



リモート製品の使用例をご紹介
ものづくり現場、物流現場などでの困りごと解決のヒントあり!
実例に基づいた厳選事例を集めました。
可動部のケーブル断線のトラブル、コネクタ接続部のトラブルでお困りの現場の改善に。
~搬送、回転、着脱、工作機械と様々なアプリケーションを掲載~
このカタログについて
| ドキュメント名 | アプリケーション集 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 1.5Mb |
| 取り扱い企業 | 株式会社ビー・アンド・プラス (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
ワイヤレス給電&信号伝送
リモートシステム
アプリケーション集
ものづくり現場、物流現場などでの困りごと解決のヒントあり!
実例に基づいた厳選事例を集めました!
搬送 AGV 回転
AGV
械 ボッ
ト
工作機 着脱 スカラ
ロ
Page2
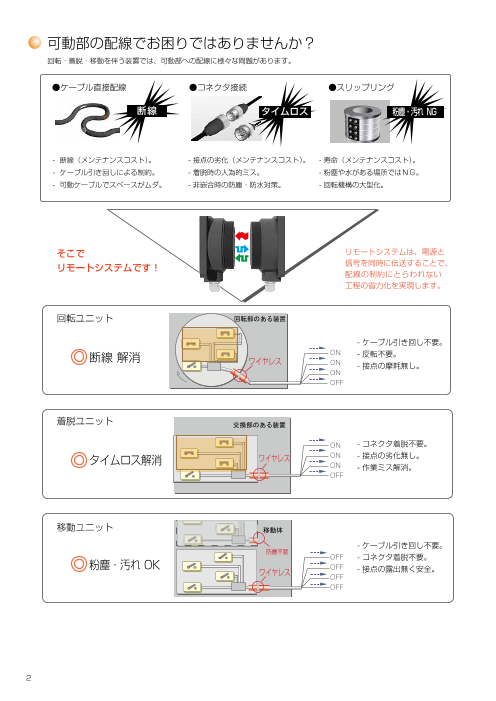
可動部の配線でお困りではありませんか?
回転・着脱・移動を伴う装置では、可動部への配線に様々な問題があります。
●ケーブル直接配線 ●コネクタ接続 ●スリップリング
断線 タイムロス 粉塵・汚れ NG
- 断線(メンテナンスコスト)。 - 接点の劣化(メンテナンスコスト)。 - 寿命(メンテナンスコスト)。
- ケーブル引き回しによる制約。 - 着脱時の人為的ミス。 - 粉塵や水がある場所ではNG。
- 可動ケーブルでスペースがムダ。 - 非嵌合時の防塵・防水対策。 - 回転機構の大型化。
そこで リモートシステムは、電源と
リモートシステムです! 信号を同時に伝送することで、
配線の制約にとらわれない
工程の省力化を実現します。
回転ユニット 回転部のある装置
- ケーブル引き回し不要。
断線 解消 ON - 反転不要。ワイヤレス ON - 接点の摩耗無し。
ON
OFF
着脱ユニット 交換部のある装置
ON - コネクタ着脱不要。
タイムロス解消 ワイヤレス ON - 接点の劣化無し。ON - 作業ミス解消。
OFF
移動ユニット 移動体
- ケーブル引き回し不要。
移防動塵体不要 OFF - コネクタ着脱不要。
粉塵・汚れ OK OFF
ワイヤレス - 接点の露出無く安全。OFF
OFF
2
Page3
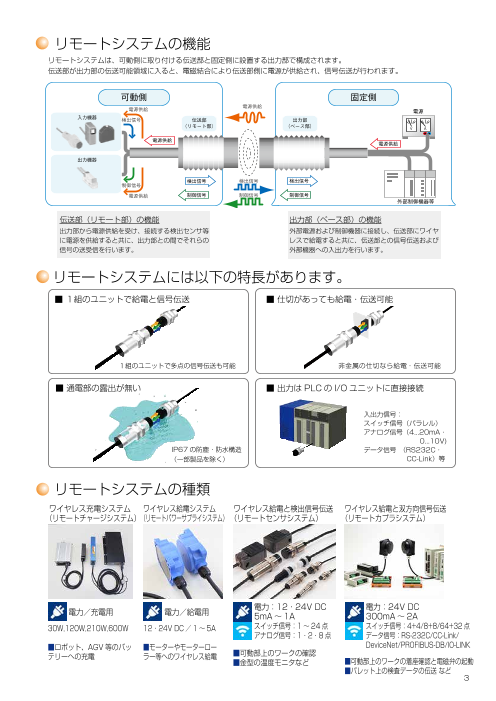
リモートシステムの機能
リモートシステムは、可動側に取り付ける伝送部と固定側に設置する出力部で構成されます。
伝送部が出力部の伝送可能領域に入ると、電磁結合により伝送部側に電源が供給され、信号伝送が行われます。
可動側 固定側
電源供給 電源供給 電源
入力機器 検出信号 伝送部 出力部
(リモート部) (ベース部) V A
電源供給
電源供給
出力機器
検出信号 検出信号 検出信号
制御信号
電源供給 制御信号 制御信号 制御信号
外部制御機器等
伝送部(リモート部)の機能 出力部(ベース部)の機能
出力部から電源供給を受け、接続する検出センサ等 外部電源および制御機器に接続し、伝送部にワイヤ
に電源を供給すると共に、出力部との間でそれらの レスで給電すると共に、伝送部との信号伝送および
信号の送受信を行います。 外部機器への入出力を行います。
リモートシステムには以下の特長があります。
■ 1組のユニットで給電と信号伝送 ■ 仕切があっても給電・伝送可能
1組のユニットで多点の信号伝送も可能 非金属の仕切なら給電・伝送可能
■ 通電部の露出が無い ■ 出力は PLC の I/O ユニットに直接接続
入出力信号:
スイッチ信号(パラレル)
アナログ信号(4...20mA・
0...10V)
IP67 の防塵・防水構造 データ信号 (RS232C・
( 一部製品を除く) CC-Link)等
リモートシステムの種類
ワイヤレス充電システム ワイヤレス給電システム ワイヤレス給電と検出信号伝送 ワイヤレス給電と双方向信号伝送
(リモートチャージシステム)(リモートパワーサプライシステム) (リモートセンサシステム) (リモートカプラシステム)
電力/充電用 電力/給電用 電力:12・24V DC 電力:24V DC5mA ~ 1A 300mA ~ 2A
30W,120W,210W,600W 12・24V DC / 1 ~ 5A スイッチ信号:1 ~ 24 点 スイッチ信号:4+4/8+8/64+32 点
アナログ信号:1・2・8 点 データ信号:RS-232C/CC-Link/
■ロボット、AGV 等のバッ ■モーターやモーターロー DeviceNet/PROFIBUS-DB/IO-LINK
テリーへの充電 ラー等へのワイヤレス給電 ■可動部上のワークの確認
■金型の温度モニタなど ■可動部上のワークの着座確認と電磁弁の起動
■パレット上の検査データの伝送 など
3
Page4
目次
搬送 使用場所と用途 ページ
エンジンブロックの着座確認・クランプの起動と確認 ・・・・・・・・・・・・・・・・5
フィードバーのワーク確認 ・・・・・・・・・・・・・・・・・・・・・・・・・・5
搬送シャトルのワーク確認 ・・・・・・・・・・・・・・・・・・・・・・・・・・6
溶接ラインのパレットでサイドメンバー着座確認 ・・・・・・・・・・・・・・・・・・6
バッテリーのワイヤレス充電 ・・・・・・・・・・・・・・・・・・・・・・・・・・7
モーラーの電源供給をワイヤレス化し、ケーブルトラブルを解消 ・・・・・・・・・・・7
回転 使用場所と用途 ページ
ターンテーブル上での油圧ユニットの油圧確認 ・・・・・・・・・・・・・・・・・・・8
ターンテーブル上のワークの識別と着座確認 ・・・・・・・・・・・・・・・・・・・・8
ターンテーブル上のワーク確認(360°連続伝送) ・・・・・・・・・・・・・・・・・・9
攪拌機中心部の温度モニタ ・・・・・・・・・・・・・・・・・・・・・・・・・・9
回転式治具でのワーク確認 ・・・・・・・・・・・・・・・・・・・・・・・・・・10
スカラロボットのワーク信号確認 ・・・・・・・・・・・・・・・・・・・・・・・・・10
着脱 使用場所と用途 ページ
着脱式ロボットハンドのワーク確認 ・・・・・・・・・・・・・・・・・・・・・・・・11
金型上のワーク確認 ・・・・・・・・・・・・・・・・・・・・・・・・・・11
工作機械 使用場所と用途 ページ
加工テーブル上のワーク有無・着座確認の伝送 ・・・・・・・・・・・・・・・・・・・12
アタッチメント交換・工具の有無及びアタッチメントの有無確認 ・・・・・・・・・・・12
自動交換ヘッド(アタッチメント)のクランプ信号等確認 ・・・・・・・・・・・・・・13
マシニングセンタのパレット上でのワークのブレ検知 ・・・・・・・・・・・・・・・・13
4
Page5
エンジンブロックの着座確認・クランプの起動と確認 搬送
改善前の問題 改善の効果
- パレットとコネクタで接続して - ワイヤレスにより可動域の制限がなく
いたので可動域に制限があった。 なりラインの自動化に成功した。改善 - 着脱作業のタイムロスがなくなり、コ
ワーク - コネクタ着脱の手間やピン折れ ネクタのトラブルも解消された。
(エンジンブロック) などのトラブルがあった。 - ベースアンプはリモートデバイス局と
なるので、CC-Link マスタからの直接
制御が可能になった。
パレット
ワイヤレス給電 関連製品情報
リモートアンプ &信号伝送
最大 64 点の入力信号と 32 点の出力信号
リモートヘッド を伝送する I/O 伝送タイプや、deviceNet, 回
ベースヘッド CC-link,Profibus,IO-LINK などのフィールドバス信号を伝送するタイプなど多数活用 転
ベースアンプ されています。
パレットへワイヤレス給電&信号伝送 ワーク着座確認とクランプ固定 次の工程へワーク供給
着座確認用
センサ クランプ用電磁弁
&
各種センサ・電磁弁へ 確認用センサ センサや電磁弁の
のワイヤレス給電と、 状態を CC-Link か CC-Link へ接続
各入出力信号を伝送 ら確認・制御可能
ポイント ・ヘッド同士を対向させた時に、パレット上の各種センサ・電磁弁へのワイヤレス給電と、センサからの着座信号の 着 入力や電磁弁への出力が可能になった。
・コネクタやケーブルベアのような可動域の制限がない。 脱
・入力ユニット / 出力ユニットを増設できるので、センサや電磁弁を増やしたい場合は容易に対応可能になった。
フィードバーのワーク確認
金型 改善前の問題 改善の効果
- 屈曲によるケーブル断線が - フィードバーの交換効率が良
発生していた。 改善 くなった。
近接スイッチ - フィードバー交換のコネク
- 断線トラブルを解消した。
タ着脱のタイムロスが発生 - 水・油のかかる環境でも問題フィードバー なくなった。 工
していた。 作
機
グリッパー 関連製品情報 械
ワイヤレス給電 シリンダ形状で古くから活用されている多
&信号伝送 点伝送タイプ。2 線式センサ信号を 1 点~
出力部 15 点までのセンサ信号を伝送し、ワーク
伝送部 検知を行います。
ワークの供給(順送り) ワークを確認してプレス ワーク換えによりフィードバー交換
プレス
ワイヤレス給電
&信号伝送
ポイント ・フィードバーを使ったプレスラインではワークによって、グリッパーの種類や配置が異なるため、 金型交換の際、
フィードバーも交換している。
・リモートシステムにより交換作業が短縮された。
5
Page6
搬送シャトルのワーク確認
ワーク 改善前の問題 改善の効果
- ケーブルベアでのケーブルの - 断線トラブルが解消された。
劣化や断線が発生していた。 - 全てのシャトルが自動化でき、
- 配線不可能な場所では、作業 改善 タイムロスを解消できた。
員による確認があり、作業の
負担およびタイムロスが発生
していた。
近接スイッチ
伝送部 関連製品情報
出力部 ケーブルベアのような搬送シャトル上の信ワイヤレス給電
&信号伝送 号検知に、通常の多点伝送に加え、リニア
形状で位置ずれにも強いタイプも多数活用
されています。
ワーク搭載 シャトルの移動 ワーク取り出し
<ワーク搭載> <ワーク取り出し>
取り出し確認
着座確認 ワイヤレス給電 ワイヤレス給電<シャトル移動>
&信号伝送 &信号伝送
ポイント ・ワークの有無を確認し、タイミングベルトを前後させてシャトルを移動する。
・リモートシステムは、近接スイッチへの給電とその信号の伝送を行う。
溶接ラインのパレットでサイドメンバー着座確認
サイドメンバー
改善前の問題 改善の効果
- スパッタや異物による接点 - スパッタ等の接点不良によるラ
不良でラインが度々ストッ 改善 インストップがなくなった。
プしていた。 - ワイヤレスになったのでピンの メンテナンスが不要となった。
- 接触式のため、ピンのメン - 耐スパッタ仕様のセンサのた
テナンスが必要だった。 め、スパッタが固着しない。
伝送部
近接スイッチ 関連製品情報
パレット
溶接工程ではスパッタ付着防止のためテ
ワイヤレス給電 フロンコーティングやケーブルがガラス
&信号伝送
チューブで保護されたタイプなどの耐ス
出力部 パッタタイプが多数活用されています。
ワークの移動及び停止 ワークの確認 各部の溶接
ワイヤレス給電 ワイヤレス給電
&信号伝送 &信号伝送
ポイント ・溶接ラインでパレットに乗せたサイドメンバーの溶接を行う。
・サイドメンバー確認用に近接センサを 8 個使用しており、着座確認を行っている。
・耐スパッタ仕様なので溶接スパッタが付着しても簡単に落とすことができる。
6
Page7
バッテリーのワイヤレス充電 搬送
受電ヘッド 改善前の問題 改善の効果
- 充電のためのバッテリー交換があ - バッテリー交換作業が不要にな
24V 鉛バッテリー 給電ヘッド り、タイムロスが発生していた。 り、タイムロスを解消できた。
- 次の充電までの間隔が短く、頻繁 改善 - 次の充電までの間隔が長くなり、効率よくAGVを運用でき、
充電ユニット に充電が必要だった。 作業効率が良くなった。
電源ユニット - 充電をすることで作業効率が悪 - 通電部分が露出しないため、
かった。 作業者の安全も確保できた。
関連製品情報
電源 RCS600W シリーズは、最大 600W の電力
自動搬送車 (AGV) 100VAC で、AGV のバッテリーを非接触で充電可能です。 回
ワイヤレス給電 12V,24V,48V のバッテリーそれぞれに対応し
&信号伝送 たユニットを用意して下り、AGV のバッテリー 転
(バッテリーの状態) 交換を必要としない効率的なシステムです。
停止ポイントへ移動 待機中にワイヤレスで充電 次工程へ移動
停止ポイント
ワイヤレス給電
&信号伝送
(バッテリーの状態)
ポイント ・搬送先の停止位置で待機時間を利用してバッテリーの継ぎ足し充電ができる。 着
脱
モーラーの電源供給をワイヤレス化し、ケーブルトラブルを解消
改善前の問題 改善の効果
- ケーブルベアの設置スペー - ケーブルの設置スペースを確
スが必要で、 スペース確 改善 保する必要がなくなった。
保が課題だった。 - ワイヤレスにすることにより
- ケーブルベア引き回しによ 断線がなくなった。 工
り断線が発生していた。 作
機
関連製品情報 械
24V5A(120W) の電力を非接触で伝送し、モー
ターローラーなどの電力を要する機器を稼働さ
せます。必要なポイントでの稼働により、配線
引き回しや着脱解消に活用されている製品です。
ベース部を設置、トラバーサ両側にリモート部を設置する 停止時にモーラーにワイヤレスで給電する
ワイヤレス給電
ポイント ・固定側それぞれにベース部を設置。
・トラバーサ(可動部)両側にリモート部を設置。
7
Page8
ターンテーブル上での油圧ユニットの油圧確認
表示器 改善前の問題 改善の効果
<油圧測定>
出力部 - ターンテーブル上のワーク - ターンテーブル上の治具で圧
の油圧を測定したい。 改善 力測定が可能。
ワイヤレス給電 <加工> - 油圧不足による仕損品が発 - 加工直前の圧力確認により、
& 信号伝送 伝送部
生する。 油圧モレによる仕損品が無く
圧力スイッチ なった。
関連製品情報
油圧ユニット <ワーク準備> アナログセンサへ電力を供給し、検知したアナログ信号を伝
送し、0-10V で出力する製品です。可動部のアナログ制御
用に多数活用されています。アナログリモートセンサで電
源が不足する場合は、もう1つ別のリモートセンサを取り
付け電力供給用として使う形でも活用する事例もあります。
ワークをセットし油圧オイル注入 油圧確認後、テーブル回転し加工 加工済みワークの取り出し
表示器 <加工> <加工>ワイヤレス給電
& 信号伝送
圧力スイッチ
<油圧測定>
油圧注入口
油圧ユニット
<ワーク準備> <ワーク取り出し>
ポイント ・回転する加工装置で、ワークの油圧を確認して加工を行う。
・リモートシステムは、圧力スイッチへの給電とその測定データの伝送を行う。
ターンテーブル上のワークの識別と着座確認
近接スイッチ 近接スイッチ 改善前の問題 改善の効果
ワーク識別 着座確認
- 引き回しによる断線が発生 - ケーブルの可動が無く、断線
していた。 改善 がなくなった。
- ケ ーブルの制約で回転を戻 - テーブル連続回転させることができて作業効率が良く
すタイムロスがあった。 なった。
伝送部 関連製品情報
シリンダ形状やコンパクト形状など複数の形状
出力部 で2線式/3線式センサを最大 24 点伝送しま
ワイヤレス給電 す。インデックス上のなど複数の信号検知向け
&信号伝送 にこれらの多点タイプは多数活用されています。
ワークの識別と着座確認 ワークを確認し、スポット溶接 ワークの取り外し
<ワーク取外し>
<ワーク投入>
ワイヤレス給電
&信号伝送
ワイヤレス給電
&信号伝送
ポイント ・治具を3面付けたテーブルを 120°ずつ回転させ、<投入>-<溶接>-<取り出し>を連続して行う。
・リモートシステムは、近接スイッチ 8 点への動作電源の供給と、その検出信号の伝送を行う。
8
Page9
ターンテーブル上のワーク確認(360°連続伝送) 搬送
<ワーク組立 1 > <ワーク組立 2 > 改善前の問題 改善の効果
16 個のセンサを設置し、同
近接センサ - 回転のため自動化できなかっ -
た。 時の 動作が可能になった。
- ワーク着座を作業員が目視で 改善 - 目視が不要になり、ポカミスを回避し、自動化できた。
確認していたため、ポカミスの - 回転軸にリモートを設置した
原因と なっていた。 ため、360°常に信号が確認
できるようになった。
関連製品情報
<ワーク取外し>
<ワーク着座> 回転軸中での伝送では、軸中に搭載しやすいシ
リンダ形状でセンサ接続しやすい 8 ~ 16 点点
伝送部 回
ワイヤレス給電 伝送用ターミナルタイプが多数活用されていま
&信号伝送 出力部 す。また、回転軸中に搭載しやすい 15 点信号
転
伝送用のリング形状も人気の製品です。
ワーク着座確認と組立て ターンテーブルの回転 ワーク取り外し
検出センサ 90 度回転
ワーク取り外し
ワーク検出用
ワイヤレス給電 ワイヤレス給電 ワイヤレス給電
&信号伝送 90 度回転 &信号伝送 &信号伝送
ポイント ・治具4面のターンテーブルを 90°ずつ回転させ、<ワーク設置>-<組み込み>-<取り外し>を連続して行う。 着
・回転軸上に設置されたリモートシステムが、16 個の近接スイッチに常時給電し、同時に信号を伝送する。 脱
攪拌機中心部の温度モニタ
出力部 改善前の問題 改善の効果
- タンク中心部の温度が分か - 熱電対を中心部に設置し、 伝送部
らないため、適切な撹拌処 改善 正確な温度測定ができる。
理が困難。 - 攪拌機の回転中も測定値を伝
温度表示機 送できる。
ワイヤレス給電 工
& 信号伝送 作
機
関連製品情報 械
撹拌装置など回転軸中の温度伝送ニーズ
で多数活用されている熱電対伝送タイプ。
熱電対 最大 2 点の熱電対信号を M18 のシリン
ダ形状及びリング形状で実現しています。
材料を投入し撹拌開始 温度をモニターしながら攪拌 温度により攪拌速度を調節
出力部 出力部 出力部
伝送部 伝送部 伝送部
温度表示機 温度表示機 温度表示機
ワイヤレス給電 ワイヤレス給電 ワイヤレス給電
& 信号伝送 & 信号伝送 & 信号伝送
熱電対 熱電対 熱電対
ポイント ・撹拌中のタンク中心部の温度を測定し、撹拌速度を調節する。
・リモートシステムは、撹拌の回転軸上に取り付けられ、熱電対の測温データを常時伝送する。
9
Page10
回転式治具でのワーク確認
改善前の問題 改善の効果
- 治 具の反転繰り返しによる - セ ンサケーブルの断線トラブ
ケーブルの断線。 改善 ルがなくなった。<溶接>
- ケーブル引き回しが無く加工
機内に余裕ができた。
検出部
伝送部 関連製品情報
ワイヤレス給電 溶接工程ではスパッタ付着防止のためテフロン
& 信号伝送 コーティングやケーブルがガラスチューブで保
護されたタイプなどの耐スパッタタイプが多数
活用されています。
出力部
ワークに合わせ治具面を回転 ワークをセットする ワーク着座確認後、溶接を行う
<溶接>
検出部 検出部
伝送部 伝送部 伝送部
<回転> ワイヤレス給電 ワイヤレス給電 ワイヤレス給電
180° & 信号伝送 & 信号伝送出力部 出力部 出力部 & 信号伝送
ポイント ・2面の治具をワークの形状に合わせ、反転させて使用する。
・リモートシステムは、各面のワーク確認用近接スイッチの動作電源とその検出信号の伝送を行う。
スカラロボットのワーク信号確認
出力部 改善前の問題 改善の効果
(制御側)
- ハンドリング部の回転によ - ケーブルの絡み付きがなく
る断線が発生していた。 改善 なり、断線がなくなった。
伝送部 - ケーブルの制約で回転を戻
- メンテナンスに伴う作業時
間を削減できた。
(センサ側) すタイムロスがあった。
関連製品情報
ロボット装置作業の回転部分に搭載しやすいように回転フ
レーム付きの ASET シリーズ。回転部の取り付け機構を
考えることなく、回転しながらセンサ信号の取得が可能で
す。旋回先についているセンサの配線が切れることなく使
用できるようになり、断線トラブルを軽減できます。
ワークを掴み、信号を検出 ワークを移動させる ハンドを回転しながらワークを離す
近接センサ
ポイント ・ハンドリング部の先端にワーク検出用のセンサがあり、センサへの給電とセンサからの信号検出の伝送を行う。
・ワークを離す際にハンドリング部が回転することで生じていた、ケーブル断線トラブルを解決。
10
Page11
着脱式ロボットハンドのワーク確認 搬送
光電センサ 改善前の問題 改善の効果
ワーク確認
- ハンド交換時コネクタの着脱 - ハンド交換時コネクタ着脱が
の為作業員が必要だった。 不要になり省力化できた。
- ハンドを回転させるためカー 改善 - ケーブルの伸縮部分が無くな
ルコードを使用していたが、断 り、カールコードが不要、断
出力部 線が発生していた。 線も無くなった。
伝送部
ワイヤレス給電
&信号伝送 関連製品情報
ツールチェンジャで多数採用されているコンパ
クト形状。薄型で取付簡単形状。最大 24 点ま 回
での信号を伝送可能です。チェンジャーのピン
折れトラブルを軽減し、加工区域内ロボットな 転
どミスト環境でも広くご使用されています。
ワークに合わせたハンドに交換 ワークを確認して取り出し ワークをコンベアへ移動
ワイヤレス給電
&信号伝送
ポイント ・金型からワークを取り出すロボットハンドでワークの有無を確認する。 着
・ハンド部分はワーク取り出し時に回転し、ワークに合わせて付け替える。 脱
・リモートシステムは、光電センサへの給電とその検出信号伝送を行う。
金型上のワーク確認
改善前の問題 改善の効果
- 金型交換の際のダイベース - 金型をセットしたダイベース
のコネクタ着脱が作業者の 改善 をプレス機にセットするだけ
負担になっていた。 で済むようになった。
- 手作業のためタイムロスが - 作業が大幅に改善され、タイ上型 近接スイッチ 工発生していた。 ムロスを解消できた。
下型 作
機
関連製品情報
出力部 械
プレスの金型上のワーク検知に古くから
ダイベース 活用されている多点伝送タイプ。プレス
ワーク 装置の T-SLOT 溝に装着可能な T-SLOT
伝送部 ワイヤレス給電 形状タイプも人気の商品です。
&信号伝送
金型上のワークを確認して取り出し 金型交換(金型+ベース) 新しいワークをセット
伝送部
ワイヤレス給電 ワイヤレス給電
&信号伝送 ダイベース 金型 出力部 &信号伝送
ポイント ・近接スイッチで金型のワークを検知し、空打ちや重ね打ちを防止する。
・金型とダイベース間の配線は予めコネクタで接続し、ダイベースとプレス機間の配線をワイヤレス化。
・リモートシステムは、金型上の近接スイッチ8個に給電すると共に、その検出信号を伝送する。
11
Page12
加工テーブル上のワーク有無・着座確認の伝送
改善前の問題 改善の効果
ワーク - ケーブル引き回しによる断 - ケーブル引き回しが無く断
線が発生していた。 改善 線トラブルが解消した。
- 検出部/伝送部一体ケーブ
ル型の使用で取り付けが簡
単になった。
近接スイッチ 可動テーブル
関連製品情報
伝送部
シリンダ形状で古くから活用されている多
ワイヤレス給電
& 信号伝送 点伝送タイプ。2 線式センサ信号を 1 点~
出力部 15 点までのセンサ信号を伝送し、ワーク
検知を行います。
ワークの着座確認 ワークを回転させながら切削 ワークの取り外し
ワーク
ワーク着座 取り外し
ポイント ・加工の前と後にワークの着座とクランプの確認を行う。
・加工にあわせてテーブルが回転する。
アタッチメント交換・工具の有無及びアタッチメントの有無確認
改善前の問題 改善の効果
ワイヤレス給電 - コネクタだと設備の裏側に - コネクタの代替えで使用
主軸 &信号伝送 位置するため脱着ができな 改善 し、自動化できた。
かった。 - リモートを使用する事で工具出力部
- 加工機なので防水性がほし の有無とアタッチメントが確
伝送部 実に装着されているかわかるかった。 ようになった。
アタッチメント
工具 関連製品情報
M8 形状の超小型なリモートシステムで 1
リミットSW 点の信号を伝送します。工作機械などの組
み込み装置内の省スペースでの信号伝送に
多数活用されています。
主軸が下がってくる 目的のアタッチメントを装着 工具を ATC にて装着し確認後加工へ
主軸 主軸 主軸
下がって装着 ワイヤレス給電&信号伝送
ワイヤレス給電 ATC装置で
&信号伝送
リミットSW/OFF 工具 工具が装着されるとリミットSW/ON
ポイント ・通常 4 ~ 6 種有るアタッチメントを交換する。
・交換されたアタッチメントに工具が装着されると、リミット SW が ON する。
・その信号をワイヤレスで本体側に送る。
12
Page13
自動交換ヘッド(アタッチメント)のクランプ信号等確認 搬送
改善前の問題 改善の効果
- アタッチメントの交換の際、 - アタッチメントの自動交換
コネクタで着脱していたため をワイヤレスで行うことで、
出力部 メンテナンスの必要が生じて 改善 コネクタ周りのメンテナン
いた。 ス作業がなくなった。
近接スイッチ - 刃先の位置確認センサ用の - ケーブル引き回しが無く断
伝送部 ケーブルがよく断線していた。 線トラブルが解消した。
近接スイッチ
ワイヤレス給電 関連製品情報
& 信号伝送
M18サイズで2点~8点の信号を伝送し、
小型搭載、複数のセンサ信号の検知を実現 回
する製品です。 転
ワーク
アタッチメントのクランプ確認 刃先の位置検知 ワークの切削
ワーク着座
近接スイッチ
近接スイッチ
アタッチメント
ワーク
ポイント ・アタッチメントのクランプ確認信号を近接センサで検知する。 着
・刃先の位置確認情報を近接センサで検知する。 脱
・リモートシステムは、センサへの給電とその検出信号の伝送を行う。
マシニングセンタのパレット上でのワークのブレ検知
改善前の問題 改善の効果
ワーク
ツール - 引き回しで断線が多発する。 - 断線トラブルが解消した。
パレット - パレットの数を増やせない。 改善 - パレットが任意に増やせ
て、交換も簡単。
工
作
タッチセンサ 機
関連製品情報 械
伝送部 省スペースでのワーク検知に活用される薄
出力部 ワイヤレス給電 型形状。1点~4点までの信号を伝送し、
& 信号伝送
装置内のパレットなど省スペースでのセン
サ信号検知を支える部品です。
ワークの着座を確認し加工開始 加工中ワークのズレをチェック ワークに合わせてパレットを交換
近接スイッチ タッチセンサ
伝送部
ワイヤレス給電 ワイヤレス給電 出力部
& 信号伝送 & 信号伝送
ポイント ・ワーク(金型)に合わせてパレットを交換する。
・マシニングセンタの加工中に、タッチセンサでワークのズレを検知する。
・リモートシステムは、センサへの給電とその検出信号の伝送を行う。
13
Page14
MEMO
14
Page15
MEMO
15
Page16
実際の使用事例はこちら
実際のお客様の活用事例をご覧いただけます。
https://www.b-plus-kk.jp/blog/category/case/
各種事例資料のダウンロード
掲載のアプリケーションおよびその他事例をダウンロード可能です。
https://www.b-plus-kk.jp/download/app_download.html
アプリケーション事例を動画でご紹介
当社動画サイトにて、アプリケーションをアニメーションでご紹介いたします。
https://www.youtube.com/user/bandplusjapan
ワイヤレス給電の
最新情報はこちらから ・・・ https://www.b-plus-kk.jp/
■各種お問い合わせ
〒 355-0311 埼玉県比企郡小川町高谷 2452-5
TEL:0493-71-5160 FAX:0493-81-4771 Mail: sales@b-plus-kk.jp
■仕様などの記載内容は、予告無く変更する場合があります。予めご了承ください。
AN1001Ij 2020.10