



的確なアドバイスとそれぞれの要求事項に適合した製品により、私たちはこのノウハウを喜んで皆様にお伝えしたい
100年を越える経験を有する、厳しい要求事項が設定される研磨機の世界的なリーディングカンパニーである私たちは、多様な超硬チップソーの加工において何が重要なことであるかを熟知しています。的確なアドバイスとそれぞれの要求事項に適合した製品により、私たちはこのノウハウを喜んで皆様にお伝えしたいと考えています。
・超硬チップソーのスクイ面の研磨
・超硬チップソーの逃げ面の研磨
・超硬チップソーの側面研磨
・超硬チップソーのロウ付け
◆詳細はカタログをダウンロードしご覧いただくか、お気軽にお問い合わせ下さい。
==============================
■関連キーワード
超硬工具、研削盤、高精度、高効率、自動化、PCDポケット、PCD座面、NUMROTO、加工時間短縮
==============================
このカタログについて
| ドキュメント名 | 【基礎知識】超硬チップソーの研磨、加工および手入れ |
|---|---|
| ドキュメント種別 | ハンドブック |
| ファイルサイズ | 321.8Kb |
| 登録カテゴリ | |
| 取り扱い企業 | フォルマー・ジャパン株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
Vollmreの基本知識
超硬チップソーの研磨、加工および手入れ
100 年を越える経験を有する、厳しい要求事項が設定される研磨機の世界的なリーディングカンパニーである
私たちは、多様な超硬チップソーの加工において何が重要なことであるかを熟知しています。的確なアドバイ
スとそれぞれの要求事項に適合した製品により、私たちはこのノウハウを喜んで皆様にお伝えしたいと考えて
います。
/// 超硬チップソーのスクイ面の研磨
/// 超硬チップソーの逃げ面の研磨
/// 超硬チップソーの側面研磨
/// 超硬チップソーのロウ付け
超硬チップソーのスクイ面の研磨
スクイ面の研磨は通常ストレートに行われますが、斜めに行われる場合もあります。
スクイ面加工には Rスクイ面研磨も含まれます。これには、ピン上の研磨砥石を高速で使用します。しかしなが
らこの方法は、すべての鋸に用いることができるわけではありません。外周研磨でスクイ面を加工するには、適
当な大きさのチップスペースが必要です。研磨ピンを台金厚の中央に精確に配置するよう、特に注意が必要です。
オールラウンドの完璧な結果をお求めですか?
VOLLMER のスクイ面および先端加工用研磨機をご検討ください!丸鋸の研磨 / スクイ面と先端の加工
/// 1. スクイ面 /// 2. マイナススクイ面 /// 3. 凹スクイ面(Rスクイ面)
Page2
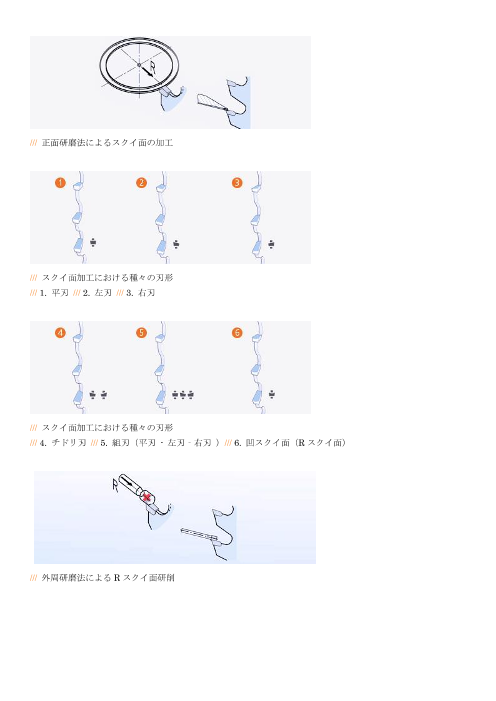
/// 正面研磨法によるスクイ面の加工
/// スクイ面加工における種々の刃形
/// 1. 平刃 /// 2. 左刃 /// 3. 右刃
/// スクイ面加工における種々の刃形
/// 4. チドリ刃 /// 5. 組刃(平刃 - 左刃‐右刃 )/// 6. 凹スクイ面(Rスクイ面)
/// 外周研磨法による Rスクイ面研削
Page3
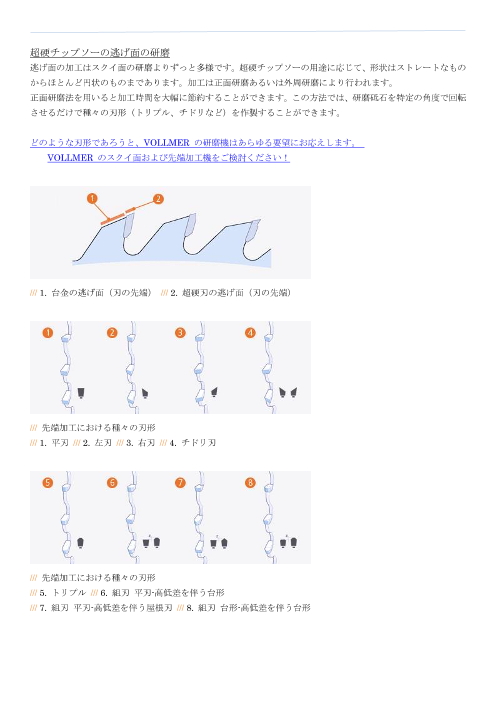
超硬チップソーの逃げ面の研磨
逃げ面の加工はスクイ面の研磨よりずっと多様です。超硬チップソーの用途に応じて、形状はストレートなもの
からほとんど円状のものまであります。加工は正面研磨あるいは外周研磨により行われます。
正面研磨法を用いると加工時間を大幅に節約することができます。この方法では、研磨砥石を特定の角度で回転
させるだけで種々の刃形(トリプル、チドリなど)を作製することができます。
どのような刃形であろうと、VOLLMER の研磨機はあらゆる要望にお応えします。
VOLLMER のスクイ面および先端加工機をご検討ください!
/// 1. 台金の逃げ面(刃の先端) /// 2. 超硬刃の逃げ面(刃の先端)
/// 先端加工における種々の刃形
/// 1. 平刃 /// 2. 左刃 /// 3. 右刃 /// 4. チドリ刃
/// 先端加工における種々の刃形
/// 5. トリプル /// 6. 組刃 平刃-高低差を伴う台形
/// 7. 組刃 平刃-高低差を伴う屋根刃 /// 8. 組刃 台形-高低差を伴う台形
Page4
/// 1. 正面研磨法による先端の加工 /// 2.外周研磨法による先端の加工
超硬チップソーの側面研磨
切刃が加工対象に食い込んでしまうのを避けるために、鋸の刃の側面は切削および送り方向に向かって細くなる
ように研磨します。刃側面の精度は表面加工品質に大きな影響を及ぼします。研磨は、丸鋸の製造時に正面研磨
法あるいは外周研磨法で 1 回行われます。
完璧な表面品質の達成のために、VOLLMER の側面加工用研磨機をご検討ください!
/// 1. 下方、送り方向に向かって細くなる刃側面 /// 2. スクイ面
/// 3. 下方、切削方向に向かって細くなる刃側面 /// 4. スクイ面
/// 1. 正面研磨法による側面研磨 /// 2. 外周研磨法による側面研磨
/// 1. 刃側面の逃げ面 /// 2. 膨らみのある刃側面 /// 3. - 4. 考えられる刃側面の逃げ面の加工
Page5
/// 5. - 7. 考えられる刃側面の逃げ面の加工
超硬チップソーのロウ付け
超硬チップソーの本体は PC 鋼です。未完成状態の鋸には、小さな超硬の刃を精密にロウ付けするためのスペー
スがあります。ロウ付けは製造時には機械により自動的に行われますが、サービス作業では破損した個々の切刃
のみを交換するために機械を使用して手作業で行われます。ロウ付け材には、銀ロウまたは層状合金製のロウが
用いられます。
/// 1. チップのためのスペースが用意された台金 /// 2. チップをロウ付けした鋸