このカタログをダウンロードして
すべてを見る



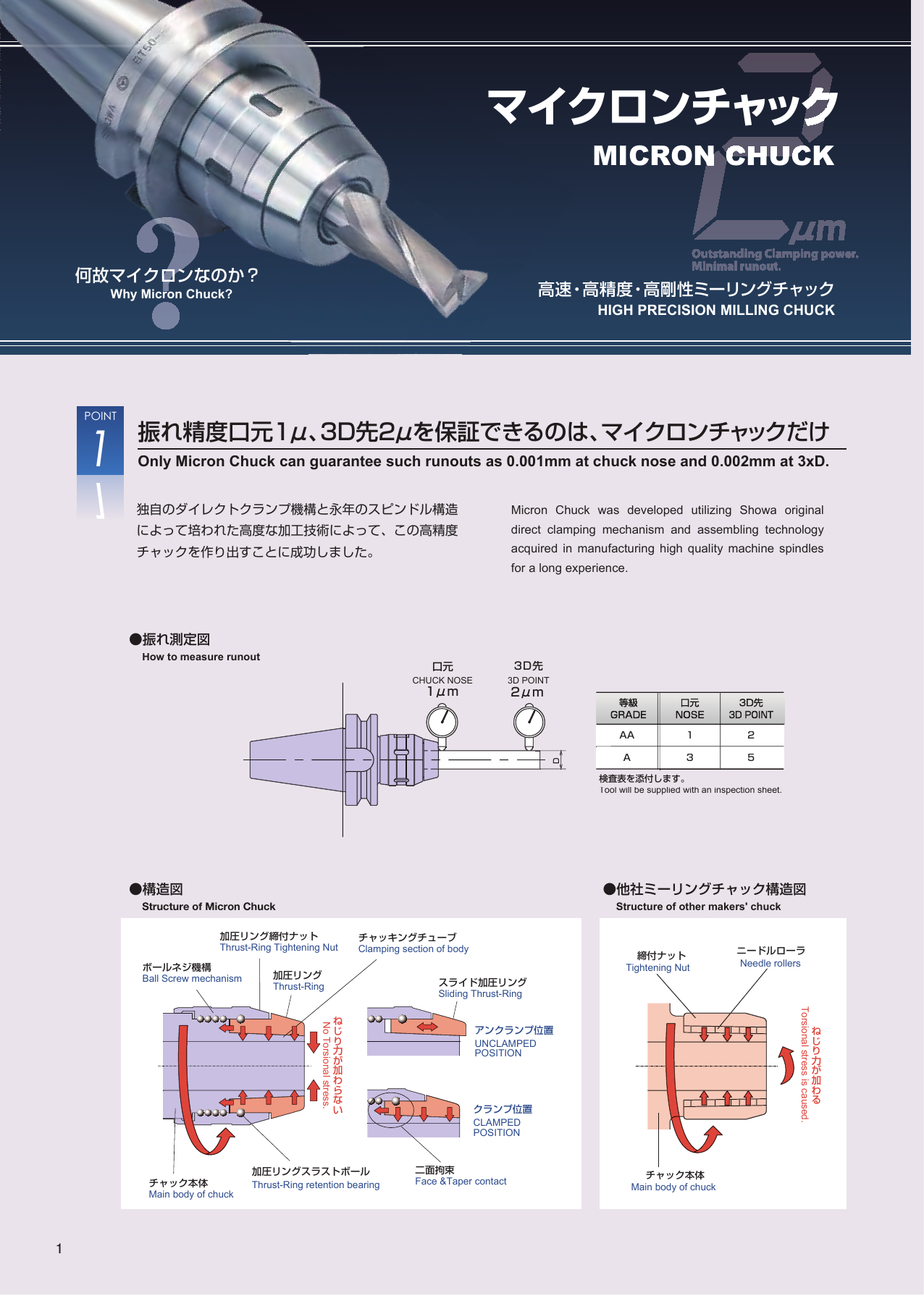
高速・高精度・高剛性ミーリングチャック
振れ精度口元1μ、3D先2μを保証できるのは、マイクロンチャックだけ
ミーリングチャックと同等の把握力
クランプ時の沈み込み無し
高速回転に適したバランスの良いデザインと密閉構造
センタースルークーラント対応
このカタログについて
| ドキュメント名 | マイクロンチャック カタログ |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 3.7Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 聖和精機株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログ(マイクロンチャック カタログ)の内容
Page 1:MICRON CHUCKマイクロンチャック高速・高精度・高剛性ミーリングチャックHIGH PRECISION MILLING CHUCK等級GRADE口元NOSE3D先3D POINTAAA13251μm 2μmCHUCK NOSE口元 3D先3D POINTD●振れ測定図How to measure runout●構造図Structure of Micron Chuck●他社ミーリングチャック構造図Structure of other makers' chuck検査表を添付します。Tool will be supplied with an inspection sheet.加圧リング締付ナットThrust-Ring Tightening Nut加圧リングThrust-RingチャッキングチューブClamping section of bodyスライド加圧リングSliding Thrust-Ringアンクランプ位置UNCLAMPEDPOSITIONクランプ位置CLAMPEDPOSITION二面拘束Face &Taper contactチャック本体Main body of chuckボールネジ機構Ball Screw mechanism加圧リングスラストボールThrust-Ring retention bearing締付ナットTightening Nut Needle rollersMain body of chuckTorsionalstressiscaused.チャック本体るわ加が力りじねNoTorsionalstress.いならわ加が力りじねニードルローラ振れ精度口元1μ、3D先2μを保証できるのは、マイクロンチャックだけOnly Micron Chuck can guarantee such runouts as 0.001mm at chuck nose and 0.002mm at 3xD.POINT11クON CHUCKON CHUCKOutstanding Clamping power.Minimal runout.何故マイクロンなのか?Why Micron Chuck?独自のダイレクトクランプ機構と永年のスピンドル構造によって培われた高度な加工技術によって、この高精度チャックを作り出すことに成功しました。Micron Chuck was developed utilizing Showa originaldirect clamping mechanism and assembling technologyacquired in manufacturing high quality machine spindlesfor a long experience.1
Page 2:安 定Stable下がるWithdrawnMICRON CHUCK COLLET CHUCKマイクロンチャック コレットチャックStandard type Micron Chuck2,450N•mミーリングチャックと同等の把握力Clamping power as high as other milling chucks.POINT22クランプ時の沈み込み無しThe cutter is not axially moved by clampingPOINT33-マイクロンチャックは高精度ですが、把握力はミーリングチャックと同等です。把握力は、φ32で2,450Nmと強力です。φ6の小径Hタイプでも49Nmで、これはハイドロチャックの約2倍の把握力です。High accuracy Micron Chuck has a high clamping power,too. The clamping power of ø32 ID Micron chuck is2,450Nm, and ø6 ID 49Nm - about 2 times bigger thanhydraulic chucks.マイクロンチャックは、独自の非回転クランプ構造なので、コレットチャックのようなクランプ時の沈み込みがありません。量産加工ラインでは、工具長を正確にプリセットする必要があります。コレットチャックでは、ナットを締めると刃物が引き込まれ、プリセットの高さが変わります。その為に調整ネジに刃物端が強く当たって、小径ドリルやリーマ等に曲がりが発生して、これが刃物の折損にも繋がります。マイクロンチャックは、この沈み込みが全く有りませんので、刃物寿命が長く安定します。The cutter is not withdrawn by clamping like collet chucks,due to its unique mechanism. It is required in massmanufacturing line to preset cutter length to closetolerance. In case of collet chuck, the axial cutter projec-tion is shortened by clamping. The back end of the cutteris pressed to the back-up screw at that time, which maycause bending and breakage of small dimeter cutters.2
Page 3:8,000min-1#50系HSK10012,000min-1-10,000min-110,000min-1#30,#40系HSK50, 6320,000min-130,000min-1AAAAAAG- 15,000min-1標準HM"G" type HPC-H chuck"M" typeMicron Chuck30,000min-1■センタースルー Thru-the-tool application高速回転に適したバランスの良いデザインと密閉構造Highly balanced and sealed chuck.POINT44センタースルークーラント対応Thru-the-tool coolant type.POINT55加熱不要、長期間精度を維持Mechanical chuck, Heater is not required.POINT66マイクロンチャックH型は、2万回転対応、H-G型は3万回転対応です。Maximum speed :20,000min-1(Standard HPC-H chuck)30,000min-1("G" type HPC-H chuck)マイクロンチャックは、全てセンタースルークーラント対応です。Thru-the-tool coolant type Micron Chucks available.Please specify it at the time of ordering.このスリム形状でも焼ばめ(シュリンク)ではありません。加熱不要なので工具材料に関係なくクランプでき、かつ長期間精度を維持することができます。Shrink-fit holders have restrictions of cutter material. But,Micron Chucks are applicable to any material of cutters,keeping high accuracy for a long period of time.3
Page 4:各種ホルダー比較 COMPARISON OF RUNOUT & SURFACE FINISH振れ精度把握力メンテナンス性プリセットの容易さRunoutClamping PowerMaintenancePresettingAA級 口元1μ、3D先2μ保証AA grade : 1µm at chuck nose,A grade : 1µm at chuck nose,A2µm at 3×D guranteed.N社製 口元3μ、3D先5μ3μm at chuck nose,5μm at 3×D.油漏れチェック必要Periodical check of oilleak required.沈み込みなしEasy presetting, sincecutter is stable.沈み込みなしEasy presetting, sincecutter is stable.沈み込み有りCutter is axially movedby chucking.Periodical greasingsince a mechanical chuck.コレットの切粉除去、清掃必要Chips must be removedfrom collet.N社製 AA級コレット単体で4D先5μ(ホルダ装着時の保証無し)N made AAAAA gradeA gradeAcollet : 5μm at 4×Dφ6 49N・mφ32 2450N・m26.5N・m(N社製 φ6タイプ)(N made ø6 chuck)メカニカルの為、定期的なグリスアップのみ49N・m当社従来品 φ6タイプ(最大φ10ホルダ使用)Showa ø6 collet(10 ID max. holder)マイクロンチャックは実測値、その他はカタログ値Micron chuck :Measured runout.Others : From catalog.全て実測値Measure value[φ6 49N・m]はHPC06Hロングタイプの最大値[ø6 49N•m] is the maximumof HPC06H long typeマイクロンチャック ハイドロチャック コレットホルダ 備 考MICRON CHUCK HYDRAULIC CHUCK COLLET CHUCK REMARKS幅広いシャンク径に対応しますWide range of IDs are available.BT P.31-38 HSK P.90-96DIMENSIONS寸法表77POINT汎用の用途にも対応できますWide application range.-88POINTマイクロンチャックは、φ3~φ20まで1mm飛びに、更にφ50までワイドレンジで取り揃えております。Standard type, "H" type and "M" type Micron Chuckscovers from ø3mm to ø50mm ID.マイクロンチャックシリーズは、ストレートコレットを取り揃えていますので、汎用的な用途にも対応できますが、マイクロンチャックの特長を生かす為にダイレクトクランプをお奨めします。You can extend application range of Micron Chucks byusing straight collets. But, direct chucking is recom-mended to obtain the highest performance.4
Page 5:StandardH-seriesM-series把握力と締付け力Clamping power & Tightening ForceHPC16HPC20HPC25HPC32HPC427801180176024503920チャックサイズChuck sizeClampingPower(MIN)TighteningForceLooseningForceHPC03HHPC04HHPC06HHPC08HHPC10HHPC12HHPC14HHPC16HチャックサイズChuck sizeClampingPower(MIN)TighteningForceLooseningForceHPC03MHPC04MHPC06MHPC08MHPC10MHPC12M51020263346チャックサイズChuck sizeClampingPower(MIN)TighteningForceLooseningForce10(10)15(15)30(20)40(24)60(35)708090(41)※Clamping power of short type chucks (L=75mm max) is shown in ( ).※( )内は、ショートタイプ(L=75以下)の把握力です。把握力(N・m) 締付け力(N・m) 緩め力(N・m)把握力(N・m) 締付け力(N・m) 緩め力(N・m)把握力(N・m) 締付け力(N・m) 緩め力(N・m)62 4067 6757 575
Page 6:ユーザー使用例Application examplesシリンダーヘッド バルブガイド穴(FCD)超硬リーマ φ6×135L他社コレットチャック聖和マイクロンチャック HSKA63-HPC10H-105A①従来は振れを出すのに30分以上かかり、10μ出すのが精一杯だったが、マイクロンでは1発で8D先端で3~5μになった。②その結果、従来50~100穴で寿命だったのが、1600穴まで延ばすことができた。ワーク使用刃具従来使用チャック今回使用チャックテスト結果ワーク使用刃具従来使用チャック今回使用チャックテスト結果シリンダーブロック オイルジェット穴仕上げ(FC230)超硬リーマ φ9×180Lハイドロチャック+シュリンクストレート聖和マイクロンチャック HSKA63-HPC10M-254400穴から1000穴に寿命延長に成功ワーク使用刃具従来使用チャック今回使用チャックテスト結果シリンダーヘッド キュービング(ADC)ダイヤリーマ他社ハイドロチャック聖和マイクロンチャック HSKA63-HPC25-115AAハイドロチャックでは楕円になっていた穴が真円になった油圧部品カバー(ADC12)段付超硬リーマ φ20×200L他社ミーリングチャック聖和マイクロンチャック BT40-HPC25-105A油圧部品カバー(ADC12)①M/C機上測定(振れ比較)②口元ビビリが無くなった。ワーク使用刃具従来使用チャック今回使用チャックテスト結果測定点 他社180mm290mm聖和0.0050.0170.0150.03180mm290mm290mmマイクロンチャックMタイプマイクロンチャック21346
Page 7:HARD CHUCKハードチャックボールネジ機構から生まれた驚異の精度と剛性!Outstanding power andaccuracy created by ball screws本体スプリングコレットボールネジ機構スラストボール機構Chuck bodySpring colletBall screw mechanismThrust ball mechanism把握力は従来の3~5倍を実現Clamping power increased by 3~5 times.世界初!ボールネジ機構Ball screw mechanism is employedfirst time to milling chuck.POINT11 The ball screw creates highclamping power by drawingin the cutter when the nutis tightened.The high clamping power is obtained in any place of thespring collet. Clamping power is multiplied by 3~5 timescompared with non-ball screw chucks.独自のスプリングコレット方式で高精度が得られますAccuracy is increased by original spring collet.POINT22 High accuracy is obtained,since the collet is freefrom twisting force due tothe thrust ball structure. SHOWA original way of manufac-ture and heat treatment, high accuracy of the Spring Colletis maintained for a long period of time.日本特許USA特許JP PAT.JP PAT.USA PAT.USA PAT.SHOWAのハードチャックは、世界で初めてボールネジ機構をチャック締付部に採用。ロングセラーチャックとして、豊富な種類とツーリングシステムを確立し、あらゆる加工条件・加工目的に応えるツールです。A long seller Collet Chuck which employs ball screw mechanism for the first time in the world.Various shank types and sizes are available for wide range of applications.ボールネジ機構は刃具を引き込む形でチャッキングします。これは、ボールネジ機構のボール部に加えられた力があらゆる角度に及び、SHOWA独自のスプリングコレット方式によって、把握力が口元からスプリングコレット全体で確実に締め付けます。その結果、従来のミーリングチャックの3~5倍の把握力を実現しました。スラストボール機構によって、締め付ける時にネジリ力がスプリングコレットに伝わらないので、コレットの持つ精度が、そのままハードチャックの精度となります。SHOWAでは長年の経験とノウハウを生かし、独自の熱処理を行い、高精度で耐久性のあるスプリングコレットを製作いたしました。7
Page 8:抜群の操作性Very easy to clamp and unclamp.POINT44The SHOWA original ball screw mechanism provides easy chucking. A cutter isclamped and unclamped only by a half turn of the nut. (The nut is fixed by a built-inbraking mechanism)SHOWAのハードチャックは、球(鋼球)を転動体として使用し、ナット回転時の摩擦を小さくおさえ、ハンドル操作が軽く行なえます。ボールネジの優れた伝達効率を生かし、本体・ナットの球軌道輪は超精密研磨加工を行ない球の円滑な運動を倍加することによって、驚異の剛性とビビリ発生のないボールネジ機構を生み出しました。Steel balls are used as a rolling transmission, by which the chuckcan be clamped with less hand power. The ball screw race of thenut and chuck body is finished by close tolerance grinding, torealize highest accuracy, chucking power and rigidity.「球の不思議なパワー」ボールBT P.39,40 HSK P.97 ST P.129 NT P.139 MT P.141DIMENSIONS寸法表標準タイプ Standard typeWonderful power of steel ballSHOWA独自のボールネジ機構を内蔵しているので、ハンドル操作が軽く行なえ、ナットを半回転させるだけで簡単に工具の着脱が出来ます。(独自のブレーキ機構を内蔵)剛性重視の厚肉構造High rigidity is realized by thick wall structure.POINT33 Very thick wall of Hard Chuckprovides high chucking power,high rigidity and accuracy,even in hard jobs.ハードチャックはあらゆる過酷な加工条件においても強力なチャッキング能力、優れた精度を維持するために、把握部を他に比類のない厚肉構造で製作しています。8
Page 9:POINT11POINT22POINT33COLLET CHUCKコレットチャックあらゆる加工に対応するベーシックホルダThis chucks are most suitable chuckfor drilling, milling, reaming, tapping.高精度コレットHigh accuracy collet①High accuracy collets are used.②The Collet is made of quality alloy steel whichminimizes strain and wear.汎用性のある16°テーパ最小径0.5mmよりチャッキング可能Smallest diameter is 0.5mm.①超精密仕上げのコレットを使用していますので、振れ精度はミクロン単位。②コレットは特に、焼き入れ歪みの少ない耐摩耗性のある特殊鋼を厳選しておりますので、高精度で耐久性に優れております。DIN6499/ISO15488、レゴERなど世界中で多く使用されている規格を採用。国内主要施盤メーカの回転工具用チャックコレットにもお使い頂けます。TaperL(B)(A)φdφD4×dテーパ角度(16°)Standard 16°(DIN6499/ISO15488) taper collet, themost popular in world.Major CNC makers are adopting this collet as standarditems for milling collet chucks.コレット等級振れ精度口元 先端AA級 1μm以内 3μm以内CHUCKコレット内径(mm)COLLET I.D.把握範囲(mm)GRIPPING RANGERSC07 ø1∼ø7 0.5RSC10ø1∼ø3 0.5ø4∼ø10 1.0RSC13ø1∼ø3 0.5ø4∼ø13 1.0RSC16ø1.5∼ø3 0.5ø4∼ø16 1.0RSC20ø2∼ø3 0.5ø4∼ø20 1.09
Page 10:スピンドルスルーに対応Through-the-tool coolantPOINT44ナット・調整ネジNut and Adjust screwPOINT55特殊コーティングSpecial coatingPOINT66オイルホール付き刃物標準ホルダー標準ナットクーラント漏れを遮断切削油刃物をコレット後部より奥まで挿入内部給油 スピンドルスルー 用コレットです。7Mpaの高圧まで完全にシーリングします。標準ホルダーとナットで使用可能にします。短いスリ割りコレットでクーラント漏れを遮断します。For coolant thru the tool application.High pressure up to 7 Mpa is acceptable.Standard holders and nuts can be used.Bearing of nut is not affected by coolant.ボールベアリングが摩擦を軽減します。梯形ネジが振れ精度を向上させます。2ピース構造により刃物の沈み込みによる振れ精度低下を軽減します。ホルダシャンク側から刃具の突き出し調整が可能です。タング付刃物をご使用頂けます。Ball bearings are used to reduce friction.Trapezoidal thread is used for higher accuracy.Two pieces structure is used to reduce run outcaused by set off cutting tool.Adjustment is projection length of the cuttingtool from holder shank side.It is available for tang shape cutting tools.BT、STシャンクホルダには特殊防錆処理を施していますので錆びません。Holder doesn’t rust due to special rust proof treatmenton full surface.寸法表 DIMENSIONS BT P.44-51 HSK P.100-106 ST P.12910
Page 11:SYNCHRO TAP HOLDERMODEL SYFN, SYFSシンクロタップホルダSYFN、SYFS型微小フロート シンクロタップホルダINFINITESIMAL FLOATING SYNCHRONIZED TAP HOLDER同期誤差を補正Compensates for synchronous errorPOINT11 微小のテンションコンプレッションが同期誤差を補正し刃物への負荷を低減します。またラジアルフロートが下穴の芯ずれを吸収しネジ精度の向上、折損を解消。タップ寿命を延長できます。It compensates for synchronous error not only axially,butalso radially. Infinitesimal radial error caused by machiningcan be corrected by the original mechanism.構 造StructurePOINT22 耐久性のあるOリングの使用でメンテナンス不要。センタースルー、スキマスルーが同時に使用できるため、標準タップも使用可能。最大クーラント圧力圧力圧 SYFN:7MPa対応 SYFS:5MPa対応小径タップ用ホルダTap holder for small diameterPOINT33 小径タップ用は専用化にしました。コレット式ではなくタ ッ プ を ダ イ レ ク ト に 把 握 す る こ と に よ り M 1 、M1.6、M2も折損の可能性を低減できます。Tap holder for small diameter doesn’t clamp tap by collet,but clamps tap directly, and this makes it possible to avoidbreakage of M1, M1.6 and M2, too.ネジ加工は1回転1ピッチの自己推進で加工するため100%同期しないとネジ精度(角度)、刃物寿命の安定性がありません。ネジ精度はゲージも必要ですが、角度、真円度が出ていなければ一級、二級の精度とはいえません。機械、タップとも製作上、加工公差が有るため100%にすることは不可能ですので微小の伸縮とラジアルフロート機構付のタップホルダーが必要です。Maintenance is not neededby using durable O-ring.Since through-the-toolcoolant and also along-side-the cutter coolant canbe applicable, standard tapcan be usable as well.Maximum coolant pressure of SYFN : 7 M pa is applicable. SYFS : 5 M pa is applicable.Oリング(ラジアルフロート)鋼球Oリング(テンション・コンプレッション)11
Page 12:タップサイズ範囲Acceptable tap sizePOINT44BT P.57 HSK P.111DIMENSIONS寸法表加工パフォーマンスMachining PerformancePOINT55同一プログラムでシンクロタップホルダとコレットチャックでテストカット左:シンクロタップホルダSYFN型ではネジ山の精度が良く、また刃物への負荷が低減されているため透明度が高い。右:固定ホルダ(コレットチャック)ではネジ山がむしれるため、透明度が低い。微小フロート付タッパーを使用した場合、アクリルの透明度も高くなり、ネジ精度が向上したことが伺える。With the Synchro Tap infinitesimal float is used, increasing the degree oftransparency, thereby illustrating the accurancy of threads are improved.SYFS02SYFS03SYFN12SYFN20̶̶CR13GB/GHCR20GB/GHM1、M1.6、M2、No3、No4M3、No5、No6M4~M12、No8~U1/2、P1/8M4~M20、U5/16~U5/8、P1/8~P3/8小径タップ加工をした時の違い樹脂材の加工をした時の違いホルダサイズ コレットサイズ タップサイズHOLDER COLLET JIS TATAT P SIZER6-ブロックアルミM1.6×0.35 タップN=260min-1 F=910min/min刃具寿命の向上(約2倍)BT30-EDC06-090 BT30-SYFS02-095約200穴で交換(再研磨が必要) 約400穴で交換(再研磨が必要)ワーク材質使用ホルダ刃具切削条件状態(寿命)効果左:SYFN 右:コレットチャック12
Page 13:コレットチャック(スリムタイプ)COLLET CHUCK (SLIM TYPE)超スリムなボディ設計により、ワーク・治具の干渉を最小限に抑えます。By a super slim body, it minimizes the interference of work & jig.POINT11超スリムなナット・ボディ径Super slim nut and body diameter.φDCODE øD CHUCKER11MN 16 SSC07ER16MN 22 SSC10ER20MN 28 SSC13ER25MN 35 SYFN16SPOINT22汎用性のある16°テーパを使用DIN6499/ISO15488、レゴERなど世界中で多く使用されている規格を採用。①最小径0.5mmよりチャッキング可能 Smallest diameter is 0.5mm.CHUCKコレット内径(mm)COLLET I.D.把握範囲(mm)GRIPPING RANGESSC07 ø1∼ø7 0.5SSC10ø1∼ø3 0.5ø4∼ø10 1.0SSC13ø1∼ø3 0.5ø4∼ø13 1.0SYFN16Sø1.5∼ø3 0.5ø4∼ø16 1.0Standard 16°(DIN6499/ISO15488) taper collet, themost popular in world.②High accuracy collets are used.③The Collet is made of quality alloy steel whichminimizes strain and wear.②超精密仕上げのコレットを使用していますので、振れ精度はミクロン単位。③コレットは特に、焼き入れ歪みの少ない耐摩耗性のある特殊鋼を厳選していますので、高精度で耐久性に優れています。TaperL(B)(A)φdφD4×dテーパ角度(16°)コレット等級振れ精度口元 先端AA級 1μm以内 3μm以内寸法表 DIMENSIONS BT P.53 HSK P.107NEWNEWNEW13
Page 14:POINT33シンクロタップホルダ用ロングアダプター(コレットチャックスリムタイプ)Long adapter for synchronized tap holder (COLLET CHUCK SLIM TYPE)シンクロタップホルダ(SYFN20タイプ)にチャッキングし、ロングアダプターとして使用出来ます。It is possible to use it as a long adapter by chucking it withSynchro Tap Holder SYFN20 type. L2φD1φDMLL4(50)タップホルダ(SYFN20)コレットCR,CROHCR-GB,GHコレットアダプターMODELøD øD1 L4 MST16-SSC07-L 16 1650, 100150M6以下ST20-SSC10-L 22 2050, 100150, 200M10以下ST20-SSC13-L 28 20100150M12以下タップホルダMODELøD øD1 L2 MSYFN16S-L2 35 −35,6595,125,155M16以下M14∼M16のタップ加工で突出しが必要な場合は、タップホルダSYFN16Sタイプ(ロングアダプターなし)でご使用できます。When it is necessary to dig a deeper hole for tap processing ofM14-M16, it is possible to use by tap holder SYFN16S typewithout long adopter.POINT44小径ドリル加工用ロングアダプターとしても使用可能It is available as a long adopter for small diameter drill processing寸法表 DIMENSIONS BT P.58 HSK P.112 ST P.13014
Page 15:基本原理Basic principlePOINT11遊星ローラ固定輪高粘度化した油膜トラクション力 (転がり伝動力)太陽ローラPlanetary rollersStationary housingHigh viscosity oil filmTraction force(Rolling transmission power)Sun rollerT=μPただしμ:トラクション係数、P:圧接力………(1)D-dn=1+ ………(2)ただしD:固定輪内径寸法、d:太陽ローラ外径寸法where, µ:Traction coefficient, P:Contact pressure………(1)T=µPwhere, D:Bore diameter of stationary housingd:Outside diameter of sun rollern=1 Dd………(2)TTRACTION DRIVESPEED ACCELERATORトラクションドライブ増速スピンドルコンパクトなボディに機能を凝縮Full-functions in a compact body.①高圧力下で高粘度化する性状を持つトラクショングリースの油膜を介した転がりによる動力伝達です。②弾性変形させ組み込まれた遊星ローラ、太陽ローラおよび固定輪それぞれの接触部には圧接力Pが発生し、これにより油膜が高粘度化(圧接力Pが働いている時のみ)して、ローラの接触部で動力の伝達が可能となります。③トラクション力(索引力)Tは(1)式で表すことができます。④遊星ローラの公転を入力側とし太陽ローラの自転を出力側として利用した増速装置です。 増速比nは(2)式で表すことができます。①Power of the traction drive is transmitted by the rollingcontact mechanism via oil film of traction grease charac-terized by high viscosity at high pressures.②Contact pressure P is created at each contact surfaceon planetary rollers, a sun roller and a stationaryhousing, which are assembled with elastic deformation.By this pressure, the oil films changes to high viscosityone (only when contact pressure P is imposed) so thatthe power can be transmitted at the roller contact area.③The traction force T is formulated by Equation (1).④This unit is a speed increasing device which the revolu-tion of the planetary roller is used for input side and therotation of the sun roller is output side.The speed increasing ratio is formulated by Equation (2).15
Page 16:BT P.79,80DIMENSIONS寸法表End mill DrillGrindingwheel砥 石 エンドミル ドリルドリルドリルドライブキーと位置決めピンの位相関係が0゜~360゜調整可能。The fitting position of a positioning blockdifffff ers among machining centers. Theposition can be adjusted by rotating theorientation ring within 360°.オリエンテーションリングOrientation Ring刃先の突き出しに合わせ自在に角度調整が可能。The angle adjustment of the coolantnozzle can be made easily by hand.The spray angle of the coolant is adjustedto match the inserted cutter length.クーラントノズルCoolant Nozzle超精密仕上げのコレットを使用。振れ精度はミクロン単位。サイズを1ミリ間隔でご用意。Only a under super precision collet, runoutwithin 3 microns, should be used.Various sizes can be supplied by mm unit.Please order sizes to match the shanks oftools to be used.コレットCollet(オプション)回り止め及び、位置決めピンにクーラントを供給。特殊形状も製作します。(Optional for use on M/C)The positioning block and pin mechanismsupplies coolant to the tool.位置決めブロックPositioning Block"One-touch" adjustment, with in a heightrange of 40mm.位置決めピンPositioning Pinバランス調整済みです。The balance adjustment is already madein the factory.ナットNutストレートシャンクのドリル、エンドミル、砥石が使用できますA drill, end mill and grinding wheel with astraight shank can be applied.刃 具Cuttersワンタッチ調整式調整範囲40mm PAT.P特 長FeaturesPOINT22小型・軽量に加えて、付帯設備が不要であるため、ATCが可能です。Compact and light, the TDU is ready for ATC… with noextra attachments necessary.ATC対応 ATC-Readyトラクションドライブの特徴である滑らかな回転により、騒音振動が小さく研削加工も可能です。The Traction Drive Unit is particularly smooth-running, andwithout noise vibration, it even makes grinding possible onyour M/C.低振動 Low Vibration安定したトルク伝達により、エアモータに見られる回転変動がありません。A stable torque transmission produced stable rpm, unlike airmotor speed accelerators.伝動力 Transmission Powerトラクションドライブは転がりによる伝達機構であるため、高速回転においても良好な潤滑性があります。さらに、セラミック軸受の採用、クーラントによるボディの冷却など、高速化の対策は万全です。Since the traction drive is run by a transmission mechanismbased on rolling contact, high lubrication can be maintainedeven at high speed rotation.The uses of ceramic bearings and through-body coolant areincorporated to ensure reliable, long-lasting high speedoperation.高速性 High Speed多種のM/C主軸に対し汎用性がある!More widely usable,due to its adaptability to agreat variety of M/C spindles.16
Page 17:多用途に対応する充実したシリーズA complete series supports a full range of applications.POINT33高剛性タイプ形 式増速比回転数(min-1)出力トルク(Nm)出力動力(kw) *1テーパ *2工具把握径(mm)重量(kgW)TDU403.4×MAX. 12,00078.8BT50φ1.5~2011.5TDU17-N6×MAX. 30,00013.1BT40 / BT50φ0.5~105.4 / 7.9Super rigid type標準タイプStandard typeTDU40高剛性タイプSuper rigid TypeTypeTypeTSpeed increasing ratioSpeed (rpm)Output torqueOutput powerTaperTaperTTool grip diameterTool grip diameterTNet weight*1 各々の最高回転数における最大出力*2 BTテーパ以外(SK,CV,その他)でのご注文については 別途ご用命ください*1 Max. output for each max. speed.*2 Other tapers are also available:SK40,CV40,HSK63 equivalent to BT40.SK50,CV50,HSK100 equivalent to BT50.保証時間 2,000時間 保証期間 1年以内加 工 例 【溝切削加工】材 質:工 具:回 転 数:加工深さ:送り速度:アルミ合金2枚刃超硬エンドミルφ1612,000rpm5mm1,000mm/minMaterial :End mill :Speed :Cut. depth:Feed :Aluminum alloy16mm dia. T/C, 2-blade12,000rpm5mm1000mm/minCutting Example [Groove Milling]3.4×Spindle rev. Max.12,000rpmTDU17-N標準タイプStandard TypeMaterial :End mill :Speed :Cut. depth:Feed :Aluminum alloy4mm dia. T/C, 2-blade28,000rpm2mm1,000mm/minCutting Example [Groove Milling]6×Spindle rev. Max.30,000rpm加 工 例 【溝切削加工】材 質:工 具:回 転 数:加工深さ:送り速度:アルミ合金2枚刃超硬エンドミルφ428,000rpm2mm1,000mm/minWarranted total running time : 2,000hrsPeriod of warranted : One year17
Page 18:広範囲な加工領域をカバーCovering a wide application range…POINT4401 2出力回転数(×104rpm) Output speed3 4510加工能力(kW)CuttingpowerTDU40TDU17加工領域1 Application range0出力トルク(N・m) (1N・m ≈ 0.1kgf・m)Output torque0.5 1.0 1.5 6.5 7.0 7.5 8.012すべり率(%)SlipratioTDU40TDU17トルク伝達2 Torque transmission characteristics形 式TypeTypeT振れ(μm)*1Runout曲げ剛性(N/μm)*2Bending rigidityTDU40 30≦TDU17 10≦≦5≦5変位①変位①DisplacementDisplacement振れRunout主軸主軸Main spindleMain spindleW(荷重)LoadLoad変位②DisplacementDisplacement*1):スピンドル単体の振れ *2):曲げ剛性= (1N/μ/μ/ m 0.1kgf/μ/μ/ m)(変位②-変位①)WRunout of main spindleBendingrigidity (Displacement② - Displacement①)W~~~~~=振れ・曲げ剛性3 Runout and Bending rigidity昇 温(゜C)TemperatureriseTemperatureriseT010 20 30 40 50運転時間(min) Running time1020304050TDU17(30,000rpm)TDU40(12,000rpm)②クーラント圧 :200kPa(2kgf/F)クーラント温度 :20:室 温 :20:(流 量 :15R/X)Coolant pressureCoolant temperatureRoom temperatureCoolant amount①ハウジンング②出力軸放射温度計計①HousingOutput spindleOutput spindleRadiation thermometerRadiation thermometer昇温(温度-クーラント温度)4 Temperature rise(Temperature-Coolanttemperature)運転時間(min) Running time伸 び(μm)Displacement010 20 30 40 5020406080100TDU17(30,000rpm)TDU40(12,000rpm)クーラント圧 :200kPa(2kgf/F)クーラント温度 :20:室 温 :20:(流 量 :15R/X)Coolant pressureCoolant temperatureRoom temperatureCoolant amount非接触変位計非接触変位計Non contact typeNon contact typedisplacement meterdisplacement meter軸方向の伸び5 Axial displacement騒 音(dB)Noiselevel401 2 3 4出力回転数(×104rpm) Output speed5060708090主軸のみ(6,200rpm)Main spindle onlyTDU17(30,000rpm)TDU40(12,000rpm)騒 音6 Noise level18
Page 19:HY-DUAL CHUCKハイデュアルチャック難削材加工用ミーリングチャックTOOL HOLDER FOR DIFFICULT TO MACHINE MATERIALS2構造クランプ方式Dual-clamping methodPOINT11 ハイドロリックとメカニカルの2つの力で刃物を把握。高剛性、高把握力だけではエンドミル抜けとビビリを抑えられません。ャンクの口元と末端2ヶ所をクランプすることにより解決。機構で解決。SHOWAだからできるワンアクションで簡単チャッキングDual chucking by Hydraulic & MechanicalOnly high rigidity & high clamping power can prevent theend mill from being pull-out and can prevent chattering.SHOWA has solved the so-called "wooden pestelphenomenon" which causes the pulling out of end mill,by clamping the cutting tool's shank nose & shank end."Vibration" caused by chattering is removed by the attenu-ation mechanism of hydraulic and spring.構 造StructurePOINT22ハイドロハイドロ HydroアンクランプクランプUnclampClampピストン 加圧リングチャッキングチューブPiston Thrust ringChucking tube①加圧リングが下がる②同時にピストンが押される③チャッキングチューブが収縮する④同時に油圧が作動する⑤チャッキング完了Thrust rilg is plled down.At the same time, the piston is being pressed down.Chucking tube shrink.At the same time, the hydraulic clamping is activated.Clamping is complete.PAT.19
Page 20:刃物の抜け出し現象(すりこぎ現象)とは"Wooden pestel phenomenon"POINT33BT P.55,56 HSK P.109,110DIMENSIONS寸法表加工パフォーマンスMachining PerformanceTest cut with Hy-Dual chuck and conventional milling chuck in the same program●Result: improvement of surface roughness was observed●Holder in use : BT50-HDU20-100(HY-DUAL CHUCK)BT50-HPC20-105(MICRON CHUCK)●Cutting tool : Six flutes Cemented carbide endmill●Work materials : SKD61● Cutting conditionPOINT44面粗さの比較同一プログラムで従来のミーリングチャックとハイデュアルチャックでテストカット●使用ホルダ:BT50-HDU20-100 (ハイデュアルチャック) BT50-HPC20-105 (マイクロンチャック)●使用刃具 :6枚刃 超硬エンドミル●ワーク材質:SKD61●切削条件 55(L/D=2.75)mm1920mm/min1900min-11mm30mm刃具突出し送り度速度回転数AeAp●結果:面粗さの向上がみられたHPC Ra=0.64μ HDU Ra=0.360μRotational speed Feeding rate Tool projectionComparison of surface roughnessA tool, while being deformed by a bending moment in the milling process, twists in the tool holder, the deformation occurs repeatedlyby high pressure in a short stroke.(Bending moment: Bending resistance R (N) x tool protruding amount L (m)). The mouths of boththe collet and the holder will expand and wear flare by this movement. These mouths are easily deformed by the principle ofleverage, as the ratio below is increased. L (tool protruding amount) /H (tool gripping length) The material such as steel having alower Young's modulus is more likely to deform than the carbide of the tool. A circumference difference [e=π(D1-D)] occurs betweenthe tool shank and the holder mouth because of abrasion expansion. The tool turns more than the holder and at the same time itstarts pulling out little by little. In addition, debr is generated in the worn area creates a rust ring and is adhered mainly to the shank.It is considered that, as measures, to reduce the bending moment is mainly common.ラッパ状摩耗HLD 1Dハチマキ状さび曲げ抵抗 R(送り分力+背分力)図 1 すりこぎ現象(直付)ラッパ状摩耗HLD 1Dハチマキ状さび曲げ抵抗 R(送り分力+背分力)図 1 すりこぎ現象(コレット付)ストレートコレットHeadband-like rustHeadband-like rustStraight colletTrumpet-like wearBending resistance R(Feed force Back component forceÅj)Trumpet-like weardirect chucking Chucking throgh colletBending resistance R(Feed force Back component forceÅj)エンドミル加工は、曲げモーメントを受けて変形、回転しています。曲げモーメント:曲げ抵抗R(N)×刃物突出し量L(m)シャンク部は、短いストロークで且つ、高圧力で変形を繰り返し、チャックの口元やコレットの口元がラッパ状に摩耗拡大します。これは、突出し量Lと把持長さHの比L/Hが大きくなる程、テコの原理で変形しやすくなり、また、材質は超硬よりヤング率が低い鋼材のほうが変形しやすくなります。摩耗拡大により、把持内外径に周差[e=π(D1-D)]が生じる為、シャンクは、チャックより多く回転すると同時に少しずつ抜け出してきます。さらに、摩耗拡大時に発生した摩耗粉は、さびとなって主にシャンクにハチマキ状に付着します。対策は、主に曲げモーメントを小さくすることが一般的と考えられます。20