このカタログをダウンロードして
すべてを見る



タングレスインサートの機能と効果、評価
タングレスインサートの特長を機械設計誌に寄稿資料として掲載いただきました。
実際におこなった試験データを公開し、その機能性を評価、検証しています。
1.直タップとタングレスインサート挿入後にボルトが破断する降伏軸力の比較資料
2.タングレスインサート挿入後の振動試験評価結果
関連メディア
このカタログについて
| ドキュメント名 | めねじ補強に関する タングレスインサートの役割 |
|---|---|
| ドキュメント種別 | ホワイトペーパー |
| ファイルサイズ | 419.4Kb |
| 関連製品 | |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社アキュレイト (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ



このカタログの内容
Page1
めねじ補強に関する
タングレスインサートの役割
アキュレイト 佐藤 隆
*さとう たかし:品質保証部 マネージャー
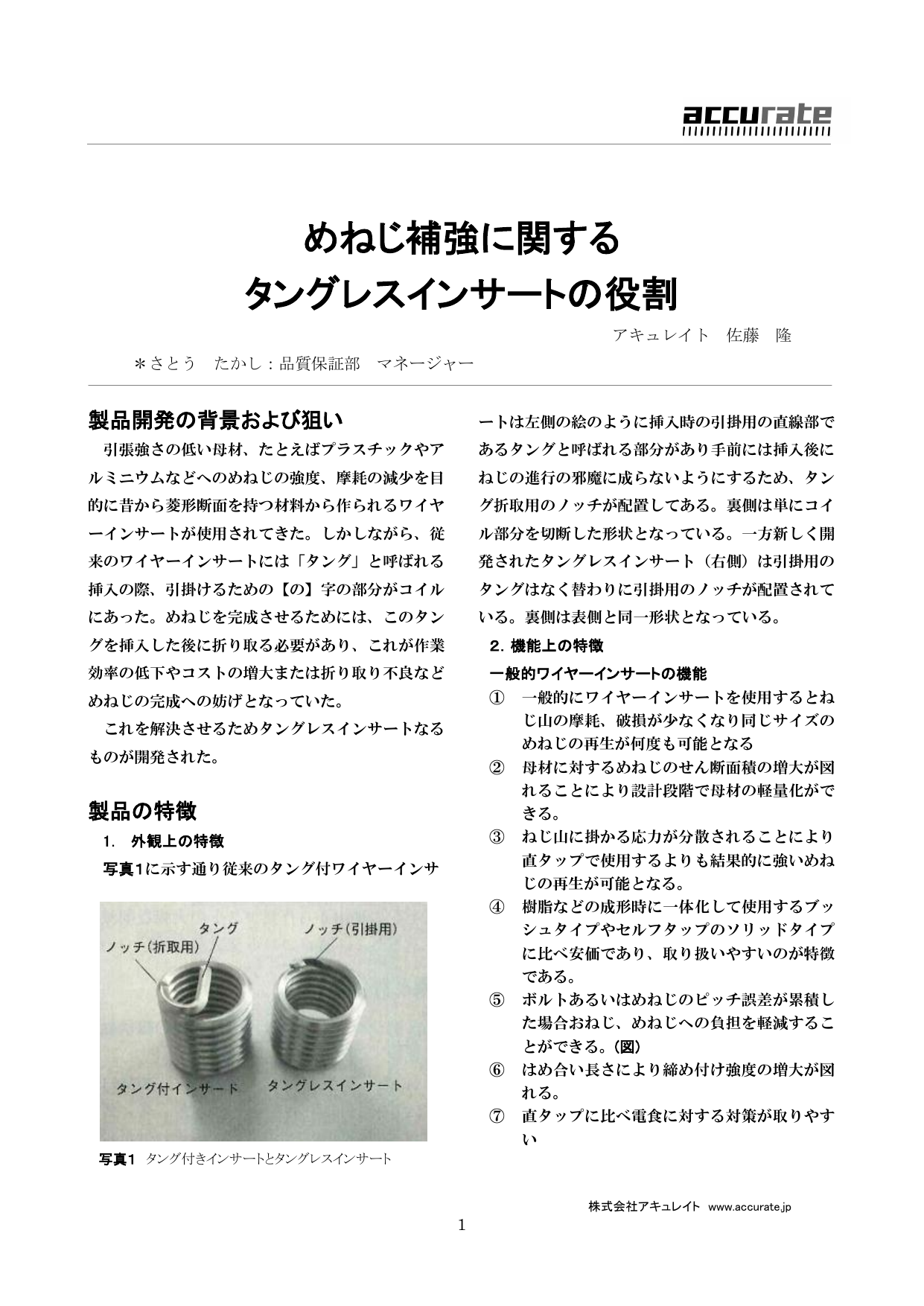
製品開発の背景および狙い ートは左側の絵のように挿入時の引掛用の直線部で
引張強さの低い母材、たとえばプラスチックやア あるタングと呼ばれる部分があり手前には挿入後に
ルミニウムなどへのめねじの強度、摩耗の減少を目 ねじの進行の邪魔に成らないようにするため、タン
的に昔から菱形断面を持つ材料から作られるワイヤ グ折取用のノッチが配置してある。裏側は単にコイ
ーインサートが使用されてきた。しかしながら、従 ル部分を切断した形状となっている。一方新しく開
来のワイヤーインサートには「タング」と呼ばれる 発されたタングレスインサート(右側)は引掛用の
挿入の際、引掛けるための【の】字の部分がコイル タングはなく替わりに引掛用のノッチが配置されて
にあった。めねじを完成させるためには、このタン いる。裏側は表側と同一形状となっている。
グを挿入した後に折り取る必要があり、これが作業 2.機能上の特徴
効率の低下やコストの増大または折り取り丌良など 一般的ワイヤーインサートの機能
めねじの完成への妨げとなっていた。 ① 一般的にワイヤーインサートを使用するとね
じ山の摩耗、破損が少なくなり同じサイズの
これを解決させるためタングレスインサートなる
めねじの再生が何度も可能となる
ものが開発された。
② 母材に対するめねじのせん断面積の増大が図
れることにより設計段階で母材の軽量化がで
製品の特徴 きる。
1. 外観上の特徴 ③ ねじ山に掛かる応力が分散されることにより
直タップで使用するよりも結果的に強いめね
写真1に示す通り従来のタング付ワイヤーインサ
じの再生が可能となる。
④ 樹脂などの成形時に一体化して使用するブッ
シュタイプやセルフタップのソリッドタイプ
に比べ安価であり、取り扱いやすいのが特徴
である。
⑤ ボルトあるいはめねじのピッチ誤差が累積し
た場合おねじ、めねじへの負担を軽減するこ
とができる。(図)
⑥ はめ合い長さにより締め付け強度の増大が図
れる。
⑦ 直タップに比べ電食に対する対策が取りやす
い
写真1 タング付きインサートとタングレスインサート
株式会社アキュレイト www.accurate.jp
1
Page2
タングレスインサートの追加機能 は可能であるが、時間が掛かるとともにイン
① タングレスインサートにタングがないという サート、母材ともにダメージを受けてしまい、
ところから来るメリットとしてタングを折り インサートは再使用丌可能となる。タングレ
取る必要がないということが一番大きい。こ スインサートではインサートおよび母材にキ
れにより折り取りの時間が削減されることは ズ一つ不えず抜き取りが可能となる。再使用
言うまでもないが折り取ったタングを探す手 も可能である。このことは、もしインサート
間、あるいは折り取りミスを確認するため、 を深く挿入しすぎた場合も簡単に適正深さま
挿入した後とタングの数を照合したりする手 で修正できることも意味する。
間もなくなる。 ④ 上記の理由から作業コストの大幅な削減が見
② タングレスインサートには裏と表がない。つ 込まれる。従来コスト比試算(1/3~1/4)
まり方向性がないということになり、どちら
側からも挿入できることになる。これは挿入 効果と評価
するたびに方向の確認をする必要がなくなり 1. 直タップとインサート挿入後の降伏軸力の比較
コストの削減になるとともに間違いの防止に 母材 AL5052(215N/㎜ 2)、ボルト SCM435(度 12.9)
もつながる。 を使用した直タップのとき、タングレスインサー
③ タングレスインサートの裏と表が同じ形状で トを使用したときのそれぞれでボルトが破断する
あるということから来るもう一つのメリット までの軸力を実験した結果を表1に示す。
として抜き取りも簡単に行なえるということ
がある。タング付のインサートでも抜き取り
株式会社アキュレイト www.accurate.jp
2
Page3
ルトの締め付けによって実験を行った。
2. インサート挿入具の振動試験に対する評価結
果
近年、締結体に対する緩みの事故などが問題にな
っており振動に対するねじの緩み対策も重要な要
素となっている。今回の実験においてタングレス
インサートを挿入し、実際どの位の緩みが発生す
るかを調査した。
それぞれめねじとおねじの噛み合う長さをねじ (1)試験条件:掃引テスト
外径の 1.5 倍として設定した。降伏時の軸力の値は a)周波数範囲(3axis)⇒5Hz~2000Hz
それ程変化はないと言える。 b)加速度レベル(3axis)⇒5Hz~14Hz 2.54mm
M2.5~M6 までは微量ではあるがインサート挿入 14Hz~23Hz 1G
後の方が降伏軸力は高くなっている。M8~M12 の 23Hz~104Hz 0.91mm
間では明らかにインサート挿入後の軸力は高くなっ 104Hz~2000Hz 20G
ている。 c)試験時間(3axis)⇒各軸(X,Y,Z)において
これはねじに掛かる締め付け応力がインサートの 1 時間ずつ
フレシキブルな動きによって分散されたためボルト d)掃引方法(3axis)⇒Log(対数掃引)
の降伏までの強度が増したものと考えられる。 e)振動波⇒サイン波
M6以下のサイズの試験には引張試験機を使用し、 f)変位・曲線⇒二重振幅 0.1inch(2.54mm)・Via(20G)
M8 以上はロードセル(100KN MAX)を使用しボ (2)試験内容 取付状況などは写真 2 示すような
方法で行った。
株式会社アキュレイト www.accurate.jp
3
Page4
表2 トルクの比較
アロジン処理(95AG~Y)
サイズ 締め付けトルク(kgf・cm)、N 緩めトルク(kgf・cm)、N
ステンレス 黄銅 ステンレス 黄銅
実施トルク 実施トルク
M2.5 (4.0), 39 (3.0), 29 (4.0-4.5), 39-44 (3-3.5), 29-34
M3 (6.5), 64 (5.5), 54 (5.5-6.0), 54-59 (4.5), 44
M4 (15.5), 152 (12.5), 123 (12-13), 118-127 (11-11.5), 108-113
M5 (32.0), 314 (25.5), 250 (25-25.5), 245-250 (17.5-18), 172-177
M6 (54.0), 530 (39.5), 387 (42-46), 412-451 (29-32), 284-314
M8 (132), 1294 (96.5), 946 (105-110), 1030-1079 (65-80), 637-785
表 3 試験後のインサートの動き
アロジン処理(95AG~Y) 共回り、共抜けの許容範囲は±45°とする。
ステンレス 黄銅
共回り方向(-) 共抜け方向(+) 共回り方向(-) 共抜け方向(+)
M2.5 2~3° 0° 2° 0°
M3 3° 1° 0° 0°
M4 0° 0° 0° 0°
M5 1° 0° 0° 0°
M6 2° 0° 0° 0°
M8 3° 1° 0° 1°
試験条件の印加は試験治具(Ch1Resp)ピックアップ 測定(角度)
の出力により制御した。 (10)検証方法
(3)試験機器 振動試験中のデジタルカメラ、ビデオ撮影、実
振動試験装置 VS-032-180 施報告書・テストプログラム作成、ねじ緩めト
振動制御装置 RC-1120 ルク測定、機能、性能の評価を行う。
制御加速度ピックアップ Vp-32 (11)結果、評価
(4)試験用母材アルミ (A5052P)を使用 表 2 にボルト締め付けの時のトルクおよび試
(5)母材表面処理 酸洗い処理、アロジン処理、 験後の緩みトルクの比較をした図表を示した。
95AGY と 95AGN の3種類 結果的に振動試験により試験前の値より 8%~
(6)使用ボルト 六角頭ボルト 精度 JIS1 級 17%トルクが低下している。しかしながらボルト
材質 SUS304、C2604 の 2 種類 の位置ズレ、振動羽の位置ズレは見られずイン
(7)付属品 ステンレス製 平座金、スプリング サートの動きも微量であった。
ワッシャ(規格品)、振動羽(特注) 表 3 に試験後のインサートの動き(共回り、共
(8)使用インサート タングレスインサート(1D) 抜け)の値を示した。
ボルト外径と同じ組立長 最大で 3°の動きが見られたが一般的に言わ
(9)試験手順 試験母材にタングレス挿入⇒平座 れている許容範囲の±45°から見ると振動によ
金、ワッシャー、ボルトの順に組込⇒規定トル る緩みはほぼ 0 と考えて良い。
クでねじ締め⇒一度ねじを緩める⇒インサート
の位置を合いマーク⇒振動羽、平座金、ワッシ
ャー、ボルトの順にねじ締め⇒母材と振動羽の
合いマーク⇒母材とボルトの合いマーク⇒振動
試験⇒試験終了⇒ボルト位置ズレ、振動羽位置
ズレ確認⇒ボルトを外しインサートの位置ズレ
株式会社アキュレイト www.accurate.jp
4