



高硬度鋼向け新被膜「DUROREY(デューロレイ)」コーティングを採用し、60HRCを超える被削材においても高い耐チッピング性を発揮し、工具の長寿命を可能にする高硬度鋼用エンドミルをご紹介
加工用途に合わせた豊富なラインナップ(多刃スクエア・ラジアスタイプ、ボールタイプ、ロングネックタイプ、ヘッド交換式タイプ)をご用意しています。
関連メディア
このカタログについて
| ドキュメント名 | 高硬度鋼用エンドミル |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 13Mb |
| 取り扱い企業 | オーエスジー株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
表紙(H1)
End Mills for High Hardness Steels Vol.4
高硬度鋼用エンドミル
AE-MSS-H・AE-MS-H・AE-ML-H・PXSH
AE-BM-H・AE-BD-H・AE-LNBD-H・AE-CPR4-H
多刃スクエアタイプ
Multi-flute Type
ショート形 Short : AE-MS-H φ16、φ20
ロング形 Long : AE-ML-H φ16、φ20
ロングネックラジアスタイプ
Long Neck Radius Type:AE-CPR4-H
ヘッド交換式エンドミル
Exchangeable Head End Mill:PXSH
計184アイテム追加
184 new items added
Page2
目次(Index)
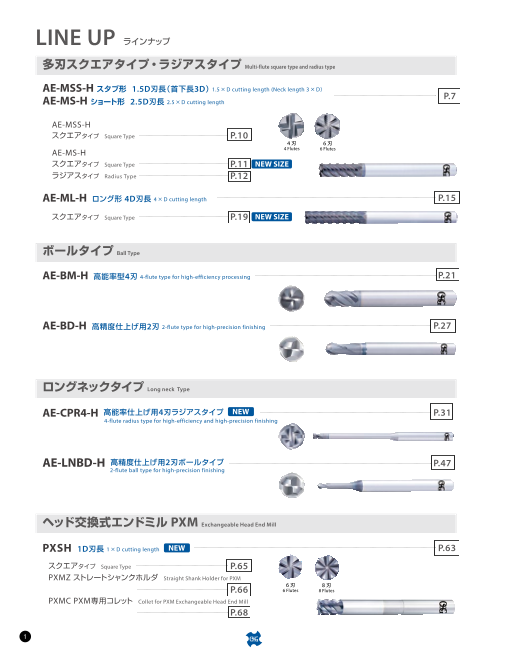
LINE UP ラインナップ
多刃スクエアタイプ・ラジアスタイプ Multi-flute square type and radius type
AE-MSS-H スタブ形 1.5D刃長(首下長3D) 1.5 × D cutting length (Neck length 3 × D)
AE-MS-H P.7
ショート形 2.5D刃長 2.5 × D cutting length
AE-MSS-H
スクエアタイプ Square Type P.10
4 刃 6 刃
4 Flutes 6 Flutes
AE-MS-H
スクエアタイプ Square Type P.11 NEW SIZE
ラジアスタイプ Radius Type P.12
AE-ML-H ロング形 4D刃長 4 × D cutting length P.15
スクエアタイプ Square Type P.19 NEW SIZE
ボールタイプ Ball Type
AE-BM-H 高能率型4刃 4-flute type for high-efficiency processing P.21
AE-BD-H 高精度仕上げ用2刃 2-flute type for high-precision finishing P.27
ロングネックタイプ Long neck Type
AE-CPR4-H 高能率仕上げ用4刃ラジアスタイプ NEW P.31
4-flute radius type for high-efficiency and high-precision finishing
AE-LNBD-H 高精度仕上げ用2刃ボールタイプ P.47
2-flute ball type for high-precision finishing
ヘッド交換式エンドミル PXM Exchangeable Head End Mill
PXSH 1D刃長 1 × D cutting length NEW P.63
スクエアタイプ Square Type P.65
PXMZ ストレートシャンクホルダ Straight Shank Holder for PXM
P.66 6 刃 8 刃
6 Flutes 8 Flutes
PXMC PXM専用コレット Collet for PXM Exchangeable Head End Mill
P.68
1
Page3
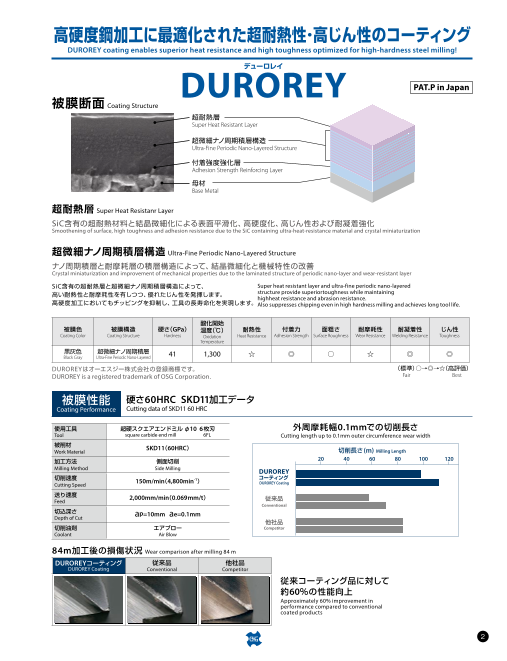
高硬度鋼加工に最適化された超耐熱性・高じん性のコーティング
DUROREY coating enables superior heat resistance and high toughness optimized for high-hardness steel milling!
デューロレイ
DUROREY PAT.P in Japan
被膜断面 Coating Structure
超耐熱層
Super Heat Resistant Layer
超微細ナノ周期積層構造
Ultra-Fine Periodic Nano-Layered Structure
付着強度強化層
Adhesion Strength Reinforcing Layer
母材
Base Metal
超耐熱層 Super Heat Resistanr Layer
SiC含有の超耐熱材料と結晶微細化による表面平滑化、高硬度化、高じん性および耐凝着強化
Smoothening of surface, high toughness and adhesion resistance due to the SiC containing ultra-heat-resistance material and crystal miniaturization
超微細ナノ周期積層構造 Ultra-Fine Periodic Nano-Layered Structure
ナノ周期積層と耐摩耗層の積層構造によって、結晶微細化と機械特性の改善
Crystal miniaturization and improvement of mechanical properties due to the laminated structure of periodic nano-layer and wear-resistant layer
SiC含有の超耐熱層と超微細ナノ周期積層構造によって、 Super heat resistant layer and ultra-fine periodic nano-layered
高い耐熱性と耐摩耗性を有しつつ、優れたじん性を発揮します。 structure provide superiortoughness while maintaining
highheat resistance and abrasion resistance.
高硬度加工においてもチッピングを抑制し、工具の長寿命化を実現します。Also suppresses chipping even in high hardness milling and achieves long tool life.
酸化開始
被膜色 被膜構造 硬さ(GPa) 温度(℃) 耐熱性 付着力 面粗さ 耐摩耗性 耐凝着性 じん性
Coating Color Coating Structure Hardness Oxidation Heat Resistance Adhesion Strength Surface Roughness Wear Resistance Welding Resistance Toughness
Temperature
黒灰色 超微細ナノ周期積層
Black Gray Ultra-Fine Periodic Nano-Layered 41 1,300 ☆ ◎ ○ ☆ ◎ ◎
DUROREYはオーエスジー株式会社の登録商標です。 (標準)○→◎→☆(高評価)
DUROREY is a registered trademark of OSG Corporation. Fair Best
被膜性能 硬さ60HRC SKD11加工データ
Coating Performance Cutting data of SKD11 60 HRC
使用工具 超硬スクエアエンドミル φ10 6枚刃 外周摩耗幅0.1mmでの切削長さ
Tool square carbide end mill 6FL Cutting length up to 0.1mm outer circumference wear width
被削材 SKD11(60HRC)
Work Material 切削長さ (m) Milling Length
加工方法 側面切削 20 40 60 80 100 120
Milling Method Side Milling DUROREY
切削速度 150m/min(4,800min-1) コーティング
Cutting Speed DUROREY Coating
送り速度 2,000mm/min(0.069mm/t)
Feed 従来品
Conventional
切込深さ p=10mm e=0.1mm
Depth of Cut a a
他社品
切削油剤 エアブロー Competitor
Coolant Air Blow
84m加工後の損傷状況 Wear comparison after milling 84 m
DUROREYコーティング 従来品 他社品
DUROREY Coating Conventional Competitor
従来コーティング品に対して
約60%の性能向上
Approximately 60% improvement in
performance compared to conventional
coated products
2
Page4
高硬度鋼加工データ(Cutting Data of High-hardness Steel Applications)
高硬度鋼加工データ Cutting Data of High-hardness Steel Applications
加工データ 1 Cutting Data 1
最大切込み量22mmによる高硬度鋼(60HRC)の
高能率荒加工
High efficiency machining of high-hardness steel(60 HRC)with a maximum depth of cut of 22 mm
被削材:SKD11(60HRC) 製品紹介と
Work Material 加工動画は
こちらから
Scan code for product
使用機械:立形マシニングセンタ details and video
Machine:Vertical Machining Center
① ② ③
主軸タイプ:HSK-A63 最高回転数:20,000min-1
Main Spindle Maximum RPM
切削油剤:エアブロー ホルダ:焼ばめホルダ
Coolant:Air Blow Holder:Shrink Fit
④ ⑤ ⑥
工程番号 加工部 加工方法 加工内容 使用工具 切削速度 送り速度 p e
Process Milling Part Milling Method Milling Process Tool Cutting Speed Feed a a
(m/min) (mm/min) (mm) (mm)
ヘリカル加工 120 1,200 ヘリカル角度 1° ヘリカル半径 R5
Helical Milling -1
AE-MS-H (3,800min ) (0.05mm/t) Helical Angle Helical Radius
① ポケット部 荒加工
Pocket Roughing
繰り広げ加工 φ10 120 6,000
Enlarging (3,800min-1) (0.26mm/t) 22 0.1
② 全体 側面切削 高能率加工
Overall Side Milling, 荒加工 AE-MS-H 120 6,000
High-efficiency Milling Roughing φ10×R1 (3,800min-1) (0.26mm/t) 22 0.1
③ 全体 等高線加工 中仕上げ加工 AE-BM-H 270 3,100
Overall Contour Milling Semi-finishing R5 (8,600min-1) (0.09mm/t) 0.5 0.5
④ 隅R部 等高線加工 取り残し加工 AE-BM-H 104 1,800
Corner R Contour Milling Leftover Milling R3 (5,500min-1) (0.08mm/t) 0.5 0.5
⑤ 形状部 等高線加工 仕上げ加工 AE-BD-H 305 970
Shape Contour Milling Finishing R3×18 (16,200min-1) (0.03mm/t) 0.1 0.1
⑥ 底面部 平面加工 PL面仕上げ加工 AE-MS-H 104 990
Bottom Flat Surface Milling PL Surface Finishing φ6×R0.5 (5,500min-1) (0.03mm/t) 0.04 0.25
3
Page5
高硬度鋼加工データ Cutting Data of High-hardness Steel Applications
加工データ 2 Cutting Data 2
高硬度鋼(60HRC)でも、大きな切込み量で
高能率直彫り加工
High efficiency direct engraving with a large depth of cut even in high-hardness steel(60 HRC)
被削材:YXR3(60HRC) 製品紹介と
Work Material 加工動画は
こちらから
Scan code for product
使用機械:5軸加工機 details and video
Machine:Five-axis Machining Center
① ② ③
主軸タイプ:HSK-A63 最高回転数:25,000min-1
Main Spindle Maximum RPM
切削油剤:MQL ホルダ:焼ばめホルダ
Coolant Holder:Shrink Fit
④ ⑤ ⑥
⑦ ⑧ ⑨
工程番号 加工部 加工方法 加工内容 使用工具 切削速度 送り速度 ap ae
Process Milling Part Milling Method Milling Process Tool Cutting Speed Feed
(m/min) (mm/min) (mm) (mm)
① 全体 3軸 等高線 高能率荒加工
Overall 3-axis Contouring Line High-efficiency Roughing
② 面取り部 3軸 等高線 中荒加工
Chamfer 3-axis Contouring Line Semi-roughing
AE-BM-H 150 1,920
R5 (4,800min-1) (0.1mm/t) 0.7 1.5
③ 溝部 5軸 倣い 中荒加工
Groove 5-axis Profiling Semi-roughing
④ 山部 5軸 ターンミーリング 荒・中荒加工
Ridge 5-axis Turn Milling Roughing・Semi-roughing
⑤ 溝部 5軸 倣い 高精度仕上げ加工 AE-BD-H 150 480
Groove 5-axis Profiling High-precision Finishing R5×30 (4,800min-1) (0.05mm/t) 0.04 1
⑥ 山部 5軸 倣い 高精度仕上げ加工
Ridge 5-axis Profiling High-precision Finishing
0.03 0.2
⑦ 中間底部 5軸 ターンミーリング 高精度仕上げ加工 AE-LNBD-H 55 174
Middle Bottom 5-axis Turn Milling High-precision Finishing R3×40×6 (2,900min-1) (0.03mm/t)
⑧ 底部 5軸 ターンミーリング 高精度仕上げ加工
Bottom 5-axis Turn Milling High-precision Finishing 0.02 0.2
⑨ 面取り部 3軸 等高線 高精度仕上げ加工 AE-BD-H 150 480
Chamfer 3-axis Contouring Line High-precision Finishing R5×30 (4,800min-1) (0.05mm/t) 0.04 1
4
Page6
高硬度鋼加工データ Cutting Data of High-hardness Steel Applications
加工データ 3 Cutting Data 3
高い工具性能が求められる熱間金型用鋼DH31-Sを
高能率に加工
Highly efficient machining of hot working die steel DH31-S, which requires superior tool performance
被削材:DH31-S(50HRC) 製品紹介と
Work Material 加工動画は
こちらから
Scan code for product
使用機械:立形マシニングセンタ details and video
Machine:Vertical Machining Center
① ② ③
主軸タイプ:HSK-A63 最高回転数:20,000min-1
Main Spindle Maximum RPM
切削油剤:エアブロー ホルダ:焼ばめホルダ
Coolant:Air Blow Holder:Shrink Fit
④ ⑤ ⑥
⑦
工程番号 加工部 加工方法 加工内容 使用工具 切削速度 送り速度 ap ae
Process Milling Part Milling Method Milling Process Tool Cutting Speed Feed
(m/min) (mm/min) (mm) (mm)
側面 側面切削 高能率加工
① Side Side Milling, AE-ML-H 80 1,070
High-efficiency Milling φ10×40 (2,550min-1) (0.07mm/t) 40 0.5
荒加工
Roughing
② 上部平面 側面切削 高能率加工
Top Side Milling, 120 2,750
High-efficiency Milling (3,800min-1) (0.12mm/t) 15 0.5
AE-MS-H
φ10×R1
③ R 部 等高線加工 中仕上げ加工 200 1,900
Corner R Contour Milling Semi-finishing (6,370min-1) (0.05mm/t) 0.1 0.1
④ 隅R部 倣い加工 取り残し加工 AE-LNBD-H 50 480
Corner R Copy Milling Leftover Milling R1×10×6 (8,000min-1) (0.03mm/t) 0.1 0.1
底面・側面 平面加工・側面切削 0.2 1
⑤ Bottom・Side Face Milling AE-ML-H 120 1,150
Side Milling φ10×40 (3,800min-1) (0.05mm/t)
仕上げ加工 40 0.1
Finishing
上部平面 平面加工・側面切削
⑥ Face Milling AE-MS-H 120 1,150 0.2 1
Top Side Milling φ10×R1 (3,800min-1) (0.05mm/t) 15 0.1
⑦ R 部 等高線加工 R部仕上げ加工 AE-LNBD-H 80 760
Corner R Contour Milling Corner R Finishing R1×10×6 (12,700min-1) (0.03mm/t) 0.1 0.1
5
Page7
高硬度鋼加工データ Cutting Data of High-hardness Steel Applications
加工データ 4 Cutting Data 4
溝幅が狭いL/D=14の深掘り形状を高能率に加工
Highly efficient deep milling at L/D = 14 with narrow groove width
被削材:SKD61(50HRC) 製品紹介と
Work Material 加工動画は
こちらから
Scan code for product
使用機械:立形マシニングセンタ details and video
Machine:Vertical Machining Center
① ② ③
主軸タイプ:HSK-A63 最高回転数:20,000min-1
Main Spindle Maximum RPM
切削油剤:エアブロー ホルダ:焼ばめホルダ
Coolant:Air Blow Holder:Shrink Fit
④ ⑤ ⑥
⑦ ⑧ ⑨
工程番号 加工部 加工方法 加工内容 使用工具 突出し長さ 切削速度 送り速度 ap Pf
Process Milling Part Milling Method Milling Process Tool Overhang Length Cutting Speed Feed
(mm) (m/min) (mm/min) (mm) (mm)
① 全体 等高線加工 高能率荒取り AE-MS-H 90 1,720
Overall Contour Milling High-efficiency Roughing φ6×R0.3 30 (4,780min-1) (0.06mm/t) 9 0.5
② 全体 等高線加工 荒取り AE-MS-H 20 90 1,150
Overall Contour Milling Roughing φ4×R1 (7,170min-1) (0.04mm/t) 5 0.2
③ 全体 等高線加工 高能率荒取り PHX-LN-DFR 75 1,250
Overall Contour Milling High-efficiency Roughing φ4×R1×20 25 (6,000min-1) (0.069mm/t) 0.14 0.7
④ 全体 等高線加工 高能率荒取り 58 1,300
Overall Contour Milling High-efficiency Roughing (9,300min-1) (0.035mm/t) 0.05 0.36
⑤ 上部R部 等高線加工 取り残し加工
Upper R Contour Milling Leftover Milling 0.05 0.36
AE-CPR4-H
φ2×R0.3×20 28
⑥ 隅R部 等高線加工 取り残し加工 38 1,300
Corner R Contour Milling Leftover Milling (6,000min-1) (0.054mm/t) 0.05 0.36
⑦ 形状部 等高線加工 仕上げ加工
Shape Contour Milling Finishing 0.012 0.36
⑧ 上部形状部 走査線加工 仕上げ加工 AE-LNBD-H 68 860
Upper Shape Linear Milling Finishing R1×22×4 30 (10,800min-1) (0.04mm/t) 0.03 0.1
⑨ 底面部 平面加工 仕上げ加工 AE-CPR4-H 38 1,300
Bottom Flat Surface Milling Finishing φ2×R0.3×20 28 (6,000min-1) (0.054mm/t) 0.012 0.1
6
Page8
高硬度鋼用超硬エンドミル 多刃スクエア・ラジアスタイプ(Multi-flute square and radius type carbide end mills for high-hardness steels)、特長(Features)
高硬度鋼用超硬エンドミル
多刃スクエア・ラジアスタイプ
Multi-flute square and radius type carbide end mills for high-hardness steels
スタブ形 Stub AE-MSS-H
ショート形 Short AE-MS-H
□1 □1 不等分割刃がびびりを抑制
Unequal spacing teeth suppresses chattering
α1
□2 α1
α2
□3
α2 α1≠α2 α1≠α2≠α3
外径φ6未満 α3 外径φ6以上
Outer diameter Outer diameter φ6
under φ6 or above
□2 最適化された刃先仕様により
高硬度鋼を安定加工
Optimal cutting edge specifications to enable stable machining of high-hardness steels
使用工具 AE-MS-H φ4 4枚刃 刃先の損傷状況
Tool 4FL Wear condition of the cutting edge
被削材 STAVAX(52HRC)
Work Material AE-MS-H 従来品
Conventional
加工方法 側面切削
Milling Method Side Milling
切削速度 100m/min(7,950min-1)
Cutting Speed
送り速度 1,250mm/min(0.039mm/t)
Feed
切込深さ ap=6mm e=0.2mm
Depth of Cut a
切削長さ 350.9m 切削長さ 179.3m
切削油剤 エアブロー Milling Length Milling Length
Coolant Air Blow
使用機械 立形マシニングセンタ(BT40)
Machine Vertical Machining Center
□3 DUROREYコーティング
DUROREY Coating
・高い耐熱性と耐摩耗性を有し、さらに優れたじん性により
高硬度鋼加工に抜群の威力を発揮します
・Exhibits outstanding performance in high-hardness steels due to its excellent toughness,
high heat resistance and abrasion resistance characteristics
7
Page9
加工データ(Cutting Data)
加工データ Cutting Data
長寿命 高硬度鋼加工において、安定した耐久性を実現
Long Tool Life Achieves stable durability in high-hardness steel machining
使用工具 AE-MS-H φ10 6枚刃 (mm)0.10
Tool 6FL 0.09
被削材 SKD11(60HRC) 0.08
Work Material
加工方法 側面切削 逃 0.07
げ
Milling Method Side Milling 面 0.06
切削速度 摩
75m/min(2,400min-1) 耗 0.05
Cutting Speed 幅
送り速度 0.04
1,000mm/min(0.069mm/t)
Feed 0.03
切込深さ ap=15mm ae=0.3mm 0.02
Depth of Cut
0.01
切削油剤 エアブロー
Coolant Air Blow 0 10 20 30 40 50 60 70 80 90 100
使用機械 立形マシニングセンタ(BT40) 切削長さ Milling Length (m)
Machine Vertical Machining Center
AE-MS-H 他社品
Competitor
95.2m 加工時点での外周刃の損傷状態
Wear condition of outer peripheral cutting edge after milling 95.2 m
AE-MS-H 他社品
Competitor
高速加工 高硬度鋼の高速加工において、優れた耐久性を発揮
High-speed Milling Demonstrates excellent durability in high-speed machining of high-hardness steel
使用工具 AE-MS-H φ4 4枚刃 (mm)0.10
Tool 4FL 0.09
被削材 SKD11(60HRC) 0.08
Work Material
逃
加工方法 側面切削 げ 0.07
Milling Method Side Milling 面
摩 0.06
切削速度 125m/min(9,950min-1) 耗 0.05
Cutting Speed 幅
送り速度 0.04
1,200mm/min(0.03mm/t)
Feed 0.03
切込深さ ap=4mm ae=0.08mm 0.02
Depth of Cut
切削油剤 エアブロー 0.01
Coolant Air Blow 0 10 20 30 40 50 60 70 80 90 100 110 120 130
使用機械 立形マシニングセンタ(BT40) 切削長さ Milling Length (m)
Machine Vertical Machining Center
AE-MS-H 他社品A 他社品B
Competitor Competitor
外周刃の損傷状態
Wear comparison for peripheral cutting edge
AE-MS-H 122.5m 他社品 A 66.4m 他社品 B 38.5m
Competitor Competitor
8
Flank Wear Flank Wear
ヘッド交換式 Exchangeable Head ロングネックタイプ Long Neck Type ボールタイプ Ball Type 多刃スクエアタイプ・ラジアスタイプ Multi-flute square type and radius type
PXSH AE-LNBD-H AE-CPR4-H AE-BD-H AE-BM-H AE-ML-H AE-MS-H AE-MSS-H
Page10
加工データ Cutting Data
安定加工 プリハードン鋼 STAVAX(52HRC)でも安定加工
Stable Performance Stable performance even in pre-hardened steel STAVAX( 52 HRC)
使用工具 AE-MS-H φ4 4枚刃 (mm)0.40
Tool 4FL
0.35
被削材 STAVAX(52HRC)
Work Material 0.30
加工方法 側面切削 逃
げ
Milling Method Side Milling 面 0.25
切削速度 摩
100m/min(7,950min-1) 耗
Cutting Speed 0.20
幅
送り速度 1,250mm/min(0.039mm/t) 0.15
Feed
切込深さ ap=6mm a 0.10
e=0.2mm
Depth of Cut
0.05
切削油剤 エアブロー
Coolant Air Blow 0 50 100 150 200 250 300 350
使用機械 立形マシニングセンタ(BT40) (m)
Machine Vertical Machining Center 切削長さ Milling Length
AE-MS-H 他社品A 他社品B
Competitor Competitor
外周刃の損傷状態
Wear comparison for peripheral cutting edge
AE-MS-H 350.9m 他社品 A 61.3m 他社品 B 144.3m
Competitor Competitor
長寿命 プリハードン鋼 NAK80(40HRC)においても良好な切削性能を発揮
Long Tool Life Demonstrates good cutting performance even in pre-hardened steel NAK80( 40 HRC)
使用工具 AE-MS-H φ3 4枚刃 (mm)0.10
Tool 4FL 0.09
被削材 NAK80(40HRC) 0.08
Work Material
逃
側面切削 0.07
加工方法 げ
Milling Method Side Milling 面 0.06
摩
切削速度 102m/min(10,823min-1) 耗 0.05
Cutting Speed 幅
0.04
送り速度 866mm/min(0.02mm/t)
Feed 0.03
切込深さ p=4.5mm e=0.2mm 0.02
Depth of Cut a a
0.01
切削油剤 エアブロー
Coolant Air Blow 0 100 200 300 400 500 600 700 800 900
使用機械 横形マシニングセンタ(HSK63) 切削長さ (m)
Milling Length
Machine Horizontal Machining Center
AE-MS-H 他社品
Competitor
外周刃の損傷状態
Wear comparison for peripheral cutting edge
AE-MS-H 896m 他社品 476m
Competitor
9
Flank Wear Flank Wear
Page11
AE-MSS-H スクエア(Square)
高硬度鋼用超硬エンドミル スタブ形 Stub type carbide end mills for high-hardness steels
AE-MSS-H SPEED
スクエア SH RINK
CARBIDE FEED
Square DUROREY FIT 43˚ P13
0 ~ -0.02
Type1
15°
4 刃 APMX
4 Flutes LU
LH
LF
Type2
6 刃 APMX
6 Flutes LU
LF
1.5D刃長(首下長3D) 1.5 × D cutting length( Neck length 3×D) 単位 :mm Unit:mm
ワーク勾配角αに対する実有効長 Le 注1
ツールNo. 外径×首下長 全長 刃長 LH シャンク径 首径 干渉角度 Effective length by inclined angles 刃数 形状 在庫 標準価格
EDP No. DC×LU LF APMX DCON DN θk ZEFP Type Stock (Yen)
0.5° 1° 1.5° 2° 3°
8549830 3 × 9 45 4.5 14.8 6 2.85 5.78° 9.46 9.87 10.23 10.62 11.48 4 1 A ● 5,130
8549831 4 × 12 50 6 16 6 3.85 3.59° 12.6 13.09 13.56 14.07 15.21 4 1 A ● 5,540
8549832 5 × 15 60 7.5 17.1 6 4.85 1.68° 15.72 16.3 16.88 - - 4 1 A ● 5,880
8549833 6 × 18 80 9 - 6 5.85 - - - - - - 6 2 A ● 7,010
8549834 8 × 24 90 12 - 8 7.85 - - - - - - 6 2 A ● 8,640
8549835 10 × 30 100 15 - 10 9.85 - - - - - - 6 2 A ● 11,700
8549836 12 × 36 110 18 - 12 11.8 - - - - - - 6 2 A ● 14,800
注 1: ワーク勾配角αに対する実有効長 Le 欄に数値がないものは干渉無しを表します。 ●= 標準在庫品 ● =Standard stock item
Note: If there is no value in the actual e ective length (Le column) for the work gradient angle α , it indicates no interference.
θk 干渉角度
Interference
実 Angle
有 α
効
長 ワーク
Le 勾配角
Inclined
Angle
■ アイコンの種類について Guide for Icons
1 材質 Tool Materials 2 表面処理 Surface Treatment 3 R許容差 Tolerance of Radius
R エンドミルの
CARBIDE 超硬合金 デューロレイコーティング
Tungsten Carbide DUROREY R許容差を表示します
DUROREY Coating ± 0.01 Identifies the tolerance of the radius for end mills
4 外径の許容差 Tolerance for milling diameter 5 シャンク Shank
エンドミルの外径を表示します SH ANK シャンク精度を表示します SH RINK シュリンクフィット(焼きばめ)
Tolerance for milling diameter h4 Tolerance for Shank Diameter FIT システムにもお奨めします
Suitable for the shrink holder system
6 ねじれ角 Helix Angle 7 切削条件 Cutting Conditions
エンドミルの溝のねじれ角を SPEED 切削条件基準表掲載ページを
表示します FEED
43˚ 表示します
Helix angle of flute for end mills Indicates page number for cutting conditions
10
Actual Effective Length
DC DC
DN
DN
DCON
DCON
ヘッド交換式 Exchangeable Head ロングネックタイプ Long Neck Type ボールタイプ Ball Type 多刃スクエアタイプ・ラジアスタイプ Multi-flute square type and radius type
PXSH AE-LNBD-H AE-CPR4-H AE-BD-H AE-BM-H AE-ML-H AE-MS-H AE-MSS-H
Page12
AE-MS-H スクエア(Square)
高硬度鋼用超硬エンドミル ショート形 Short type carbide end mills for high-hardness steels NEW SIZE
AE-MS-H SPEED
スクエア SH RINK
CARBIDE FEED
Square DUROREY FIT 43˚ P14
0 ~ -0.02
Type1
15°
4 刃 APMX
4 Flutes LH
LF
Type2
6 刃 APMX
6 Flutes LF
2.5D刃長 2.5 × D cutting length 単位 :mm Unit:mm
ツールNo. 外径 全長 刃長 LH シャンク径 刃数 形状 在庫 標準価格
EDP No. DC LF APMX DCON ZEFP Type Stock (Yen)
8549710 1 60 2.5 12.7 6 4 1 A ● 4,410
8549715 1.5 60 3.8 13 6 4 1 A ● 4,410
8549720 2 60 5 13.9 6 4 1 A ● 4,410
8549725 2.5 60 6.3 14.5 6 4 1 A ● 4,770
8549730 3 60 7.5 15.4 6 4 1 A ● 5,130
8549740 4 60 10 16.1 6 4 1 A ● 5,540
8549750 5 60 12.5 16.7 6 4 1 A ● 5,880
8549760 6 60 15 - 6 6 2 A ● 6,370
8549780 8 70 20 - 8 6 2 A ● 7,840
8549810 10 80 25 - 10 6 2 A ● 10,600
8549812 12 90 30 - 12 6 2 A ● 13,500
※ 8549816 16 105 40 - 16 6 2 A ● 42,300
※ 8549820 20 120 50 - 20 6 2 A ● 67,700
・ アイコンの説明はp.10をご覧下さい。 ・ See p.10 for explanation of icons. ●= 標準在庫品 ● =Standard stock item
※ =NEW SIZES
11
DC DC
DCON
DCON
Page13
AE-MS-H ラジアス(Radius)
高硬度鋼用超硬エンドミル ショート形 Short type carbide end mills for high-hardness steels
AE-MS-H R
ラジアス SH RINK SPEED
CARBIDE FEED
Radius DUROREY ± 0.02 FIT 43˚ P14
0 ~ -0.02
Type1
RE 15°
4 刃 APMX
4 Flutes LH
LF
Type2
RE
6 刃 APMX
6 Flutes LF
2.5D刃長 2.5 × D cutting length 単位 :mm Unit:mm
ツールNo. 外径×コーナ半径 全長 刃長 LH シャンク径 刃数 形状 在庫 標準価格
EDP No. DC× RE LF APMX DCON ZEFP Type Stock (Yen)
8549842 3 × R0.2 A ● 7,680
60 7.5 15.4 6 4 1
8549845 3 × R0.5 D ○ 7,680
8549852 4 × R0.2 A ● 8,300
8549855 4 × R0.5 60 10 16.1 6 4 1 ○ 8,300
D
8549856 4 × R1 ○ 8,300
8549862 5 × R0.2 A ● 8,800
8549865 5 × R0.5 60 12.5 16.7 6 4 1 ○ 8,800
D
8549866 5 × R1 ○ 8,800
8549873 6 × R0.3 ● 9,570
8549875 6 × R0.5 60 15 - 6 6 2 A ● 9,570
8549876 6 × R1 ● 9,570
8549883 8 × R0.3 ● 11,800
8549885 8 × R0.5 A ● 11,800
8549886 8 × R1 70 20 - 8 6 2 ● 11,800
8549887 8 × R1.5 ○ 11,800
D
8549888 8 × R2 ○ 11,800
8549893 10 × R0.3 ● 16,000
8549895 10 × R0.5 A ● 16,000
8549896 10 × R1 ● 16,000
80 25 - 10 6 2
8549897 10 × R1.5 ○ 16,000
8549898 10 × R2 D ○ 16,000
8549899 10 × R3 ○ 16,000
8549903 12 × R0.3 ● 20,300
8549905 12 × R0.5 A ● 20,300
8549906 12 × R1 ● 20,300
90 30 - 12 6 2
8549907 12 × R1.5 ○ 20,300
8549908 12 × R2 D ○ 20,300
8549909 12 × R3 ○ 20,300
・ アイコンの説明はp.10をご覧下さい。 ・ See p.10 for explanation of icons. ●= 標準在庫品 ○ = 準標準在庫品(在庫をご確認下さい。)
Standard stock item Limited standard stock item
12
DC DC
DCON
DCON
ヘッド交換式 Exchangeable Head ロングネックタイプ Long Neck Type ボールタイプ Ball Type 多刃スクエアタイプ・ラジアスタイプ Multi-flute square type and radius type
PXSH AE-LNBD-H AE-CPR4-H AE-BD-H AE-BM-H AE-ML-H AE-MS-H AE-MSS-H
Page14
切削条件表(Cutting Conditions)
AE-MSS-H 切削条件基準表 Cutting Condition
スクエアタイプ Square Type
側面切削 Side Milling
調質鋼(~45HRC) 調質鋼
被削材 ・プリハードン鋼 Hardened Steel
Work Material Hardened Steel・Prehardened Steel
SCM・SKD61・NAK80 ~ 55HRC ~62HRC ~66HRC ~70HRC
切削速度
Cutting Speed 110 ~130 80 ~100 60 ~80 50 ~70 40 ~60
(m/min)
外径×首下長 回転速度 送り速度 回転速度 送り速度 回転速度 送り速度 回転速度 送り速度 回転速度 送り速度
Speed Feed Speed Feed Speed Feed Speed Feed Speed Feed
DC×LU (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min)
3 × 9 12,740 1,220 9,550 880 7,430 530 6,370 400 5,310 250
4 × 12 9,550 1,220 7,170 890 5,570 530 4,780 400 3,980 250
5 × 15 7,640 1,220 5,730 920 4,460 540 3,820 400 3,180 250
6 × 18 6,370 1,830 4,780 1,350 3,720 800 3,180 600 2,650 380
8 × 24 4,780 1,830 3,580 1,350 2,790 800 2,390 600 1,990 380
10 × 30 3,820 1,830 2,870 1,340 2,230 800 1,910 600 1,590 380
12 × 36 3,180 1,830 2,390 1,330 1,860 800 1,590 600 1,330 380
ap ae ap ae ap ae
切込深さ ap
Depth of Cut ≦1.5D ≦0.1D ≦1.5D ≦0.05D ≦1.5D ≦0.03D
ae ae Max = 1mm ae Max = 0.5mm ae Max = 0.3mm
1. 機械、ホルダは剛性のある精度の高いものをご使用下さい。 1. Use a rigid and precise machine and holder.
2. びびりが発生する時は、回転速度、送り速度を同じ割合で下げてご使用下さい。 2. When chattering occurs, reduce the speed and feed simultaneously.
3. 切削油剤は被削材に応じてエアブローまたは発煙性の少ない切削油剤を 3. Use an air blow or a suitable cutting
uid with high smoke retardant
ご使用下さい。 properties.
高速側面切削 High-Speed Side Milling
加工時に発生する火花や破損による発熱で引火・火災の危険性があります。 Caution:Sparks generated during operation or heat caused by tool breakage can cause
re.
防火対策を必ず行って下さい。 Be sure to use all proper
re - prevention measures.
高速高精度のマシニングセンタを利用した場合の基準条件表です。 The conditions below are for high speed / high precision machining centers.
調質鋼(~45HRC) 調質鋼
被削材 ・プリハードン鋼 Hardened Steel
Work Material Hardened Steel・Prehardened Steel
SCM・SKD61・NAK80 ~ 55HRC ~62HRC ~66HRC ~70HRC
切削速度
Cutting Speed 290 ~310 240 ~260 150 ~170 130 ~150 90 ~110
(m/min)
外径×首下長 回転速度 送り速度 回転速度 送り速度 回転速度 送り速度 回転速度 送り速度 回転速度 送り速度
Speed Feed Speed Feed Speed Feed Speed Feed Speed Feed
DC×LU (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min)
3 × 9 31,850 3,440 26,540 2,870 16,990 1,530 14,860 1,190 10,620 720
4 × 12 23,890 3,440 19,900 2,870 12,740 1,530 11,150 1,190 7,960 720
5 × 15 19,110 3,440 15,920 2,870 10,190 1,530 8,920 1,190 6,370 720
6 × 18 15,920 5,160 13,270 4,300 8,490 2,290 7,430 1,780 5,310 1,080
8 × 24 11,940 5,160 9,950 4,300 6,370 2,290 5,570 1,770 3,980 1,080
10 × 30 9,550 5,160 7,960 4,300 5,100 2,300 4,460 1,770 3,180 1,080
12 × 36 7,960 5,160 6,630 4,300 4,250 2,300 3,720 1,770 2,650 1,080
ap ae ap ae
切込深さ ap
Depth of Cut ≦1.5D ≦0.02D ≦1.5D ≦0.01D
ae ae Max = 0.2mm ae Max = 0.1mm
1. 摩耗が進行すると火花が発生しますので、発火性のある切削油剤は絶対 1. Tools can cause sparks. Do not use
ammable
uids.
に使用しないで下さい。 2. Use an air blow or a suitable cutting
uid with high smoke retardant
2.切削油剤は被削材に応じてエアブローまたは発煙性の少ない切削油剤を properties.
ご使用下さい。
13
Page15
AE-MS-H 切削条件基準表 Cutting Condition
スクエアタイプ / ラジアスタイプ Square Type / Radius Type
側面切削 Side Milling
被削材 調質鋼(~45HRC)・プリハードン鋼 調質鋼 Hardened Steel
Hardened Steel・Prehardened Steel
Work Material SCM・SKD61・NAK80 ~ 55HRC ~62HRC ~66HRC ~70HRC
切削速度
Cutting Speed 110 ~130 80 ~100 60 ~80 50 ~70 40 ~60
(m/min)
外径 回転速度 送り速度 回転速度 送り速度 回転速度 送り速度 回転速度 送り速度 回転速度 送り速度
Mill Dia. Speed Feed Speed Feed Speed Feed Speed Feed Speed Feed
(mm) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min)
1 38,220 1,530 28,660 1,150 22,290 620 19,110 460 15,920 330
1.5 25,480 1,530 19,110 1,150 14,860 620 12,740 460 10,620 330
2 19,110 1,530 14,330 1,150 11,150 620 9,550 460 7,960 330
2.5 15,290 1,530 11,460 1,150 8,920 620 7,640 460 6,370 330
3 12,740 1,530 9,550 1,150 7,430 620 6,370 460 5,310 340
4 9,550 1,530 7,170 1,150 5,570 620 4,780 460 3,980 340
5 7,640 1,530 5,730 1,150 4,460 620 3,820 460 3,180 360
6 6,370 2,290 4,780 1,720 3,720 940 3,180 690 2,650 510
8 4,780 2,290 3,580 1,720 2,790 940 2,390 690 1,990 510
10 3,820 2,290 2,870 1,720 2,230 940 1,910 690 1,590 510
12 3,180 2,290 2,390 1,720 1,860 950 1,590 690 1,330 510
16 2,390 2,290 1,790 1,720 1,390 930 1,190 690 1,000 500
20 1,910 2,290 1,430 1,720 1,110 930 960 690 800 500
ap ae ap ae ap ae ap ae
切込深さ ap DC≦φ1.5 1.5D 0.02D
φ1.5< DC≦φ2.5 1.5D 0.05D 1.5D 0.05D 1.5D 0.03D 1D 0.02D
Depth of Cut
a φ2.5<DC 1.5D 0.1D
e ae Max = 1mm ae Max = 0.5mm ae Max = 0.5mm
ae Max = 1mm
1. 機械、ホルダは剛性のある精度の高いものをご使用下さい。 1. Use a rigid and precise machine and holder.
2. びびりが発生する時は、回転速度、送り速度を同じ割合で下げてご使用下さい。 2. When chattering occurs, reduce the speed and feed simultaneously.
3. 切削油剤は被削材に応じてエアブローまたは発煙性の少ない切削油剤を 3. Use an air blow or a suitable cutting
uid with high smoke retardant
ご使用下さい。 properties.
高速側面切削 High-Speed Side Milling
加工時に発生する火花や破損による発熱で引火・火災の危険性があります。 Caution:Sparks generated during operation or heat caused by tool breakage can cause
re.
防火対策を必ず行って下さい。 Be sure to use all proper
re - prevention measures.
高速高精度のマシニングセンタを利用した場合の基準条件表です。 The conditions below are for high speed / high precision machining centers.
被削材 調質鋼(~45HRC)・プリハードン鋼 調質鋼 Hardened Steel
Hardened Steel・Prehardened Steel
Work Material SCM・SKD61・NAK80 ~ 55HRC ~62HRC ~66HRC ~70HRC
切削速度
Cutting Speed 290 ~310 240 ~260 150 ~170 130 ~150 90 ~110
(m/min)
外径 回転速度 送り速度 回転速度 送り速度 回転速度 送り速度 回転速度 送り速度 回転速度 送り速度
Mill Dia. Speed Feed Speed Feed Speed Feed Speed Feed Speed Feed
(mm) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min)
1 50,000 2,000 50,000 2,000 50,000 1,600 44,590 1,250 31,850 700
1.5 50,000 3,000 50,000 3,000 33,970 1,630 29,720 1,250 21,230 760
2 47,770 3,820 39,810 3,180 25,480 1,630 22,290 1,250 15,920 800
2.5 38,220 3,820 31,850 3,190 20,380 1,630 17,830 1,250 12,740 800
3 31,850 3,820 26,540 3,180 16,990 1,630 14,860 1,250 10,620 810
4 23,890 3,820 19,900 3,180 12,740 1,630 11,150 1,250 7,960 810
5 19,110 3,820 15,920 3,180 10,190 1,630 8,920 1,250 6,370 810
6 15,920 5,730 13,270 4,780 8,490 2,450 7,430 1,870 5,310 1,210
8 11,940 5,730 9,950 4,780 6,370 2,450 5,570 1,870 3,980 1,210
10 9,550 5,730 7,960 4,780 5,100 2,450 4,460 1,870 3,180 1,210
12 7,960 5,730 6,630 4,770 4,250 2,450 3,720 1,900 2,650 1,210
16 5,970 5,730 4,980 4,780 3,180 2,450 2,790 1,870 1,990 1,190
20 4,780 5,730 3,980 4,780 2,550 2,450 2,230 1,870 1,590 1,190
ap ae ap ae ap ae ap ae
切込深さ ap
Depth of Cut 1D 0.05D 1D 0.03D 1D 0.02D 1D 0.01D
ae ae Max = 0.5mm ae Max = 0.5mm ae Max = 0.2mm ae Max = 0.2mm
1. 摩耗が進行すると火花が発生しますので、発火性のある切削油剤は絶対に使用しないで下さい。 1. Tools can cause sparks. Do not use
ammable
uids.
2.切削油剤は被削材に応じてエアブローまたは発煙性の少ない切削油剤をご使用下さい。 2. Use an air blow or a suitable cutting
uid with high
smoke retardant properties.
14
ヘッド交換式 Exchangeable Head ロングネックタイプ Long Neck Type ボールタイプ Ball Type 多刃スクエアタイプ・ラジアスタイプ Multi-flute square type and radius type
PXSH AE-LNBD-H AE-CPR4-H AE-BD-H AE-BM-H AE-ML-H AE-MS-H AE-MSS-H
Page16
高硬度鋼用超硬エンドミル 多刃スクエアタイプ(Multi-flute square type carbide end mills for high-hardness steels)、特長(Features)
高硬度鋼用超硬エンドミル
多刃スクエアタイプ
Multi-flute square type carbide end mills for high-hardness steels
ロング形 Long AE-ML-H
□1 不等分割刃がびびりを抑制
Unequal spacing teeth suppresses chattering
□1 α1
α1
α2
α2 α1≠α2 α1≠α2≠α3
外径φ6未満 α3 外径φ6以上
Outer diameter Outer diameter φ6
under φ6 or above
□2 ウェブテーパにより工具剛性向上
Improved tool rigidity by web taper geometry
□2 ・刃先からシャンクにむけて心厚が変化するウェブテーパにより、
工具剛性が向上し、加工面倒れを防止
・The web taper geometry, where the thickness of
core changes from the cutting edge to the shank,
greatly improves tool rigidity, thereby prevents the
machining surface from tilting
使用工具 AE-ML-H φ10 6枚刃 3.5m加工時点での加工面の倒れ量
6FL The amount of deflection of the machined surface
Tool at cutting length of 3.5m
被削材 1mm
STAVAX(51~52HRC) AE-ML-H
Work Material (mm)30
従来品
加工方法 側面切削 Conventional
25
Milling Method Side Milling 加 他社品
工 Competitor
切削速度 50m/min(1,590min-1) 深 20
Cutting Speed 測 さ
30 定
送り速度 mm
668mm/min(0.07mm/t) 範 15
Feed 囲
切込深さ p=30mm e=0.1mm 10
□ Depth of Cut a a
3 切削油剤 エアブロー 5
Coolant Air Blow 4
mm
使用機械 横形マシニングセンタ(HSK63) 0
0.01 0.02 0.03 0.04 0.05
Machine Horizontal Machining Center
倒れ量 Deflection (mm)
□3 DUROREYコーティング
DUROREY Coating
・高い耐熱性と耐摩耗性を有し、さらに優れたじん性により
高硬度鋼加工に抜群の威力を発揮します
・Exhibits outstanding performance in high-hardness steels due to its excellent toughness,
high heat resistance and abrasion resistance characteristics
15
Point of measurement
Machining Depth
Page17
加工データ(Cutting Data)
加工データ Cutting Data
高精度加工 高硬度鋼加工において、安定した加工精度を実現
High Precision Milling Achieves stable milling accuracy in high-hardness steel machining
切削長さにかかわらず加工面の倒れ量の変化が少なく、安定した加工精度を得られます
Stable machining accuracy can be obtained with little change in the amount of deflection of the machined surface regardless of the cutting length
使用工具 AE-ML-H φ10 6枚刃 加工面の倒れ量比較 Comparison of the amount of deflection of the machined surface
Tool 6FL
切削長さ3.5m 時点 切削長さ42m 時点
被削材 SKD11(60HRC) At cutting length of 3.5m At cutting length of 42m
Work Material 1mm
(mm) (mm)
加工方法 側面切削 30 30
Milling Method Side Milling
切削速度 30m/min(955min-1) 25 25
Cutting Speed
加 加
送り速度 260mm/min(0.045mm/t) 工 工
Feed 20 20
測 深 深
さ さ
切込深さ ap=30mm ae=0.05mm 30 定
Depth of Cut mm 範 15 15
切削油剤 エアブロー 囲
Coolant Air Blow
使用機械 横形マシニングセンタ(HSK63) 10 10
Machine Horizontal Machining Center
5 5
4
mm
0 0
0.05 0.1 0.15 0.2 0.05 0.1 0.15 0.2
倒れ量 Deflection (mm) 倒れ量 Deflection (mm)
AE-ML-H 従来品 他社品
Conventional Competitor
長寿命 高硬度鋼加工において、安定した耐久性を実現
Long Tool Life Achieves stable durability in high-hardness steel machining
使用工具 AE-ML-H φ10 6枚刃 (mm) 折損
Breakage
Tool 6FL
0.1
被削材 SKD11(60HRC)
Work Material 逃
加工方法 側面切削 げ
面 0.08
Milling Method Side Milling 摩
耗
切削速度 30m/min(955min-1) 幅
Cutting Speed 0.06
送り速度 260mm/min(0.045mm/t)
Feed 0.04
切込深さ ap=30mm e=0.05mm
Depth of Cut a
切削油剤 エアブロー 0.02
Coolant Air Blow
使用機械 横形マシニングセンタ(HSK63) 0
Machine Horizontal Machining Center 10 20 30 40 50 60 70 80 90 100
切削長さ (m)
Milling Length
AE-ML-H 従来品 他社品A 他社品B
Conventional Competitor Competitor
16
Point of measurement
Flank Wear
Machining Depth
Machining Depth
ヘッド交換式 Exchangeable Head ロングネックタイプ Long Neck Type ボールタイプ Ball Type 多刃スクエアタイプ・ラジアスタイプ Multi-flute square type and radius type
PXSH AE-LNBD-H AE-CPR4-H AE-BD-H AE-BM-H AE-ML-H AE-MS-H AE-MSS-H
Page18
加工データ Cutting Data
安定加工 高硬度鋼加工において、安定した耐久性を実現
Stable Performance Achieves stable durability in high-hardness steel machining
(mm)0.12
使用工具 AE-ML-H φ3 他社品 A φ3 他社品 B φ3
Competitor Competitor
Tool 4枚刃
4FL 4枚刃 3枚刃 0.1
4FL 3FL
逃
被削材 SKD11(60HRC) げ 0.08
Work Material 面
摩
加工方法 側面切削 耗
幅 0.06
Milling Method Side Milling
切削速度 40m/min(4,250min-1) 0.04
Cutting Speed
送り速度 460mm/min(0.027mm/t) 345mm/min(0.027mm/t) 0.02
Feed
切込深さ p=9mm e=0.03mm 0
Depth of Cut a a 5 10 15 20 25 30 35 40 45
切削長さ Milling Length (m)
切削油剤 エアブロー
Coolant Air Blow AE-ML-H 他社品A 他社品B
使用機械 立形マシニングセンタ(BT40) Competitor Competitor
Machine Vertical Machining Center
外周刃・刃先の損傷状況
Wear condition of outer peripheral cutting edge and corner edge
切込み境界部 コーナ部
切削長さ Cutting edge Corner edge
Milling Length
AE-ML-H 他社品A 他社品B
Competitor Competitor AE-ML-H 他社品A 他社品B
Competitor Competitor
5.6m
19.6m
42m
17
Flank Wear
Page19
加工データ Cutting Data
安定加工 高硬度鋼の加工において、優れた耐久性と加工精度を実現
Stable Performance Achieves excellent durability and machining accuracy in high-hardness steel
使用工具 AE-ML-H φ16 6枚刃 (mm)0.30
Tool 6FL
被削材 0.25
SKD11( 60HRC)
Work Material 逃
加工方法 側面切削 げ 0.20
面
Milling Method Side Milling 摩
切削速度 耗 0.15
30m/min(600min-1) 幅
Cutting Speed
送り速度 0.10
260mm/min(0.072mm/t)
Feed
切込深さ 0.05
ap=50mm ae=0.08mm
Depth of Cut
0
切削油剤 エアブロー 5 10 15 20 25
Coolant Air Blow
切削長さ Milling Length (m)
使用機械 横形マシニングセンタ(BT50)
Machine Horizontal Machining Center AE-ML-H 従来品 他社品
Conventional Competitor
加工面の倒れ量比較 Comparison of the amount of deflection of the machined surface
切削長さ1m 時点 At cutting length of 1m
1mm
(mm)50
45
40
加
工 35
深
測 さ 30
50 定
mm 範 25
囲
20
15
10
5
0
2 0.01 0.02 (mm)
mm
倒れ量 Deflection
AE-ML-H 従来品 他社品
Conventional Competitor
18
Flank Wear
Point of measurement
Machining Depth
ヘッド交換式 Exchangeable Head ロングネックタイプ Long Neck Type ボールタイプ Ball Type 多刃スクエアタイプ・ラジアスタイプ Multi-flute square type and radius type
PXSH AE-LNBD-H AE-CPR4-H AE-BD-H AE-BM-H AE-ML-H AE-MS-H AE-MSS-H
Page20
AE-ML-H スクエア(Square)
高硬度鋼用超硬エンドミル ロング形 Long type carbide end mills for high-hardness steels NEW SIZE
AE-ML-H SPEED
スクエア SH RINK
CARBIDE FEED
Square DUROREY FIT 43˚ P20
0 ~ -0.02
Type1
15°
4 刃 APMX
4 Flutes LH
LF
Type2
6 刃 APMX
6 Flutes LF
4D刃長 4 × D cutting length 単位 :mm Unit:mm
ツールNo. 外径×刃長 全長 LH シャンク径 刃数 形状 在庫 標準価格
EDP No. DC× APMX LF DCON ZEFP Type Stock (Yen)
8550010 3 × 12 60 19.9 6 4 1 A ● 6,150
8550011 4 × 16 60 22.1 6 4 1 A ● 6,640
8550012 5 × 20 70 24.2 6 4 1 A ● 6,900
8550013 6 × 24 70 - 6 6 2 A ● 7,270
8550014 8 × 32 80 - 8 6 2 A ● 9,820
8550015 10 × 40 100 - 10 6 2 A ● 13,400
8550016 12 × 48 110 - 12 6 2 A ● 16,800
※ 8550017 16 × 64 130 - 16 6 2 A ● 52,700
※ 8550018 20 × 80 150 - 20 6 2 A ● 88,300
・ アイコンの説明はp.10をご覧下さい。 ・ See p.10 for explanation of icons. ●= 標準在庫品 ● =Standard stock item
※ =NEW SIZES
19
DC DC
DCON
DCON