このカタログをダウンロードして
すべてを見る



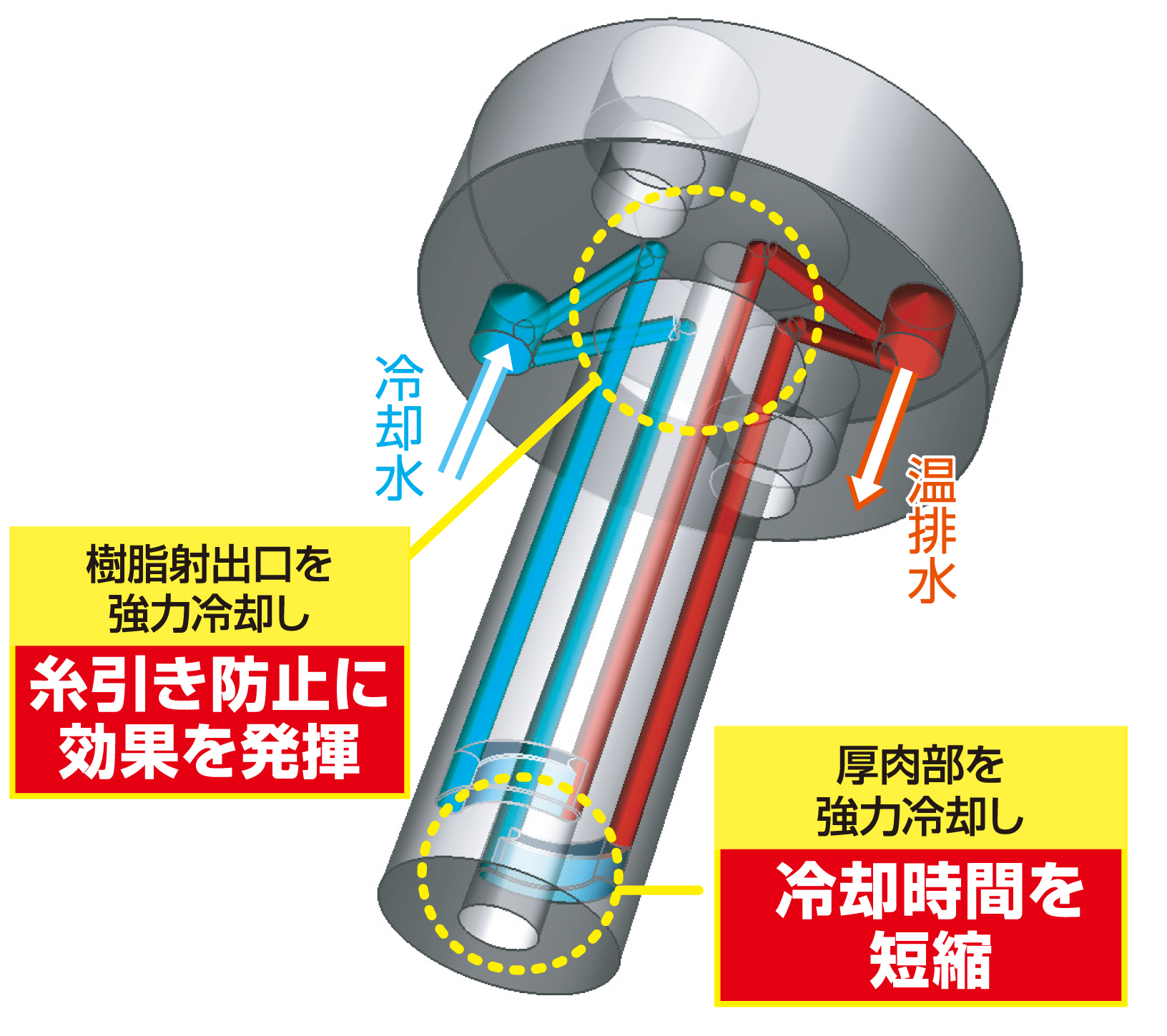
小物薄肉成形品の冷却時間を短縮、樹脂の糸引き防止にも有効
冷却スプルーブッシュは、内部に冷却水路をもつスプルーブッシュ。小物薄肉成形品では、スプルー(湯道)が製品よりも肉厚なため、冷却時間が長引く。そこで、スプルーブッシュ内部に冷却水を流すことで、スプルーの固化時間短縮による成形時間の短縮、金型の熱溜りの軽減、樹脂成形の糸ひきや鼻たれの防止にも有効。特許取得。
◆詳細は、カタログをダウンロードしてご覧ください。
このカタログについて
| ドキュメント名 | 小物薄肉成形品の生産性向上 冷却スプルーブッシュ |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 808.9Kb |
| 関連製品 | |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社新日本テック (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
R
(機能性金型部品は当社の登録商標です)
小物薄肉成形品の生産性向上に 特許取得
冷却スプルーブッシュ
1
(例 SKD11 HRC58以上)
樹脂射出口を
強力冷却し 鋼を総焼入れで
糸引き防止に 製作可能なため
有効 冷 ▲ 耐久性が向上
却
水 ▲ 温 ステンレス系の材料でも
2 排 製作可能
縦穴4本または 水
2本の温調穴で 一体構造のため水漏れの心配無し
熱溜りを軽減 3
スプルーの厚肉部を
強力冷却し
固化時間を
短縮
期待出来る 2 3
効果 金型の 小物薄肉成形品の温度上昇を防ぐ 成形時間を短縮
1 (裏面 グラフ1 をご覧ください) (裏面 グラフ2 をご覧ください)
樹脂の糸引きや 樹脂射出口(高温) 樹脂射出口(高温)
鼻タレを防止
樹脂射出口(高温) 熱 熱
熱 熱溜り熱 厚肉スプルー部
冷却遅い
糸引き 鼻タレ 熱 熱
製品部が熱溜りの影響を受ける 小物成形品の冷却が早い
Page2
熱溜りの解消で成形品質を安定 スプルーの固化時間短縮で生産性を向上
グラフ1 スプルーブッシュの表面温度(型温50℃) (水温15.4℃) グラフ2 水冷却無 水冷却有
60 25
55 ス20
プ
金 ル
型50 熱溜り ー温 水冷却無 15固
度
℃ 水冷却有
化
45 解消 時 10秒短縮間10
S
40 5
35
0 500 1000 1500 2000 2500 20 30 40 50 60 70 80
成形時間(S) 金型温度(℃)
「金型温度とスプルー固化時間の関係」
岐阜大学 金型創成技術研究センター様 成形実験データより (樹脂ポリプロピレン) 岐阜大学 金型創成技術研究センター様 実験データより
取付例 1 金型内に冷却水路を設けた取付例 当社製 冷却スプルーブッシュ 成形時間(冷却時間)
使用によるコスト試算例 10秒短縮/shot
樹脂射出口 成形機ノズル
冷却スプルーブッシュ 成形チャージ2,000円/時間=0.56円/秒
● 0.56円/秒×10秒=5.6円/shot
●
● 150,000円÷5.6円/shot=26,786shot
冷却穴とOリング溝の →
加工が必要です ● → 26,786shotで償却できます
冷 温
却→ ● → ● → → →排
水 水
プレートの 約22.4%
追加工も ●
承ります スプルー
(溶けた 47.16 36.61
改善
樹脂の湯道)
→ →
● 固定側 金型
可動側 分割面
厚肉部
製品(薄肉部)
取付例 2 金型に溝を追加した取付例
樹脂射出口 成形機ノズル (ハット)
プレートの 当社の遮熱hat併用で
追加工も 冷却スプルーブッシュ ●
●
承ります 溝 溝 さらに効果が増します●冷
→ → →●
温
却 → → → 排
水 水 ※仕様・価格・納期については、当社までお気軽に
ジョイント お問い合せください。
※本製品のご使用時には、従来の成形条件に調整が
必要となる場合があります。
● 生産性が向上する製品をお届けします●
スプルー 株式 大阪
(溶けた 鳥取
溝 樹脂の湯道)
会社 岡山
→ → 本社工場 〒538-0035 大阪市鶴見区浜2丁目2番81号固定側
金型にはジョイントの ● 金型 この製品に関するお問合せは
逃し溝加工が必要です 可動側 分割面 社長 和泉 ・ 開発営業部 田中・玉田まで
厚肉部 TEL.06-6911-1183(代)
FAX.06-6911-1182
http://www.sntec.com
製品(薄肉部) プ新日ラ本型テッ設ク計係 玉i田nf・o@田sn中tecま.coでmhttp://www.sntec.com/m
sntec-re-10-1706-500
→
→ → → → → → → →
( )
→
→ → → → → → → →
( )