



ステンレス鋼用 Inveio(TM) コーティング材種新登場
◆Inveio(インヴェイオ)コーティングテクノロジー採用
・最新技術Inveioを採用しステンレス鋼旋削加工に最適化されたコーティング
・荒~中切削加工において、より高度なレベルの耐摩耗性と工具寿命を実現
◆耐熱性に優れた母材
・最適化された傾斜組成層の母材により、広い加工領域をカバー
◆耐摩耗性に優れたコーティング
・MT-TiCN コーティング層でこすり摩耗に優れた耐性
◆詳細はカタログをダウンロードしご覧いただくか、お気軽にお問い合わせ下さい。
関連メディア
このカタログについて
| ドキュメント名 | ステンレス旋削加工用新材種 GC2220 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 4.7Mb |
| 登録カテゴリ | |
| 取り扱い企業 | サンドビック株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
旋削工具カタログ CT-095J
新製品
GC2220
ステンレス旋削加工用新材種
NEW! ステンレス鋼用 Inveio™(インヴェイオ)
コーティング材種新登場
Inveio™(インヴェイオ)コーティングテクノロジー採用
●最新技術Inveio™を採用しステンレス鋼旋削加工に最適化されたコーティング
●荒~中切削加工において、より高度なレベルの耐摩耗性と工具寿命を実現
耐熱性に優れた母材
●最適化された傾斜組成層の母材により、広い加工領域をカバー
耐摩耗性に優れたコーティング
●MT-TiCN コーティング層でこすり摩耗に優れた耐性 99
33
O1 応
IS 対
Page2
GC2220 GC2220
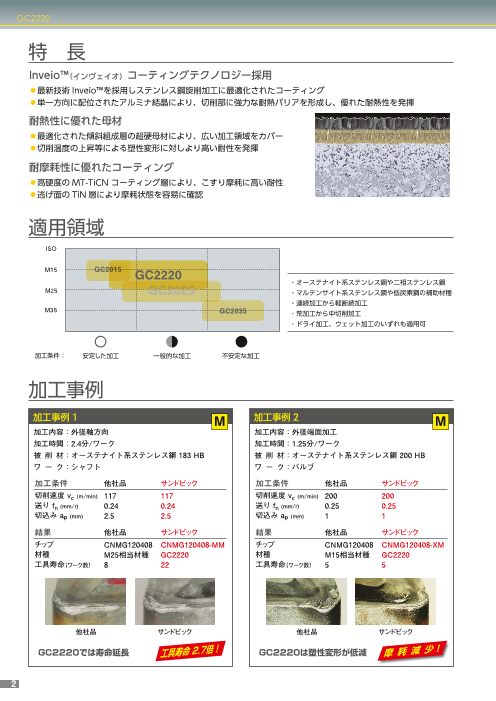
特 長
Inveio™(インヴェイオ)コーティングテクノロジー採用
●最新技術 Inveio™を採用しステンレス鋼旋削加工に最適化されたコーティング
●単一方向に配位されたアルミナ結晶により、切削部に強力な耐熱バリアを形成し、優れた耐熱性を発揮
耐熱性に優れた母材
●最適化された傾斜組成層の超硬母材により、広い加工領域をカバー
●切削温度の上昇等による塑性変形に対しより高い耐性を発揮
耐摩耗性に優れたコーティング
●高硬度のMT-TiCN コーティング層により、こすり摩耗に高い耐性
●逃げ面の TiN層により摩耗状態を容易に確認
適用領域
ISO
M15 GC2015 GC2220
・オーステナイト系ステンレス鋼や二相ステンレス鋼
M25 GC2025 ・マルテンサイト系ステンレス鋼や低炭素鋼の補助材種
・連続加工から軽断続加工
M35 GC2035 ・荒加工から中切削加工
・ドライ加工、ウェット加工のいずれも適用可
加工条件: 安定した加工 一般的な加工 不安定な加工
加工事例
加工事例 1 M 加工事例 2 M
加工内容:外径軸方向 加工内容:外径端面加工
加工時間:2.4分/ワーク 加工時間:1.25分/ワーク
被 削 材:オーステナイト系ステンレス鋼 183 HB 被 削 材:オーステナイト系ステンレス鋼 200 HB
ワ ー ク:シャフト ワ ー ク:バルブ
加工条件 他社品 サンドビック 加工条件 他社品 サンドビック
切削速度 vc (m/min) 117 117 切削速度 vc (m/min) 200 200
送り fn (mm/r) 0.24 0.24 送り fn (mm/r) 0.25 0.25
切込み ap (mm) 2.5 2.5 切込み ap (mm) 1 1
結果 他社品 サンドビック 結果 他社品 サンドビック
チップ CNMG120408 CNMG120408-MM チップ CNMG120408 CNMG120408-XM
材種 M25相当材種 GC2220 材種 M15相当材種 GC2220
工具寿命(ワーク数) 8 22 工具寿命(ワーク数) 5 5
他社品 サンドビック 他社品 サンドビック
GC2220では寿命延長 工具寿命 2.7倍! GC2220は塑性変形が低減 摩 耗 減 少!
2
Page3
GC2220 GC2220
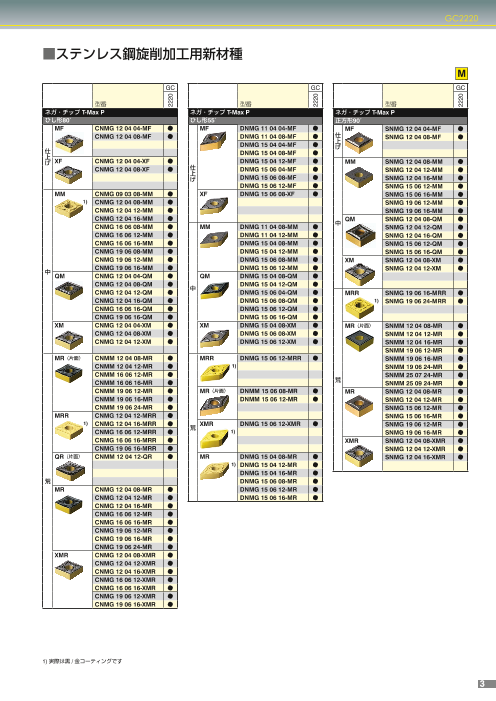
特 長 ■ステンレス鋼旋削加工用新材種
Inveio™(インヴェイオ)コーティングテクノロジー採用 M
●最新技術 Inveio™を採用しステンレス鋼旋削加工に最適化されたコーティング GC GC GC
●単一方向に配位されたアルミナ結晶により、切削部に強力な耐熱バリアを形成し、優れた耐熱性を発揮 型番 型番 型番
ネガ・チップ T-Max P ネガ・チップ T-Max P ネガ・チップ T-Max P
耐熱性に優れた母材 ひし形80° ひし形55° 正方形90°
MF CNMG 12 04 04-MF ● MF DNMG 11 04 04-MF ● MF SNMG 12 04 04-MF ●
●最適化された傾斜組成層の超硬母材により、広い加工領域をカバー CNMG 12 04 08-MF ● DNMG 11 04 08-MF ● 仕 SNMG 12 04 08-MF ●
●切削温度の上昇等による塑性変形に対しより高い耐性を発揮 DNMG 15 04 04-MF ●
上
げ
仕 DNMG 15 04 08-MF ●
上
耐摩耗性に優れたコーティング げXF CNMG 12 04 04-XF ● DNMG 15 04 12-MF ● MM SNMG 12 04 08-MM ●CNMG 12 04 08-XF ● 仕 DNMG 15 06 04-MF ●
上 SNMG 12 04 12-MM ●
●高硬度のMT-TiCN コーティング層により、こすり摩耗に高い耐性 げ DNMG 15 06 08-MF ● SNMG 12 04 16-MM ●DNMG 15 06 12-MF ● SNMG 15 06 12-MM ●
●逃げ面の TiN層により摩耗状態を容易に確認 MM CNMG 09 03 08-MM ● XF DNMG 15 06 08-XF ● SNMG 15 06 16-MM ●
1) CNMG 12 04 08-MM ● SNMG 19 06 12-MM ●
CNMG 12 04 12-MM ● SNMG 19 06 16-MM ●
適用領域 CNMG 12 04 16-MM ● QM SNMG 12 04 08-QM ●CNMG 16 06 08-MM ● MM DNMG 11 04 08-MM ● 中 SNMG 12 04 12-QM ●CNMG 16 06 12-MM ● DNMG 11 04 12-MM ● SNMG 12 04 16-QM ●
CNMG 16 06 16-MM ● DNMG 15 04 08-MM ● SNMG 15 06 12-QM ●
ISO CNMG 19 06 08-MM ● DNMG 15 04 12-MM ● SNMG 15 06 16-QM ●
CNMG 19 06 12-MM ● DNMG 15 06 08-MM ● XM SNMG 12 04 08-XM ●
M15 GC2015 CNMG 19 06 16-MM ● DNMG 15 06 12-MM ● SNMG 12 04 12-XM ●GC2220 中QM CNMG 12 04 04-QM ● QM DNMG 15 04 08-QM ●
・オーステナイト系ステンレス鋼や二相ステンレス鋼 CNMG 12 04 08-QM ● DNMG 15 04 12-QM ●
M25 GC2025 ・マルテンサイト系ステンレス鋼や低炭素鋼の補助材種 中CNMG 12 04 12-QM ● DNMG 15 06 04-QM ● MRR SNMG 19 06 16-MRR ●
・連続加工から軽断続加工 CNMG 12 04 16-QM ● DNMG 15 06 08-QM ● 1) SNMG 19 06 24-MRR ●
M35 GC2035 ・荒加工から中切削加工 CNMG 16 06 16-QM ● DNMG 15 06 12-QM ●CNMG 19 06 16-QM ● DNMG 15 06 16-QM ●
・ドライ加工、ウェット加工のいずれも適用可 XM CNMG 12 04 04-XM ● XM DNMG 15 04 08-XM ● MR(片面) SNMM 12 04 08-MR ●
CNMG 12 04 08-XM ● DNMG 15 06 08-XM ● SNMM 12 04 12-MR ●
CNMG 12 04 12-XM ● DNMG 15 06 12-XM ● SNMM 12 04 16-MR ●
SNMM 19 06 12-MR ●
加工条件: 安定した加工 一般的な加工 不安定な加工 MR(片面) CNMM 12 04 08-MR ● MRR DNMG 15 06 12-MRR ● SNMM 19 06 16-MR ●
CNMM 12 04 12-MR ● 1) SNMM 19 06 24-MR ●
CNMM 16 06 12-MR ● SNMM 25 07 24-MR ●
加工事例 CNMM 16 06 16-MR ● 荒 SNMM 25 09 24-MR ●CNMM 19 06 12-MR ● MR(片面) DNMM 15 06 08-MR ● MR SNMG 12 04 08-MR ●
CNMM 19 06 16-MR ● DNMM 15 06 12-MR ● SNMG 12 04 12-MR ●
CNMM 19 06 24-MR ● SNMG 15 06 12-MR ●
加工事例 1 加工事例 2 MRR CNMG 12 04 12-MRR ●M M SNMG 15 06 16-MR ●1) CNMG 12 04 16-MRR ● XMR DNMG 15 06 12-XMR ● SNMG 19 06 12-MR ●
加工内容:外径軸方向 加工内容:外径端面加工 荒CNMG 16 06 12-MRR ● 1) SNMG 19 06 16-MR ●
加工時間:2.4分/ワーク 加工時間:1.25分/ワーク CNMG 16 06 16-MRR ● XMR SNMG 12 04 08-XMR ●
CNMG 19 06 16-MRR ● SNMG 12 04 12-XMR ●
被 削 材:オーステナイト系ステンレス鋼 183 HB 被 削 材:オーステナイト系ステンレス鋼 200 HB QR(片面) CNMM 12 04 12-QR ● MR DNMG 15 04 08-MR ● SNMG 12 04 16-XMR ●
ワ ー ク:シャフト ワ ー ク:バルブ 1) DNMG 15 04 12-MR ● DNMG 15 04 16-MR ●
加工条件 他社品 サンドビック 加工条件 他社品 サンドビック 荒 DNMG 15 06 08-MR ●
MR CNMG 12 04 08-MR ● DNMG 15 06 12-MR ●
切削速度 vc (m/min) 117 117 切削速度 vc (m/min) 200 200 CNMG 12 04 12-MR ● DNMG 15 06 16-MR ●
送り fn (mm/r) 0.24 0.24 送り fn (mm/r) 0.25 0.25 CNMG 12 04 16-MR ●
切込み ap (mm) 2.5 2.5 切込み ap (mm) 1 1 CNMG 16 06 12-MR ●
CNMG 16 06 16-MR ●
結果 他社品 サンドビック 結果 他社品 サンドビック CNMG 19 06 12-MR ●
CNMG 19 06 16-MR ●
チップ CNMG120408 CNMG120408-MM チップ CNMG120408 CNMG120408-XM CNMG 19 06 24-MR ●
材種 M25相当材種 GC2220 材種 M15相当材種 GC2220 XMR CNMG 12 04 08-XMR ●
工具寿命(ワーク数) 8 22 工具寿命(ワーク数) 5 5 CNMG 12 04 12-XMR ●
CNMG 12 04 16-XMR ●
CNMG 16 06 12-XMR ●
CNMG 16 06 16-XMR ●
CNMG 19 06 12-XMR ●
CNMG 19 06 16-XMR ●
他社品 サンドビック 他社品 サンドビック
GC2220では寿命延長 工具寿命 2.7倍! GC2220は塑性変形が低減 摩 耗 減 少!
1) 実際は黒 /金コーティングです
3
2220
2220
2220
Page4
GC2220 GC2220
■ステンレス鋼旋削加工用新材種
M
GC GC GC
型番 型番 型番
ネガ・チップ T-Max P ネガ・チップ T-Max P ポジ・チップ CoroTurn® 107
三角形60° 六角形80° 正方形90°
MF TNMG 16 04 04-MF ● MF WNMG 06 04 04-MF ● MF SCMT 09 T3 04-MF ●
TNMG 16 04 08-MF ● 仕 WNMG 06 04 08-MF ● 仕上 SCMT 09 T3 08-MF ●上
仕 げ
WNMG 08 04 04-MF ● げ
上 WNMG 08 04 08-MF ●
げXF TNMG 16 04 04-XF ● MM WNMG 06 04 08-MM ● MM SCMT 09 T3 04-MM ●
TNMG 16 04 08-XF ● WNMG 06 04 12-MM ● SCMT 09 T3 08-MM ●
WNMG 08 04 08-MM ● SCMT 12 04 04-MM ●
WNMG 08 04 12-MM ● SCMT 12 04 08-MM ●
MM TNMG 16 04 08-MM ● QM WNMG 08 04 08-QM ● 中 SCMT 12 04 12-MM ●
TNMG 16 04 12-MM ● WNMG 08 04 12-QM ● UM SCMT 09 T3 08-UM ●
TNMG 22 04 08-MM ● 中 WNMG 08 04 16-QM ● SCMT 12 04 08-UM ●
TNMG 22 04 12-MM ●
TNMG 22 04 16-MM ● XM WNMG 08 04 08-XM ●
QM TNMG 16 04 04-QM ● WNMG 08 04 12-XM ● MR SCMT 09 T3 08-MR ●
中 TNMG 16 04 08-QM ● 荒 SCMT 12 04 08-MR ●
SCMT 12 04 12-MR ●
XMR WNMG 08 04 12-XMR ●
XM TNMG 16 04 08-XM ● ポジ・チップ CoroTurn® 107
三角形60°
MF TCMT 09 02 04-MF ●
荒 仕 1)
MR WNMG 06 04 08-MR ● TCMT 16 T3 04-MF ●
MR(片面) TNMM 22 04 16-MR ● 上WNMG 06 04 12-MR ● げ
WNMG 08 04 08-MR ●
WNMG 08 04 12-MR ● MM TCMT 09 02 04-MM ●
ポジ・チップ CoroTurn® 107 1) TCMT 09 02 08-MM ●
XMR TNMG 16 04 08-XMR ● ひし形80° TCMT 11 03 04-MM ●
MF CCMT 09 T3 04-MF ● TCMT 11 03 08-MM ● ■ネガ・チップ T-Max P ブレーカ別切りくず処理範囲
荒 仕
1)上 CCMT 09 T3 08-MF ● TCMT 16 T3 04-MM ●
げ CCMT 12 04 04-MF ●● 中 TCMT 16 T3 08-MM ●MR TNMG 16 04 08-MR
TNMG 16 04 12-MR ● TCMT 16 T3 12-MM ●MM CCMT 09 T3 04-MM ● ● -MF - 仕上げ加工用 -XF - 仕上げ加工用TNMG 22 04 08-MR ● UM TCMT 11 02 04-UM
1) CCMT 09 T3 08-MM ●
汎用チップ
TNMG 22 04 12-MR ● TCMT 11 02 08-UM ●CCMT 12 04 04-MM ●
TNMG 22 04 16-MR ● CCMT 12 04 08-MM ● AP CNMG 12 04 08-XF
ネガ・チップ T-Max P 中UM CCMT 09 T3 04-UM ● AP = 0.1 ~ 4.0 mm
ひし形35° f = 0.05 ~ 0.25 mm/rCCMT 09 T3 08-UM ● MR TCMT 11 03 08-MR ● n
MF VNMG 16 04 04-MF ● 1) TCMT 16 T3 08-MR ●
仕 VNMG 16 04 08-MF ● TCMT 16 T3 12-MR ●上
げ MR CCMT 09 T3 08-MR ●
AP
1) 荒 AP X-ライン
荒 CCMT 09 T3 12-MR ●
UR TCMT 11 02 08-UR ●
MM VNMG 16 04 08-MM ●
1) CCMT 12 04 08-MR ● TCMT 16 T3 12-UR ● CCMT 12 04 12-MR ●
ポジ・チップ CoroTurn® 107
中 ひし形55°
QM VNMG 16 04 08-QM ● MF DCMT 07 02 04-MF ●
仕 1)
上 DCMT 11 T3 04-MF ●
げ DCMT 11 T3 08-MF ●
MM DCMT 07 02 04-MM ●
1) DCMT 07 02 08-MM ●
DCMT 11 T3 04-MM ●
DCMT 11 T3 08-MM ● -MM - 中旋削用 -XM - 中旋削用
中 汎用チップDCMT 11 T3 12-MM ●
UM DCMT 11 T3 04-UM ● CNMG 12 04 08-XM
DCMT 11 T3 08-UM ● AP AP = 0.5 ~ 5.0 mm
fn = 0.1 ~ 0.4 mm/r
MR DCMT 11 T3 08-MR ● X-ライン
1)
荒 DCMT 11 T3 12-MR ●
AP
AP
1) 実際は黒 /金コーティングです
4
2220
2220
2220
Page5
GC2220 GC2220
■ステンレス鋼旋削加工用新材種
M
GC GC
型番 型番
ポジ・チップ CoroTurn® 107 ポジ・チップ CoroTurn® TR
ひし形35° ひし形55°
MF VBMT 11 03 04-MF ● F TR-DC1304-F ●
仕 1) 仕VBMT 11 03 08-MF ● 上 TR-DC1308-F ●上
げ VBMT 16 04 04-MF ● げ
VBMT 16 04 08-MF ●
MM VBMT 16 04 04-MM ● M TR-DC1308-M ●
1) VBMT 16 04 08-MM ● 中
VBMT 16 04 12-MM ●
ひし形35°
MM VCMT 11 03 04-MM ● F TR-VB1304-F ●
1) VCMT 11 03 08-MM ●中 仕上 TR-VB1308-F ●
げ
UM VBMT 16 04 04-UM ●
VBMT 16 04 08-UM ●
MR VBMT 16 04 08-MR ●
1) VBMT 16 04 12-MR ●荒
1) 実際は黒 /金コーティングです
■ネガ・チップ T-Max P ブレーカ別切りくず処理範囲
-MF - 仕上げ加工用 -XF - 仕上げ加工用
汎用チップ
AP CNMG 12 04 08-XFAP = 0.1 ~ 4.0 mm
fn = 0.05 ~ 0.25 mm/r
AP
AP X-ライン
-MM - 中旋削用 -XM - 中旋削用
汎用チップ
CNMG 12 04 08-XM
AP AP = 0.5 ~ 5.0 mm
fn = 0.1 ~ 0.4 mm/r
X-ライン
AP
AP
5
2220
2220
Page6
GC2220 GC2220
■ネガ・チップ T-Max P ブレーカ別切りくず処理範囲 ■ポジ・チップ CoroTurn®107 ブレーカ別切りくず処理範囲
-QM - 中旋削用 -XMR - 中荒旋削用 -MF - 仕上げ加工用 -MM - 中荒旋削用
汎用チップ 切りくず
CNMG 12 04 08-XMR
AP AP = 0.5 ~ 6.0 mm AP AP
fn = 0.15 ~ 0.5 mm/r
X-ライン
AP AP AP
AP
-UM - 中荒旋削用 -MR - 荒旋削用
-PR-MRR(両面ブレーカ) - 荒旋削用 -MR - 荒旋削用
AP AP
AP AP AP AP
AP
CNMG 12 04 12-MRR AP
AP = 1.0 ~ 6.0 mm AP
AP fn = 0.25 ~ 0.65 mm/r
CNMG190616-MRR
CNMG
120412-MRR
-UR - 荒旋削用
-QR - 荒旋削用 -MR(片面) - 荒旋削用
AP
AP AP AP
AP
AP
AP
■ポジ・チップ CoroTurn®TR ブレーカ別切りくず処理範囲
-F - 仕上げ加工用 -M - 中荒旋削用
AP AP
AP AP
6
Page7
GC2220 GC2220
■ネガ・チップ T-Max P ブレーカ別切りくず処理範囲 ■ポジ・チップ CoroTurn®107 ブレーカ別切りくず処理範囲
-QM - 中旋削用 -XMR - 中荒旋削用 -MF - 仕上げ加工用 -MM - 中荒旋削用
汎用チップ 切りくず
CNMG 12 04 08-XMR
AP AP = 0.5 ~ 6.0 mm AP AP
fn = 0.15 ~ 0.5 mm/r
X-ライン
AP AP AP
AP
-UM - 中荒旋削用 -MR - 荒旋削用
-PR-MRR(両面ブレーカ) - 荒旋削用 -MR - 荒旋削用
AP AP
AP AP AP AP
AP
CNMG 12 04 12-MRR AP
AP = 1.0 ~ 6.0 mm AP
AP fn = 0.25 ~ 0.65 mm/r
CNMG190616-MRR
CNMG
120412-MRR
-UR - 荒旋削用
-QR - 荒旋削用 -MR(片面) - 荒旋削用
AP
AP AP AP
AP
AP
AP
■ポジ・チップ CoroTurn®TR ブレーカ別切りくず処理範囲
-F - 仕上げ加工用 -M - 中荒旋削用
AP AP
AP AP
7
Page8
GC2220
切削条件
ステンレス鋼 比切削抵抗 ブリネル硬さ
Kc1 ◀◀◀ 耐摩耗性 じん性▶▶▶
GC2220
2) 最大切りくず厚さ hexmm~送り fn mm/r( 切込み角 90°-95° )
1) CMC 0.2-0.4-0.6
ISO MC No. No. 被削材 N/mm2 (HB) 切削速度(Vc)、m/min
M オーステナイト
丸棒/鍛造
ス M1.0.Z.AQ 05.21 オーステナイト 1800 180 225-165-125
テ M1.0.Z.PH 05.22 析出硬化 2850 330 100-70-55
ン M2.0.Z.AQ 05.23 スーパーオーステナイト 2250 200 130-100-75
レ オーステナイト-フェライト(2相)
ス 丸棒/鍛造
鋼 M3.1.Z.AQ 05.51 非溶接≥0.05%C 2000 230 190-150-110
M3.2.Z.AQ 05.52 溶接<0.05%C 2450 260 150-120-90
オーステナイト
鋳鋼
M1.0.C.UT 15.21 オーステナイト 1700 180 200-155-115
15.22 析出硬化 2450 330 85-55-40
M2.0.C.AQ 15.23 スーパーオーステナイト 2150 200 130-90-65
オーステナイト-フェライト(2相)
鋳鋼
M3.1.C.AQ 15.51 非溶接≥0.05%C 1800 230 150-120-90
M3.2.C.AQ 15.52 溶接<0.05%C 2250 260 125-105-80
1)被削材分類 2)コロマント被削材分類
■一般旋削切削条件補足説明
切削条件には第一推奨材種が下
表の硬さ(HB)と共に記載され
ています。
もし、加工する被削材の硬さが
この数値と異なる場合は、推奨
切削速度に下表の数値を掛けて
補正してください。
切削速度を変更し、より大きな
切りくず排出量を得たい場合は、
下表から新しい切削速度を計算
することができます。
技術相談フリーダイヤル 0120-350-930 ●月曜~金曜 祝日を除く ホームページ http://www.sandvik.coromant.com
安全について コロメール 会員募集中!!
●切れ刃や切りくずには直接素手で触らないでください。 ●推奨条件の範囲内でご使用し、工具交換は早めに行ってください。 新製品情報、展示会情報、キャンペーン情報などいち
●高温の切りくずが飛散したり、長く伸びた切りくずが排出されることがあります。安全カバーや保護めがねなどの保護具を使用してください。 早くお知らせするメールマガジンです。サンドビック
●不水溶性切削油剤を使用する場合は、防火対策を必ず行ってください。 ●チップや部品の取付けは、付属のレンチやスパナを用いて確実に取り付けてください。 コロマントのホームページからご登録ください。
サンドビック株式会社 コロマントカンパニー
東 部 支 店 TEL(045)478-7600
●横浜営業所●仙台営業所●高崎営業所●北関東営業所
中 部 支 店 TEL(052)778-1001
●名古屋営業所●浜松営業所
西 部 支 店 TEL(06)4796-6310
●大阪営業所●金沢営業所●兵庫営業所●岡山営業所●広島営業所●福岡営業所
CT-095J/R1/GC2220 17.09 00M® 環境に配慮し、このカタログでは植物油インキを使用しております。 技術的改良により仕様を予告なく変更する場合もあります。