



テーブル左右リニアモータ駆動による高機能・高剛性・高速反転の成形研削を実現
・テーブル左右リニアモータ駆動を採用することにより『高速反転による微細成形研削』を実現。
・標準で多品種少量加工に最適なマルチポジション研削を搭載。
・正確な位置決めを実現、オプションでCCDカメラやタッチプローブ等の機上測定装置を搭載することで高精度の成形研削加工と自動化を実現。
・フレームにはオーバーハングレスT型一体構造フレームの設計、熱変位の少ないコラム構造、3軸クローズドループ制御方式により高い追従性を実現。
・といし成形研削・マルチポジション研削・コンタリング研削・クラウニング研削・シフトプランジ研削ソフトに対応。絵文字によるグラフィカルなソフトを搭載。
関連メディア
このカタログについて
| ドキュメント名 | 超精密成形研削盤UPZシリーズ |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 4.6Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社岡本工作機械製作所 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
CNC超精密成形研削盤UPZシリーズ
CNC Ultra Precision Form Grinding Machine UPZ Series
岡本工作機械
ホームページ 公式YouTube
株式会社 岡本工作機械製作所
本 社 〒379-0135 群馬県安中市郷原2993番地 TEL 027(385)5800 FAX 027(385)5880
営 業 本 部 〒379-0135 群馬県安中市郷原2993番地 TEL 027(393)6661 FAX 027(385)1144
仙 台 営 業 所 〒981-1106 仙台市太白区柳生7丁目2番5号(シャトルプラザF3) TEL 022(741)1777 FAX 022(741)1788
北関東営業所 〒379-0135 群馬県安中市郷原2993番地 TEL 027(385)5300 FAX 027(380)2020
首都圏営業所 〒224-0032 横浜市都筑区茅ヶ崎中央50-17(C・M Port 6階) TEL 045(949)3788 FAX 045(949)3789
静 岡 営 業 所 〒422-8067 静岡市駿河区南町11-10(Aフラット1階) TEL 054(204)0898 FAX 054(204)0899
富 山 営 業 所 〒939-8281 富山市今泉西部町11-9(LONG-1ビル1階) TEL 076(421)1625 FAX 076(421)2543
名古屋営業所 〒468-0051 名古屋市天白区植田1丁目2003番2号 TEL 052(800)2101 FAX 052(848)2771
大 阪 営 業 所 〒564-0063 吹田市江坂町2丁目2番6号(紙谷第2ビル) TEL 06(6339)0121 FAX 06(6339)0304
広 島 営 業 所 〒721-0973 広島県福山市南蔵王町3丁目13-3 TEL 084(932)6363 FAX 084(932)6366 JQA-QMA10960
福 岡 営 業 所 〒812-0063 福岡市東区原田3丁目6番8号 TEL 092(611)5286 FAX 092(611)5379 安中工場
○当社製品をご使用の際は、付属の取扱説明書に記載されている安全に関わる危険・警告・注意書及び
実機に取付けられている同表示をよくお読みください。
○当社製品が「外国為替及び外国貿易法」の規定による輸出規制物資に該当する場合は日本国外に輸出
注意 あるいは持ちだす際に日本国政府の許可または承認が必要となります。
○改良等により仕様その他を予告なく変更することがあります。 この印刷物は環境に配慮した紙と植物油インクを使用しています
2024年10月作成 2024102000AD-04
Page2
超リ
精ニ Ultra Precision Fo rm Grinding Machine UPZ Series
密ア
微モ 精密は超精密の新時代へ ~リニアモータ駆動採用の最先端研削盤~
細ー 岡本工作機械は総合砥粒加工機メーカーとして精 密研削を追い続けて80余年、
・タ 日本の研削盤メーカーのパイオニアとして高精度・ 高品位の研削盤を開発・提供し国内外で高い評価を得ています。
成・ 超精密の成形研削時代の先駆けとして、当社はリ ニアモータ駆動を採用した超精密成形研削盤UPZシリーズを開発しました。
形高 当社独自の高剛性の機械構造、リニアモータ駆動 による高い追従性、多彩なアプリケーション、複雑なといし成形を簡易化。
研剛 UPZシリーズは成形研削盤のさらなる可能性を拓きます。
削性
の・ 機内計測と自動補正研削 による自動化サイクル
新高 ~データ読み込み⇒研削⇒自動計 測⇒補正研削⇒ワーク交換~
時機
代能 自動プログラミング 補正研削
に DXFファイルにてCADデータを読み込み、
よ 加工および計測プログラムを自動的に作成。
る
リニアモータによる高速加工 輪郭度照合
CONTENTS
UPZ シリーズの特徴 ・・・・・・・・・・・・・・ 1 〜 4
UPZ-Li シリーズ ・・・・・・・・・・・・・・・・ 5 〜 6
UPZ210LiII ・・・・・・・・・・・・・・・・・・ 7 〜 8
UPZ210LiII-2 ・・・・・・・・・・・・・・・・・ 9 〜10 CCDカメラ(380倍)による機上画像計測
ソフト説明 ・・・・・・・・・・・・・・・・・・ 11 〜12
自動加工プログラミングプソフト iCAM ・・・・・・・・ 13
加工実例 ・・・・・・・・・・・・・・・・・・・・・ 14
機械仕様・外形図 ・・・・・・・・・・・・・・・・・・ 15
標準付属品 ・・・・・・・・・・・・・・・・・・・・ 16
特別付属品・・・・・・・・・・・・・・・・・・ 17 〜18
Page3
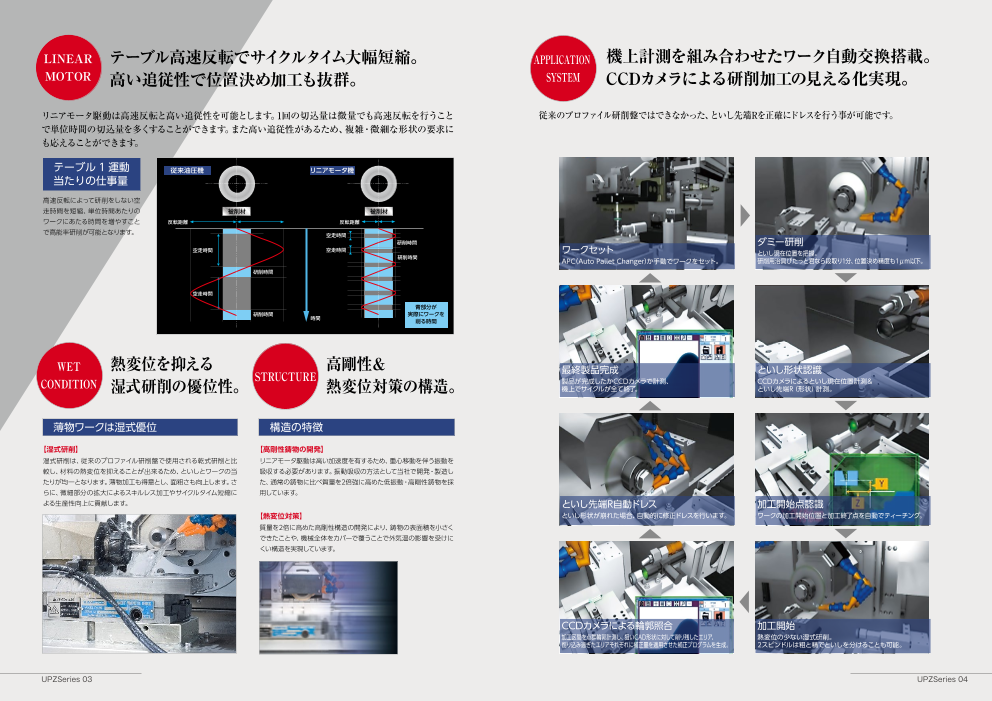
LINEAR テーブル高速反転でサイクルタイム大幅短縮。 APPLICATION 機上計測を組み合わせたワーク自動交換搭載。
MOTOR 高い追従性で位置決め加工も抜群。 SYSTEM CCDカメラによる研削加工の見える化実現。
リニアモータ駆動は高速反転と高い追従性を可能とします。1回の切込量は微量でも高速反転を行うこと 従来のプロファイル研削盤ではできなかった、といし先端Rを正確にドレスを行う事が可能です。
で単位時間の切込量を多くすることができます。また高い追従性があるため、複雑・微細な形状の要求に
も応えることができます。
テーブル 1 運動 従来油圧機 リニアモータ機
当たりの仕事量
高速反転によって研削をしない空
走時間を短縮、単位時間あたりの 被削材 被削材
ワークにあたる時間を増やすこと 反転距離 反転距離
で高能率研削が可能となります。 空走時間
研削時間 ダミー研削
空走時間 空走時間 ワークセット
研削時間 といし現在位置を把握。
APC(Auto Pallet Changer)か手動でワークをセット。 研削用治具ぴたっと君なら段取り1分、位置決め精度も1μm以下。
研削時間
空走時間
青部分が
研削時間 実際にワークを
時間 削る時間
WET 熱変位を抑える 高剛性&
CONDITION 湿式研削の優位性。 STRUCTURE 最終製品完成 といし形状認識
熱変位対策の構造。 製品が完成したかCCDカメラで計測、 CCDカメラによるといし現在位置計測&
機上でサイクルが全て終了。 といし先端R(形状)計測。
薄物ワークは湿式優位 構造の特徴
【湿式研削】 【高剛性鋳物の開発】
湿式研削は、従来のプロファイル研削盤で使用される乾式研削と比 リニアモータ駆動は高い加速度を有するため、重心移動を伴う振動を
較し、材料の熱変位を抑えることが出来るため、といしとワークの当 吸収する必要があります。振動吸収の方法として当社で開発・製造し
たりが均一となります。薄物加工も得意とし、面粗さも向上します。さ た、通常の鋳物に比べ質量を2倍強に高めた低振動・高剛性鋳物を採
らに、微細部分の拡大によるスキルレス加工やサイクルタイム短縮に 用しています。
よる生産性向上に貢献します。 といし先端R自動ドレス 加工開始点認識
【熱変位対策】 といし形状が崩れた場合、自動的に修正ドレスを行います。 ワークの加工開始位置と加工終了点を自動でティーチング。
質量を2倍に高めた高剛性構造の開発により、鋳物の表面積を小さく
できたことや、機械全体をカバーで覆うことで外気温の影響を受けに
くい構造を実現しています。
CCDカメラによる輪郭照合 加工開始
加工区間を点群輪郭計測し、狙いCAD形状に対して削り残したエリア、 熱変位の少ない湿式研削。
削り込み過ぎたエリアそれぞれに補正量を適用させた補正プログラムを生成。 2スピンドルは粗と精でといしを分けることも可能。
UPZSeries 03 UPZSeries 04
Page4
テーブル左右リニアモータ駆動でハイスピードストローク研削 熱変位を抑える機械構造
■ 油冷式といし頭 同一高さ
■ 油冷式ファンレスといし軸モータ
CNC超精密成形研削盤 UPZ-Li series ■ コラム前後送りスライドを研削点に近づけ熱変位の影響を
最小限にした機械構造
■ 油圧シリンダーレステーブル駆動方式
LINEUP ■ スピンドルスラスト方向の伸びを抑え、早期安定
ラインナップ
UPZ315Li 研削点とコラムスライド面高さ
UPZ52Li 使いやすさをサポートする文字レス対話ソフト
研削条件設定画面
グローバル標準ソフトとして完成された文字レス対話ソフトは、画面上の
反転回数 アイコンを見ながらタッチ入力で容易に操作出来ます。
1回の切込量
(往復/min) (㎛)
スピンドル伸び比較
UPZ315Li 600反転
(300往復) 1.2
当社油圧サーボ 380反転
成形研削盤 (190往復) 1.5 多彩な研削が可能
〜加工条件〜 クラウニング コンタリング
UPZ52Li ①材質:超硬 ②取り代:0.6mm ③形状:平面
④加工時間:1分 ⑤ストローク:20mm 左右・上下軸のCNC同時制御によ 前後・上下軸のCNC同時制御によ
る形状研削が可能です。 る形状研削が可能です。
研削条件設定
■ 高速反転研削で高能率研削。 ■ 各種といし成形装置・割出装置・計測装置等
■ 高い位置決め精度で左右行き止まり研削を実現。 多彩なオプションを用意。Option といし成形 粗・中・精サイクル
■ CCDカメラで機上計測&自動補正研削。 ■ 図形対話ソフトにより微細・複雑な成形研削を といし成形は簡易対話ソフトでの 加工サイクルは粗・中・精の3段階
Option
設定が可能です。 の切込み設定が可能です。
■ 3軸スケールフィードバックで高い追従精度。 簡易化。
高剛性の機械構造 マルチポジション Option
■ コラム移動型機械構造 複数の形状の違うワークを
■ オーバーハングレスで安定した精度 チャック上に搭載して同時に
■ T型一体フレーム構造 研削が可能です。
■ コラムが沈むロングスライド構造 加工実例
■ コラム大型化による高剛性構造
品名:テストワーク
材質:SKD11
硬度:HRC55
形状精度:±0.002mm
T型一体フレーム LED金型のマルチポジション研削 マルチポジション研削
コラムサイズ・剛性比(従来機PFG450DXAと比較)
5軸仕様 Option
5軸(上下・左右・前後・傾斜・回転)を制御することで複雑非球面形状の研
削が可能となります。 品名:LED金型
材質:STAVAX
硬度:HRC58
表面粗さ:Ra0.0093μm
UPZ63Li
※大型サイズのUPZ63Li・UPZ84Liシリーズのご提案も可能です。 ロングスライド構造 非球面ワーク
UPZSeries 05 UPZSeries 06
Page5
3軸リニアモータ駆動で理想の追従性 ユーザーフレンドリーな対話型ソフト
CCDカメラで難削材を「見える化」して超微細成形研削 【プログラム診断機能】
CNC超精密成形研削盤 UPZ210LiII ■ Gコードプログラムの入力ミスを防止するプログラム診断機能やバック
グラウンド編集が標準機能。
【自動プログラム機能】
■ 加工開始位置と完了位置を選択するだけでGコードプログラムが作成
■ 難削材(SUS・超硬・チタン等)はリニアモータ駆動 されます。
での高速反転研削が有利。
反転回数 1回の切込量
(往復/min) (㎛)
UPZ210LiⅡ 800反転 Gコードコンタリング画面
(400往復) 1.43
多彩なアプリケーション
当社油圧サーボ 402反転
成形研削盤 (201往復) 2.5
チルトヘッド 極薄といし成形
〜加工条件〜
①材質:超硬 ②取り代:1mm ③形状:平面 ④加工時間:1分
⑤ストローク:20mm プロファイル研削盤同様にハンド 【GRIND-X ツインロータリードレス装置】Option
ルでといし軸を前後に旋回(±3°)
■ 最大倍率380倍のCCDカメラで微細ワークを拡大。 させることが可能。といし先端Rの
■ CADデータの取り込み、データ入力の簡素化。 安定した部分を使用し面粗さ・形
状精度を出しやすくします。
■ 加工後のワークを機上で計測、自動で補正。
■ 脱着式の小型インデックス装置を使用した
割り出し加工も可能。Option
UPZ210LiⅡ
■ 小径といしφ30mmの搭載が可能で
超硬ワークの微細・極薄加工に最適。 チルト時の加工の様子
Option といし幅を 0.2mm 以下に成形するのは
加工実例 非常に困難でした。ツインロータリード
レス装置はそのような問題を解決しま
す。安定したドレッシングを行いつつ、
CCDカメラで超微細研削 高剛性の機械構造 といし成形可能幅最大 8mm から可能で
品名:パンチ す。また回転数はインバータ制御のため、
材質:KD20
■ プロファイル研削盤のように、投影される微細なワークを画面に出 ■ リニアモータ駆動の高い加速度に対応するため、占有面積は小形成 寸法:4×1.4×50mm といしとドレッサの周速を同一にする等
力して計測。 形研削盤並にかかわらず、本体質量は5700kgを保持。 硬度:HRA90 速条件が使用できるのも、この装置の強
■ 加工終了後に自動計測を行い、自動補正研削を行う事が可能です。 ■ 鋳物を外気から遮断するため、全閉カバー構造を採用。機械本体の 面粗さ:Ra0.0208μm みです。 (といし幅 0.05mm、
■ 機上で計測を行う事で生産性向上・製品品質向上に貢献をします。 熱変位を最小限にします。 形状精度:±1.4μm
突き出し量 4mm の実績あり)
インデックス装置
【丸物研削】Option 加工実例
ワーク形状によってテーブル軸に対して平行または直行して配置できるよう、といし
と干渉しないコンパクトな設計になっています。特に丸超硬パンチ・薄肉パンチの表
裏研削等に関して、サイクルタイムを短縮できるメリットもあります。
品名:星形状付金型ピン
材質:UF12 硬度:HRA92
寸法:φ 1.6 × 20.5mm 形状精度:± 0.003mm
UPZSeries 07 UPZSeries 08
Page6
超砥粒ホイールでの倣い加工に特化し 確実な成形ドレス
といし交換なしでの粗・仕上げ研削を実現
GRIND-X 直交型ロータリードレス装置 Option
CNC超精密成形研削盤 UPZ210LiII-2 といし成形が機械上で正確にできます。といし先端Rを修正ドレスすること 直交型ロータリードレス装置によるツルーイング
で、形状要求精度2μmレベルの加工を自動で実現します。
修正前 修正後
■ 左右のテーブル移動量を活かすこと
GRIND-X直交型ロータ
で、長尺ワークのコンタリング加工も R形状 0.0567 0.0417
リードレッサは約1時間
可能。 程度でミクロンオーダー 真円度 0.0059 0.0011
の真円度・R形状を確実に
■ チルトヘッド機能を活かして左右V 実現します。 ホイール:メタルボンド系 ドレス修正後形状
ドレス時間:62分06秒
フェースといしを組み合わせた両側面 金型部品の仕上げ加工のフローチャート
加工を実現。
■ CADデータ読み込み⇒微細加工 ①ダミー研削 CCD カメラによる基準位置計測 ② 加工開始から補正研削
⇒CCDカメラによる自動計測⇒補正
研削⇒ワーク自動交換の一連の動作
において微細成形研削を数値化・自
動化。
ダミー研削 CCD カメラによる計測 加工開始位置まで自動で 加工完了後自動計測
位置決めし、加工開始。 必要に応じて補正加工実行。
Y -200.0000
Z - 10.0000 Z距離
R 0.0350 加工基準 Y距離
パレット
R計測
現在位置の記憶 R形状の計測 加工基準位置の自動認識 チャック
といし先端Rのオフセット
UPZ210LiⅡ-2(標準仕様)
応用例
2スピンドルのメリット ワイヤ放電加工機のダイ加
工のCADデータを共有する
ことで、UPZ210LiⅡのパン
チ加工を行った例。
ワイヤ放電加工機(ダイ加工)
CAD
データ
左右Vフェース 精粗Vフェース 平といし+Vフェース UPZ210LiⅡ-2(パンチ加工)
チルトヘッド機能(±3°)を活かした両サイド 粗取り・仕上げ用といしを使い分けることで、 形状の異なるといしを2つ搭載、といし交換な
研削 サイクルタイムを短縮 しで効率よく全自動研削 加工実例
品名:プレスパンチ
材質:G3
硬度:HRA88〜89
精度:±0.002mm
UPZSeries 09 UPZSeries 10
Page7
SOFTWARE DESCRIPTION SOFTWARE DESCRIPTION
UPZ-Liシリーズ ソフト説明 UPZ210LiⅡシリーズ ソフト説明
簡易的なタッチパネル 多彩な研削形状 Gコードコンタリング
画面はタッチパネル入力を採用。パネルボタンを見ながらタッチを行うことで、複雑形状の加工の設定まで可能です。 等・不等ピッチ・段差加工などの40パターンの組合わせまで対応し iCAMでユーザーが作成した通路プログラム番号を入力するだけで、
ます。 自動サイクルとの連動ができます。
【加工データ自動設定機能】
といしの粒度とといし幅を入力するだけで、研削加工理論に当社の
豊富な加工ノウハウを加味した最適な研削条件とドレス条件を自動
作成します。といしは普通といし、または一般といし・CBNといし・
ダイヤモンドといしに対応しています。
といしオフセット値の変化に対して、加工開始位置の自動補正機能
や中間ドレスにも対応しています。
ドレス 複合研削
対話式入力で使用できるといし形状は5種類(計7種)搭載していま プランシ ・゙トラバース・サイド・ピッチの加工モードを組合わせ、1サ ドレス
す。といし交換後、ドレス点をティーチングするだけで加工基準位置 イクルで様々な形状の加工が可能です。
が自動設定されます。 対話式入力で使用できるといし形状を8種類搭載。
モニター画面上で次工程の確認と、サイクル中の研削条件やドレス
条件の変更が行えます。
データの保存と呼出
といし交換後、ドレス点をティーチングするだけで加工基準位置が
加工と形状・といしデータの全ての保存/呼出・編集ができます。保
【対話式で可能なといし成形】 自動設定されます。(ストレートといし時)
存されたデータは名前やコメントなどで個別に管理ができます。
①外周型・サイド ②R:両凸・片凸・両凹・片凹 【対話式で可能なといし成形】
③V型・角度・V+R ④R+テーパ ⑤自由 ①外周型・サイド ②両凸R ③片凸R ④V型 ⑤角度
⑥R+テーパ ⑦片凹R ⑧自由
マルチポジション Option クラウニング研削 Option テーブル設定
チャック上に高さ・長さの違うワークを最大5つまで配置、 テーパ・円弧・角度をならうように研削することが可能です。
同サイクル内での研削が可能です。
UPZSeries 11 UPZSeries 12
Page8
O
だれでもカンPタンに複T雑といし成I形・加O工プログラムを作成!! WORK SAMPLE UPZシリーズは微細・成形・難削材の精密研削を得意とします。
安中工場ではテスト研削加工も行っております。
加 工 実 例 詳しい内容はお近くの担当営業までご相談ください。
自動加工プログラミングソフト iCNAM
品名:段付きエジェクターピン
材質:SKH51
硬度:HRC59〜61
成形研削の際に必須となる複雑なといし成形ドレスと加工プログラム。 寸法:100×2×0.7mm
本ソフトウェアではワークのCAD図面を利用することで、複雑な形状プログラムの自動作成を行う事が可能です。 精度:厚み0〜0.002mm
ソリ無きこと
加工技術が詰まったソフトウェアとなっており、業界最高峰の使い勝手となっています。
プログラム作成を簡略化
加工物のDXFファイルを読込み、加工開始点
と完了点を選択するだけで
加工開始点と完了点をそれぞれ選択 簡単にといしの通路プログラムが完成
①粗取りシフトプランジ通路
②粗取りトラバース通路
③仕上げ通路
を自動作成します。
品名:プレスパンチ 品名:超硬パンチ
粗取りサイクル 材質:KD10 材質:EF10
硬度:HRA90〜92 硬度:HRA92
シフトプランジとトラバースにて粗加工を行 輪郭精度:±0.001mm 面粗さ:Ra0.0094μm
い、仕上げコンタリング研削時の取り代を均 面粗さ:Ra0.0232μm 形状精度:0.5μm以内
一にします。
品名:光ファイバーアレイ 品名:テストワーク
材質:ASP60 材質:G4
寸法:4×1.5×0.8mm 硬度:HRA92
硬度:HRC67〜68 輪郭精度:±0.002mm
中仕上通路 プランジ・トラバースドレス 法線ドレス 精度:累積ピッチ±0.3μm
粗取りといしが入り込まず、取り代が仕上げ 成形ドレス方法に革命 オプションのNC首振りドレッサを使用した
量以上に残っている部分が存在する場合、中 プランジドレスによりドレス時間を1/4に短 といし成形時に、ドレッサ接触点が常に同じ
仕上げの通路を自動作成します。使用出来 縮されます。 になるよう、プログラムが生成されます。 品名:パワートランジスタ
るといしは片V形状に限定されますが、仕上 成形ドレス時間の比較 金型パーツ
げ加工時に階段状の段差を生じさせない工 材質:SKD-11
当社ソフトによる高速ドレス:4分2秒、 硬度:HRC64
夫もされています。これによりといしの先端 品名:曲げダイ
他社(一般的なドレス方法):18分56秒 材質:DA30 加工部:溝部(50溝)
Rに与えるダメージが小さくなり、形状精度 硬度:HRA89.5 研削代:0.7mm
の向上に寄与することができます。 形状精度:±0.001mm以下 累積ピッチ誤差:1.8μm
単一ピッチ誤差:1.2μm
品名:コネクタ
材質:SKD-11
硬度:HRC56〜59
加工部:溝部(52溝) 品名:カットパンチ
溝深さ:3.2±0.0011mm 材質:EF20
中仕上通路 プランジ・トラバースドレス 法線ドレス 累積ピッチ誤差:25.05 寸法精度:0.04±0.001mm
±0.0012mm 平面度:0.002mm以下
UPZSeries 13 UPZSeries 14
Page9
機 械 仕 様 標 準 付 属 品 UPZ315Li ・UPZ52Li
単位 UPZ315Li UPZ52Li UPZ210LiⅡ UPZ210LiⅡ-2
DOUBLE EAGLE 標準付属品 UPZ315Li UPZ52Li
テーブル作業面の大きさ mm 450×170 550×220 200×110 200×105 1. GRIND-X といし(15X60H2G)外径φ205mm ○ ○
テーブルの移動量(左右) mm 500 600 270×120 500×120 2. といしフランジ ○ ○
容量 テーブル上面からといし下面までの距離 mm 12.5~395 235(外径φ80仕様時) 225(外径φ80仕様時) 3. 液冷式ファンレスといし軸モータ ○ ○
電磁チャックの寸法(長さ×幅×高さ) mm 350×150×80 400×200×80 175×100×49(永電磁)
4. といし軸無段変速装置 3.7kW(高・低速2段設定機能) ○ ○
チャック上の積載重量 kg 28 41 5
送り速度 m/min 0.1~30 5. 油冷式といし頭(リニアモータ冷却装置と兼用で管理) ○ ○
最大移動量 mm 500 600 270 500 6. 上下・前後・左右スケールフィードバック ○ ○
早送り速度(ジョグ送り) mm/min 2000 7. 漏電遮断器 ○ ○
左右送り(X軸)
最小設定単位 mm 0.0001 8. 3方向ドレス装置 ○ ○
1目盛 mm 0.001/0.01/0.05 0.0001/0.001/0.01/0.1 9. 3方向フレキシブルノズル ○ ○
手動(手パ)送り量
1回転 mm 0.1/1.0/5.0 0.01/0.1/1.0/10.0 10. といし軸テーパはPFG500と同等 ○ ○
送り速度 mm/min 1~2000 1~1000 11. 左右メカ風手パハンドル ○ ○
最大移動量 mm 180 230 120 120 12. リニアモータ冷却油 40L ○ ○
早送り速度(ジョグ送り) mm/min 2000 1000
前後送り(Z軸) 13. 潤滑油 3L ○ ○
最小設定単位 mm 0.0001
14. 図形対話ソフト ○ ○
1目盛 mm 0.0001/0.001/0.01/0.05 0.0001/0.001/0.01/0.025 0.0001/0.001/0.01/0.05
手動(手パ)送り量
1回転 mm 0.01/0.1/1.0/5.0 0.01/0.1/1.0/2.5 0.01/0.1/1.0/5.0 15. 必要工具及び工具箱 ○ ○
送り速度 mm/min 1~2000 1~1000 16. 基礎ボルト及び受皿 ○ ○
最大移動量 mm 382.5 217(永磁チャック時)
早送り速度(ジョグ送り) mm/min 2000 1000
上下送り(Y軸) 標 準 付 属 品 UPZ210LiⅡ ・UPZ210LiⅡ-2 DOUBLE EAGLE
最小設定単位 mm 0.0001
1目盛 mm 0.0001/0.001/0.01
手動(手パ)送り量 標準付属品 UPZ210LiⅡ UPZ210LiⅡ-2
DOUBLE EAGLE
1回転 mm 0.01/0.1/1.0
1. GRIND-Xといし 外径φ180mm (チャック研削用) ○ ○(外径φ90mm)
寸法(外径×幅×内径) mm φ205×13×φ31.75 最大といし径φ180 最大といし径φ150
といし
回転速度 min-1 500~3600 1000~15000 2. といしフランジ 内径φ31.75mm バランスピースタイプ 内径φ24mm バランスピースタイプ
といし軸用 kW 3.7/2 1.8 1.5 3. 永磁チャック 175×100×49mm ○ ○
左右送り用 kW 3.0×2 2.0×2 4. チャック後部当て板 ○ ○
モータ
上下送り用 kW 1.3 2.0×2 5. 上下・前後・左右スケールフィードバック ○ ○
前後送り用 kW 0.85 2.0 6. といし軸旋回機能±3° ○ ○
電源 所要電力(仕様により異なります) kVA 26 21 31 7. 3方向ドレス装置 ○ ○
質量 機械本体 kg 4000 4500 6000 4600 8. 小径といしガード – ○
※大型サイズの UPZ63Li・UPZ84Li シリーズのご提案も可能です。 9. 大径といしガード ○ –
10. SUS製カバー ○ ○
11. 油温自動調整機(リニアモータ・スピンドル冷却用) ○ ○
外 形 図 12. リニアモータ・スピンドル冷却油 20L ○ ○
13. といし軸ビルトインモータ ○ ○
14. といし軸負荷電流計 ○ ○
15. といし軸チルト機構 ○ ○
16. といし軸無段変速装置 3.7kw ○ ○
17. 成形研削自動プログラミングソフト iCAM ○ ○
18. LED照明 ○ ○
C CC C C C 19. 漏電遮断器 ○ ○
20. 図形対話ソフト ○ ○
21. 必要工具及び工具箱 ○ ○
22. 基礎ボルト及び受皿 ○ ○
成 形 研 削 自 動 プ ロ グ ラ ミ ン グ ソ フ ト
i C A M
D D
D DD D 成形研削自動プログラミングソフト iCAM
CAD データの読込み機能
シミュレーション機能
B B B B B B
A A A AA A 自動プログラム作成機能
粗取りプランジ・トラバース機能・仕上げコンタリング
Ⓐ Ⓑ Ⓒ Ⓓ Ⓐ Ⓑ Ⓒ Ⓓ CAD データ比較機能
間口 間口 奥行
(特別付属品含む) (機械搬入幅) (特別付属品含む) 高さ 間口 間口 奥行
(特別付属品含む) (機械搬入幅) (特別付属品含む) 高さ
UPZ315Li 2600 2100 2750 2237 UPZ210LiⅡ 1750 1122 3000 1920
UPZ52Li 2700 2300 2750 2237 UPZ210LiⅡ-2 1880 1602 3665 1907
UPZSeries 15 UPZSeries 16
Page10
特 別 付 属 品 UPZ315Li ・UPZ52Li 特 別 付 属 品 UPZ210LiⅡ ・UPZ210LiⅡ-2 DOUBLE EAGLE
UPZ315Li・UPZ52Li UPZ315Li・UPZ52Li UPZ210LiⅡ UPZ210LiⅡ-2
DOUBLE EAGLE
1 )チャック・ベース 7 )ドレス装置 1)チャック・ベース
1. 電磁チャック (350× 150× 70mm・・400× 200× 70mm・500× 200× 75mm) 7. ドレス注水 1. チャック左側面当て板 ○ ○
2. 永電磁チャック (300× 200× 80mm・350× 150× 80mm・400× 200× 80mm) 8. 首振りドレス装置(要相談) 2. 研削治具(ぴたっと君) ○ ○
3. 脱磁コントローラ 8 )電気関係 3. サインプレート ○ ○
4. チャック当て板 (後部・左側面) 1. 作業終了電源遮断 4. 永磁チャック 100 × 100 × 40mm ○ ○
5. テーブル常時流水 2. 積算時間計 2)注水装置 ( 注水装置マグネットセパレータ 210L に組合せが可能 )
2 )注水装置 ( 注水装置マグネチックセパレータに組合せが可能 ) 3. シグナルタワー 1. マグネットセパレータ ○ ○
1. マグネチックセパレータ (120L) 4. カレンダータイマー 2. 手動式ぺーパフィルタ ○ ○
2. 手巻式ぺーパフィルタ (120L) 5. LED照明 3. 自動式ぺーパフィルタ ○ ○
3. 自動式ぺーパフィルタ (120L) 6. チャックインターロック 4. 液温自動調整機 ○ ○
4. 液温自動調整機 (250L) 9 )円筒研削・割出装置 5. カートリッジフィルタ ○ ○
5. カートリッジフィルタ (250L) 1. GRIND-X 横型NCインデックス装置 6. ミストコレクター架台付 ○ ○
6. ミストコレクター架台付 (250L) 2. GRIND-X 立型NC割出テーブル 3 )といし・といし軸関係
3 )といし・といし軸関係 3. GRIND-X 精密円筒研削装置 1. 大径フランジ 500 テーパ(内径φ 31.75mm 用)バランスピース移動式 ○ -
1. といし軸テーパノーズ変更 PSG52テーパ仕様 4. 精密高速立型円筒研削装置 2. 大径フランジ 500 テーパ(内径φ 31.75mm 用)マイクロバランサー式 ○ -
2. 大径フランジ500テーパ(内径φ31.75mm用)バランスピース移動式 5. NC軸追加 3. 小径フランジ(フランジ内径φ 24.00mm 用)マルチバランスピースタイプ ○ ○
3. 大径フランジ500テーパ(内径φ31.75mm用)マイクロバランサー式 10 )周辺機器・その他 4. 超小径フランジ(フランジ内径φ 8.00mm 用)マルチバランスピースタイプ ○ ○
4. 大径フランジ52テーパ(内径φ50.80mm用 ) バランスピース移動式 1. 機上画像処理システム デジタルCCDカメラ・光源自動昇降式 手動計測 5. PFG500 タイプフランジ(6 〜 16mm 幅用) ○ -
5. 大径フランジ52テーパ(内径φ50.80mm用 ) マイクロバランサー式 2. 機上画像処理システム デジタルCCDカメラ・光源自動昇降式 自動計測 6. といし軸テーパノーズ変更 PFG500 テーパ仕様 ○ -
4 )といしバランス装置 3. 成形研削自動プログラミングソフト iCAM 4 )といしバランス装置
1. マイクロバランサー 4. プリズムレンズ 1. 標準フランジ用バランスアーバー ○ ○
2. 精密動バランサー 5. 反射光源 2. PFG500 テーパ用バランスアーバー ○ ○
3. バランスアーバー 6. 機上計測装置 タッチプローブ方式 3. 精密動バランサー ○ ○
5 )指定色 11 )ソフト関係 5 )指定色
6 )油圧・研削液 1. 研削ソフト 手パR/T追加 6 )油脂・研削液
1. オイルミスト集塵機 2. プログラム転送ツール 1. といし軸ベアリング・左右ガイド潤滑油 20L ○ ○
2. 超硬専用研削液 20L 3. インストール及び操作指導 2. リニアモータ・といし軸ベアリング冷却油 40L ○ ○
7 )ドレス装置 4. 指定ワーク研削 3. 超硬専用研削液 20L ○ ○
1. GRIND-X 直行型ロータリードレス装置 5. マルチポジション研削 7 )ドレス装置
2. GRIND-X 2ポイントロータリードレス装置+単石ダイヤ 6. クラウニング研削 1. 3 方向ドレス装置 (DT-3/1 本・DT5/2 本付属) 標準 ○
3. GRIND-X ツインロータリードレス装置(メタルダイヤ#325 2枚付属) 7. 3軸研削CAM 2. GRIND-X 直行型ロータリードレス装置 ○ ○
4. GRIND-X ツインロータリードレス装置(メタルダイヤ#325 2枚付属)計測機能付属 8. 全自動研削CAM MAP研削システム 3. GRIND-X ツインロータリードレス装置(メタルダイヤ #325 2 枚付属) ○ ○
5. スーパードレッサ 9. 3次元機上計測ソフト OKAMOTO NCゲージ 4. GRIND-X ツインロータリードレス装置(メタルダイヤ #325 2 枚付属)計測機能付属 ○ ○
6. Xパワー 12 )全閉カバー仕様 5. GRIND-X 2 ポイントロータリードレス装置 + 単石ダイヤ ○ -
※その他特別な仕様については、担当営業までご相談ください。 6. スーパードレッサ ○ ○
8 )電気関係
1. シグナルタワー ○ ○
2. 作業終了電源遮断 ○ ○
9 )円筒研削・割出装置
1. GRIND-X 小型 NC インデックス装置 ○ ○
2. GRIND-X 立型 NC 割出テーブル ○ ○
3. GRIND-X 精密円筒研削装置 ○ ○
2 ポイントロータリードレス装置 + 単石ダイヤ GRIND-X ツインロータリードレス装置 GRIND-X 割出装置 直交型ロータリードレス装置 4. 円筒研削装置 ○ ○
5. NC 軸追加 ○ ○
10 )周辺機器・その他
2 ポイントロータリードレス装置 + 単石ダイヤ 1. 機上画像処理システム デジタル CCD カメラ・光源自動昇降式 手動計測 ○ ○
2. 機上画像処理システム デジタル CCD カメラ・光源自動昇降式 自動計測&自動補正 ○ ○
【R 部分・成形ドレス】 3. エアードライヤー ○ ○
ロータリードレス装置はダイヤの消耗が少ないメリットが 4. 反射光源 ○ ○
ある反面、形状が崩れたときの修正は困難です。そこで、 11 )ソフト関係
ダイヤの消耗の激しい底面のストレート部は単石ダイヤ、 1. 成形研削自動プログラミングソフト iCAM ○ ○
CCD カメラ
R/ テーパ形状部は 2 ポイントロータリードレス装置で行 2. インストール及び操作指導 ○ ○
います。 3. 指定ワーク研削 ○ ○
4. 3 次元研削CAM ○ ○
材質:DC53
硬度:HRC58 〜 60
溝数:113 溝
単一ピッチ:1 μm 2 ポイントロータリードレス装置 + 単石ダイヤ
ワーク拡大写真 累積ピッチ:2 μm以下
タッチプローブ
UPZSeries 17 UPZSeries 18