




私たち菱高精機は創業以来、超硬フライス工具メーカーとして数々のユニークな商品を輩出して参りました
加工実績
◆品名:自動車部品(トラックのプレート)
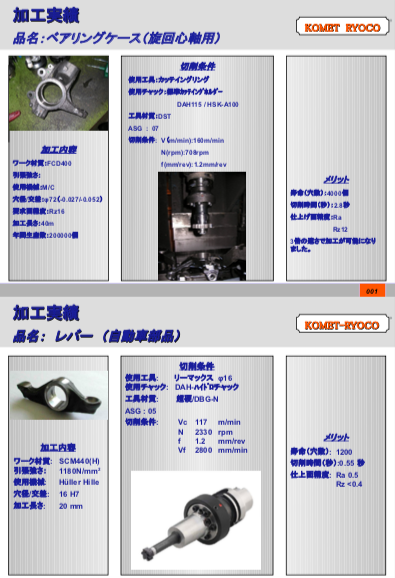
◆品名:ベアリングケース(旋回心軸用)
◆品名: レバー (自動車部品)
◆品名:リング加工
◆品名:コネクティングロッド
◆品名:フロントアクセルハウジング など多数掲載
◆詳細はカタログをダウンロードしてご覧下さい。
このカタログについて
| ドキュメント名 | 超硬フライス工具メーカー 菱高精機 加工実績 |
|---|---|
| ドキュメント種別 | 事例紹介 |
| ファイルサイズ | 11.6Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 菱高精機株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
加工実績 加工実績
KOMET RYOCO KOMET-RYOCO
品名:ベアリングケース(旋回心軸用) 品名:自動車部品(トラックのプレート)
切削条件 切削条件
使用工具:カッテイングリング 使用工具: リーマックス φ28.575
使用チャック:標準カッテイングホルダー 使用チャック: リーマックス標準ホルダー
DAH115 / HSK-A100 DAH81
工具材質:DST 工具材質: DST
ASG : 07 ASG : 07
切削条件: V(m/min):160m/min 切削条件: Vc 160 m/min
N 1784 rpm
加工内容 N(rpm):708rpm 加工内容 f 0.96 mm/rev
ワーク材質:FCD400 f(mm/rev):1.2mm/rev Vf 1712 mm/min
引張強さ: F(mm/min):850mm/min ワーク材質: S35C メリット メリット
使用機械:M/C 使用機械: 森精機
寿命(穴数):4000個 MH640 寿命(穴数): 1200
穴径/交差:φ72(-0.027/-0.052)
切削時間(秒):2.8秒
Rz16 穴径/交差: 28.575 0/+0,05
仕上面精度: Rz 4
要求面精度:
仕上げ面精度:Ra 切削時間(秒):
加工長さ:40m
Rz12 加工長さ: 2x (20+30) 加工時間の短縮
年間生産数:200000個
3倍の速さで加工が可能になり 要求面制度: Rz 8 (約4倍速く加工が可能)
ました。
Dihart _AWB_2007_ek 001 Dihart _AWB_2007_ek 003
加工実績 加工実績
KOMET-RYOCO KOMET-RYOCO
品名: レバー (自動車部品) 品名:リング加工
切削条件 切削条件
使用工具: リーマックス φ16 使用工具: 右刃左ネジレ ラピットリーマ
使用チャック: DAH-ハイドロチャック φ24
工具材質: 超硬/DBG-N 使用チャック: ABS ラピットリーマホルダー
ASG : 05 工具材質: 超硬/TiN
切削条件: Vc 117 m/min ASG : 05
N 2330 rpm
メリット 切削条件: Vc : 30 m/minf 1.2 mm/rev N : 400 rpm メリット
加工内容 Vf 2800 mm/min 寿命(穴数): 1200 加工内容 f : 0.6 mm/rev 寿命(穴数): 7 個
ワーク材質: SCM440(H) 切削時間(秒):0.55 秒 ワーク材質: SUS304 Vf : 238 mm/min × 96 穴
引張強さ: 1180N/mm2
仕上面精度: Ra 0.5 使用機械: DMG 340 U 切削時間: 6 秒
使用機械: Hüller Hille Rz <0.4 穴径/交差: 24 H7 仕上面精度: Ra 0.8
穴径/交差: 16 H7 加工長さ: 20 mm
加工長さ: 20 mm 要求面制度: Ra 1.6
Dihart _AWB_2007_ek 002 Dihart _AWB_2007_ek 004
Page2
加工実績 加工実績
KOMET-RYOCO KOMET-RYOCO
品名:コネクティングロッド 品名:フロントアクセルハウジング
切削条件 切削条件
使用工具:カッティングリング 使用工具:エキスパンションリーマ
使用チャック:DAH 115 ホルダー 使用チャック:HSK A 63
工具材質:DST 工具材質:DST
ASG : 09 切削条件: V(m/min):113m/min
切削条件: V(m/min):100m/min N(rpm):400rpm
N(rpm):425rpm f(mm/rev):1.0mm/rev
加工内容 f(mm/rev):0.9mm/rev 加工内容 F(mm/min):400mm/min
ワーク材質:XC80(NF規格) F(mm/min):383mm/min ワーク材質:FCD700 切削油:エマルジョン 6~8%
(DIN CK80) 引張強さ:
メリット メリット
引張強さ: 使用機械:M/C
寿命(穴数):250個 寿命(穴数):112m
使用機械:M / C 穴径/交差:φ90P7
切削時間(秒):11s/穴 切削時間(秒):4s / 穴
穴径/交差:φ75(0/+0.022) 要求面精度:Rz16
仕上げ面精度:Ra 仕上げ面精度:Ra
要求面精度:Rz6.3 加工長さ:25mm
Rz4 Rz16
加工長さ:70mm
Dihart _AWB_2007_ek 005 Dihart _AWB_2007_ek 007
加工実績 加工実績
KOMET-RYOCO KOMET-RYOCO
品名:ギヤーケース 品名:歯車ケース(差動歯車ケース)
切削条件 切削条件
使用工具:カッティングリング 使用工具:モノマックス
使用チャック:DAHホルダー 使用チャック:DAH81 / HSK A 63
工具材質:DST 工具材質:DST
ASG :07 切削条件: V(m/min):100m/min
切削条件: V(m/min):140m/min N(rpm):2280rpm
N(rpm):445rpm f(mm/rev):0.3mm/rev
加工内容 f(mm/rev):1.6mm/rev F(mm/min):685mm/min
ワーク材質:FCD400 F(mm/min):712mm/min 加工内容
引張強さ:
メリット ワーク材質:FCD400 メリット
使用機械:M / C
寿命(穴数):26m 引張強さ: 寿命(穴数):820個
穴径/交差:100J7
切削時間(秒):6秒 / 穴 使用機械:M / C 切削時間(秒):1.3s / 穴
要求面精度:Rz12
仕上げ面精度:Ra 穴径/交差:φ13.965 仕上げ面精度:Ra
加工長さ:63mm
Rz 6~9 (+0.014/-0.013) Rz 6.3
以前の加工より3倍速く加工短 要求面精度:
縮が可能になりました。 加工長さ:15mm
Dihart _AWB_2007_ek 006 Dihart _AWB_2007_ek 008
Page3
加工実績 加工実績
KOMET-RYOCO KOMET-RYOCO
品名:ブラケット 品名:回転軸
切削条件 切削条件
使用工具:モノマックス 使用工具:カッテイングリング
使用チャック:HSK A 63 使用チャック:標準ホルダー DAH 115
工具材質:DST 工具材質:DST
ASG : 07 ASG : 07
切削条件: V(m/min):182m/min 切削条件: V(m/min):160m/min
N(rpm):5800rpm N(rpm):600rpm
f(mm/rev):0.68mm/rev 加工内容 f(mm/rev):1.22mm/rev
加工内容 F(mm/min):4000mm/min ワーク材質:FCD500 F(mm/min):735mm/min
引張強さ:
ワーク材質:FCD400 切削油:水溶性(エマルジョン) メリット メリット
使用機械:M / C
引張強さ: 寿命(穴数):2200~3500個 寿命(穴数):9000穴
穴径/交差:φ84.913/φ84.938
使用機械:Stama MC331 Twin 切削時間(秒): 1S / 穴 切削時間(秒):4.3秒
要求面精度:
穴径/交差:φ10.27(0/+0.03) 仕上げ面精度:Ra 仕上げ面精度:Ra
加工長さ:52.2mm
要求面精度:Ra1.6 Rz 5μm Rz
加工長さ:60mm 真円度:4μm 真円度:6μm
円筒度: < 5μm
Dihart _AWB_2007_ek 009 Dihart _AWB_2007_ek 011
加工実績 加工実績
KOMET-RYOCO KOMET-RYOCO
品名:ステアリング ケース 品名:アーム
切削条件 切削条件
使用工具:カッテイングリング 使用工具:カッテイングリング
使用チャック:標準ホルダー HSK-A 100 使用チャック:標準ホルダー HSK –A 80
工具材質:DST 工具材質:DST
ASG : 07 ASG : 09
切削条件: V(m/min):180 m / min 切削条件: V(m/min):120m / min
N(rpm):562rpm N(rpm):785rpm
メリット
f(mm/rev):1.2mm / rev 加工内容 f(mm/rev):0.72mm
寿命(穴数):
F(mm/min):675 mm / min ワーク材質:DIN C70 F(mm/min):565m / min
切削時間(秒):3.5秒
引張強さ:
加工内容 仕上げ面精度:Ra 1.2 メリット
使用機械:
ワーク材質:FCD500 Rz 寿命(穴数):
穴径/交差:φ48.6H8
引張強さ: 切削時間(秒):2.0秒
要求面精度:Ra0.8
使用機械:M / C MCH250 仕上げ面精度:Ra 0.6
加工長さ:25mm
穴径/交差:102H7 Rz
加工数:600,000/年(50,000/
要求面精度:Ra 1.6 月)
加工長さ:40mm
Dihart _AWB_2007_ek 010 Dihart _AWB_2007_ek 012
Page4
加工実績 加工実績
KOMET-RYOCO KOMET-RYOCO
品名:ポンプケース 品名:チタンブロック
切削条件 切削条件
使用工具:特殊 3段式リーマ
使用工具:リーマックス
DAH81 使用チャック:モノブロック DAH 81使用チャック:補正ホルダー
工具材質:超硬
工具材質:超硬+TiN
ASG : 07 ASG : 0302
切削条件: V(m/min):90m / min 切削条件: V(m/min):12 m / min
N(rpm):1200rpm N(rpm):153rpm
加工内容 加工内容 f(mm/rev):1.3mm / rev f(mm/rev):0.32mm / rev
ワーク材質:FC250 F(mm/min):1550mm /min ワーク材質:チタン F(mm/min):49mm / min
引張強さ:
引張強さ:
メリット メリット
使用機械: 森精機
使用機械:日立精機
寿命(穴数):370m(6165ワーク) 寿命(穴数):
穴径/交差:φ24.04(0 / -0.047) 穴径/交差:φ12.32H8
切削時間(秒):3秒
Ra3.2 φ17.0H8
切削時間(秒):55秒
要求面精度:
仕上げ面精度:Ra:2.4 φ20 (0 / -0.1) 仕上げ面精度:Ra0.5
加工長さ:25mm + 35mm
Rz 要求面精度:Ra 0.8 Rz
加工長さ:70mm
Dihart _AWB_2007_ek 013 Dihart _AWB_2007_ek 015
加工実績 加工実績
KOMET-RYOCO KOMET-RYOCO
品名:コネクチング ロッド(内径に真鍮が挿入) 品名:ブッシング
切削条件 切削条件
使用工具:カッティングリングDST 使用工具:ラピットリーマ
使用チャック:DAH 115 使用チャック:フローティングホルダー
工具材質:DST 工具材質:超硬 / DBG
ASG : 07 ASG : 07
切削条件: V(m/min):110m / min 切削条件: V(m/min):65 m / min
N(rpm):500rpm N(rpm):396rpm
加工内容 f(mm/rev):0.72mm f(mm/rev):1.32 mm / rev
ワーク材質:真鍮(DIN CuZn20) F(mm/min):360mm / min 加工内容 F(mm/min): 522mm / min
引張強さ:270-390N/mm2
メリット ワーク材質:軟鋼 メリット
使用機械:横型M/C
寿命(穴数):350 部品 引張強さ: 寿命(穴数):16000穴
穴径/交差:φ70(+0.01 / +0.03)
切削時間(秒):11.6秒 使用機械: 切削時間(秒):0.5秒
要求面精度:Rz
仕上げ面精度:Ra 穴径/交差:φ51.960 / φ52.010 仕上げ面精度:Ra
加工長さ:70mm
Rz 3~3.5 要求面精度: Rz
加工長さ:16mm
取り代(径):0.4mm
Dihart _AWB_2007_ek 014 Dihart _AWB_2007_ek 016
Page5
加工実績 加工実例
KOMET-RYOCO KOMET-RYOCO
品名:タービン車軸 品名:カム駆動
切削条件 加工条件
使用工具:カッティングリング
使用チャック:ABS63 アダプター 使用工具: リーマックス
工具材質:DST 使用ホルダー: 標準リーマックスホルダー
柄径 ø16
ASG : 09 リーマ材質: 超硬/TiAlN メリット
切削条件: V(m/min):80 m / min ASG : 特殊左ネジレ
N(rpm):340 rpm 加工条件:
f(mm/rev):1.08mm / rev 加工内容 Vc 100 寿命:50m(6000個)
F(mm/min):365 mm / min m/min加工内容 ワーク材質: 合金鋼 正味切削時間:約2.4秒N 2548 min-1
ワーク材質: メリット 引張強さ ~900N/mm 大幅な加工時間 が 短縮f 0.6 mm/rev
DIN 26NiCrMoV145 使用機械: Unior されました。 寿命(穴数): Vf 1530 mm/min
引張強さ: 切削時間(秒):21秒 外径/公差: 12.5F7
加工長さ: 22mm 仕上面精度: Rz 2.5
使用機械: 仕上げ面精度:Ra
要求面精度: Rz 6.3max.
穴径/交差:φ74.95(0 / +0.05) Rz4
要求面精度:Rz30
加工長さ:120mm
Dihart _AWB_2007_ek 017 Dihart _AWB_2007_ek 019
加工実績 加工実績
KOMET-RYOCO KOMET-RYOCO
品名:シリンダーヘッド 品名:ブッシュ加工
切削条件 切削条件 切削条件
使用工具:PCD特殊リーマ バルブシート 使用工具: Reamax φ25.2
使用チャック:HSK 50 V(m/min):120m/min 使用チャック:リーマックスホルダー(5×D)
工具材質:PCD f(mm/rev):1mm/rev 工具材質: DST
F(mm/min)948m/min ASG : 05
切削条件: Vc 120 m/min
バルブガイド N 1530 rpm
V(m/min):165m/min f 2.0 mm/rev加工内容 加工内容 Vf 3060 mm/min
AlSi 7MgCu0.5 f(mm/rev):0.4mm/revワーク材質: メリット
F(mm/min):2000m/min
引張強さ: ワーク材質: SCR415
メリット 使用機械:NC旋盤 EMCO 寿命(穴数): 500 個(部品)
使用機械:
寿命(穴数): Turn 700 切削時間(秒):2.4秒
穴径/交差:
切削時間(秒): 穴径/交差: 25.2 0/-0,3 仕上面精度: Rz <16
吸い込み口 加工長さ: 121 mm
φ10.5H7/φ40.3H7 仕上げ面精度:Ra
シート 要求面精度: Rz 16 排気口
φ10.5H7/φ35.4H7 円筒度:3~5μm
要求面精度: ガイド
加工長さ: 円筒度:2~3μm
シートの振れ:0.015
Dihart _AWB_2007_ek 018 Dihart _AWB_2007_ek 020
Page6
加工実績 加工実績
KOMET-RYOCO KOMET-RYOCO
品名:噴射装置 品名:注油穴
切削条件 切削条件
使用工具:特殊3段リーマ 使用工具:特殊2段リーマ
使用チャック:HSK 63A 使用チャック:HSK 63A
工具材質:PCD 工具材質:PCD
ASG : 1101 切削条件: V(m/min): 200m / min
切削条件: V(m/min):181m / min N(rpm): 5305rpm
N(rpm): 7500rpm f(mm/rev): 0.2mm / rev
加工内容 f(mm/rev): 0.4mm / rev 加工内容 F(mm/min): 1061 mm / min
ワーク材質:AlSi 10 F(mm/min): 3000mm / min ワーク材質:AlSi 10 切削油:エマルジョン
引張強さ: 切削油:エマルジョン 引張強さ:
メリット メリット
使用機械:M / C 使用機械:M / C
寿命(穴数):5km 寿命(穴数):~6km
穴径/交差:φ7.7(0 / +0.1) 穴径/交差:φ12.018(0 / -0.003)
切削時間(秒):1秒 切削時間(秒):
φ17(+0.068 / +0.138) φ16 (0 / +0.1)
仕上げ面精度:Ra 仕上げ面精度:Ra
φ21.4 H6 要求面精度:
Rz 4 Rz
要求面精度:Rz6.3 加工長さ:26 mm
加工長さ:19 / 20 mm
Dihart _AWB_2007_ek 021 Dihart _AWB_2007_ek 023
加工実績 加工実績
KOMET-RYOCO KOMET-RYOCO
品名:タベット 穴 品 名 :ガ ス エンジンと大型ディーゼルエンジンブロク
切削条件 切削条件
使用工具:特殊 4 枚刃リーマ 使用工具:特殊3段リーマ
使用チャック:HSK 63A 使用チャック:ISO IT50 シャンク
工具材質:PCD 工具材質:DST
ASG : 切削条件: V(m/min): 100m / min
切削条件: V(m/min): 549m / min N(rpm): 130rpm
N(rpm): 5000rpm f(mm/rev): 1.3mm / rev
加工内容 f(mm/rev): 0.7mm / min 加工内容 F(mm/min): 169mm / min
ワーク材質:AlSi 10 F(mm/min): 3500mm / min ワーク材質:FCD500 切削油:エマルジョン
引張強さ: 切削油:エマルジョン 引張強さ:
メリット メリット
使用機械:M / C 使用機械:M/C
寿命(穴数):- 6km 寿命(穴数):20m
穴径/交差:Φ35H 8 穴径/交差:φ230H7 / φ244H7
切削時間(秒): 切削時間(秒):
要求面精度: φ245H7
仕上げ面精度:Ra 仕上げ面精度:Ra
加工長さ: 要求面精度:
Rz Rz
加工長さ:80 / 20 mm
Dihart _AWB_2007_ek 022 Dihart _AWB_2007_ek 024
Page7
加工実績 加工実績
KOMET-RYOCO KOMET-RYOCO
品名:ステアリング ケース 品名:カムシャフト穴
切削条件 切削条件
使用工具:特殊ガイド付モノマックスリーマ 使用工具:特殊パイロット工具と仕上げ工具
使用チャック:ハイドロチャック 使用チャック: DAH115 芯出しホルダー
工具材質:DST 工具材質:PCD
ASG : 07 切削条件: V(m/min):150~300 m / min
切削条件: V(m/min):180m / min N(rpm): 1225~2450rpm
N(rpm): 6366rpm f(mm/rev): 0.4~0.9mm / rev
加工内容 f(mm/rev): 0.8mm / rev 加工内容 F(mm/min) : 490~2205mm / min
ワーク材質:FCD 500 F(mm/min): 5093mm / min ワーク材質:GK-AlSi9Cu3
引張強さ: 切削油:エマルジョン 引張強さ:
メリット メリット
使用機械:M/C 使用機械:M/C
寿命(穴数):35m 寿命(穴数):
穴径/交差:φ9 H7 穴径/交差:φ26.045H7
切削時間(秒): 切削時間(秒):
要求面精度: 要求面精度:
仕上げ面精度:Ra 0.6 仕上げ面精度:Ra
加工長さ: 加工長さ:
Rz Rz
真直度:0.01mm
Dihart _AWB_2007_ek 025 Dihart _AWB_2007_ek 027
加工実績 加工実績
KOMET-RYOCO KOMET-RYOCO
品名:クラッチ カバー 品名:トランスミッションケース
切削条件 切削条件
使用工具:特殊2枚刃リーマ 使用工具:エキスパンションリーマ
使用チャック:ハイドロチャック 使用チャック:ISO IT50
工具材質:PCD 工具材質:CBN
切削条件: V(m/min):175m / min 切削条件: V(m/min): 250m /min
N(rpm): 4650rpm N(rpm): 1105rpm
f(mm/rev):0.15mm / rev f(mm/rev):1.2mm / rev
加工内容 F(mm/min): 698 mm /min 加工内容 F(mm/min): 1326 mm / min
ワーク材質:GD-AlSi 8 ワーク材質:FC(Grey cast 切削油:エマルジョン
(A iron)〇〇〇〇)
メリット 引張強さ: メリット
引張強さ:
寿命(穴数):6km 寿命(穴数):
使用機械:M / C 使用機械:M/C
切削時間(秒):0.8秒 切削時間(秒):
穴径/交差:12H7 穴径/交差:φ72M6
仕上げ面精度:Ra0.8μm 要求面精度: 仕上げ面精度:Ra1.6μm
要求面精度:
Rz 加工長さ: Rz
加工長さ:9mm
Dihart _AWB_2007_ek 026 Dihart _AWB_2007_ek 028
Page8
加工実績 加工実績
KOMET-RYOCO KOMET-RYOCO
品名:ギヤー サーボブレーキケース 品名: ピストン
切削条件 切削条件
使用工具:特殊4段リーマ 使用工具:特殊2段リーマ
使用チャック:DAH 81 使用チャック:ABS 100(特殊)
工具材質:PCD 工具材質:超硬/DBN
ASG : 11 ASG : 07(特殊)
切削条件: V(m/min) :530m / min 切削条件: V(m/min):120m / min
N(rpm):973rpm N(rpm): 1000min-1
加工内容 f(mm/rev):0.15mm/re 加工内容 f(mm/rev): 1mm / rev
ワーク材質:DIN GD-AlSi9Cu F(mm/min): 6488mm /min ワーク材質:FCD500 F(mm/min): 1000mm /min
(JIS AC4CH) 切削油:エマルジョン 引張強さ:
引張強さ: メリット
切削油:エマルジョン9% メリット
使用機械:M/C
使用機械:M/C 寿命(穴数):3000 個 寿命(穴数):2300 個
穴径/公差:φ38(+0.075/+0.025)
穴径/交差:Φ16E7 φ26F6 切削時間(秒):1.5秒 / 穴 切削時間(秒):1.26 秒 / 穴
要求面精度:
要求面精度:Rz<12 仕上げ面精度:Ra 仕上げ面精度:Ra 3.2
加工長さ:21mm
加工長さ:19 mm Rz 6 Rz
条件:面とOリング溝の仕上げ加
工
取り代(径):1.2mm
Dihart _AWB_2007_ek 029 Dihart _AWB_2007_ek 031
加工実績 加工実績
KOMET-RYOCO KOMET-RYOCO
品名:サーボブレーキ ハウジング 品名: ピストン
切削条件 切削条件
使用工具:特殊2段リーマ 使用工具:特殊2段リーマ
使用チャック: 使用チャック:HSK63 C(特殊)
工具材質:PCD 工具材質:DJC
ASG : 11 ASG : 07/06
切削条件: V(m/min):350m / min 切削条件: V(m/min):74m / min
N(rpm):5863rpm N(rpm): 1400rpm
加工内容 f(mm/rev):0.3 mm / rev 加工内容 f(mm/rev): 1mm / rev
ワーク材質:GD-ALSi12 F(mm/min): 1759mm / min ワーク材質:FCD500 F(mm/min): 1400mm /min
引張強さ: 切削油:エマルジョン 引張強さ:
メリット 切削油:エマルジョン9% メリット
使用機械:M / C 使用機械:M/C
寿命(穴数):5 km 寿命(穴数):2200 個
穴径/交差:φ19M7 穴径/交差:φ17.032(0/-0.012)
切削時間(秒):0.58秒 / 穴 切削時間(秒):0.94 秒 / 穴
要求面精度: φ31.823(0/+0.015)
仕上げ面精度:Ra0.2μm 仕上げ面精度:Ra 1.2
加工長さ:17mm 要求面精度:Ra 1.6
Rz Rz
取り代(径):1mm 加工長さ:22mm
条件:表面と仕上げ加工
Dihart _AWB_2007_ek 030 Dihart _AWB_2007_ek 032
Page9
加工実績 加工実績
KOMET-RYOCO KOMET-RYOCO
品名:ピストン 品名:加熱用部品
切削条件 切削条件
使用工具:特殊2段リーマ 使用工具:特殊ステップリーマ
使用チャック:特殊ホルダー HSK 63C 使用チャック:特殊ホルダー DAH
工具材質: 超硬+コーティング 工具材質:PCD
ASG : 06(face cutting) ASG : 11
切削条件: V(m/min):100m / min 切削条件: V(m/min):130m / min
N(rpm): 840rpm N(rpm): 5800rpm
加工内容 f(mm/rev): 0.8mm / rev 加工内容 f(mm/rev):0.02mm / rev
ワーク材質:FCD500 F(mm/min): 672mm /min ワーク材質:ADC6 F(mm/min): 120mm /min
引張強さ: 切削油:エマルジョン9% メリット 切削油:エマルジョン
M/C M/C (DIN G-AlSi10Mg)
メリット
使用機械:
寿命(穴数):3000個 寿命(穴数):6.5 km
穴径/交差:φ37.7(±0.05 引張強さ:)
切削時間(秒):3.75秒 / 穴
φ49.25 ±0.05 使用機械:特殊NCミーリング機械
切削時間(秒):4 秒 / 穴
( )
仕上げ面精度:Ra 穴径/交差:φ6.95(0 / +0.05) 仕上げ面精度:Ra 0.1
φ50.35(±0.015)
Rz φ7.8(0 / +0.1) Rt 0.68
要求面精度:
42mm 面取り角度:30°加工長さ:
要求面精度:
条件:ピストン穴の粗加工と
カウンター穴の仕上げ加工 加工長さ:6 / 6.5mm
条件:面精度の安定と高寿命
Dihart _AWB_2007_ek 033 Dihart _AWB_2007_ek 035
加工実績 加工実績
KOMET-RYOCO KOMET-RYOCO
品名:ハウジング 品名:シリンダーヘッド
切削条件 切削条件
使用工具:カッテイングリング 使用工具:特殊 ステップリーマ
使用チャック:特殊ホルダー 使用チャック:DAH 81
工具材質: 工具材質:PCD
切削条件: V(m/min):316m / min ASG : 1101
N(rpm): 1600rpm 切削条件: V(m/min):150m / min
f(mm/rev): 1.8mm / rev メリット N(rpm): 1500rpm
F(mm/min): 2880 mm / min 寿命(穴数):129m / 3225個 加工内容 f(mm/rev):0.6mm / rev
加工内容 切削時間(秒):0.85 秒 / 穴 ワーク材質: F(mm/min): 900mm / min
FC250 仕上げ面精度:Ra 0.77 DIN AlSi12CuNiMgワーク材質: 切削油:Blasocut 2000 メリット
引張強さ: Rz 5.4 引張強さ: (水溶性切削液) 寿命(穴数): 2.5km
使用機械:Makino A55 真円度:9.4μm 使用機械:M/C M/C M/C 切削時間(秒):1.4 秒 / 穴
/ φ63(±0.05 切削油:エマルジョン 穴径/交差:φ16(0 / +0.018)穴径 交差: ) 仕上げ面精度:Ra 0.2
要求面精度: 結果:ホーニングの工程が節約
φ32(0 / -0.015)
Rz
可能になりました。 要求面精度:Ra 0.6
加工長さ:40mm 真円度:10μm
加工長さ:20mm
必要条件:コストの減少 同心度:15μm
Dihart _AWB_2007_ek 034 Dihart _AWB_2007_ek 036
Page10
加工実績 加工実績
KOMET-RYOCO KOMET-RYOCO
品名:Deskboy金型 (筆記具入れ用金型) 品名:Bearing cover
切削条件 切削条件
使用工具:PCD エンドミル 使用工具:エンドミル
使用チャック:ISO 40 MAS BT 使用チャック:特殊チャック
工具材質:PCD 工具材質:PCD
切削条件: V(m/min):565m / min Ap/Ae : 2 mm
N(rpm): 10000rpm 切削条件: V(m/min):880m / min
f(mm/rev):0.3mm /rev N(rpm):14000rpm
加工内容 F(mm/min): 3000mm / min f(mm/rev):0.6mm / rev
ワーク材質:アルミ合金 切削油:エマルジョン 加工内容 F(mm/min):8400mm / min
引張強さ:
メリット ワーク材質:アルミ鋳造 切削油:エマルジョン メリット
使用機械:Mazak M / C
寿命(穴数):500 min 引張強さ: 寿命(穴数):2500個 (2m)
穴径/交差:φ18
切削時間(秒): 使用機械:M/C 切削時間(秒):
要求面精度:Ra 0.6
仕上げ面精度:Ra 0.2 穴径/交差:φ20 仕上げ面精度:Ra 0.3
加工長さ:
Rz 要求面精度:Ra 0.4 Rz
条件:同軸度を重視
加工長さ:
希望要求:工具寿命の向上
Dihart _AWB_2007_ek 037 Dihart _AWB_2007_ek 039
加工実績 加工実績
KOMET-RYOCO KOMET-RYOCO
品名:フロントアクセルハウジング 品名:Turbocharger Casing
切削条件 切削条件
使用工具:特殊2段エキスパンションリーマ 使用工具 : モノマックスリーマ
使用チャック:特殊 HSK A 63 AT 3 使用チャック: DAH 81 / ISO IT40
工具材質:DST 工具材質:DJC
切削条件: V(m/min):123m / min ASG : 07
N(rpm): 560rpm 切削条件: V(m/min):115m /min
f(mm/rev): 0.6mm / rev N(rpm): 2900rpm
加工内容 F(mm/min): 336mm / min f(mm/rev):0.6mm / rev
ワーク材質:FCD700 切削油:カストロールエマルジョン6~8% F(mm/min): 1740mm / min
引張強さ:
メリット 切削油:エマルジョン加工内容 メリット
使用機械:M/C
寿命(穴数):61m ワーク材質:DIN GGG-SiMo51 寿命(穴数):230m
穴径/交差: φ54H7 /φ70H7
切削時間(秒):4 秒 / 穴
R 16 引張強さ:
切削時間(秒):0.79 秒 / 穴
要求面精度: z
仕上げ面精度:Ra 使用機械:Okuma M / C 仕上げ面精度:Ra
加工長さ:20.4mm
Rz14 穴径/交差:φ12.67H7 Rz<6.3
条件:工具寿命の向上
要求面精度:
加工長さ:23mm
Dihart _AWB_2007_ek 038 Dihart _AWB_2007_ek 040
Page11
加工実績 加工実績
KOMET-RYOCO KOMET-RYOCO
品名:ジョイント 品名:Front Axle (回転軸)
切削条件 切削条件
使用工具:リーマックス 使用工具:特殊 カッテイングリング
使用チャック:SK 50 / DAH115 使用チャック:特殊ホルダー HSK63A
工具材質:DST 工具材:超硬+TiAlN
ASG : 05 切削条件: V(m/min):220m / min
切削条件: V(m/min):60m / min N(rpm): 845rpm
N(rpm): 600rpm f(mm/rev): 1.2mm / rev
f(mm/rev): 1.0mm /rev F(mm/min): 1014mm / min
F(mm/min): 600mm / min 切削油:エマルジョン
加工内容 切削油:エマルジョン メリット 加工内容 メリット
ワーク材質:S30C 寿命(穴数):120m ワーク材質:FCD400 寿命(穴数):800 個
引張強さ: 切削時間(秒):2.5 秒 引張強さ: 切削時間(秒):3 .4 秒
使用機械: 仕上げ面精度:Ra 使用機械: M/C(2 スピンドル) 仕上げ面精度:Ra 1.2
穴径/交差:φ32H7 Rz 3.6 穴径/交差:φ83(±0.003) Rz
要求面精度:
要求面精度:
加工長さ:22mm
加工長さ:42mm
Dihart _AWB_2007_ek 041 Dihart _AWB_2007_ek 043
加工実績 加工実績
KOMET-RYOCO KOMET-RYOCO
品名:Heat exchanger (熱交換器) 品名:Case for tractor
切削条件 切削条件
使用工具:ラピットリーマ 使用工具:特殊エキスパンション リーマ(ガイド
付)
使用チャック:ハイドロチャック SK50
DST 使用チャック:特殊ホルダー DAH 115 / SK50工具材質:
ASG : 05 工具材質:超硬+TiAlN
: V m/min) 150m / min 切削条件: V(m/min):75m / min切削条件 ( :
N(rpm): 2475rpm N(rpm):280rpm
加工内容 f(mm/rev): 1.35mm /rev 加工内容 f(mm/rev):1.5mm / rev
ワーク材質:P265GH F(mm/min): 3340 mm / min ワーク材質:FC25 F(mm/min): 420mm / min
boiler plate 切削油:エマルジョン切削油:エマルジョン 引張強さ:メリット メリット
引張強さ: 使用機械:縦型M/C
寿命(穴数):1700穴 寿命(穴数):
使用機械: 穴径/交差:φ85(+0.035)
切削時間(秒): 切削時間(秒):20.8秒
穴径/交差:φ19.3(±0.05) 要求面精度:
仕上げ面精度:Ra 仕上げ面精度:Ra 3.2
要求面精度: 加工長さ:146mm
Rz 5 Rz
加工長さ:85mm
Dihart _AWB_2007_ek 042 Dihart _AWB_2007_ek 044
Page12
加工実績 加工実績
KOMET-RYOCO KOMET-RYOCO
品名:Brake caliper 品名:カムシャフト軸穴
切削条件 切削条件
使用工具:リーマックス 使用工具:特殊リーマ(パイロット用/仕上げガイド付用)
使用チャック:ハイドロチャック HSK63A 使用チャック:特殊ホルダー HSK 63A
工具材質:DST 工具材質:PCD
ASG : 07 Pilot Finishing
切削条件: V(m/min):170m / min 切削条件: V(m/min): 80 250
N(rpm):3000rpm N(rpm): 1000 3200
加工内容 f(mm/rev):1.0mm / rev 加工内容 f(mm/rev): 0.6 0.6
ワーク材質:FCD550 F(mm/min):3000mm/min ワーク材質:GK AlSi F(mm/min): 600 1950
引張強さ: 引張強さ:
メリット 切削油:エマルジョン メリット
使用機械:M/C 使用機械:M/C
寿命(穴数):180m / 4285穴 寿命(穴数):
穴径/交差:φ18.05(0 / +0.04) 穴径/交差:φ25.05(0/-0.01)
切削時間(秒):0.52 秒 / 穴 切削時間(秒):20 秒/1 個
要求面精度:Ra 1.6 要求面精度:
仕上げ面精度:Ra1.6 仕上げ面精度:Ra
加工長さ:42mm 加工長さ:20mm(合計400mm)
Rz Rz
加工後の工具戻り速度10mmin
結果:加工バリ無し。
Dihart _AWB_2007_ek 045 Dihart _AWB_2007_ek 047
加工実績 加工実績
KOMET-RYOCO KOMET-RYOCO
品名:Cylinder head, valve seat and guide 品名:フォームプレート
切削条件 切削条件
使用工具:特殊2段リーマ 使用工具:リーマックス
使用チャック:HSK 63A 使用チャック:DAHハイドロチャック DAH81
工具材質:PCD 工具材質:DST
Guide Seat ASG : 05
切削条件: V(m/min): 70 95 切削条件: V(m/min):60m/min-2
N(rpm): 4000 1100 N(rpm):545rpm
加工内容 f(mm/rev): 0.35 0.11 加工内容 f(mm/rev):0.8mm/rev
ワーク材質:Guide: 真鍮 F(mm/min):1400 110 ワーク材質:XAR400(スチール系) F(mm/min):440mm/min
Seat: 焼結金属 切削油:エマルジョン 引張強さ:1200~1500N/mm2メリット メリット
引張強さ: 使用機械:M/C
寿命(穴数): 寿命(穴数):25m
使用機械:M/C 穴径/交差:φ35H7
切削時間(秒): 切削時間(秒):5 秒/ 1 穴
穴径/交差:φ5.509 / φ27.5 要求面精度:
Guide Seat 仕上げ面精度:Ra
要求面精度: 加工長さ:30mm
仕上げ面精度:Ra 0.15 0.18 Rz 5
加工長さ:30mm 下孔径:φ34.8
Rz
真円度: 1μm 10μm
円筒度: 2μm
Dihart _AWB_2007_ek 046 Dihart _AWB_2007_ek 048
Page13
加工実績 加工実績
KOMET-RYOCO KOMET-RYOCO
品名:CF-Housing 品名:シリンダーブロック
切削条件 切削条件
使用工具:リーマックス 使用工具:リーマックス
使用チャック:ハイドロチャック HSK 63A 使用チャック:特殊ホルダー SK40
工具材質:超硬 工具材質:超硬+ DBG
ASG : 01 ASG : 07
切削条件: V(m/min):300m/min 切削条件: V(m/min):160m/min
N(rpm):5300rpm N(rpm):3640rpm
加工内容 f(mm/rev):0.8mm/rev 加工内容 f(mm/rev):0.8mm
ワーク材質:AC4 CH F(mm/min):4240mm/min ワーク材質:FC250 F(mm/min):2912mm/min
(DIN GD AlSi9Cu3) 切削油:エマルジョン メリット (DIN EN-GJL-250) メリット
引張強さ: 引張強さ:
寿命(穴数):1000m 寿命(穴数):60m
使用機械:M/C 使用機械:M/C
切削時間(秒):0.51 秒/ 穴 切削時間(秒):0.37 秒
穴径/交差:18E7 穴径/交差:φ14H7
仕上げ面精度:Ra 仕上げ面精度:Ra2.3
要求面精度:Rz 12 要求面精度:Ra3.2
Rz 6 Rz
加工長さ:36mm 加工長さ:18mm
取り代(径):0.15mm 条件:80,000 個/年
Dihart _AWB_2007_ek 049 Dihart _AWB_2007_ek 051
加工実績 加工実績
KOMET-RYOCO KOMET-RYOCO
品名:ギヤーケース 品名:ロール
切削条件 切削条件
使用工具:特殊2段カッテイングリーマ 使用工具:モノマックス
使用チャック:HSK63 使用チャック:ハイドロチャック
工具材質:DST 工具材質:DST
ASG : 08 ASG : 09
切削条件: V(m/min):180m/min St52 FCD100
N(rpm): 切削条件: V(m/min); 120m/min 90m/min
加工内容 f(mm/rev):1.2mm/rev 加工内容 N(rpm): メリット
ワーク材質:FCD F(mm/min) メリット: ワーク材質:St52 f(mm/rev):0.9mm/rev 0.9mm/rev 寿命(穴数):42.5m
引張強さ: 寿命(穴数): FCD100 F(mm/min): 切削時間(秒):
使用機械:M/C 切削時間(秒): 引張強さ: 仕上げ面精度:St52 Ra0.4
穴径/交差:φ100J7/φ80J7 仕上げ面精度:Ra 1.8 使用機械:Mazak M/C
要求面精度: Rz / φ15 7 FCD100 Ra1.2穴径 交差: H
加工長さ: 加工時間:1個のワークが106秒 要求面精度:1.6
条件:生産性の向上 短縮されました
1本リーマで2つの材質が加工
加工長さ:16mm
が可能になり、加工時間の短縮
加工時間の短縮 につながる。
Dihart _AWB_2007_ek 050 Dihart _AWB_2007_ek 052
Page14
加工実績 加工実績
KOMET-RYOCO KOMET-RYOCO
品名:クラッチフォーク 品名:ギヤーボックスカバー
切削条件 切削条件
使用工具:リーマックス TS 使用工具:特殊リーマ 6枚刃
使用チャック:ハイドロチャック 使用チャック:モブロック ツールソリッド
工具材質:DST 工具材質:PCD
ASG : 07 ASG : 1101
切削条件: V(m/min):150m/min 切削条件: V(m/min):110/116
N(rpm):1400min-1 N(rpm):600
加工内容 f(mm/rev):1.2mm/rev 加工内容 f(mm/rev):1.0
ワーク材質:FCD600 F(mm/min):1680mm/min ワーク材質:ADC10 F(mm/min):600
引張強さ: (DIN GD-AlSi9Cu)
メリット メリット
使用機械:森精機 MH 40 引張強さ:
寿命(穴数):120 m(1,820 個) 寿命(穴数):
穴径/交差:34H6 使用機械:
切削時間(秒):2.3 秒 切削時間(秒): 3s/2 穴
要求面精度:Ra3.2 穴径/交差:φ58 N6/φ62 N6
仕上げ面精度:Ra1.8 仕上げ面精度:Ra0.3
加工長さ:66mm 要求面精度:Ra 0.8
Rz Rz
加工長さ:23mm
Dihart _AWB_2007_ek 053 Dihart _AWB_2007_ek 055
加工実績 加工実績
KOMET-RYOCO KOMET-RYOCO
品名: 品名:Application
切削条件 切削条件
使用工具:モノマックス(スパイラル刃) 使用工具:PCD リーマ
使用チャック:ハイドロチャック 使用チャック:ハイロドチャック
工具材質:超硬+TiN 工具材質:PCD
ASG : 05 ASG : facecut
切削条件: V(m/min):80m/min 切削条件: V(m/min):163
N(rpm): N(rpm):6500 メリット
加工内容 f(mm/rev):0.84mm/rev f(mm/rev):0.1
寿命(穴数):80000穴/ 2Km
ワーク材質:40 CrMnMoS8 6 F(mm/min): 加工内容 F(mm/min):650
切削時間(秒):2.2秒
引張強さ:1080N/mm2
メリット ワーク材質:アルミ材 仕上げ面精度:Ra : 0.6-1.1
使用機械:DM1250
寿命(穴数):35m 引張強さ: Rz
(ドイツの工作機械)
切削時間(秒):8秒 使用機械:BAZ 切削時間は他社製品より
穴径/交差:φ20H9
仕上げ面精度:Ra 穴径/交差:φ8 H8 50%早くなる。
要求面精度:Rz 4
Rz3.0 要求面精度:Ra max 1.6 寿命は約4倍に伸びました
加工長さ:140mm
加工長さ:24mm
*加工径の安定
Dihart _AWB_2007_ek 054 Dihart _AWB_2007_ek 056
Page15
加工実績 加工実績
KOMET-RYOCO KOMET-RYOCO
品名:コントロールパネル 品名:バルブ穴
切削条件 切削条件
使用工具:特殊2段リーマ 使用工具:PCDリーマ4枚刃(ソリッドカーバイド)
(モノマックス/カッテイングリング) 使用チャック:HSK A 63
使用チャック:特殊オルダー 工具材質:PCD
アダプター HSK100A 切削条件: V(m/min):549
工具材質:DST N(rpm):5000
ASG : 09 f(mm/rev):0.7
加工内容 φ14 φ75 メリット 加工内容 F(mm/min):3500
ワーク材質:STKM12A相当品 切削条件: V(m/min): 120 150 寿命(穴数):180m ワーク材質:AlSi<10 切削油:水溶性(エマルジョン)
引張強さ: N(rpm): 2728 636 切削時間(秒): 引張強さ: メリット
使用機械:YASUDA M/C f(mm/rev): 0.9 1.5 仕上げ面精度:Ra 1.6μm 使用機械:M/C
寿命(穴数):~5Km
穴径/交差:φ14 H7 / φ75 H7 F(mm/min):2475 954 Rz 穴径/交差:φ35H8
切削時間(秒):
要求面精度:Ra 3.2 切削油:エマルジョン 8% 要求面精度:
仕上げ面精度:Ra
加工長さ:15mm 加工長さ:
Rz
Dihart _AWB_2007_ek 057 Dihart _AWB_2007_ek 059
加工実績 加工実績
KOMET-RYOCO KOMET-RYOCO
品名:ギヤーケース 品名:黄銅 リーマ加工
切削条件 切削条件
使用工具:カッテイングリング 使用工具:リーマックスリーマ
使用チャック:ABS63 / DAH115 使用チャック:
工具材質:DST 工具材質:DST
ASG : 07 切削条件: V(m/min):200
切削条件: V(m/min):160m/min N(rpm):3800
N(rpm):565rpm f(mm/rev):1.0
f(mm/rev):2.00mm 加工内容 F(mm/min):3800
加工内容 F(mm/min):1130mm/min ワーク材質:C4621P(黄銅)
FCD400 (ネーバル黄銅)ワーク材質: メリット メリット
引張強さ:
引張強さ: 寿命(穴数):1100個
使用機械:
使用機械:N/C 他社 DST切削時間(秒):4s
/ φ90 K6 穴径/交差:φ16.6H7 寿 命 1000穴 5000穴 5倍穴径 交差: 仕上げ面精度:Ra
加工時間 13秒 1秒 1秒に短縮
要求面精度:Rz 要求面精度:<16 Rz 14
80mm 加工長さ:18×2=36mm加工長さ:
加工穴数:48×5=240穴
Dihart _AWB_2007_ek 058 Dihart _AWB_2007_ek 060
Page16
加工実績 加工実績
KOMET-RYOCO KOMET-RYOCO
品名:SS400P リーマ加工 品名:ピストンシリンダー
切削条件 切削条件 メリット
使用工具:リーマックスリーマ 寿命(穴数):加工続行中使用工具:Remax TS
使用チャック: 切削時間(秒):32.4秒
使用チャック:BT40-SZF25-120 (9穴正味切削時間)
工具材質:DST
工具材質:DST 仕上げ面精度:Ra=0.3
切削条件: V(m/min):150
工具寸法:φ21.5±0.005 円筒度:0.003 N(rpm):2800
f(mm/rev):1.0 切削条件: V(m/min):150m/min
加工内容 F(mm/min):2800 加工内容 N(rpm):2220rpm
ワーク材質:SS400P(低炭素 ワーク材質:FCD600 f(mm/rev):0.30mm/rev
鋼)
(DIN:1.0042) メリット 引張強さ: F(mm/min):670mm/min
引張強さ:400~510 N/m㎡ 寿命(穴数):60m 使用機械:M/C 横型
メリット
使用機械: 切削時間(秒):1.5(1穴) 穴径/交差:φ21.5
穴径/交差:φ16.6 H7 DST 使他用社 に よDSりT加工時間
(0/+0.015)
寿 命 1000穴 1500穴 1.5倍
要求面精度: が17秒から
加1工.5時秒間に短1縮7秒 1 . 5秒され1ま.5秒しに 要求面精度:Ra 0.6加工長さ:18×2=36mm た短。縮
加工長さ:40mm
加工穴数:48×5=240穴
Dihart _AWB_2007_ek 061 Dihart _AWB_2007_ek 063
加工実績 加工実績
KOMET-RYOCO KOMET-RYOCO
品名:Hydraulicblock 品名:SS400 リーマ加工
切削条件 34 切削条件
使用工具:リーマックス TS 使用工具:Reamax TS
使用チャック:特殊ホルダー 33 工 程: 1) ドリル加工 φ18.0使用チャック:
工具材質:DST(Cermet) 2) エンドミル加工 φ18.5φ19H7 Φ11.0 工具材質:DST
ASG : 07 3) エンドミル加工 φ18.7ASG:07
切削条件: V(m/min):150m/min 4) リーマ加工 φ19.0 H7切削条件: V(m/min):150m/min
N(rpm):1368rpm N(rpm):2514rpm
加工内容 f(mm/rev):1.2mm/rev 加工内容 f(mm/rev):0.9mm/rev
ワーク材質: F(mm/min):1230mm/min ワーク材質:SS400 F(mm/min):2263mm/min
引張強さ:
メリット 引張強さ: 切削油:油性(外部給油) メリット
使用機械:
450m 1,880 使用機械:縦型M/C寿命(穴数): ( 個) 寿命(穴数):継続中
穴径/交差:
( 穴径/交差φ19.0 H7上記寿命は途中経過です) 切削時間(秒):
要求面精度: 要求面精度:Ra0.8
切削時間(秒): 仕上げ面精度:Ra0.4
加工長さ:
仕上げ面精度:Ra 加工長さ:33mm
Rz9μm
許容公差:公差内でOKがとれま
した。
Dihart _AWB_2007_ek 062 Dihart _AWB_2007_ek 064
Page17
加工実績 加工実績
KOMET-RYOCO
品名:ケーシング 弁座と弁案内
切削条件 切削条件
使用工具:リーマックスTS 使用工具: 特殊2段リーマ
使用チャック:HSK63 特殊ホルダー 使用ホルダー: HSK A 63
工具材質:DJC リーマ材質: PCD
ASG : 07 ASG: 11
切削条件: V(m/min):140m/min 切削条件: Vc(m/min): 172m/min
N(rpm):1485rpm n(min-1):5000 min-1 メリット
加工内容 f(mm/rev):1.2mm/rev Challenge f(mm/rev):0.2 mm/rev 寿命:up to 7 km
ワーク材質:FCD600 F(mm/min):1785 Vf(mm/min):1000 mm/min 正味切削時間:3.3秒
引張強さ:600N/mm2 加工内容
メリット 面精度: Ra 0.5
使用機械:トランスファーマシン
寿命(穴数):4500 円筒度: 3 µm個
穴径/交差:φ30 H8 ワーク材質:AlSi
180m Transfer Line 真円度: 2 µm切削長さ: 使用機械:
要求面精度:<Rz10
拡大回数:4回 寸法/公差: φ11+33.15H7
加工長さ:40mm 加工長さ:40+11mm
切削時間(秒):
要求面精度:Ra 0.8
仕上げ面精度:Ra
Rz10
結果:他社1000個
Dihart _AWB_2007_ek 065 Dihart _AWB_2007_ek 067
加工実績 加工実績
KOMET-RYOCO KOMET-RYOCO
品名:ボルスター ステアリング ケース
150 切削条件 切削条件
使用工具:ラピットリーマ 使用工具:特殊リーマ
120 使用チャック:BT50XS25 使用ホルダー:特殊ホルダー
工具材質:超硬+TINコーティング リーマ材質:PCD
切削条件: V(m/min):110m/min ASG: 1101
N(rpm):1000rpm 切削条件:
40
f(mm/rev):0.15mm/rev Vc(m/min): 150 m/min
–1
F(mm/min):150mm/min 加工内容 N(min ): 3000 min
-1
Customers benefit
4-φ35.0H7 f(mm/rev): 0.2 mm/min
切削油:水溶性(内部給油) ワーク材質: AlSi9Cu3 Vf(mm/min):1000 mm/min 正味切削時間: 1.3秒
使用機械: マザック
メリット 面精度: Rz 5加工内容 FH-6000
ワーク材質:S50C 寿命(穴数):継続中 穴径/公差: 16 H9
引張強さ: 切削時間(秒): 45° 面取り
OKK M/C 仕上げ面精度:良好 加工長さ: 22 mm使用機械: 縦型
VM900 要求面精度: Rz 16
穴径/交差:φ35.0 HT
要求面精度:
加工長さ:40mm
Dihart _AWB_2007_ek 066 Dihart _AWB_2007_ek 068
Page18
加工実績 加工実績
KOMET-RYOCO KOMET-RYOCO
エンジン ブロック ピローブロック
切削条件 切削条件
Tool :カッティングリング 使用工具: 特殊リーマ PCD
使用ホルダー: DAH 特殊ホルダー 使用ホルダー: DAH
リーマ材質: DJC リーマ材質: PCD
ASG: 07 (1 x 30°) ASG: 11
切削条件: Vc : 75 m/min 切削条件: Vc :150 m/min
n : 125 min-1 n : 1591 min-1
f メリット メリット : 2.0 mm/rev
加工内容 加工内容 f : 0.60 mm/revVf : 250 mm/min 正味切削時間:20秒 Vf :955 mm/min 寿命: 65000 個
Material: FCD500 (φ186+φ189) ワーク材質: ADC12 正味切削時間:10.5s
Machine: 面精度: Rz 12 使用機械: マキノ A77 面精度: Rz 4
Diameter:186 H6 /189 H6 穴径/公差: 30 F7
加工長さ:40 / 40 mm 加工長さ: 167mm
要求面精度: Rt 16 要求面精度: Rz< 6.3
Dihart _AWB_2007_ek 069 Dihart _AWB_2007_ek 071
加工実績 Dihart Application 27
KOMET-RYOCO KOMET-RYOCO
ギヤー ケース Vacuum-box for brakeforce-strengthener
切削条件 Solution
使用工具: 標準 PCDリーマ Tool: PCD milling cutter
使用ホルダー: DAH-ハイドロチャック Tool concept: Monobloc tool
リーマ材質: PCD heat shrinked
ASG: 1101 Cutting
: Vc 590 m/min material: PCD切削条件 :
n : 8000 n-1 ASG: special geometry
f メリット : 0.36 mm/rev Challenge Cutting data's: Vc 1000 m/min
Customers benefit
加工内容 Vf : 2880 mm/min 寿命: 1 km n 12732 n-1 Tool life: 2500 parts
ワーク材質:ADC10 正味切削時間: 0.9秒 ワーク材質: GDALSi12 f 0.60 mm Prime time: 1 s
(DIN GD-AlSi9Cu3) Vf 11460 mm/min
面精度: Ra 0.12–0.14 使用機械:M/C Surface: Rz 5.1
使用機械: マキノ A77 穴径/公差: φ 25
穴径/公差: 16,05 H8 0/+0.05
加工長さ: 44 mm 加工長さ: 25mm
要求面精度: Rz < 6.3
Dihart _AWB_2007_ek 070 Dihart _AWB_2007_ek 072
Page19
加工実績 加工実績
KOMET-RYOCO KOMET-RYOCO
トラック リヤー ケース シリンダー
切削条件 切削条件
使用工具:カッティングリング 使用工具:特殊リーマ(フェース切刃つき)
2段式 使用ホルダー: ハイドロチャック
使用ホルダー:特殊ホルダー DAH115 リーマ材質: PCD
リーマ材質.: DST ASG: 11 特殊ブレーカ付
ASG: 07 切削条件: Vc :90 m/min
切削条件: Vc :250 m/min n :1020 min-1
n : 795 min-1 メリット f : 0.80 mm/rev Customers benefit
加工内容 f : 2.20 mm/min 寿命: 1050 m = 600 min. 加工内容 Vf :820 mm/min 寿命: 22000
ワーク材質: FCD500 Vf :1750 mm/min 正味切削時間:6 秒 ワーク材質: AlMgSi0.5 正味切削時間:6.96 秒
Machine: 面精度:Ra 1.6 使用機械: Makaz 面精度: Rz 2
穴径/公差: 100.02 E8 穴径/公差: 28 H7
102.52 E8 加工長さ: 95 mm
加工長さ: 149/30 要求面精度: Rz < 6.3
面精度: Rz 3.2
Dihart _AWB_2007_ek 073 Dihart _AWB_2007_ek 075
加工実績 加工実績
KOMET-RYOCO KOMET-RYOCO
バブルシリンダーロック クランプ プレート
切削条件 切削条件
使用工具:ラピッドリーマ 使用工具: カッテイングリング
特殊ホルダー: 特殊ラピッドホルダー 使用ホルダー: カッテイングリングホルダー
リーマ材質: HM DAH 115
ASG: 04 リーマ材質: DST
切削条件: Vc : 47 m/min ASG: 07
n : 1150 min-1 メリット 切削条件: Vc :150 m/min メリット
加工内容 f : 0.5 mm/rev 加工内容 n : 260 min
-1
Vf 575 mm/min 寿命: 100000 bores f : 1.50 mm/rev 寿命: 150 穴
ワーク材質: 真鍮 MS58 = 5 km ワーク材質: FCD400 Vf : 385 mm/min 正味切削時間:64秒
(JIS3250 C3771) 正味切削時間: 5 秒 使用機械:M/C 面精度: Ra 1.2
使用機械: マキノ 面精度: Ra 0.5 穴径/公差: 185 H7
穴径/公差: φ13 加工長さ: 410 mm
+0.058/+0.065 要求面精度: Ra 1.6
加工長さ: 50 mm
要求面精度: Ra 1.6
Dihart _AWB_2007_ek 074 Dihart _AWB_2007_ek 076
Page20
加工実績 加工実績
KOMET-RYOCO KOMET-RYOCO
圧縮器 クランク ケース
切削条件
切削条件
使用工具:モノマックスリーマ(一体型式) 使用工具: 特殊カッテイングリング
使用ホルダー:DAH 115 使用ホルダー: 特殊ホルダー SK50
リーマ材質: PCD リーマ材質: DST
ASG: 11 ASG: 07
切削条件: Vc :450 m/min 切削条件: Vc :100 m/min
n : 4500 min-1 メリット n : 178 min
-1
f : 0.36 mm/rev 加工内容 f : 1.56 mm/rev
Vf :1620 mm/min 寿命: 100000 穴(3100m) Vf :277 mm/min
加工内容 正味切削時間:1.1 秒 ワーク材質: FCD250 (Block)
ワーク材質: GD-AISi5Ni5 面精度: Ra 0.2 FCD400 (Step)
(DIN) 使用機械: Kolb Cubimat
: 穴径/公差: 179 H6 使用機械 マザック
/ : 32 0-0.02 加工長さ: 9 Steps 50mm穴径 公差
加工長さ: 31 mm (Step ) メリット
加工長さ: 215mm
要求面精度: Rz < 0.4
要求面精度: Rz 6.3 寿命: 7 parts
面精度: Rz 4.5 – 6
ボーリングに比べ4倍速く加
工が可能になる
Dihart _AWB_2007_ek 077 Dihart _AWB_2007_ek 079
加工実績 加工実績
KOMET-RYOCO KOMET-RYOCO
Belt tensioner ケース
切削条件 切削条件
使用工具:PCD リーマ 使用工具:特殊リーマ (ヘッド 570.22.085)
使用ホルダー: (ヘッド交換式/パイロット付) 芯出しホルダー
VDI 16 パイリット付545.91.1475 DAH81
リーマ材質: PCD
ASG: 11 (0.7 x 30°) リーマ材質: DBG
ASG: 16
切削条件: Vc :106 m/min 加工内容
加工長さ n : 2000 min-1 切削条件:
f : 0.48 mm/rev ワーク材質: FC250 パイロット: 仕上: Customers benefit
ワーク材質:ADC10 Vf :960 mm/min FCD400 Vc : 150m/min 80m/min 寿命: 継続中
(DIN GD-AlSi9Cu3) メリット 使用機械: n :1910 min-1 1019 min-1
: 穴径/公差: 25.4 使用機械 f : 0.4 mm/rev 0.4 mm/rev
面精度: R 6 – 7
正味切削時間:2秒/1穴 +0.010 /
/ : 17 H7 Vf : 764 mm/min 407 mm/min
正味切削時間:仕上げ
穴径 公差
面精度: Rz 1.85 -0.011 3.7秒/1穴
加工長さ: 31 mm Ra 0.31 加工長さ :3X25mm Geometry:以前より円筒度が
(2ライン) 正確に仕上られた
ワーク長さ: 216mm 追記:CPK1.33
面精度: R 6.3
年間生産数: 66’000個
Dihart _AWB_2007_ek 078 Dihart _AWB_2007_ek 080