


HRC48でも転造タップ加工ができる!
これまではHRC35~40ほどまでしか転造タップ加工ができないとされていたが、SKD11(HRC48)でテストを行ったところ、6H規格に準じたメネジを600穴以上も加工することができました。ただそれだけの硬度であるため、超硬でなければ数穴で削り取られてしまいました。
切り粉による折損や欠損によって自動化が難しかったタップ加工ですが、切り粉を出さない転造タップに切り替えることで安全に機械加工することができます。
転造タップ加工は加工トルクが約2.5倍、下穴径の変更、ホルダーの選定、切削油の選定、下穴の切り粉残り…など、いくつかの課題はありますが、まずはご相談ください。
このカタログについて
| ドキュメント名 | 高硬度材への転造タップ加工 |
|---|---|
| ドキュメント種別 | 事例紹介 |
| ファイルサイズ | 910.2Kb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社田野井製作所 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
高硬度材への転造タップ加工
一般的にHRC35~40までしか転造タップ加工はできないとされている。 2023年12月25日
それ以上の硬さでは、本当に加工できないのか? (株)田野井製作所 DS部 吉川
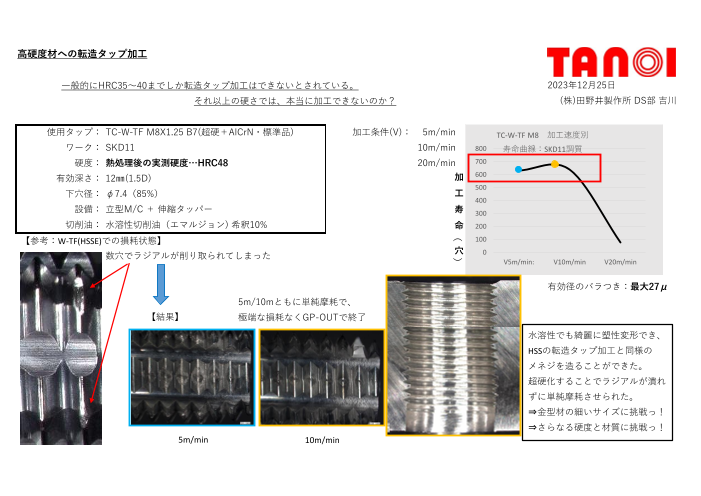
使用タップ: TC-W-TF M8X1.25 B7(超硬+AlCrN・標準品) 加工条件(V): 5m/min TC-W-TF M8 加工速度別
ワーク: SKD11 10m/min 800 寿命曲線:SKD11調質
硬度: 熱処理後の実測硬度…HRC48 20m/min 700
加 600
有効深さ: 12㎜(1.5D)
500
下穴径: φ7.4(85%) 工
400
設備: 立型M/C + 伸縮タッパー 寿 300
切削油: 水溶性切削油(エマルジョン) 希釈10% 命 200
【参考:W-TF(HSSE)での損耗状態】 ( 100
穴
数穴でラジアルが削り取られてしまった 0
) V5m/min: V10m/min V20m/min
有効径のバラつき:最大27μ
5m/10mともに単純摩耗で、
【結果】 極端な損耗なくGP-OUTで終了
水溶性でも綺麗に塑性変形でき、
HSSの転造タップ加工と同様の
メネジを造ることができた。
超硬化することでラジアルが潰れ
ずに単純摩耗させられた。
⇒金型材の細いサイズに挑戦っ!
⇒さらなる硬度と材質に挑戦っ!
5m/min 10m/min