroMill® 245
▶CoroMill® 245用チップブレーカと材種 ▶CoroMill® 245チップコーナR 平行ランド
軽 中 重 ・低切削抵抗を実現するポジチップ
チップサイズ12mm ・全面研磨E級と型押し焼結M級
強化切れ刃 ・高送り仕上げ加工にワイパーチップ(E-W)
超ポジティブ形状 M ・チップスクリューを外さずにコーナ交換可能 BS, mm 2.3 2.1 2.0 1.5 1.4 0.4 6.4
・全ての被削材をカバーする材種 IC12 mm
L H RE, mm 1.5 1.5 1.6 1.5 2.5 2.5
ほとんどの被削材で BS, mm 1.5 10.8
一般的な使用に IC18 mm
RE, mm 1.0 1.0
軽切削 重切削
低切削抵抗 最高の切れ刃信頼性
低送り 高送り
チップサイズ18mm ▶CoroMill® 245第一推奨品
高い切りくず排出量
様々な切込みに対応 M
荒加工 M-PH 4330 M-MM 2040 M-KH 3330 E-AL H10 K-MM S40T M-PM 1010
中加工 M-PM 4330 K-MM 2040 M-KM 3330 E CD10 K-MM S30T M-PM 1010
コーティング超硬/サーメット セラミック CBN 多結晶ダイヤモンド
ブレーカ 仕上げ加工 E-PL 1130 E-ML 1040 E-KL 1020 E CD10 E-PL S30T E-PL 1010ISO
L M H ワイパー ワイパー ワイパー
炭素鋼 P P M K N S H
ステンレス鋼 M
鋳鉄 K HINT!
▶推奨最大切りくず厚さhexを考慮しfzを設定してください(hex=0.7fz)
非鉄金属 N ▶ステンレス鋼の仕上げ加工では外掛けクーラントにて優れた仕上げ面が得られます
▶優れた仕上げ面品位を得る為回転当り送りはBSの80%を超えないでください
耐熱合金 S ▶ワイパーチップを使用する際
・荒チップは同じ材質を選んでください
高硬度鋼 H ・研磨チップを選んでください
▶振れ精度を良くするためにはE級またはK級のチップを使用してください
▶チップコーナ番号はそろえてください
8
Page9
CoroMill® 245 CoroMill® 245
▶CoroMill® 245用チップブレーカと材種 ▶CoroMill® 245チップコーナR 平行ランド
軽 中 重 ・低切削抵抗を実現するポジチップ
チップサイズ12mm ・全面研磨E級と型押し焼結M級
強化切れ刃 ・高送り仕上げ加工にワイパーチップ(E-W)
超ポジティブ形状 M ・チップスクリューを外さずにコーナ交換可能 BS, mm 2.3 2.1 2.0 1.5 1.4 0.4 6.4
・全ての被削材をカバーする材種 IC12 mm
L H RE, mm 1.5 1.5 1.6 1.5 2.5 2.5
ほとんどの被削材で BS, mm 1.5 10.8
一般的な使用に IC18 mm
RE, mm 1.0 1.0
軽切削 重切削
低切削抵抗 最高の切れ刃信頼性
低送り 高送り
チップサイズ18mm ▶CoroMill® 245第一推奨品
高い切りくず排出量
様々な切込みに対応 M
荒加工 M-PH 4330 M-MM 2040 M-KH 3330 E-AL H10 K-MM S40T M-PM 1010
中加工 M-PM 4330 K-MM 2040 M-KM 3330 E CD10 K-MM S30T M-PM 1010
コーティング超硬/サーメット セラミック CBN 多結晶ダイヤモンド
ブレーカ 仕上げ加工 E-PL 1130 E-ML 1040 E-KL 1020 E CD10 E-PL S30T E-PL 1010ISO
L M H ワイパー ワイパー ワイパー
炭素鋼 P P M K N S H
ステンレス鋼 M
鋳鉄 K HINT!
▶推奨最大切りくず厚さhexを考慮しfzを設定してください(hex=0.7fz)
非鉄金属 N ▶ステンレス鋼の仕上げ加工では外掛けクーラントにて優れた仕上げ面が得られます
▶優れた仕上げ面品位を得る為回転当り送りはBSの80%を超えないでください
耐熱合金 S ▶ワイパーチップを使用する際
・荒チップは同じ材質を選んでください
高硬度鋼 H ・研磨チップを選んでください
▶振れ精度を良くするためにはE級またはK級のチップを使用してください
▶チップコーナ番号はそろえてください
9
Page10
CoroMill® 245 CoroMill® 245
▶加工事例 ▶鋼フライス加工用新材種GC4330, GC4340
加工事例 1
被 削 材:ステンレス ■鋼領域に新しい材種、GC4330およびGC4340を導入
カッター:R245-063Q22-12H
チ ッ プ:R245-12 T3 K-MM 2030
▶マーケットのニーズ
加工条件 現状品 CoroMill® 245 鋼領域で、今以上に安心して使用したい!! 鋼フライス加工用材種の適用領域:
刃数 Zn 5 6 突発的な欠損を防ぎたい!!
主軸回転数 n (rpm) 475 936 安定した加工 肩削りフライス 正面フライス切削速度 vc (m/min) 100 200 ! チップ寿命をもっと伸ばしたい!! 加工領域 加工領域
刃当り送り fz (mm) 0.1 0.15 コーナ当り加工ワ
ーク数 10倍
テーブル送り v (mm/min) 238 843 <特徴>f GC4220
軸方向切込み ap (mm) 2 2.5 ■新しい母材(GC4330)
径方向切込み ae (mm) 40 40 倍! より均一な粒径となり信頼性、靭性向上
GC4330
加工ワーク数/コーナ 1 10 生産性 3 ■均一な刃先処理 GC1130
バラツキが小さくなることによって性能の信頼性向上→チッ
プ寿命が伸びる GC4340
■Inveio®(インヴェイオ)コーティング
加工事例 2 切削で生じる熱が切屑に逃げることによって、耐摩耗性、耐 不安定な熱性が向上しチップ寿命が伸びる 加工
被 削 材:アルミ ■新しい表面処理 低負荷/発熱量 高負荷/発熱量
カッター:R245-050Q22-12M 圧縮残留応力が大きくなり、耐剥離、耐熱亀裂、耐チッピン
グ性能が向上しチップ寿命が伸びる (小径/低 vc、hex、ae) (大径/高 vc、hex、ae)チ ッ プ:R245-12 T3 E-AL H10
加工条件 現状品(仕上げ) 現状品(荒) CoroMill® 245(仕上げ) CoroMill® 245(荒)
刃数 Zn 4 4 4 4
主軸回転数 n (rpm) 3800 2842 8000 5000 ■Inveio®(インヴェイオ)コーティング
切削速度 vc (m/min) 604 500 1272 880
刃当り送り fz (mm) 0.05 0.15 0.05 0.17
テーブル送り vf (mm/min) 760 1705 1600 3400 従来のAl2O3 GC4330,GC4340のAl2O3
軸方向切込み a 結晶が一方向に揃うp (mm) 0.3 3 0.3 3 生産性 結晶方向がランダム
径方向切込み ae (mm) 30 30 30 30 100%アップ! 耐熱性、耐摩耗性向上サイクルタイム (分) 0.4 0.18 0.19 0.09
Q (cm3/min) 6.84 153.47 14.4 306
加工事例 3
被 削 材:鋳物
カッター:R245-063A32-12M 切削熱の逃げる方向
チ ッ プ:R245-12 T3 M-KM 3220
加工条件 現状品 CoroMill® 245
刃数 Zn 5 5 ■耐摩耗性 ■耐チッピング
主軸回転数 n (rpm) 562 749
切削速度 vc (m/min) 120 160 !
刃当り送り fz
プ
(mm) 0.18 0.22 ーク数 50%アッ
テーブル送り v ワf (mm/min) 506 824 コーナ当り加工
軸方向切込み ap (mm) 2.5 2.5
径方向切込み ae (mm) 50 50
産性 66%アップ
! 従来品 GC4330, GC4340 従来品 GC4330, GC4340
サイクルタイム (分) 2 1.2 生
加工ワーク数/コーナ 35 52 ■耐熱亀裂
従来品 GC4330, GC4340
10
Page11
CoroMill® 245 CoroMill® 245
▶加工事例 ▶鋼フライス加工用新材種GC4330, GC4340
加工事例 1
被 削 材:ステンレス ■鋼領域に新しい材種、GC4330およびGC4340を導入
カッター:R245-063Q22-12H
チ ッ プ:R245-12 T3 K-MM 2030
▶マーケットのニーズ
加工条件 現状品 CoroMill® 245 鋼領域で、今以上に安心して使用したい!! 鋼フライス加工用材種の適用領域:
刃数 Zn 5 6 突発的な欠損を防ぎたい!!
主軸回転数 n (rpm) 475 936 安定した加工 肩削りフライス 正面フライス切削速度 vc (m/min) 100 200 ! チップ寿命をもっと伸ばしたい!! 加工領域 加工領域
刃当り送り fz (mm) 0.1 0.15 コーナ当り加工ワ
ーク数 10倍
テーブル送り v (mm/min) 238 843 <特徴>f GC4220
軸方向切込み ap (mm) 2 2.5 ■新しい母材(GC4330)
径方向切込み ae (mm) 40 40 倍! より均一な粒径となり信頼性、靭性向上
GC4330
加工ワーク数/コーナ 1 10 生産性 3 ■均一な刃先処理 GC1130
バラツキが小さくなることによって性能の信頼性向上→チッ
プ寿命が伸びる GC4340
■Inveio®(インヴェイオ)コーティング
加工事例 2 切削で生じる熱が切屑に逃げることによって、耐摩耗性、耐 不安定な熱性が向上しチップ寿命が伸びる 加工
被 削 材:アルミ ■新しい表面処理 低負荷/発熱量 高負荷/発熱量
カッター:R245-050Q22-12M 圧縮残留応力が大きくなり、耐剥離、耐熱亀裂、耐チッピン
グ性能が向上しチップ寿命が伸びる (小径/低 vc、hex、ae) (大径/高 vc、hex、ae)チ ッ プ:R245-12 T3 E-AL H10
加工条件 現状品(仕上げ) 現状品(荒) CoroMill® 245(仕上げ) CoroMill® 245(荒)
刃数 Zn 4 4 4 4
主軸回転数 n (rpm) 3800 2842 8000 5000 ■Inveio®(インヴェイオ)コーティング
切削速度 vc (m/min) 604 500 1272 880
刃当り送り fz (mm) 0.05 0.15 0.05 0.17
テーブル送り vf (mm/min) 760 1705 1600 3400 従来のAl2O3 GC4330,GC4340のAl2O3
軸方向切込み a 結晶が一方向に揃うp (mm) 0.3 3 0.3 3 生産性 結晶方向がランダム
径方向切込み ae (mm) 30 30 30 30 100%アップ! 耐熱性、耐摩耗性向上サイクルタイム (分) 0.4 0.18 0.19 0.09
Q (cm3/min) 6.84 153.47 14.4 306
加工事例 3
被 削 材:鋳物
カッター:R245-063A32-12M 切削熱の逃げる方向
チ ッ プ:R245-12 T3 M-KM 3220
加工条件 現状品 CoroMill® 245
刃数 Zn 5 5 ■耐摩耗性 ■耐チッピング
主軸回転数 n (rpm) 562 749
切削速度 vc (m/min) 120 160 !
刃当り送り fz
プ
(mm) 0.18 0.22 ーク数 50%アッ
テーブル送り v ワf (mm/min) 506 824 コーナ当り加工
軸方向切込み ap (mm) 2.5 2.5
径方向切込み ae (mm) 50 50
産性 66%アップ
! 従来品 GC4330, GC4340 従来品 GC4330, GC4340
サイクルタイム (分) 2 1.2 生
加工ワーク数/コーナ 35 52 ■耐熱亀裂
従来品 GC4330, GC4340
11
Page12
CoroMill® 245推奨切削条件
推奨刃当り送り
刃当り送り fz(mm/ 刃 ) 最大切りくず厚さ hex(mm) 刃当り送り fz(mm/ 刃 ) 最大切りくず厚さ hex(mm)
チップブレーカ 初回試行値 ( 最小 - 最大 ) 初回試行値 ( 最小 - 最大 ) 材種 初回試行値 ( 最小 - 最大 ) 初回試行値 ( 最小 - 最大 )
E-xL 0.14 (0.08 - 0.21) 0.10 (0.06 - 0.15) CC6190 (セラミック) 0.21 (0.10 - 0.30) 0.15 (0.07 - 0.20)
(CT530,H13A) 0.11 (0.07 - 0.17) 0.08 (0.06 - 0.12) CB50 (CBN) 0.14 (0.07 - 0.21) 0.10 (0.06 - 0.15)
M-xL 0.17 (0.07 - 0.21) 0.12 (0.06 - 0.15) CD10 (PCD) 0.14 (0.07 - 0.21) 0.10 (0.06 - 0.15)
M-xM 0.24 (0.10 - 0.28) 0.17 (0.07 - 0.20)
(CT530,H13A) 0.12 (0.08 - 0.18) 0.09 (0.06 - 0.13)
K-xM 0.23 (0.10 - 0.28) 0.16 (0.07 - 0.20)
M-xH 0.35 (0.10 - 0.42) 0.25 (0.07 - 0.30)
E-AL 0.24 (0.10 - 0.28) 0.17 (0.07 - 0.28)
推奨切削速度 1)コロマント被削材分類
ISO JIS CMC1) 被削材質 ブリネル
No 硬さ GC1130 CT530 GC4220 GC4330 GC4340
100mm 125mm 最大切りくず厚さ(h ex , mm)
0.05 - 0.1 - 0.2 0.1 - 0.15 - 0.2 0.1 - 0.15 - 0.3 0.1 - 0.2 - 0.3 0.1 - 0.2 - 0.3
HB 切削速度 Vc,m/min
P 鋼 SS 01.1 125 375 - 340 - 280 430 - 390 - 350 490 - 405 - 330 400 - 330 - 270 340 - 280 - 230S10C~S22C 01.2 炭素鋼 C=0.15% 150 335 - 305 - 250 385 - 350 - 315 440 - 360 - 295 360 - 295 - 245 305 - 250 - 205
S25C~S53C 01.3 C=0.35% 170 320 - 290 - 235 365 - 330 - 300 415 - 340 - 280 340 - 280 - 230 290 - 235 - 195
S55C 01.4 C=0.60% 210 275 - 250 - 205 315 - 290 - 260 365 - 300 - 245 295 - 245 - 200 250 - 205 - 170
SNC、SCr 02.1 低合金鋼 非焼入れ 175 265 - 240 - 195 300 - 275 - 245 345 - 285 - 230 280 - 230 - 190 240 - 195 - 160
鋼 SNCM 02.2 (合金元素量 <_ 5%) 焼入れ、焼き戻し 300 170 - 155 - 130 195 - 180 - 160 225 - 185 - 150 185 - 150 - 125 155 - 130 - 105
SCM、SMn
SKS、SKD 03.11 高合金鋼 焼鈍し 200 180 - 165 - 135 230 - 205 - 185 300 - 245 - 200 195 - 160 - 130 165 - 135 - 110
SKT、SKH 03.21 焼入れ工具鋼 300 130 - 120 - 100 165 - 150 - 135 190 - 155 - 125 140 - 115 - 95 120 - 100 - 80
SK
ISO JIS CMC 被削材質 ブリネル
No 硬さ GC1040 GC2030 GC2040 CT530 GC1130
100mm 125mm 最大切りくず厚さ(h ex , mm)
0 .1 - 0.15 - 0.2 0.05 - 0.15 - 0.25 0.1 - 0.15 - 0.25 0.1 - 0.15 - 0.2 0.1 - 0.15 - 0.2
HB 切削速度 Vc,m/min
M SUS4** 05.11 ステンレス鋼 非硬化 200 185 - 140 - 105 240 - 190 - 155 240 - 190 - 155 285 - 255 - 230 255 - 225 - 18005.12 フェライト/マルテンサイト PH-硬化 330 130 - 100 - 70 170 - 135 - 110 165 - 130 - 105 205 - 185 - 165 180 - 160 - 13005.13 硬化 330 135 - 100 - 75 175 - 140 - 115 175 - 140 - 110 215 - 190 - 170 185 - 165 - 135
ス
テ SUS3** 05.21 オーステナイト系 非硬化 200 180 - 135 - 100 235 - 190 - 150 200 - 160 - 130 265 - 240 - 215 250 - 225 - 180
ン 05.22 PH-硬化 330 125 - 95 - 70 165 - 130 - 105 160 - 125 - 100 200 - 175 - 160 170 - 155 - 125
レ
ス SUS6** 05.51 オーステナイト・フェライト系 溶接不可材 >_ 0.05%C 230 150 - 115 - 85 195 - 155 - 125 170 - 135 - 105 260 - 235 - 210 205 - 185 - 145
鋼 05.52 (2相ステンレス) 溶接可材<0.05%C 260 125 - 95 - 70 165 - 130 - 105 135 - 110 - 85 230 - 205 - 185 175 - 155 - 125
ISO JIS CMC 被削材質 ブリネル
No 硬さ GC1020 GC3040 H13A
100mm 125mm 最大切りくず厚さ(h ex , mm)
0.1 - 0.2 - 0.3 0.1 - 0.2 - 0.3 0.1 - 0.2 - 0.3
HB 切削速度 Vc,m/min
K FC100~FC200 08.1 ネズミ鋳鉄 抵抗張力 180 325 - 275 - 225 260 - 215 - 145 130 - 110 - 85FC250~FC350 08.2 高抗張力 245 255 - 210 - 170 210 - 170 - 115 105 - 90 - 65
鋳鉄 FCD400~FCD450 09.1 ダクタイル鋳鉄 フェライト 160 200 - 165 - 135 165 - 135 - 90 80 - 70 - 50FCD500~FCD700 09.2 パーライト 250 185 - 155 - 125 150 - 125 - 85 75 - 65 - 50
ISO JIS CMC1) 被削材質 ブリネル
No 硬さ CD10 H10 GC1130 H13A
100mm 125mm 最大切りくず厚さ(h ex , mm)
0.1 - 0.15 - 0.2 0.1 - 0.15 - 0.2 0.1 - 0.15 - 0.2 0.1 - 0.15 - 0.2
HB 切削速度 Vc,m/min
N 30.11 アルミ合金 鋳造、鋳造後冷間加工、時効硬化なし 60 1900 - 1750 - 1600 940 - 870 - 810 990 - 910 - 850 750 - 700 - 65030.12 鋳造、鋳造後時効硬化 100 1700 - 1550 - 1450 850 - 780 - 730 890 - 820 - 760 680 - 630 - 580
30.21 アルミ合金 鋳造、時効硬化なし 75 1900 - 1750 - 1600 940 - 870 - 810 990 - 910 - 850 1700 - 1600 - 1450
非 30.22 鋳造または鋳造後時効硬化 90 1700 - 1550 - 1450 850 - 790 - 730 990 - 920 - 850 1450 - 1350 - 1250
鉄 33.1 銅、鋼合金 快削鋼、>_ 1% Pb 110 940 - 870 - 810 470 - 435 - 405 495 - 460 - 425 375 - 350 - 32533.2 黄銅、鉛製銅、<_ 1% Pb 90 940 - 870 - 810 470 - 435 - 405 495 - 460 - 425 375 - 350 - 325
33.3 青銅、鉛無し銅、電気銅 100 660 - 610 - 570 330 - 305 - 285 345 - 320 - 295 265 - 245 - 225
ISO JIS CMC1) 被削材質 ブリネル
No 硬さ GC1130 H13A GC2030 S30T S40T
100mm 125mm 最大切りくず厚さ(h ex , mm)
0.05 - 0.15 - 0.2 0.1 - 0.15 - 0.2 0.05 - 0.15 - 0.2 0.05 - 0.15 - 0.2 0.05 - 0.15 - 0.2
HB 切削速度 Vc,m/min
S 20.21 Niベース 焼鈍しまたは液体化処理 250 60 - 55 - 50 55 - 55 - 50 55 - 50 - 5020.22 時効硬化または液体化処理後時効硬化 350 37 - 34 - 32 35 - 33 - 30 34 - 32 - 3020.24 鋳造または鋳造後時効硬化 320 45 - 40 - 39 45 - 40 - 38 40 - 39 - 36
耐 チタン合金 Rm
熱 23.1 純チタン(99.5% Ti) 400 125 - 115 - 105 125 - 115 - 110 120 - 115 - 105 150 - 135 - 125 125 - 115 - 110
合 23.21 α、ニヤ-α、α+β 焼鈍し 950 55 - 50 - 45 50 - 45 - 45 50 - 45 - 40 65 - 60 - 55 45 - 40 - 39
金 23.22 時効硬化、α+β、β、焼鈍しまたは時効硬化 1050 45 - 40 - 36 38 - 36 - 33 40 - 39 - 36 50 - 50 - 45 38 - 36 - 33
ISO JIS CMC 被削材質 ブリネル
No 硬さ CB50 GC4220 GC3040 GC1010 GC1130
100mm 125mm 最大切りくず厚さ(h ex , mm)
0.07 - 0.12 - 0.2 0.1 - 0.12 - 0.25 0.1 - 0.2 - 0.25 0.07 - 0.12 - 0.2 0.07 - 0.12 - 0.2
HB 切削速度 Vc,m/min
H 04.1 高硬度鋼、焼き入れ鋼 焼入れ、焼戻し 59 HRc 160 - 140 - 115 55 - 45 - 36 45 - 33 - 29 110 - 95 - 80 40 - 36 - 29
高硬度鋼 10.1 チルド鋳鉄 鋳造、鋳造後時効硬化 400 310 - 270 - 215 100 - 90 - 70 85 - 65 - 55 215 - 185 - 150 75 - 70 - 55
技術相談☎052-456-4465 ●月曜~金曜 祝日を除く ホームページ http://www.sandvik.coromant.com
安全について コロメール 会員募集中!!
●切れ刃や切りくずには直接素手で触らないでください。 ●推奨条件の範囲内でご使用し、工具交換は早めに行ってください。 新製品情報、展示会情報、キャンペーン情報などいち
●高温の切りくずが飛散したり、長く伸びた切りくずが排出されることがあります。安全カバーや保護めがねなどの保護具を使用してください。 早くお知らせするメールマガジンです。サンドビック
●不水溶性切削油剤を使用する場合は、防火対策を必ず行ってください。 ●チップや部品の取付けは、付属のレンチやスパナを用いて確実に取り付けてください。 コロマントのホームページからご登録ください。
サンドビック株式会社 コロマントカンパニー
カンパニー本社 〒465-0025 名古屋市名東区上社1丁目1801
TEL(052)456-4465 FAX(052)778-5010
●横浜営業所●仙台営業所●高崎営業所●北関東営業所●名古屋営業所
●大阪営業所●金沢営業所●兵庫営業所●岡山営業所●広島営業所●福岡営業所
CM-072J/R3 19.04 3M® 環境に配慮し、このカタログでは植物油インキを使用しております。 技術的改良により仕様を予告なく変更する場合もあります。