



バリのない美しい銅電極を削り出す
関連メディア
このカタログについて
| ドキュメント名 | 銅電極用DLC超硬エンドミル |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 3Mb |
| 取り扱い企業 | オーエスジー株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
表紙(H1)
DLC Carbide End Mill for Copper Electrodes
銅電極用DLC超硬エンドミル
AE-LNBD-N
Page2
特長(Features)
高精度仕上げ用2刃ロングネックボールタイプ
2-flute high-precision finishing long neck ball type
AE-LNBD-N
バリのない美しい銅電極を削り出す!
Milling beautiful copper electrodes without burrs!
良好な加工面精度
Excellent machined surface accuracy
バリのない綺麗なエッジ
Beautiful edge without burrs
加工詳細はP.5へ
See page 5 for cutting data
高品位な加工を実現するボール部
Ball specifications that enable high quality milling
•銅合金加工に最適な鋭い切れ刃形状
・Optimal cutting edge shape for milling copper alloy
•優れたボールR精度 R R R
・Superior ball R precision ± 0.002 ± 0.003 ± 0.004
RE≦0.2 0.2<RE≦1.5 1.5<RE
•高品位な二番面粗さ (μm)0.6 Ra
・High quality primary relief surface ■■ Rz
面
他社品 粗AE-LNBD-N 0.4Competitor さ
0.2
0
AE-LNBD-N 他社品
Competitor
外周部ティアドロップ形状
Teardrop-shaped outer periphery
•強バックテーパにより点での切削となりびび AE-LNBD-N 従来品Conventional
りが抑制され、欠け防止、加工面精度が向上
・ Strong back taper geometry enables milling by
point, which prevents chattering and chipping,
resulting in improvement of surface accuracy.
注1:R2以上はティアドロップ形状ではありません
Note: Teardrop-shaped specification does not apply to items above R2.
優れたシャンク精度
Superior shank accuracy
•h4公差(0/-0.004)に対応
・Supports h4 tolerance (0/-0.004).
1
Surface Roughness
Page3
銅電極加工を一新する独自のDLCコーティング
Unique DLC coating that revamps copper electrode machining
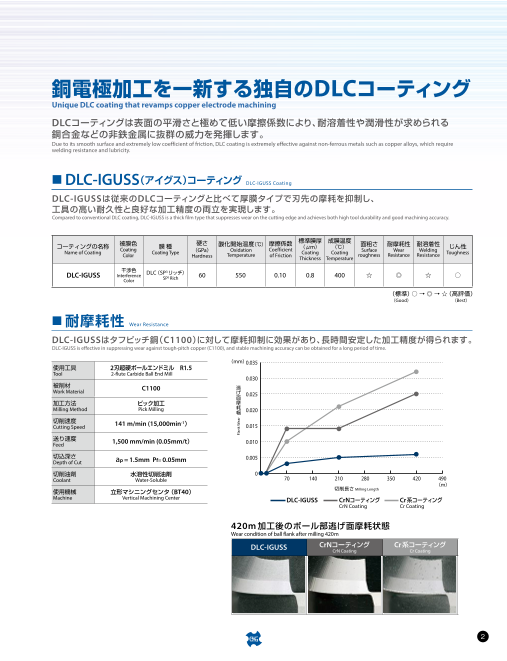
DLCコーティングは表面の平滑さと極めて低い摩擦係数により、耐溶着性や潤滑性が求められる
銅合金などの非鉄金属に抜群の威力を発揮します。
Due to its smooth surface and extremely low coefficient of friction, DLC coating is extremely effective against non-ferrous metals such as copper alloys, which require
welding resistance and lubricity.
■ DLC-IGUSS(アイグス)コーティング DLC-IGUSS Coating
DLC-IGUSSは従来のDLCコーティングと比べて厚膜タイプで刃先の摩耗を抑制し、
工具の高い耐久性と良好な加工精度の両立を実現します。
Compared to conventional DLC coating, DLC-IGUSS is a thick film type that suppresses wear on the cutting edge and achieves both high tool durability and good machining accuracy.
標準膜厚 成膜温度
コーティングの名称 被膜色 硬さ 酸化開始温度(℃) 摩擦係数Coating 膜 種 (GPa) Oxidation Coefficient (μm) (℃)
面粗さ 耐摩耗性 耐溶着性
Surface Wear Welding じん性Name of Coating Color Coating Type Temperature of Friction Coating Coating ToughnessHardness roughness Resistance ResistanceThickness Temperature
干渉色 3
DLC-IGUSS Interference DLC(SP リッチ) SP3 Rich 60 550 0.10 0.8 400 ☆ ◎ ☆ ○Color
(標準) ○ → ◎ → ☆(高評価)
( Good) (Best)
■ 耐摩耗性 Wear Resistance
DLC-IGUSSはタフピッチ銅(C1100)に対して摩耗抑制に効果があり、長時間安定した加工精度が得られます。
DLC-IGUSS is effective in suppressing wear against tough-pitch copper (C1100), and stable machining accuracy can be obtained for a long period of time.
(mm)0.035
使用工具 2刃超硬ボールエンドミル R1.5
Tool 2-flute Carbide Ball End Mill
0.030
被削材 逃
Work Material C1100 げ
面 0.025
加工方法 ピック加工 摩
Milling Method Pick Milling 耗
幅 0.020
切削速度
Cutting Speed 141 m/min (15,000min
-1) 0.015
送り速度
Feed 1,500 mm/min (0.05mm/t) 0.010
切込深さ
Depth of Cut ap = 1.5mm Pf= 0.05mm 0.005
切削油剤 水溶性切削油剤 0
Coolant Water-Soluble 70 140 210 280 350 420 490
(m)
使用機械 立形マシニングセンタ( BT40) 切削長さ Milling Length
Machine Vertical Machining Center DLC-IGUSS CrNコーティング Cr系コーティング
CrN Coating Cr Coating
420m加工後のボール部逃げ面摩耗状態
Wear condition of ball flank after milling 420m
DLC-IGUSS CrNコーティング Cr系コーティングCrN Coating Cr Coating
2
Flank Wear
Page4
加工データ(Cutting Data)
加工データ Cutting Data
長寿命 DLC-IGUSSコーティング採用で安定した摩耗推移
Long Tool Life DLC-IGUSS coating enables consistent tool wear
(mm)0.04
使用工具
Tool AE-LNBD-N R1×10×4
被削材
Work Material C1100 逃げ 0.03
面
加工方法 ピック加工 摩
Milling Method Pick Milling 耗
幅
切削速度 -1 0.02
Cutting Speed 126m/min(20,000min )
送り速度
Feed 2,000mm/min(0.05mm/t) 0.01
切込深さ
Depth of Cut ap=0.2mm(0.1D) Pf=0.4mm(0.2D)
切削油剤 水溶性切削油剤 0
Coolant Water-Soluble 500 1,000 1,500 2,000 2,500
(m)
使用機械 横形マシニングセンタ( BT40) 切削長さ Milling Length
Machine Horizontal Machining Center
AE-LNBD-N 他社品
Competitor
2,480m加工後のボール部逃げ面摩耗状態
Wearing condition of ball flank after milling 2,480m
AE-LNBD-N 他社品Competitor
■ アイコンの種類について Guide for Icons
1 材質 Tool Materials 2 表面処理 Surface Treatment 3 R許容差 Tolerance of Radius
R
超硬合金 エンドミルのCARBIDE DLC-IGUSSコーティング
Tungsten Carbide ± 0.002 R許容差を表示しますDLC-IGUSS Coating
Identifies the tolerance of the radius for end mills
4 シャンク Shank 5 ねじれ角 Helix Angle 6 切削条件 Cutting Conditions
SH ANK SH RINK シュリンクフィット(焼きばめ) エンドミルの溝のシャンク精度を表示します SPEED 切削条件基準表ねじれ角を表示します FEEDh4 Tolerance for Shank Diameter FIT システムにもお奨めします 30˚ 掲載ページを表示しますSuitable for the shrink holder system Helix angle of flute for end mills Indicates page number for cutting conditions
3
Flank Wear
Page5
加工データ Cutting Data
長寿命 銅タングステンにおいて、優れた耐久性を発揮
Long Tool Life Exhibits superior endurance in copper tungsten
(mm)0.09
使用工具
Tool AE-LNBD-N R1×10×4 0.08
被削材 銅タングステン 逃
Work Material Copper Tungsten 0.07げ
面
加工方法 ピック加工 摩 0.06
Milling Method Pick Milling 耗
幅 0.05
切削速度
Cutting Speed 101m/min(16,000min
-1) 0.04
送り速度
Feed 1,400mm/min(0.04mm/t)
0.03
0.02
切込深さ
Depth of Cut ap=0.2mm(0.1D) Pf=0.4mm(0.2D) 0.01
切削油剤 水溶性切削油剤 0
Coolant Water-Soluble 200 400 600 800 1,000 1,200 1,400
(m)
使用機械 横形マシニングセンタ( BT40) 切削長さ Milling Length
Machine Horizontal Machining Center
AE-LNBD-N 他社品A 他社品B
Competitor Competitor
ボール部逃げ面摩耗状態
Wear condition of ball flank
AE-LNBD-N 1,378m 他社品 A 1,378m 他社品 B 970mCompetitor Competitor
製品詳細はこちら
スクエアタイプ・ラジアスタイプは非鉄用 DLCエンドミル Scan code for product details
DLC end mill square type and radius type for non-ferrous metal applications
スタンダード ー 非鉄加工に適した標準仕様 ー
Standard Standard specification suitable for non-ferrous material processing
DLC-SUPER HARDコーティング DLC-SUPER HARD coating
ショート形 Short ロング形 Long
1.5D刃長 AE-TS-N 3D/5D刃長 AE-TL-N
1.5 × D cutting length 3 × D / 5 × D cutting length
高 機 能 ー 多様な加工に対応する高機能タイプ ー
High Performance High performance type that supports a wide range of applications
DLC-IGUSSコーティング DLC-IGUSS coating
ショート形 Short ヘッド交換式エンドミル PXM Exchangeable Head End Mill
1.5D刃長 AE-VTS-N 1D刃長 PXAL
1.5 × D cutting length 1 × D cutting length
4
Flank Wear
Page6
加工データ Cutting Data
従来品と比較し、バリのない良好な加工面を実現
Achieves good machined surface without burrs compared to conventional products
AE-LNBD-N
被削材:タフピッチ銅 (C1100) B加工領域 d
Work Material : Tough-Pitch Copper Milling Area
加工サイズ:60×60(加工深さ10mm) C a
Work Size Milling Depth
使用機械:立形マシニングセンタ( HSK-E32)
Machine : Vertical Machining Center
切削油剤:MQL※
Coolant
動画は A
こちらから cD
※動 画撮影のためMQLを使用 Watch it in action
MQL is used for filming the video. 従来品
b Conventional加工領域
Milling Area
使用工具 工程番号 加工面状態 バリの状態
Tool Process Condition of Machined Surface Condition of Burrs
⑤
AE-LNBD-N
R1×10×4 A B C D
Ra:0.1125μm
⑥
従来品
Conventional a b c d
(Cr系コーティング)
(Cr Coating)
R1×10×4
Ra:0.19125μm むしれ 形状の崩れ バリ
Tear Collapse of Shape Burrs
工程番号 加工部 加工内容 使用工具 切削速度 送り速度Cutting Speed Feed ap Pf
Process Milling Part Milling Process Tool (m/min) (mm/min) (mm) (mm)
等高線
① 全体 Contouring Line AE-TL-N 50 600Overall ロング刃高能率荒加工 3×15 (5,300min-1) (0.038mm/t) 11 0.3
Long Flute High Efficiency Roughing
等高線
② 全体 Contouring Line AE-LNBD-N 105 1,500-1 0.25 0.25Overall 荒取り加工 R1×10×4 (16,800min ) (0.045mm/t)
Roughing
正面切削
③ 平面部 Frontal Milling AE-TL-N 50 400Surface Plane 中荒加工 3×15 (5,300min-1) (0.025mm/t) 0.1 1
Semi-roughing
等高線
④ 全体 Contouring Line AE-LNBD-N 105 1,500-1 0.25 0.25Overall 中仕上げ加工 R1×10×4 (16,800min ) (0.045mm/t)
Semi-finishing
等高線
⑤ 左側形状部 Contouring Line AE-LNBD-N 127 750Left Shape 高精度仕上げ加工 -1R1×10×4 (20,160min ) (0.019mm/t) 0.03 0.03
High-precision Finishing
等高線 従来品
⑥ 右側形状部 Contouring Line
Conventional
(Cr系コーティング) 127 750 0.03 0.03
Right Shape 高精度仕上げ加工 (Cr Coating) (20,160min
-1) (0.019mm/t)
High-precision Finishing R1×10×4
5
Page7
加工データ Cutting Data
従来品と比較し、安定した摩耗推移と加工精度を実現
Achieves consistent tool wear over time and machining accuracy compared to conventional products
動画は
①、②の各被削材は、以下の切削条件にて加工を行っています 協力:碌々産業株式会社 こちらからCooperation: Watch it in action
Work materials of ① and ② are processed under the following cutting conditions Roku-Roku Sangyo Co., Ltd.
従来品 従来品
使用工具 AE-LNBD-N Conventional Conventional 厚さ
Tool R0.2×1×4 (Cr系コーティング) 1セット(7枚) 加工領域 0.2mm
Cr Coating 1 Set( 7 Sheets) Milling Area Thickness
被削材 ①銅タングステン ②タフピッチ銅(C1100) 幅 0.5mm
Work Material Copper Tungsten Tough-Pitch Copper Width
加工方法 等高線 高精度仕上げ加工
Milling Method Contour and High Precision Finishing 幅 0.6mm
Width
切削速度 -1 厚さ
Cutting Speed Vc=75 m/min( 60,000min ) ThicknessリブB 0.1mm 高さHeight
送り速度 Rib B 1mm
Feed Vf=600 mm/min( 0.005mm/t) リブA 高さ
Rib A Height R 0.2mm
1mm
切込深さ AE-LNBD-N
Depth of Cut ap = 0.005mm Pf= 0.005mm 加工領域 R 0.2mm
Milling Area
切削油剤 不水溶性切削油剤
Coolant Non-Water-Soluble 加工サイズ:19×19(加工深さ1mm) 拡大写真
Work Size Milling Depth Enlarged Photo
使用機械
Machine Andoroid Ⅱ (HSK-E25) 加工形状 Work Shape
①銅タングステンの加工 Machining Copper Tungsten (mm)0.009
・安定した摩耗推移 0.008 摩耗幅
Stable wear transition 逃 0.007 約½
52.1m げ加工時点での摩耗状態 0.006 About 1/2 wear 面 width
Wear comparison after milling 52.1 m 摩 0.005耗
幅 0.004
AE-LNBD-N 従来品Conventional 0.003
0.002
0.001
0.000
10 20 30 40 50 60(m)
切削長さ Milling Length
AE-LNBD-N 従来品 Conventional
②タフピッチ銅 (C1100) の加工 Machining Tough-Pitch Copper
・バリのない良好なエッジ AE-LNBD-N 従来品
Good edge without burrs Conventional
・寸法変化の少ない安定した加工精度 Stable machining accuracy with little dimensional change
切削試験試験評価方法 Evaluation method of cutting test
(μm)5.5
① タフピッチ銅のリブ1セット(7枚)を加工
Milling 1 set of tough-pitch copper ribs (7 sheets) 4.5
② リブ1セット加工ごとに寸法測定用銅合金を加工し、寸法測定
Dimensional measurement by processing a copper alloy block for 加 3.5 変化量
dimensional measurement of each set of ribs 工幅 1⁄10以下
の
リブ1セットの切削長 2.5変 Less than 1/10
3mm Cutting length of 1 set of ribs 化
in variation
量 1.5
リブA Rib A リブB Rib B
0.5
0.0
3mm set -0.5加工前 10 20 30 40 50 60 70
Before Processing 切削長さ Milling Length (m)
寸法測定用銅合金の形状
Block of copper alloy for 6.2 m/1セット set 11.1m/1セット set AE-LNBD-N 従来品 Conventional
dimensional measurement
6
Flank Wear
Amount of Change in Milling Width
Page8
AE-LNBD-N
銅電極用DLC超硬エンドミル 高精度仕上げ用2刃ロングネックボールタイプ DLC Carbide End Mill for Copper Electrodes2-flute long neck ball type for high precision finishing
AE-LNBD-N R R R SH ANK SH RINK SPEED CARBIDE FEED± 0.002 ± 0.003 ± 0.004 h4 FIT 30˚ P9~P10
RE≦0.2 0.2<RE≦1.5 1.5<RE
Type1 15°
RE APMX
LU
LH
LF
Type2
RE APMX
LU
LF
コーティングに色むらが発生する場合がありますが、
性能上は全く問題ありません。
End mills may have some discoloration, but it does not cause any performance problems.
単位 :mm Unit:mm
ワーク勾配角αに対する実有効長Le 注1
ツールNo. ボール半径×首下長×シャンク径 全長 刃長 LH 首径 干渉角度 Effective length by inclined angles 形状 在庫 標準価格EDP No. RE×LU×DCON LF APMX DN θk 0.5° 1° 1.5° 2° 3° Type Stock (Yen)
3056370 R0.05 × 0.3 ×4 7.6 14.52° 0.3 0.31 0.32 0.33 0.36 ● 7,620
45 0.08 0.09 1 A
3056371 R0.05 × 0.5 ×4 7.8 14.07° 0.53 0.56 0.59 0.62 0.67 ● 8,290
3056372 R0.075 × 0.3 ×4 7.5 14.55° 0.3 0.31 0.32 0.33 0.35 ● 8,460
3056373 R0.075 × 0.5 ×4 45 0.12 7.7 0.135 14.12° 0.52 0.55 0.58 0.6 0.65 1 A ● 9,040
3056374 R0.075 × 1 ×4 8.2 13.29° 1.05 1.1 1.14 1.18 1.27 ● 9,310
3056375 R0.1 × 0.3 ×4 7.4 14.59° 0.3 0.31 0.32 0.33 0.34 ● 6,320
3056376 R0.1 × 0.5 ×4 7.6 14.12° 0.53 0.56 0.58 0.61 0.66 ● 6,320
45 0.16 0.19 1 A
3056377 R0.1 × 1 ×4 8.1 13.28° 1.06 1.11 1.15 1.19 1.28 ● 6,320
3056378 R0.1 × 1.5 ×4 8.6 12.53° 1.58 1.65 1.7 1.76 1.9 ● 6,910
3056379 R0.15 × 0.6 ×4 7.5 14.02° 0.63 0.65 0.68 0.7 0.75 ● 6,320
3056380 R0.15 × 1 ×4 7.9 13.33° 1.05 1.09 1.13 1.17 1.25 ● 6,320
45 0.24 0.285 1 A
3056381 R0.15 × 1.5 ×4 8.4 12.56° 1.57 1.63 1.68 1.74 1.87 ● 6,770
3056382 R0.15 × 2 ×4 8.9 11.87° 2.09 2.16 2.24 2.32 2.49 ● 6,770
3056383 R0.2 × 1 ×4 7.7 13.38° 1.04 1.08 1.11 1.15 1.23 ● 5,620
3056384 R0.2 × 2 ×4 8.7 11.87° 2.08 2.15 2.22 2.3 2.47 ● 5,780
45 0.3 0.38 1 A
3056385 R0.2 × 3 ×4 9.7 10.66° 3.12 3.22 3.33 3.45 3.71 ● 6,410
3056386 R0.2 × 4 ×4 10.7 9.68° 4.15 4.29 4.44 4.6 4.95 ● 7,000
3056387 R0.25 × 1 ×4 7.6 13.43° 1.03 1.07 1.1 1.13 1.2 ● 5,560
3056388 R0.25 × 2 ×4 8.6 11.87° 2.07 2.14 2.21 2.28 2.45 ● 5,560
3056389 R0.25 × 3 ×4 45 0.4 9.6 0.475 10.63° 3.11 3.21 3.32 3.43 3.69 1 A ● 5,560
3056390 R0.25 × 4 ×4 10.6 9.63° 4.14 4.28 4.42 4.58 4.93 ● 5,560
3056391 R0.25 × 5 ×4 11.6 8.79° 5.18 5.35 5.53 5.73 6.18 ● 5,680
3056392 R0.3 × 1 ×4 7.3 13.5° 1.02 1.05 1.07 1.1 1.17 ● 4,730
3056393 R0.3 × 2 ×4 8.3 11.89° 2.06 2.12 2.18 2.25 2.41 ● 4,250
3056394 R0.3 × 3 ×4 9.3 10.62° 3.09 3.19 3.29 3.4 3.66 ● 4,390
45 0.5 0.55 1 A
3056395 R0.3 × 4 ×4 10.3 9.59° 4.12 4.26 4.4 4.55 4.9 ● 4,520
3056396 R0.3 × 5 ×4 11.3 8.74° 5.16 5.33 5.51 5.7 6.14 ● 4,520
3056397 R0.3 × 6 ×4 12.3 8.02° 6.19 6.4 6.62 6.85 7.39 ● 4,520
3056398 R0.4 × 2 ×4 8 11.87° 2.05 2.11 2.17 2.24 2.39 ● 4,250
3056399 R0.4 × 3 ×4 9.1 10.53° 3.09 3.18 3.28 3.39 3.63 ● 4,570
3056400 R0.4 × 4 ×4 45 0.6 10 0.75 9.46° 4.12 4.25 4.39 4.54 4.88 1 A ● 4,570
3056401 R0.4 × 6 ×4 12 7.86° 6.19 6.39 6.61 6.84 7.36 ● 4,570
3056402 R0.4 × 8 ×4 14 6.72° 8.25 8.53 8.82 9.14 9.85 ● 4,570
・ アイコンの説明はp.3をご覧下さい。 See p.3 for explanation of icons. ●=標準在庫品 ●=Standard stock item
FROM NEXT
7
DN
DN
DCON DCON
Page9
銅電極用DLC超硬エンドミル 高精度仕上げ用2刃ロングネックボールタイプ
θk 干渉角度
Interference
実 Angle
有 α
効
長 ワーク
Le 勾配角
注 1: ワーク勾配角αに対する実有効長 Le欄に数値がないものは干渉無しを表します InclinedAngle
Note: If there is no value in the actual e ective length (Le column) for the work
gradient angle α , it indicates no interference.
FROM NEXT 単位 :mm Unit:mm
ワーク勾配角αに対する実有効長Le 注1
ツールNo. ボール半径×首下長×シャンク径 全長 刃長 LH 首径 干渉角度 Effective length by inclined angles 形状 在庫 標準価格EDP No. RE×LU×DCON LF APMX DN θk 0.5° 1° 1.5° 2° 3° Type Stock (Yen)
3056403 R0.5 × 2 ×4 7.6 11.85° 2.05 2.1 2.16 2.22 2.37 ● 3,660
3056404 R0.5 × 3 ×4 8.6 10.44° 3.08 3.17 3.27 3.37 3.61 ● 3,660
3056405 R0.5 × 4 ×4 9.6 9.32° 4.12 4.24 4.38 4.52 4.85 ● 4,040
3056406 R0.5 × 5 ×4 10.6 8.42° 5.15 5.31 5.49 5.67 6.1 ● 4,040
45 0.8 0.95 1 A
3056407 R0.5 × 6 ×4 11.6 7.68° 6.18 6.38 6.59 6.82 7.34 ● 4,390
3056408 R0.5 × 8 ×4 13.6 6.52° 8.25 8.52 8.81 9.12 9.83 ● 4,390
3056409 R0.5 × 10 ×4 15.6 5.67° 10.32 10.66 11.03 11.42 12.31 ● 4,390
3056410 R0.5 × 12 ×4 17.6 5.01° 12.39 12.8 13.24 13.72 14.8 ● 4,390
3056411 R0.75 × 4 ×4 8.8 8.8° 4.18 4.33 4.46 4.6 4.92 ● 4,230
45
3056412 R0.75 × 6 ×4 10.8 7.09° 6.27 6.47 6.68 6.9 7.4 ● 4,230
1.2 1.45 1 A
3056413 R0.75 × 12 ×4 16.8 4.46° 12.48 12.89 13.33 13.8 14.86 ● 5,110
55
3056414 R0.75 × 18 ×4 22.8 3.25° 18.68 19.31 19.98 20.7 22.32 ● 5,110
3056415 R1 × 4 ×4 8.2 7.88° 4.22 4.44 4.65 4.86 5.26 ● 3,660
3056416 R1 × 6 ×4 10.2 6.2° 6.35 6.67 6.96 7.23 7.75 ● 4,090
3056417 R1 × 8 ×4 12.2 5.1° 8.47 8.87 9.22 9.54 10.24 ● 4,390
3056418 R1 × 10 ×4 50 14.2 4.34° 10.58 11.05 11.45 11.84 12.73 ● 4,390
3056419 R1 × 12 ×4 1.6 16.2 1.95 3.77° 12.68 13.21 13.67 14.14 15.21 1 A ● 4,390
3056420 R1 × 14 ×4 18.2 3.33° 14.78 15.36 15.88 16.44 17.7 ● 4,390
3056421 R1 × 16 ×4 20.2 2.99° 16.87 17.5 18.1 18.74 - ● 4,390
3056422 R1 × 20 ×4 24.2 2.47° 21.04 21.78 22.53 23.34 - ● 4,390
60
3056423 R1 × 25 ×4 29.2 2.04° 26.24 27.13 28.07 29.09 - ● 6,150
3056424 R1.5 × 10 ×6 15.8 5.95° 10.44 10.83 11.18 11.55 12.37 ● 5,090
3056425 R1.5 × 12 ×6 17.8 5.23° 12.53 12.98 13.4 13.85 14.85 ● 5,090
3056426 R1.5 × 14 ×6 55 19.8 4.67° 14.62 15.12 15.62 16.15 17.34 ● 5,940
3056427 R1.5 × 16 ×6 2.4 21.8 2.85 4.21° 16.7 17.26 17.83 18.45 19.83 1 A ● 5,940
3056428 R1.5 × 20 ×6 25.8 3.53° 20.85 21.54 22.27 23.05 24.8 ● 5,780
3056429 R1.5 × 25 ×6 30.8 2.93° 26.03 26.89 27.81 28.8 - ● 5,780
65
3056430 R1.5 × 30 ×6 35.8 2.5° 31.2 32.24 33.35 34.54 - ● 6,520
3056431 R2 × 10 ×6 14 4.75° 10.42 10.79 11.13 11.47 12.25 ● 4,570
60
3056432 R2 × 15 ×6 19 3.37° 15.64 16.16 16.67 17.22 18.47 ● 5,990
3056433 R2 × 20 ×6 24 2.61° 20.84 21.51 22.21 22.97 - ● 5,990
65 3.2 3.85 1 A
3056434 R2 × 25 ×6 29 2.13° 26.02 26.85 27.75 28.72 - ● 5,990
3056435 R2 × 30 ×6 34 1.79° 31.18 32.2 33.3 - - ● 5,990
80
3056436 R2 × 40 ×6 44 1.37° 41.52 42.9 - - - ● 7,750
3056437 R3 × 10 ×6 - - - - - - - ● 7,460
3056438 R3 × 15 ×6 70 - - - - - - - ● 7,460
3056439 R3 × 20 ×6 4.8 - 5.85 - - - - - - 2 A ● 7,460
3056440 R3 × 30 ×6 - - - - - - - ● 7,680
90
3056441 R3 × 50 ×6 - - - - - - - ● 9,050
●=標準在庫品 ●=Standard stock item
8
Actual Effective Length
Page10
切削条件表(Cutting Conditions)
AE-LNBD-N 切削条件基準表 Cutting Condition
加工時に発生する火花や破損による発熱で引火・火災の危険があります。 Caution : Sparks generated during operation or heat caused by tool breakage can cause fire.
防火対策を必ず行って下さい。 Be sure to use all proper fire-prevention measures.
被削材 銅 銅タングステン Copper
Work Material Copper Tungsten (C1020,C1100) (W70% - Cu30%)
首下長 回転速度 送り速度 切込み深さ (mm) 回転速度 送り速度
RE LU Speed Feed Depth of cut Speed Feed ap Pf
(mm) (min-1) (mm/min) ap Pf (min-1) (mm/min)
0.3 38,400 225 0.005 0.01 32,000 120 0.005 0.008
R0.05
0.5 38,400 180 0.005 0.01 32,000 96 0.005 0.008
0.3 38,400 257 0.008 0.02 32,000 137 0.008 0.015
R0.075 0.5 38,400 225 0.008 0.02 32,000 120 0.008 0.021
1 38,400 180 0.005 0.01 32,000 96 0.005 0.011
0.3 38,400 450 0.02 0.04 32,000 240 0.02 0.03
0.5 38,400 450 0.02 0.04 32,000 240 0.02 0.03
R0.1
1 38,400 225 0.02 0.04 32,000 120 0.02 0.03
1.5 38,400 225 0.02 0.04 32,000 120 0.02 0.03
0.6 38,400 900 0.02 0.06 32,000 480 0.02 0.045
1 38,400 675 0.02 0.06 32,000 360 0.02 0.045
R0.15
1.5 38,400 675 0.02 0.06 32,000 360 0.02 0.045
2 38,400 675 0.02 0.06 32,000 360 0.02 0.045
1 38,400 900 0.025 0.1 32,000 480 0.025 0.075
2 32,400 675 0.025 0.1 27,000 360 0.025 0.075
R0.2
3 32,400 675 0.025 0.1 27,000 360 0.025 0.075
4 32,400 675 0.01 0.06 27,000 360 0.01 0.045
1 38,400 1,125 0.04 0.1 32,000 600 0.04 0.075
2 38,400 900 0.04 0.1 32,000 480 0.04 0.075
R0.25 3 32,400 675 0.04 0.1 27,000 360 0.04 0.075
4 32,400 675 0.04 0.1 27,000 360 0.04 0.075
5 25,200 450 0.04 0.1 21,000 240 0.04 0.075
1 38,400 2,250 0.09 0.12 32,000 1,440 0.08 0.12
2 38,400 1,688 0.09 0.12 32,000 1,080 0.08 0.12
3 36,000 938 0.09 0.12 30,000 600 0.08 0.12
R0.3
4 36,000 938 0.09 0.12 30,000 600 0.08 0.12
5 36,000 938 0.09 0.12 30,000 600 0.08 0.12
6 30,000 563 0.09 0.12 25,000 360 0.08 0.12
2 32,400 1,688 0.12 0.16 27,000 1,080 0.11 0.16
3 32,400 1,688 0.12 0.16 27,000 1,080 0.11 0.16
R0.4 4 32,400 1,688 0.12 0.16 27,000 1,080 0.11 0.16
6 28,800 938 0.12 0.12 24,000 600 0.11 0.12
8 26,400 563 0.12 0.12 22,000 360 0.11 0.12
ap
Pf
1. 機械、ホルダは剛性のある精度の高いものをご使用下さい。
2. 切込深さ、機械剛性等使用状況により、回転速度、送り速度を調整ください。
3. 水溶性切削油剤をご使用下さい。 Pf
4. 加工面、精度を重視される場合は、不水溶性切削油剤をご使用ください。切込深さ、送り速度を必要に応じて調整下さい。
5. 切削油剤は切削油剤メーカの推奨するものを必ずご使用下さい。加工物が変色することがあります。 FROM NEXT
9
aa
Page11
AE-LNBD-N 切削条件基準表 Cutting Condition
FROM NEXT
被削材 銅 銅タングステン Copper
Work Material Copper Tungsten (C1020,C1100) (W70% - Cu30%)
首下長 回転速度 送り速度 切込み深さ (mm) 回転速度 送り速度
RE LU Speed Feed Depth of cut Speed Feed ap Pf
(mm) (min-1) (mm/min) a -1p Pf (min ) (mm/min)
2 33,600 1,875 0.15 0.2 28,000 1,200 0.14 0.2
3 33,600 1,875 0.15 0.2 28,000 1,200 0.14 0.2
4 33,600 1,875 0.15 0.2 28,000 1,200 0.14 0.2
5 25,200 1,125 0.15 0.2 21,000 720 0.14 0.2
R0.5
6 25,200 1,125 0.15 0.2 21,000 720 0.14 0.2
8 25,200 1,125 0.15 0.15 21,000 720 0.14 0.15
10 21,600 750 0.12 0.12 18,000 480 0.11 0.12
12 21,600 750 0.12 0.12 18,000 480 0.11 0.12
4 24,000 2,250 0.24 0.3 20,000 1,440 0.22 0.3
6 21,600 1,875 0.24 0.3 18,000 1,200 0.22 0.3
R0.75
12 20,400 1,125 0.24 0.24 17,000 720 0.22 0.24
18 15,600 750 0.18 0.18 13,000 480 0.16 0.18
4 19,800 2,625 0.3 0.56 16,500 1,680 0.27 0.56
6 19,800 2,625 0.3 0.56 16,500 1,680 0.27 0.56
8 19,800 2,625 0.3 0.56 16,500 1,680 0.27 0.56
10 16,800 1,875 0.3 0.56 14,000 1,200 0.27 0.56
R1 12 16,800 1,875 0.3 0.56 14,000 1,200 0.27 0.56
14 16,800 1,875 0.3 0.56 14,000 1,200 0.27 0.56
16 16,800 1,875 0.3 0.42 14,000 1,200 0.27 0.42
20 13,200 938 0.3 0.42 11,000 600 0.27 0.42
25 13,200 938 0.3 0.42 11,000 600 0.27 0.42
10 14,400 2,250 0.4 0.84 12,000 1,440 0.36 0.84
12 12,000 2,250 0.4 0.84 10,000 1,440 0.36 0.84
14 12,000 2,250 0.4 0.84 10,000 1,440 0.36 0.84
R1.5 16 12,000 1,125 0.4 0.84 10,000 720 0.36 0.84
20 12,000 1,125 0.4 0.84 10,000 720 0.36 0.84
25 12,000 1,125 0.4 0.84 10,000 720 0.36 0.84
30 10,800 938 0.4 0.84 9,000 600 0.36 0.84
10 10,800 3,000 1.0 1.3 9,000 1,920 0.9 1.3
15 10,800 2,250 1.0 1.3 9,000 1,440 0.9 1.3
20 8,400 1,500 1.0 1.3 7,000 960 0.9 1.3
R2
25 8,400 1,500 1.0 1.3 7,000 960 0.9 1.3
30 8,400 1,500 0.8 1.3 7,000 960 0.7 1.3
40 6,000 938 0.7 1.3 5,000 600 0.6 1.3
10 10,800 3,375 1.2 1.8 9,000 2,160 1.1 1.8
15 10,800 3,375 1.2 1.8 9,000 2,160 1.1 1.8
R3 20 8,400 1,875 1.2 1.8 7,000 1,200 1.1 1.8
30 7,200 1,875 1.2 1.8 6,000 1,200 1.1 1.8
50 6,000 1,125 0.8 1.8 5,000 720 0.7 1.8
1. Use a rigid and precise machine and holder.
2. Please adjust the speed and feed when the cutting depth is large or when machines with low rigidity are used.
3. Use a water soluble fluid.
4. Use a non-water-soluble cutting fluid if the machined surface and accuracy are of critical importance.
Adjust the depth of cut and feed rate as necessary.
5. Always use a cutting fluid recommended by the cutting fluid manufacturer as the workpiece may discolor.
10
Page12
裏表紙(H4)
本 社 仙 台 TEL( 022)390-9701 名古屋 TEL( 052)703-6131
〒442-8543 愛知県豊川市本野ケ原三丁目22番地 TEL(0533)82-1111
E-mail : cs-info@osg.co.jp Web : https://www.osg.co.jp/ 郡 山 TEL( 024)991-7485 岐 阜 TEL( 058)259-6055
International Headquarters 新 潟 TEL( 025)286-9503 トヨタ TEL( 0533)82-1145
3-22 Honnogahara, Toyokawa, Aichi, 442-8543, JAPAN 上 田 TEL( 0268)28-7381 三 重 TEL( 0594)26-0416
TEL : +81-533-82-1118 FAX : +81-533-82-1136 諏 訪 TEL( 0266)58-0152 金 沢 TEL( 076)268-0830
東部営業部 両 毛 TEL( 0270)40-5855 京 滋 TEL( 077)553-2012
〒143-0025 東京都大田区南馬込3-25-4 TEL(03)5709-4501 宇都宮 TEL( 028)651-2720 大 阪 TEL( 06)4308-3411
中部営業部 八王子 TEL( 042)645-5406 明 石 TEL( 078)927-8212
〒465-0058 愛知県名古屋市名東区貴船1-9 TEL(052)703-6131 茨 城 TEL( 029)354-7017 岡 山 TEL( 086)241-0411
西部営業部
〒550-0013 大阪府大阪市西区新町2-4-2 405号 TEL(06)6538-3880 東 京 TEL( 03)5709-4501 四 国 TEL( 087)868-4003
厚 木 TEL( 046)230-5030 広 島 TEL( 082)507-1227
〈 工具の技術的なご相談は…〉コミュニケーションダイヤル 静 岡 TEL( 054)283-6651 九 州 TEL( 092)504-1211
よ い 工 具 は 一 番 浜 松 TEL( 053)461-1121 北九州 TEL( 093)435-3655
0120-41-5981 土日祝日、 豊 川 TEL( 0533)82-1145 熊 本 TEL( 096)386-5120会社休日を除く 安 城 TEL( 0566)77-2366
コミュニケーション FAX 0533-82-1134 コミュニケーション E-mail hp-info@osg.co.jp
安全にお使いいただくために OSG代理店
◦工具を使用する時は、破損する危険があるので、必ずカバー・保護眼鏡・安全靴等を使用して下さい。
◦切れ刃は素手で触らないで下さい。
◦切りくずは素手で触らないで下さい。
◦工具の切れ味が悪くなったら使用を中止して下さい。
◦異常音・異常振動が発生したら、直ちに使用を中止して下さい。
◦工具には手を加えないで下さい。
◦加工前に工具の寸法確認を行って下さい。
Safe use of cutting tools
◦ Use safety cover, safety glasses and safety shoes during operation.
◦ Do not touch cutting edges with bare hands. Copyright ©2021 OSG Corporation. All rights reserved.
◦ Do not touch cutting chips with bare hands. Chips will be hot after cutting. ◦
◦ Stop cutting when the tool becomes dull. 製品については、常に研究・改良を行っておりますので、予告なく本カタログ掲載仕様を
◦ Stop cutting operation immediately if you hear any abnormal cutting sounds. 変更する場合があります。 Tool specifications are subject to change without notice.
◦ Do not modify tools. ◦ 本書掲載内容の無断転載・複製を禁じます。
◦ Please use appropriate tools for the operation. Check dimensions to ensure proper selection.
N-133.118.CA.CA(DN)
21.02
銅電極用